Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛЮДЫ МЕТОДОМ ЛАЗЕРНОЙ РЕЗКИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области технологий и систем лазерной обработки и может быть использовано для раскроя или резания хрупких слоистых материалов, таких как прессованное стекловолокно, ситаллы, слюда, и других подобных им материалов, применяемых преимущественно при изготовлении точных элементов миниатюрных химических источников тока.
Известны системы и методы резания различных твердых материалов с использованием энергии лазерного луча (патент РФ №2076794, МПК B23K 26/38, публ. 10.04.1997 г.), в которых на опорной поверхности, выполненной в виде поворотной платформы, размещают обрабатываемое изделие, на поверхность которого направляют лазерный луч от источника лазерного излучения, регулируемый оптической системой зеркал, при этом изменение положения поворотной платформы для проведения процесса резки обеспечивается приводными устройствами.
Известен в качестве прототипа заявляемого способ изготовления деталей сложной формы методом лазерной резки (патент РФ №2322334, МПК B23K 26/02, публ. 20.04.2008 г.), в котором на опорной поверхности располагают объекты, подлежащие резке, путем подачи их к месту позиционирования с помощью специального устройства, к указанным объектам направляют от источника лазерного излучения сфокусированный системой оптических линз и зеркал лазерный луч, управляемый ПК по заложенной в него программе контроля и распознавания формы изготовляемого изделия, что обеспечивает точность изготовления и чистоту обработки изделий.
К недостаткам известных решений относятся сложность процесса и используемого оборудования и отсутствие условий для обработки пакета из расслаивающихся заготовок, таких как прессованные волокна или слюда.
Задачей авторов изобретения является разработка простого и эффективного способа изготовления тонких деталей из расслаивающихся материалов методом лазерной резки без повреждения обрабатываемых изделий, обеспечивающего высокую точность и чистоту обработки их.
Новый технический результат, обеспечиваемый при использовании предлагаемого способа, заключается в упрощении способа и обеспечении условий для точной резки без деформирования расслаивающихся заготовок, таких как слюда.
Указанные задача и новый технический результат обеспечивается тем, что в отличие от известного способа изготовления деталей из слюды лазерной резкой, включающего подготовку и жесткую фиксацию плоской заготовки из слюды на неподвижном основании, подачу сфокусированного лазерного излучения (ЛИ) регулируемой мощности посредством оптической отклоняющей системы на поверхность плоской заготовки, формирование пятна в заданной точке поверхности плоской заготовки и осуществление реза плоской заготовки по заданному контуру посредством сфокусированного луча ЛИ, согласно изобретению используют неподвижное основание, выполненное составным из съемной металлической сетки, опирающейся на прямоугольный выступ, выполненный по периметру окна в основании, закрепленном на предметном столе, к которому подводят вытяжную магистраль для поджатия упомянутой заготовки к съемной металлической сетке, при этом для подачи сфокусированного луча ЛИ на упомянутую заготовку используют портальную оптическую отклоняющую систему, содержащую комплект приемно-отражающих плоских оптических зеркал, установленных неподвижно под заданными углами относительно друг друга и оптической оси излучающего ЛИ устройства, и осуществляют управление процессом реза упомянутой заготовки путем подачи управляющих сигналов от персонального компьютера на подвижный портал, содержащий направляющие и подвижную каретку, на которой закреплена оптическая лазерная головка с обеспечением продольно-поперечных перемещений по соответствующим координатам контура реза.
Предлагаемый способ поясняется следующим образом.
На фиг. 1 представлены схематически этапы и устройство для осуществления предлагаемого способа, где 1 - источник ЛИ, 2 - туннель, 3 - 1-е зеркало, 4 - 2-е зеркало, 5 - подвижный портал, 5.1 - каретка подвижного портала, 5.2 и 5.3 - направляющие подвижного портала, 6 - верхняя часть лазерной головки, 7 - 3-е неподвижное зеркало, 8 - пылезащитная гофра, 9 - нижняя часть лазерной головки, 10 - фокусирующий объектив, 11 - сопло, 12 - патрубок, 13 - сервопривод, 14 - слюдяная заготовка, 15 - съемная металлическая сетка, 16 - основание с прямоугольным выступом, 17 - короб с фланцем для подключения вытяжной магистрали, 18 - вытяжная магистраль и крепления магистрали (гибкого рукава), 19 - предметный стол, 20 - основание (гранит).
