Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ БЕСШОВНЫХ ОТВОДОВ ИЗ ЦЕНТРОБЕЖНЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к литейно-металлургическому производству для комплектации трубопроводов с изменяющимися под разным углом направлениями. Отводы широко используются в системе паропроводов ТЭС, АЭС, а также в трубопроводах нефтяной, газовой и ряда других отраслей.
Материалом для их изготовления служат углеродистые, низколегированные, высоколегированные, коррозионно-стойкие, жаропрочные, жаростойкие стали и сплавы.
В связи с распространением в последние годы энерго- и ресурсосберегающей технологии центробежного литья труб диаметра 300-1000 мм для энергоблоков тепловых станций повышенной мощности (до 800 МВт) по ТУ 108-874-79 (ТУ 108-874-2012) [1] из сталей 15Х1М1Ф и 15ГС, актуальным является использование центробежнолитых отводов применительно к паропроводам, состоящим из прямых центробежнолитых труб и отводов, изготовленных также способом центробежного литья, для создания однородной конструкции всего паропровода по структуре, химическому составу и физико-механическим свойствам, с целью повышения эксплуатационного ресурса энергоблоков.
В настоящее время, несмотря на более чем 30 летнюю эксплуатацию паропроводов с прямыми центробежнолитыми трубами, применение отводов для энергоблоков продолжает осуществляться в штампосварном варианте в комплексе с центробежнолитыми трубами, что приводит к значительным затратам в связи с преждевременной их заменой из-за появления дефектов в зоне сварных продольных и кольцевых швов [2].
Гнутые отводы, как и все элементы трубопроводов, изготавливаются по действующим ГОСТам и ТУ.
Известен способ изготовления кованых штампосварных отводов по ГОСТ 17375-2001 в двух исполнениях с радиусом гиба R=1,5Dy (Dy - условный диаметр) и углами загиба 180, 90, 60 и 45 град., при этом толщина стенки отводов исполнения 1 не превышает 12,5 мм при максимальном диаметре 1010 мм, а в исполнении 2 не более 32 мм при максимальном диаметре 320 мм [3].
Способ основан на штамповке листовой стали по ТУ 108-11.888-87 [4] двух «полукорыт», которые после термо- и механообработки свариваются между собой по наружному и внутреннему обводам, образуя два боковых продольных шва, которые в зоне соединения отвода с прямой трубой образуют дополнительно два Т-образных сварных шва.
При этом толщина стенки штампосварного отвода превышает толщину стенки прямой центробежнолитой трубы в 1,5-2 раза.
К недостаткам такого способа изготовления штампосварных отводов относятся:
- наличие продольных сварных швов, подвергающихся частичным повреждениям при эксплуатации и появлению поверхностных трещин, а также уменьшение прочностных параметров сварных соединений, снижающих эксплуатационные характеристики паропроводов и создающих опасность возникновения лавинообразного раскрытия по сварному шву с выбросом перегретого пара;
- структурная неоднородность металла отвода из листовой штампованной стали и центробежнолитой трубы, изготовленных по разным технологиям и техническим требованиям, что приводит к снижению качества кольцевых сварных соединений и повышению вибрационных нагрузок при эксплуатации;
- значительная (в 1,5-2 раза) разнотолщинность стенок отвода и прямой трубы, способствующая появлению повышенного напряженного состояния в кольцевых сварных соединениях и в зоне Т-образного соединения отвода с прямой трубой;
- ограниченность размерных параметров отводов по диаметру 320-1010 мм и по толщине стенки 12,5-32 мм;
- высокая трудоемкость процесса изготовления штампосварного отвода, связанная с большим расходом энергоресурсов в процессе штамповки «полукорыт» и сварки продольных швов.
Устранение указанных недостатков в предлагаемом изобретении обеспечивается путем использования энерго- и ресурсосберегающей технологии центробежного литья исходной заготовки для получения бесшовного отвода из теплостойкой марки стали 15Х1М1Ф, позволяющей обеспечить структурную однородность всего комплекса трубопровода и его надежность в эксплуатации.
При этом гибка исходной центробежнолитой бесшовной трубы с более широким диапазоном по внешнему диаметру 100-1500 мм и радиусу гибов R=(1,5-2,0)Dy (Dy - условный диаметр), а также толщины стенки 10-50 мм осуществляется на трубогибочном стане с индукционным нагревом токами высокой частоты (ТВЧ).
