Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ОТЛИВКИ ДЕТАЛИ ПОД ДАВЛЕНИЕМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение касается устройства для отливки детали под давлением, в частности восковой модели.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Такая модель использована в способе литья с воском, утраченном во многих областях, и, например, для отливки турбинных лопаток турбин высокого давления турбомашины, такой как турбореактивный или турбовинтовой двигатель.
В соответствии с этим способом отливают под давлением одну или несколько деталей с помощью литьевого оборудования, содержащего полость, соответствующую форме получаемой модели. В случае, когда модель содержит систему охлаждения, используется керамический стержень. В этом случае воск нагнетают под давлением в матрицу вокруг стержня.
Полученные таким образом восковые модели устанавливают затем группой на опору.
Группу далее погружают в керамическую ванну, называемую шликером, затем припудривают керамической пудрой (операция обмазки). Погружение и обмазку повторяют несколько раз до получения достаточного керамического слоя, образующего оболочковую литейную форму вокруг группы.
Воск затем удаляется из керамической оболочковой литейной формы путем ее обработки в автоклаве, где водяной пар под давлением и при высокой температуре выплавляет воск (операция удаления воска).
Оболочковую литейную форму затем обжигают в печи для обеспечения достаточной механической стойкости, чтобы служить литейной формой.
Далее в оболочковую литейную форму заливают металл, например, сплав на основе никеля. После охлаждения оболочковую литейную форму выбивают, затем различные детали вынимают, то есть отделяют от их общей опоры.
В случае использования стержня последний химически удаляется с помощью ванны.
Детали затем зачищают, шлифуют, затем подвергают контролю.
Оборудование для отливки моделей из воска содержит обычно два блока с полостью, в которых выполнены полости, форма которых, после наложения блоков один на другой, соответствует форме отливаемой детали. По меньшей мере, один из блоков с полостью снабжен средствами позиционирования стержня, содержащими, по меньшей мере, одну опорную поверхность, предназначенную для формирования опоры для стержня и, по меньшей мере, один прижимной винт, ввинчиваемый в проход с зубчатой резьбой блока с полостью и предназначенный для удержания стержня в положении напротив опорной поверхности.
Стержень должен быть достаточно прочно закреплен для точного удержания в положении и не сдвигаться при отливке деталей. Это стягивание, если оно является излишне сильным, может деформировать, сместить или разрушить стержни, так что полученные после отливки детали не смогут отвечать предъявленным требованиям.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является предложение простого, эффективного и экономичного решени этой проблемы.
Для этого в нем предлагается оборудование для отливки под давлением детали, содержащее два блока с полостью, в которых выполнены полости, форма которых, после наложения блоков с полостью один на другой, соответствует форме отливаемой детали, при этом, по меньшей мере, один из блоков снабжен средствами позиционирования стержня, содержащими, по меньшей мере, одну опорную поверхность, предназначенную для формирования опоры для стержня, и, по меньшей мере, один прижимной винт, ввинчиваемый в проход с винтовой резьбой блока с полостью и предназначенный для удержания стержня в положении напротив опорной поверхности, отличающееся тем, что оно содержит средства ограничения усилия, прикладываемого прижимным винтом к стержню.
Средства ограничения усилия позволяют исключить любое разрушение или любое перемещение стержня.
В соответствии с признаком изобретения средства ограничения усилия являются средствами ограничения вращающего момента, расположенными между стягивающей головкой и резьбовой частью прижимного винта и предназначенными для передачи вращающего момента от стягивания головки к резьбовой части, когда упомянутый вращающий момент ниже заданной величины, и отсоединения головки от резьбовой части, когда упомянутый вращающий момент превышает заданную величину.
Предпочтительно оборудование содержит две поверхности, предназначенные для создания опоры для стержня, и два прижимных винта, расположенных напротив опорных поверхностей и предназначенных для удержания стержня в положении напротив двух опорных поверхностей, при этом винты проходят, по существу, перпендикулярно один относительно другого и содержат каждый средства ограничения вращающего момента.