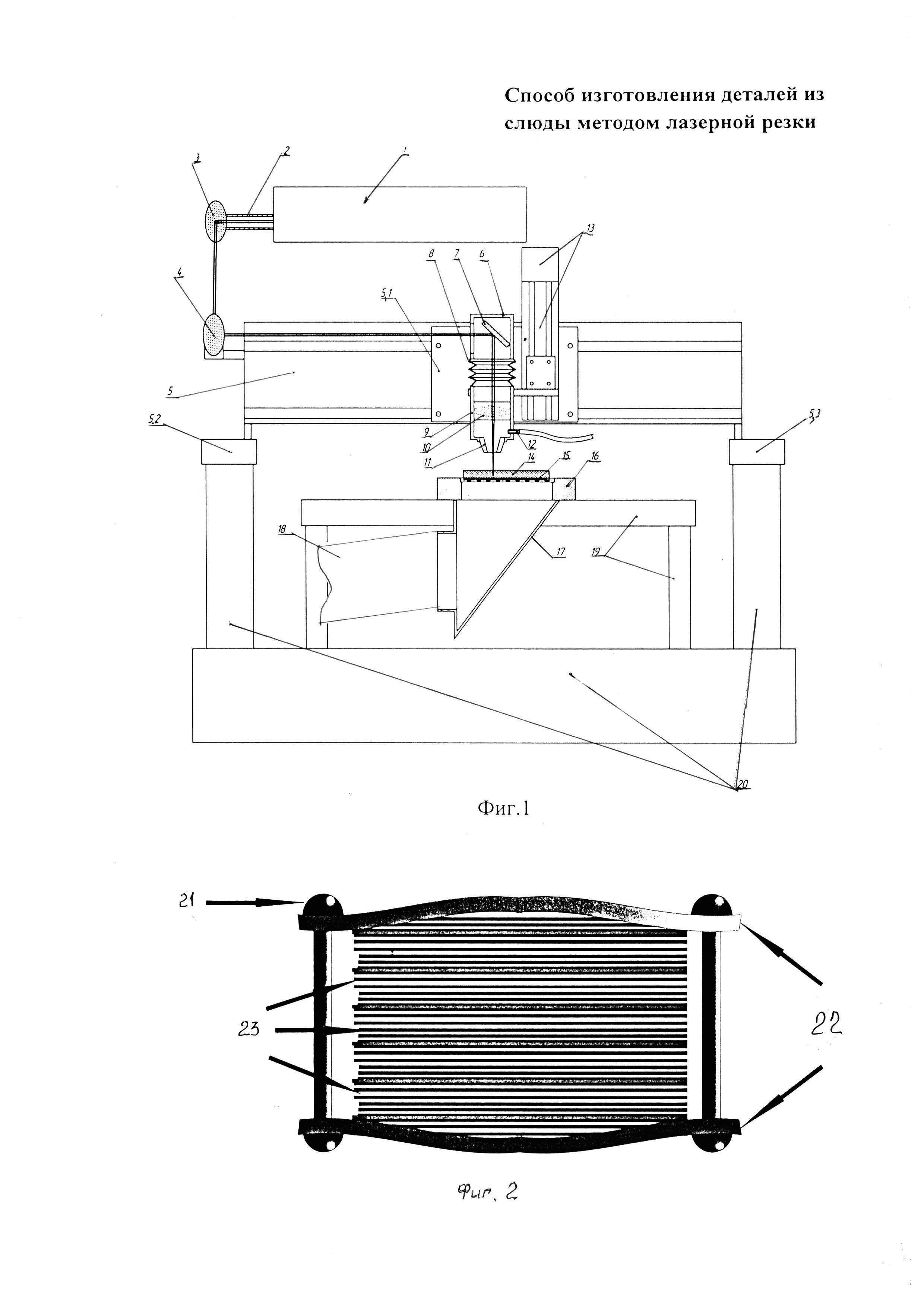
На фиг. 2 представлен пакет из слоев слюды, предназначенный для резки, где 21 - заклепки, 22 - стальные пластины-спутники, 23 - собственно слюдяные заготовки.
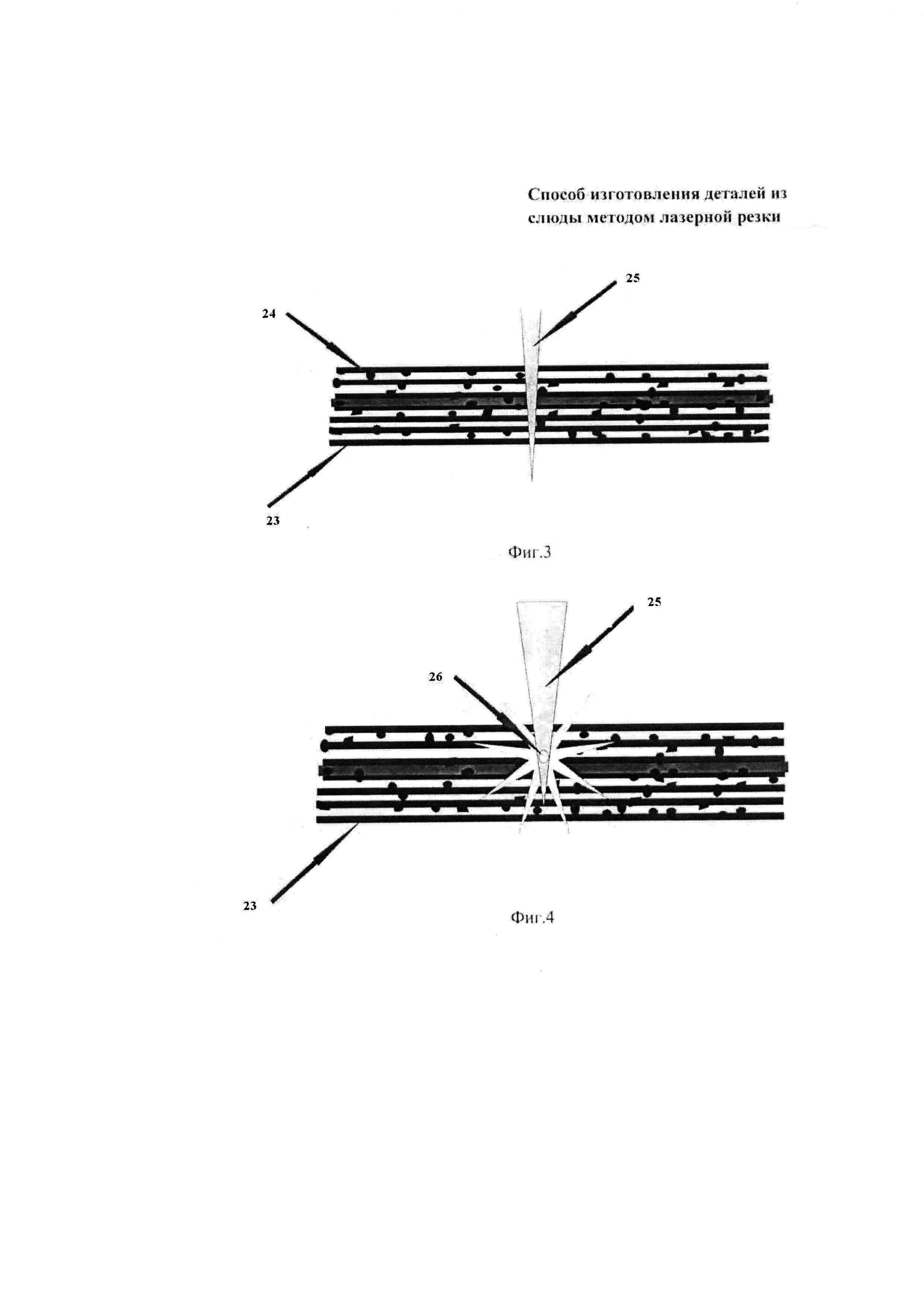
На фиг. 3 представлена схема прохождения маломощного импульса ЛИ через пакет из слоев слюды, где 23 - слюдяная заготовка, 24 - включения (дефекты материала), 25 - луч ЛИ.