Стержень, таким образом, прекрасно удерживается винтами в полости нижнего блока с полостью.
В соответствии с признаком изобретения заданная величина стягивающего вращающего момента, выше которой головка отсоединяется от резьбовой части прижимного винта, составляет от 0,1 до 5 Нм и предпочтительно порядка 1 Нм.
Такой вращающий момент достаточен для обеспечения удержания стержня в положении при исключении разрушения, деформации и смещения стержня.
Предпочтительным образом оборудование содержит нижний неподвижный блок с полостью и верхний подвижный блок с полостью, при этом опорная поверхность образована в полости неподвижного блока с полостью, и прижимной винт установлен на неподвижном блоке с полостью.
В соответствии с другим признаком изобретения два блока с полостью выполнены с возможностью шарнирного поворота один относительно другого по оси между положением отливки, в котором оба блока с полостью наложены один на другой, и положением выемки из формы, в котором оба блока разведены.
Предпочтительным образом, по меньшей мере, один из блоков с полостью установлен с возможностью шарнирного поворота вокруг оси с помощью подшипника, например шарикоподшипника.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
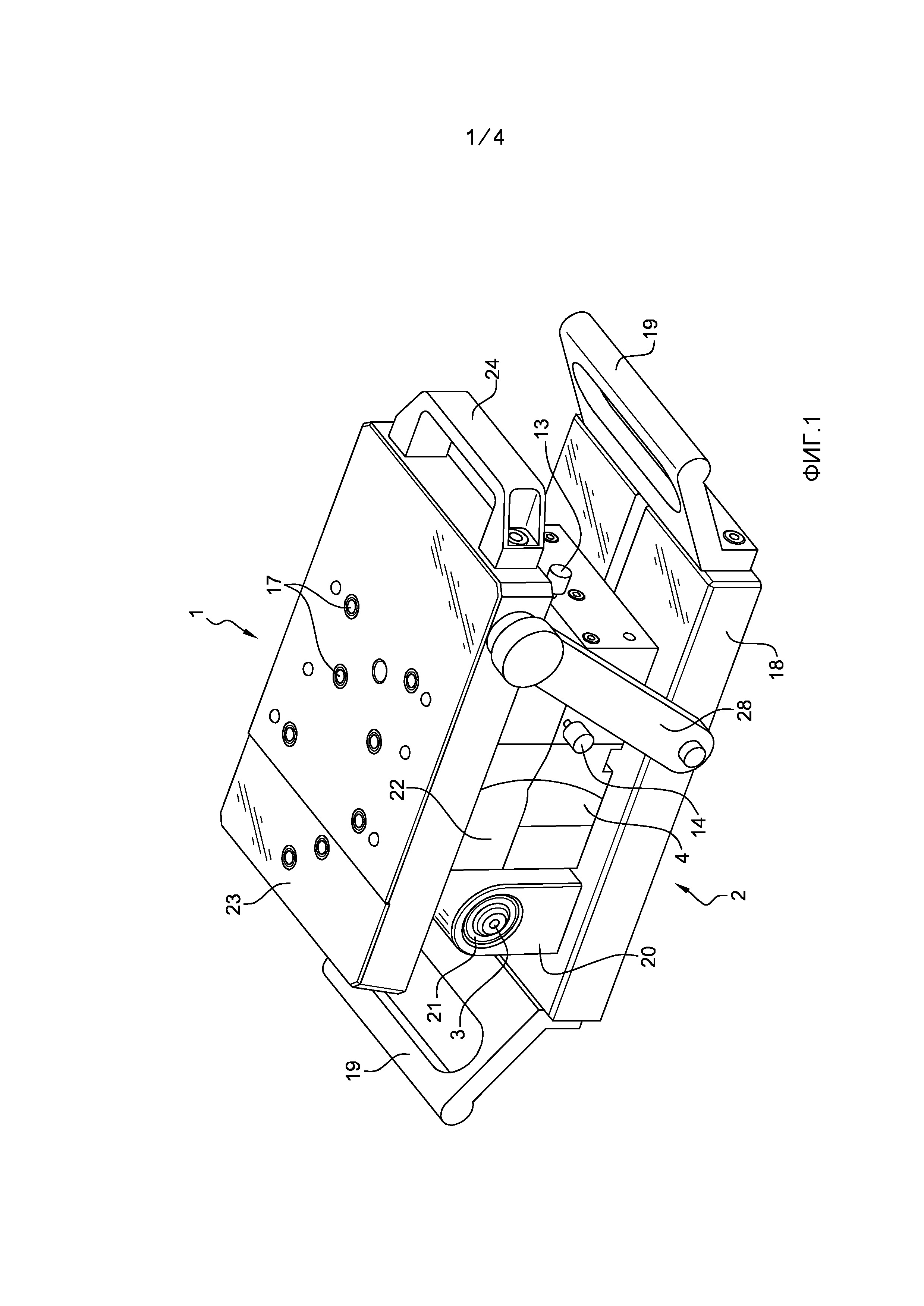
- фиг. 1 изображает вид в перспективе оборудования для отливки детали по изобретению, в закрытом положении,
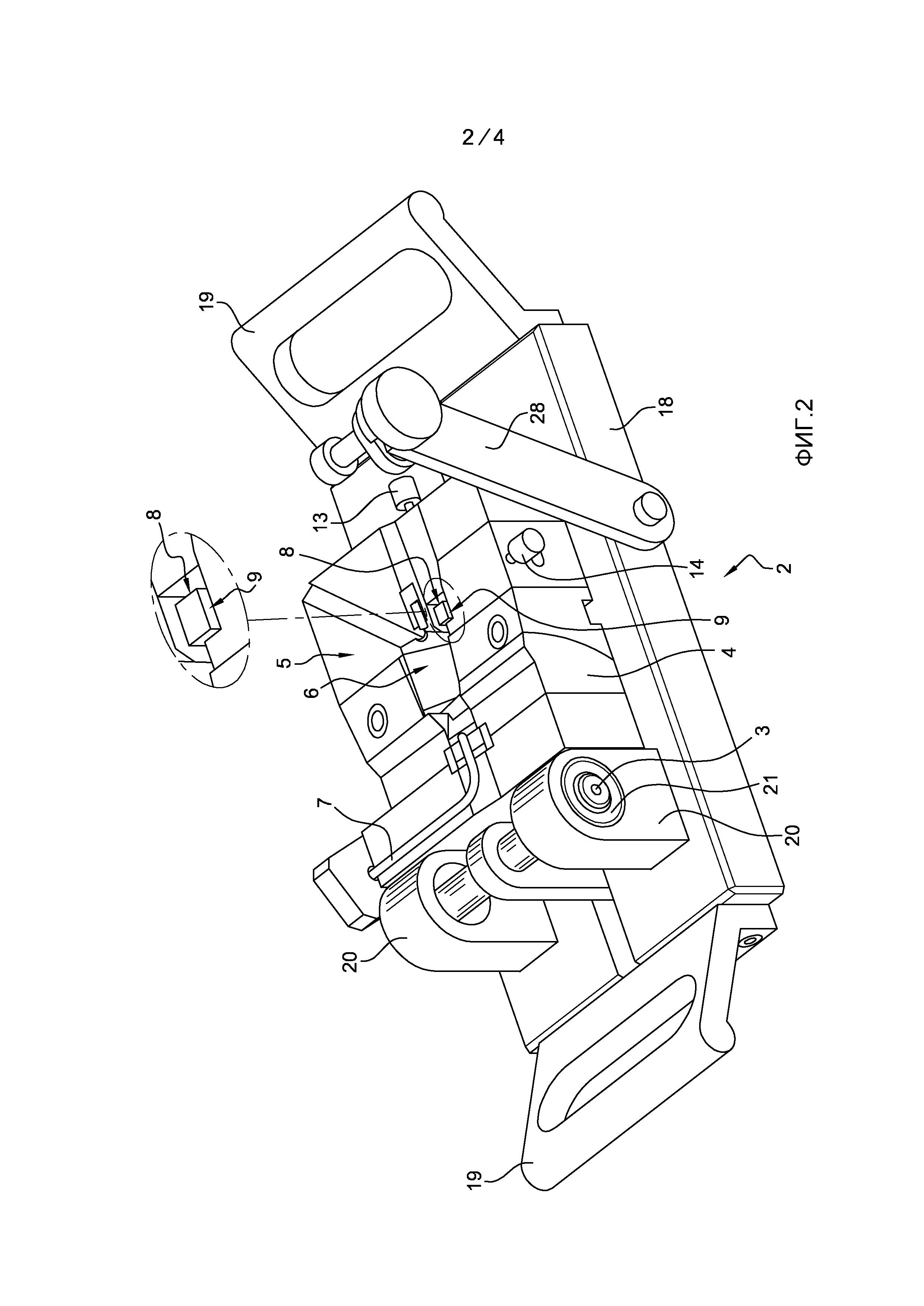