На фиг. 4 представлен схематически процесс разрушения слюды, где 23 - слюдяная заготовка, 25 - луч ЛИ, 26 - зона взрывного разрушения.
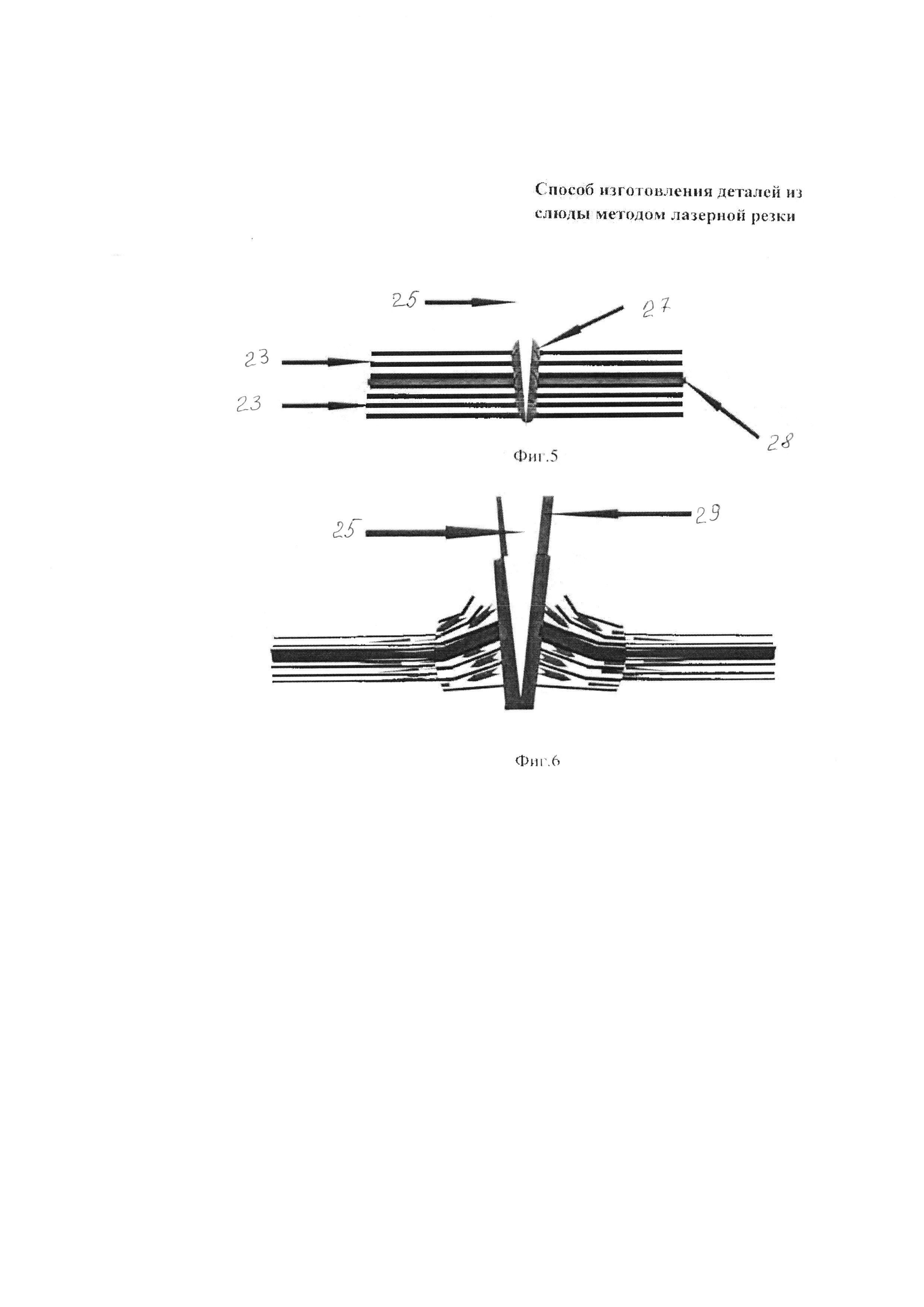
На фиг. 5 представлен процесс «заплавления» зоны реза и расплавления пакета слоев слюды, где 23 - слюдяные заготовки, 25 - луч ЛИ, 27 - продукты расплавления материала слюды, 28 - слой адгезива.
На фиг. 6 представлен процесс послойного разрушения слоев слюды под действием избыточного давления, где 25 - луч ЛИ, 29 - «поддув» сжатым воздухом высокого давления (≈6 атм).
Предлагаемый способ осуществляется следующим образом.
На опорной неподвижной поверхности 20 закрепляют составное основание 16, выполненное из съемной металлической сетки 15, которая укладывается на ограничительный поддреживающий ее периметрический выступ в имеющемся окне основания 16. На съемную металлическую сетку помещают слюдяную заготовку 14 (или пакет из слюды).
К нижней части предметного стола 19 подведена вытяжная магистраль 18 с возможностью поджатия заготовки из слюды 14 при ее срабатывании к съемной металлической сетке 15.
Импульс ЛИ генерируется источником 1. От источника 1 ЛИ вдоль его центральной оси направляют луч ЛИ на оптическую портальную отклонящую систему из 3 зеркал, которая обеспечивает трансляцию лазерного луча до поверхности обрабатываемой слюдяной заготовки 14. Выходя из аппертурного отверстия источника ЛИ 1, по туннелю 2, соединяющему корпус 1-го зеркала 3 портальной оптической системы с источником 1 ЛИ, луч ЛИ подается на 1-е зеркало, жестко закрепленное на своем основании под углом 45° к оси лазерного луча. Луч ЛИ по ходу следования отражается под прямым углом и попадает на 2-е зеркало 4, которое расположено под углом 45° к оси падающего на него лазерного луча. Корпус 2-го зеркала кинематически соединен с подвижным порталом 5, который передвигается по направляющим 5.2 и 5.3 благодаря линейному приводу. Далее лазерный луч со 2-го зеркала 4 попадает в 3-е неподвижное зеркало 7, расположенное 45° к оси лазерного луча в подвижной части 6 лазерной головки, состоящей из 2-х частей, и отражается вниз перпендикулярно обрабатываемой поверхности слюдяного пакета 14. Луч ЛИ, проходя через фокусирующий объектив 10, расположенный во 2-й подвижной части 9 лазерной головки, преобразуется из параллельного пучка в конусообразный и направляется через сопло 11, закрывающее нижнюю часть лазерной головки 9, на обрабатываемую поверхность слюдяной заготовки. Пылезащитная гофра 8 закрывает свободное пространство между частями 6 и 9 лазерной головки и защищает его от пыли. Верхняя часть лазерной головки 6 жестко закреплена на каретке 5.1, которая передвигается по направляющим вдоль оси портала 5. Нижняя часть лазерной головки 9 подвижна благодаря сервоприводу 13, с которым она кинематически связана, и может передвигаться по вертикальной оси, изменяя фокусное расстояние от объектива до фокальной плосколсти слюдяной заготовки. Через патрубок 12 подается сжатый воздух от цеховой магистрали для защиты объектива и уноса продуктов расплавления материала слюды и пыли из зоны резки. Сфокусированный луч ЛИ попадает на слюдяную заготовку (пакет) 14, уложенную на металлическую сетку 15, находящуюся внутри приспособления 16. К нижней части опорной плоскости приспособления присоединен короб 17 с фланцем, предназначенный для крепления гибкого рукава 18 штатной магистрали цеховой системы вытяжной вентиляции. Под давлением потока воздуха («400 м /час), всасываемого вытяжной вентиляционной системой, слюдяная заготовка плотно прижимается к съемной металлической сетке 15 и надежно фиксируется на ней. Одновременно происходит удаление продуктов горения и пыли, сопровождаюих процесс лазерной резки. Опорной плоскостью приспособление опирается на предметный стол 19, установленный на гранитном основании 20.