- фиг. 2 изображает вид в перспективе нижней части оборудования для отливки по фиг. 1;
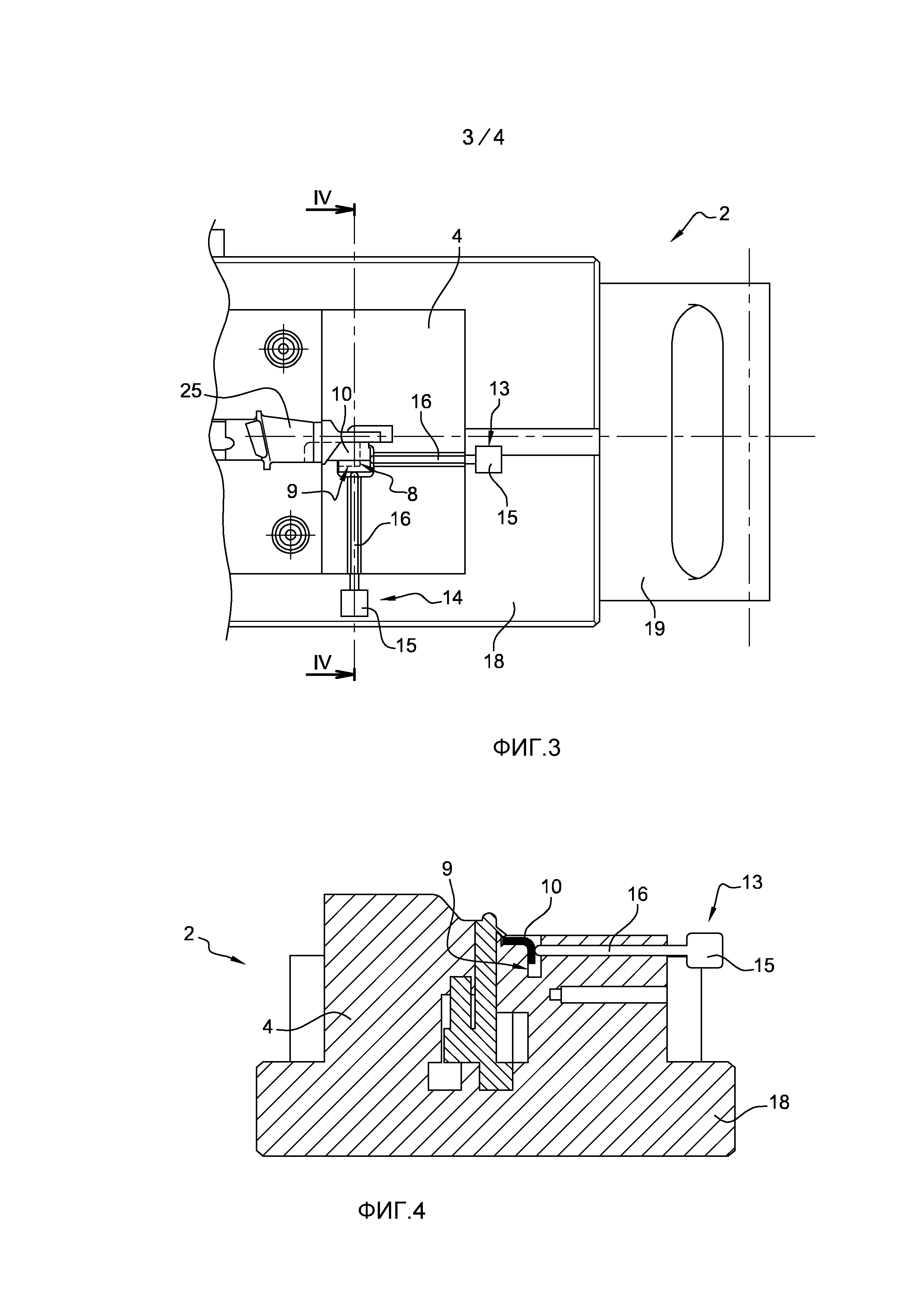
- фиг. 3 изображает вид сверху участка нижней части,
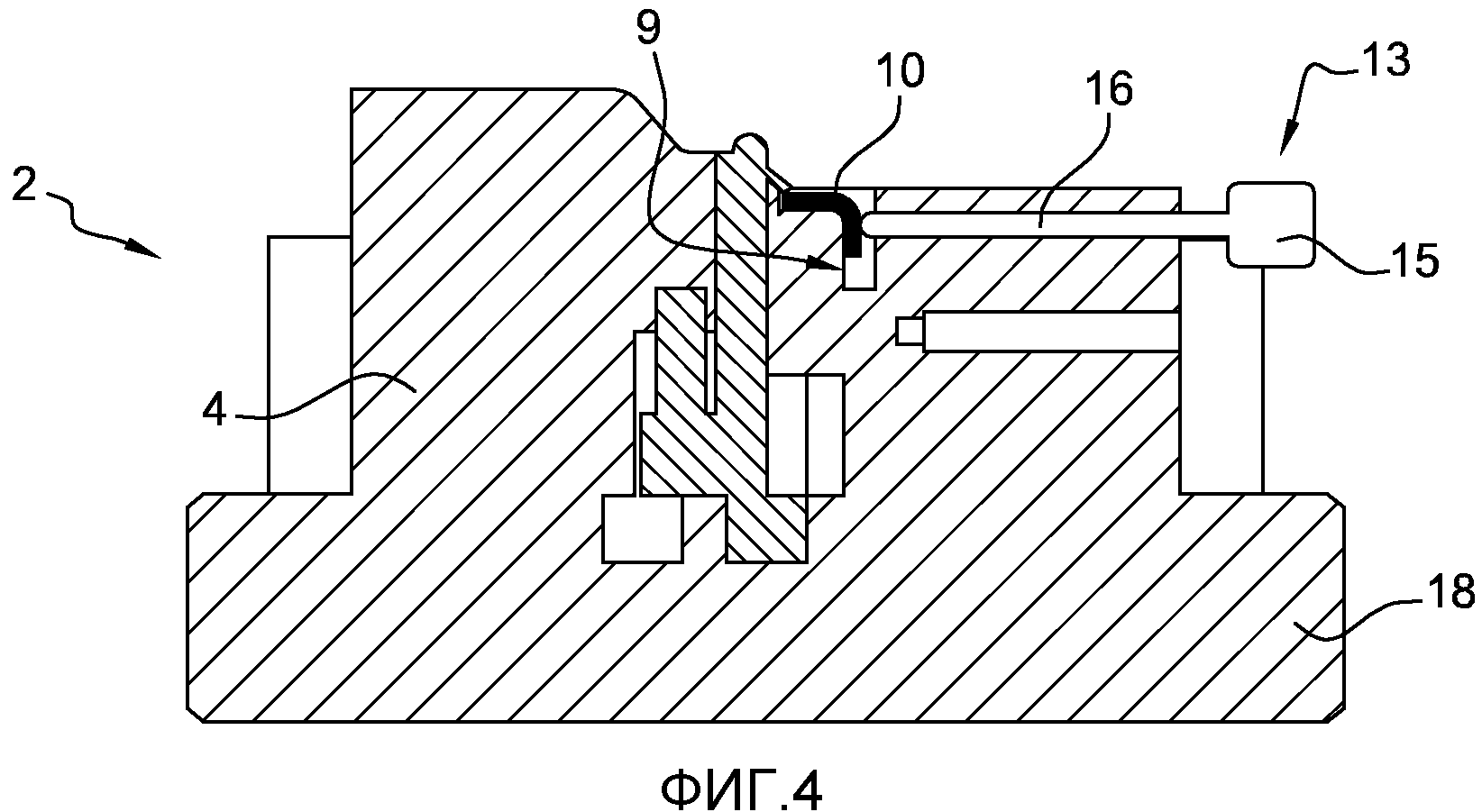
- фиг. 4 изображает вид нижней части в поперечном разрезе по линии IV-IV по фиг. 3;
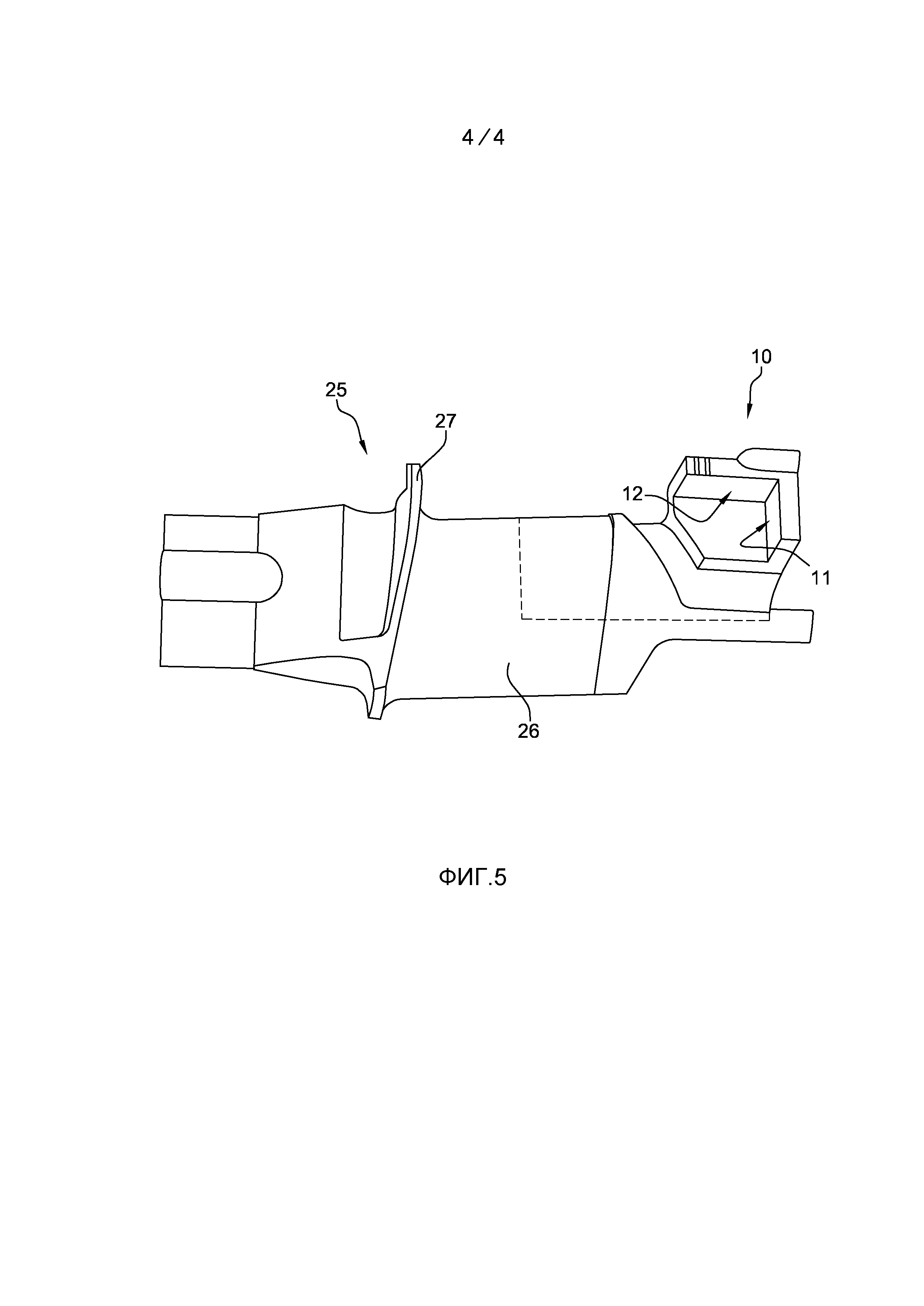
- фиг. 5 изображает вид в перспективе восковой модели, выполненной отливкой с помощью оборудования по фиг. 1-4, и соответствующий стержень.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Фиг. 1 и 2 изображают оборудование для отливки восковой модели по изобретению, содержащее верхнюю часть 1 и нижнюю часть 2, установленные с возможностью шарнирного поворота одна относительно другой вокруг оси 3.