Следует отметить, что слюда характеризуется высокими диэлектрическими свойствами, высокой стойкостью к высоким температурам и с трудом поддается механической обработке (штамповке, резке, скрайбированию), что роднит ее с группой силикатов, обработка которых, как это известно, ввиду повышенной хрупкости и малых толщин (до 0,5 мм) единичных изделий также проблематична. При резке пакета из указанных материалов возникает необходимость применения внешних стальных пластин (спутников), что делает возможным проведение требуемых операций. В момент фиксации пакета из слоев таких материалов в зажимных приспособлениях на станках (токарном патроне, фрезерных тисках) возникают сильные многократные нагрузки типа «разжим-сжатие», приводящие к повреждению слоистой структуры материала и высокому проценту брака в слоях пакета, находящихся ближе к металлическим слоям «спутников», а традиционно применяемый режущий инструмент, даже изготовленный из твердых сплавов, быстро теряет заточку режущей кромки, т.к. слоистые структуры слюд и ситаллов выступают в роли абразива. Это приводит к тому, что инструмент не режет, а давит заготовки из указанных материалов. Возникают мощные напряжения и нагрев на обрабатываемой кромке, что приводит к расслоениям в зоне обработки. Трещины и расслоения при механической обработке имеют значительные размеры в длину, измеряемые от нескольких десятых долей миллиметра до нескольких миллиметров. В силу сложности готовой формы и миниатюрности обрабатываемых деталей это является недопустимым, особенно при изготовлении прецезионных изделий, эксплуатируемых в качестве диэлектрических элементов электронных приборов, посколку нарушается основополагающее свойство слюд - диэлектрическое сопротивление, что влечет за собой опасность «пробоя» и отказ в работе подобных устройств.
Вышеперечисленные трудности механообработки и привели к необходимости использования для резки слюды и подобных материалов с использованием ЛИ, при этом установлено, что применение твердотельных лазеров, обеспечивающих излучение с длиной волны 1,064 мкм, плохо поглощается кристаллическими телами, а слюда сочетает в себе свойства и непрозрачной керамики, и прозрачных тел. Экспериментально было показано, что оптимальными для этого являются лазерные устройства, генерирующие маломощный лазерный импульс, который проходит через слюду, не вызывая опасных последствий (фиг. 3). Увеличение мощности импульса ЛИ возможно до момента, когда вся энергия его приходится на какой-либо дефект в структуре либо на включения. С этого момента начинается стадия резки, одновременно происходит разрушение слюды в месте прохождения лазерного луча. Как следствие этого происходит рост локальных напряжений и локальное взрывное разрушение слюды (фиг. 4).
Усугубляет ситуацию необходимость набора нужной толщины заготовки из нескольких слоев меньшей толщины путем склейки, тем самым увеличивая количество слабо соединенных слоев. Слой клея и воздушная прослойка дополнительно преломляют лазерный луч. Применение газового лазера с длиной волны 10,6 мкм, которое хорошо поглощается кристаллическими материалами и обеспечивает оптимальный режим резки слюдяных заготовок. Слоистая структура слюды сложна для лазерной обработки в связи с тем, что между собой слои имеют слабую связь. Если выбрать режим, при котором происходит прохождение лазерного луча без поддува (подаваемого через сопло под давлением сжатого воздуха), то не обеспечивается унос продуктов плавления и пыли. При этом происходит заплавление зоны реза и перегрев материала (фиг. 5).
Высокое давление (около 6 атм и выше) воздуха обеспечивает лучшее охлаждение зоны резки не только в фокальной плоскоти, но и в средних и нижних слоях реза. Это снижает термическую нагрузку на материал и способствует более полному удалению продуктов горения из зоны реза.
С другой стороны, избыточное давление может привести к послойному разрушению слюды на отдельные фрагменты, что является негативным для проведения точного реза пакета заготовок (фиг. 6).
Экспериментально были подобраны режимы оптимальной резки в несколько проходов, за каждый из которых прорезается небольшой слой материала, но давление воздуха не вызывает его разрушения. Данные режимы были подобраны с учетом факторов, позволяющих минимизировать термическую нагрузку и применить поддув, что обеспечивает качественный рез и минимальный дефектный слой (фиг. 7).
В связи с тем что слюда является весьма хрупким материалом, исключается применение жесткой механической фиксации листовой заготовки стандартными методами, например прижимами. При лазерной обработке происходит локальный нагрев изделия. В силу малой пластичности слюда не обладает способностью гибко деформироваться, как металл, а следовательно, будет ломаться. Сопутствующим негативным фактором при резке слюды является мелкодисперсная пыль, которая вредна для здоровья работающего персонала и оседает на оптические элементы лазерной установки, что диктует необходимость оснащения рабочих мест вытяжной вентиляцией. Эти проблемы и решает использование в предлагаемом способе вытяжной магистрали, обеспечивающей как фиксацию подвергаемой резке слюдяной заготовки, так и унос сопроводающих процесс резки продуктов.
Таким образом, при использовании предлагаемого способа достигается заявленный технический результат, заключающийся в упрощении способа при одновременном обеспечении условий для более точной резки без деформирования расслаивающихся заготовок, таких как слюда, по сравнению с прототипом.
Возможность промышленной реализации предлагаемого способа изготовления деталей из слюды методом лазерной резки подтверждается следующим примером.
Пример 1. В лабораторных условиях был опробован опытный образец установки (фиг. 1) для лазерной резки пакета из слюдяных заготовок (фиг. 2).
Перед запуском процесса обработки пакета заготовок из слюды производились следующие действия:
- оператор выбирает и загружает необходимый файл в обслуживающий портальную оптическую систему ПК, содержащий в себе контур детали;
- задает необходимые параметры по мощности лазера и скорости перемещения оптической системы;
- выставляет зазор между соплом и обрабатываемой поверхностью;
- регулирует давление сжатого воздуха.
При режимах, на которых происходит резка слюды, газовый лазер (в условиях примера использован газовый лазер «Rofin», длина волны ЛИ 10,6 мкм) не способен резать металл, таким образом, съемная металлическая сетка не подвергается износу. Условия и режимы реализации предлагаемого способа приведены ниже.
Режимы контурной размерной обработки пакета слоев слюды ССП и СПМ толщиной соответственно 0,3 мм и 0,5 следующие:
Для заготовок из слюды толщиной 0,3 мм
|
Для заготовок из слюды толщиной 0,5 мм
|
На фиг. 3 показано, что получаемый срез пакета заготовок из слюды получен без искажений и без деформирования изделия.
Как показали эксперименты, при реализации предлагаемого способа достигается технический результат, заключающийся в упрощении способа и обеспечении условий для точной резки без деформирования расслаивающихся заготовок, таких как слюда.
Способ изготовления деталей из слюды лазерной резкой, включающий подготовку и жесткую фиксацию плоской заготовки из слюды на неподвижном основании, подачу сфокусированного лазерного излучения (ЛИ) регулируемой мощности посредством оптической отклоняющей системы на поверхность плоской заготовки, формирование пятна в заданной точке поверхности плоской заготовки и осуществление реза плоской