Точнее, нижняя часть 2 содержит блок 4 с полостью общей прямоугольной формы, верхняя поверхность которого образует плоскость 5 стыка, в которой выполнены полость 6 и инжекционный канал 7 (фиг. 2).
Как лучше видно на фиг. 3 и 4, нижний блок 4 с полостью содержит первую опорную поверхность 8 (фиг. 3), ориентированную поперечно относительно блока 4 с полостью, и вторую опорную поверхность 9 (фиг. 4), ориентированную продольно относительно блока 4 с полостью, при этом каждая опорная поверхность 8, 9 предназначена для формирования опоры для поверхности 11, 12, соответствующей стержню 10 (фиг. 5).
Нижний блок 4 с полостью снабжен двумя прижимными винтами 13, 14, ввинченными в резьбовые проходы блока 4 с полостью и предназначенными для удержания стержня 10 в положении относительно опорных поверхностей 8, 9, при этом винты 13, 14 расположены параллельно плоскости 5 стыка. Прижимные винты 13, 14 расположены напротив опорных поверхностей 8, 9 и размещены перпендикулярно этим опорным поверхностям. Таким образом, винты 13, 14 расположены, по существу, перпендикулярно один относительно другого и содержат каждый средства ограничения вращающего момента. Последние расположены между стягивающей головкой 15 и резьбовой частью 16 прижимных винтов 13, 14 и предназначены для передачи вращающего момента от головки 15 к резьбовой части 16, когда упомянутый вращающий момент ниже заданной величины, и для отсоединения головки 15 и резьбовой части 16, когда упомянутый вращающий момент превышает заданную величину.
Такие средства ограничения вращающего момента известны для других практических применений, в частности, из заявки на патент FR 2841946, и их устройство не будет в данном случае детально рассматриваться.
Эти средства ограничения вращающего момента калибруются таким образом, что заданная величина вращающего момента стягивания, при превышении которого головка 15 отсоединяется от резьбовой части 16 прижимного винта 13, 14, составляет от 0,1 до 5 Нм, предпочтительно 1 Нм. Когда вращающий момент превышен, трещотка информирует об этом оператора.
Нижний блок 4 с полостью с помощью болта 17 закреплен на нижнем плоском и удлиненном основании 18, обычно прямоугольной формы.
Два противоположных края основания 18 снабжены ручками 19. Основание 18 содержит, кроме того, две боковых проушины 20, расположенные с обеих сторон продольной средней плоскости и образующие обойму, внутри которой размещена ось 3. Точнее, ось 3 ориентирована двумя шарикоподшипниками 21, установленными в проушинах 20, и перпендикулярна упомянутой средней плоскости.
Верхняя часть 1 оборудования для отливки содержит таким же образом верхний блок 22 с полостью, в котором выполнена полость 6, расположенная напротив полости нижнего блока 4 с полостью после соединения двух блоков 4, 22 с полостью.
Верхний блок 22 с полостью закреплен на верхнем основании 23, шарнирно поворачивающемся относительно нижнего основания 18 по оси 3.
Край верхнего основания, с другой от шарнирной оси 3 стороны, снабжен ручкой 24.
Ниже детально будет описан способ отливки восковой модели 25 лопатки.
В случае, когда модель 25 содержит полую часть, такую как охлаждающая система, керамический стержень 10 устанавливают в полости 6 нижнего блока 4 с полостью.
Прижимные винты 13, 14, таким образом, стягивают так, чтобы поверхности 11, 12 стержня 10 уперлись в опорные поверхности 8, 9 нижнего блока 4. Оператор для этого прикладывает к этим винтам вращающий момент, превышающий максимальный вращающий момент, разрешенный средствами ограничения, и получает информацию об этом превышении от трещотки, как указано выше.
Как только стержень 10 точно позиционируют и удерживают в нижнем блоке 4 с полостью, оборудование для отливки закрывают, то есть верхнюю и нижнюю части 1, 2 шарнирно поворачивают для стыкования двух блоков 4, 22 с полостью и, таким образом, полостей 6. Форма полостей 6, располагаемых, таким образом, одна напротив другой, соответствует форме отливаемой детали 25, изображенной на фиг. 5. В частности, полости 6 определяют форму лопатки 25, содержащей лопасть 26 и платформу 27.
Пресс (не изображен на чертеже) воздействует затем на каждую из наружных поверхностей оснований 18, 23, и воск впрыскивают под давлением в полости 6 вокруг стержня 10 через инжекционный канал 7, после чего охлаждают до отверждения и образования восковой модели лопатки 25 (фиг. 5).
Оборудование для отливки далее открывают путем откидывания верхней части 1 по оси 3 и модель 25 со стержнем 10 извлекают затем из полости 6.
Камера сгорания для турбомашины
Способ выполнения металлического усиления лопатки турбомашины
Способ изготовления лопатки турбомашины из композиционного материала, лопатка турбомашины и турбомашина
Способ и устройство коррекции измерения давления газового потока, циркулирующего в двигателе летательного аппарата
Способ и устройство для контроля эффективности ванны металлического электроосаждения
Двухроторный газотурбинный двигатель, оборудованный межвальным опорным подшипником
Устройство и способ отбора магнитных частиц, захваченных магнитной пробкой
Лопатка турбомашины с асимметричной дополняющей геометрией
Волоконная заготовка для кольцевого сектора турбины и способ ее изготовления
Лопатка с внутренним вентилированием
Способ автоматизированного обнаружения попадания, по меньшей мере, одного инородного тела в газотурбинный двигатель
Камера сгорания для турбомашины
Способ выполнения металлического усиления лопатки турбомашины
Способ изготовления лопатки турбомашины из композиционного материала, лопатка турбомашины и турбомашина
Способ и устройство коррекции измерения давления газового потока, циркулирующего в двигателе летательного аппарата
Способ и устройство для контроля эффективности ванны металлического электроосаждения
Двухроторный газотурбинный двигатель, оборудованный межвальным опорным подшипником
Устройство и способ отбора магнитных частиц, захваченных магнитной пробкой
Лопатка турбомашины с асимметричной дополняющей геометрией
Волоконная заготовка для кольцевого сектора турбины и способ ее изготовления