заготовки по заданному контуру посредством сфокусированного луча ЛИ, отличающийся тем, что используют неподвижное основание, выполненное составным из съемной металлической сетки, опирающейся на прямоугольный выступ, выполненный по периметру окна в основании, закрепленном на предметном столе, к которому подводят вытяжную магистраль для поджатия упомянутой заготовки к съемной металлической сетке, при этом для подачи сфокусированного луча ЛИ на упомянутую заготовку используют портальную оптическую отклоняющую систему, содержащую комплект приемно-отражающих плоских оптических зеркал, установленных неподвижно под заданными углами относительно друг друга и оптической оси излучающего ЛИ устройства, и осуществляют управление процессом реза упомянутой заготовки путем подачи управляющих сигналов от персонального компьютера на подвижный портал, содержащий направляющие и подвижную каретку, на которой закреплена оптическая лазерная головка с обеспечением продольно-поперечных перемещений по соответствующим координатам контура реза.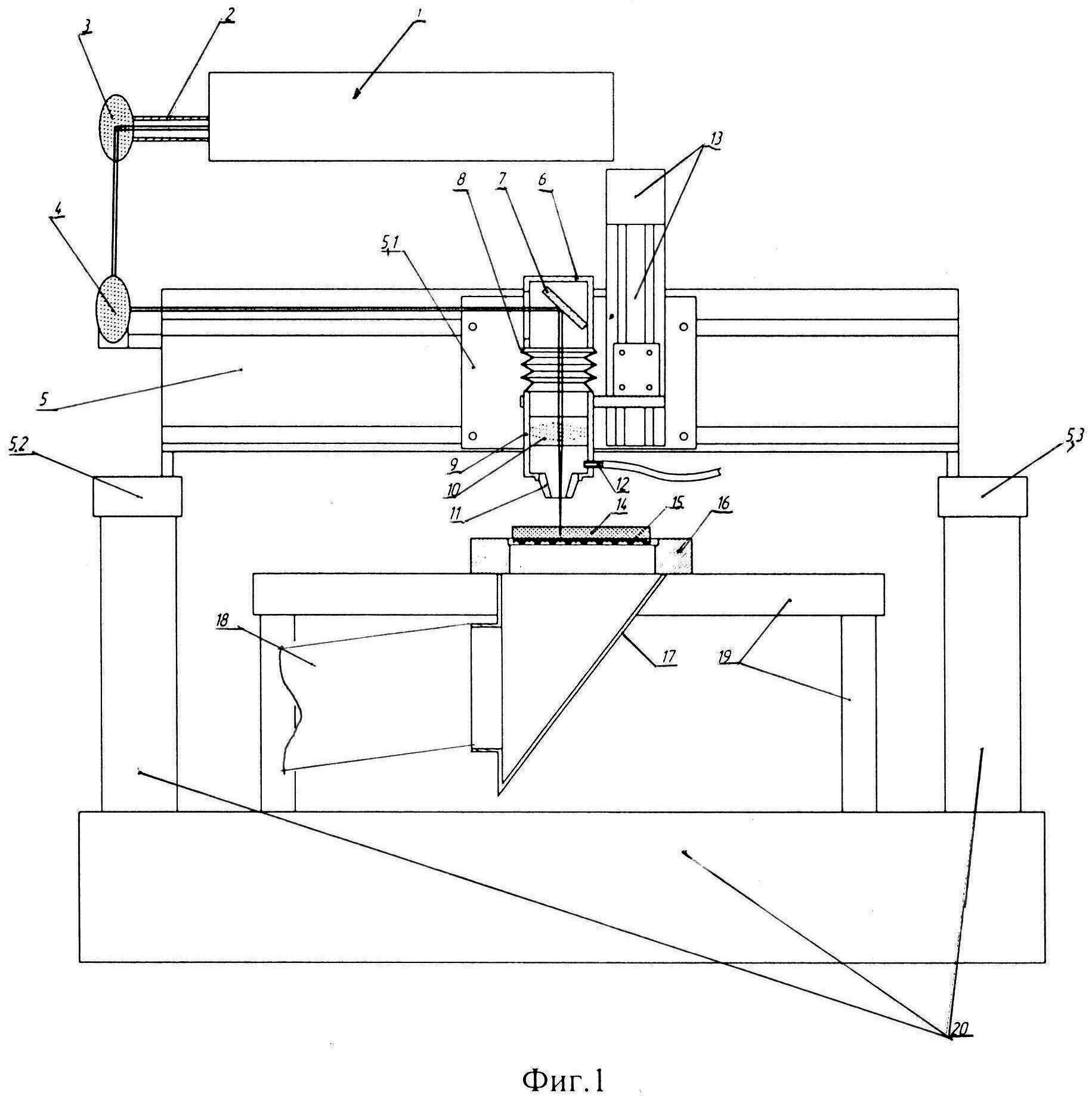
Устройство комплексного контроля волоконно-оптических линий
Термоэмиссионный преобразователь
Фотоприемное устройство (варианты) и способ его изготовления
Ядерная энергетическая установка с системой очистки теплоносителя
Измеритель скорости счета статистически распределенных во времени импульсов
Мультипроцессорная система
Способ санкционирования доступа и устройство для его осуществления
Узел сварного соединения оболочки тепловыделяющего элемента с заглушкой, выполненных из высокохромистой стали (варианты)
Система криообеспечения
Способ изготовления фотоэлектронного прибора
Устройство комплексного контроля волоконно-оптических линий
Термоэмиссионный преобразователь
Фотоприемное устройство (варианты) и способ его изготовления
Ядерная энергетическая установка с системой очистки теплоносителя
Измеритель скорости счета статистически распределенных во времени импульсов
Мультипроцессорная система
Способ санкционирования доступа и устройство для его осуществления
Узел сварного соединения оболочки тепловыделяющего элемента с заглушкой, выполненных из высокохромистой стали (варианты)
Система криообеспечения
Способ изготовления фотоэлектронного прибора