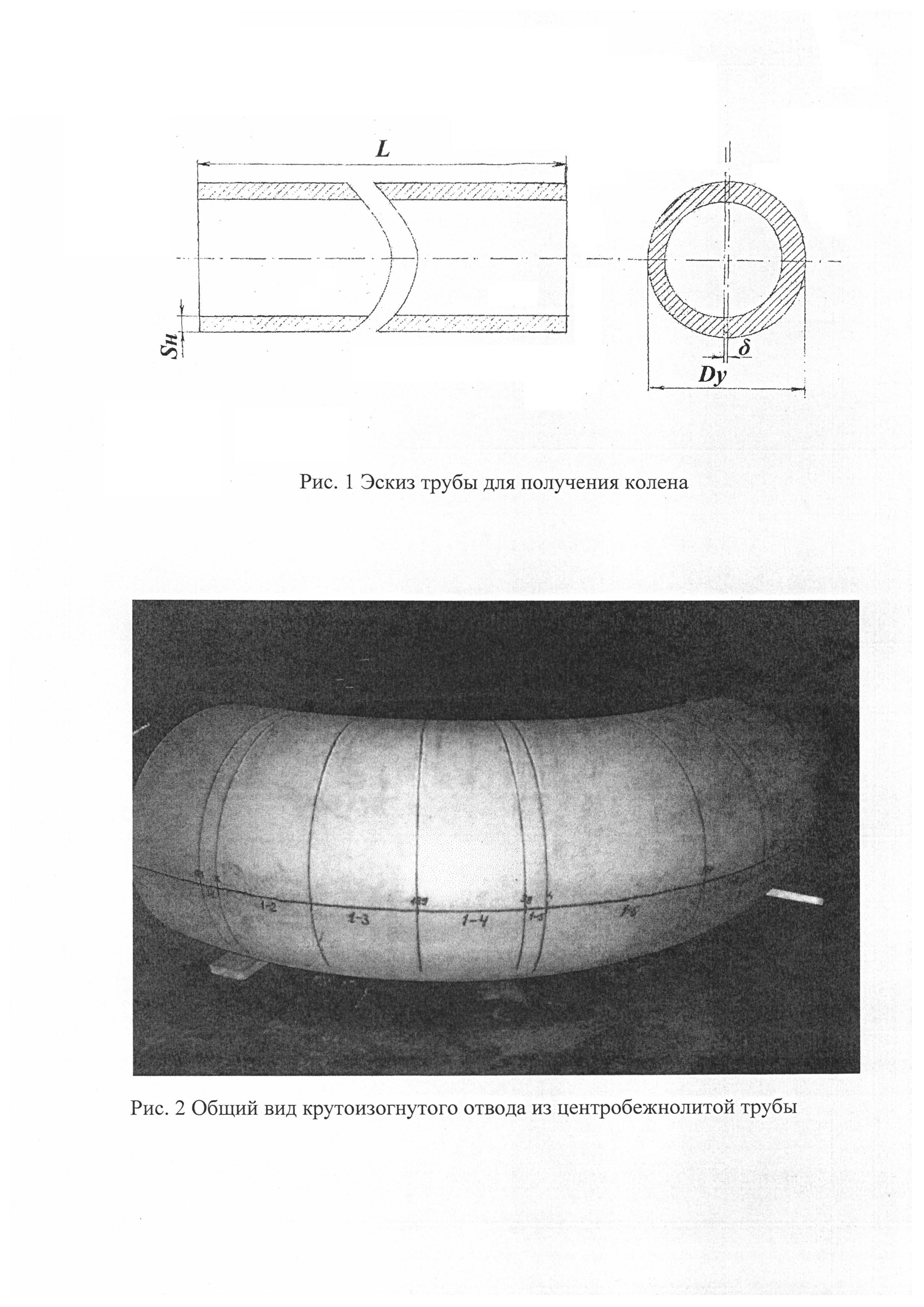
Обеспечение постоянной толщины стенки крутоизогнутого отвода в зонах растянутого и сжатого участков отвода при гибке достигается за счет выполнения асимметричной конфигурации внутренней поверхности исходной трубной заготовки с помощью расточки при механической обработке с утолщением ее стенки в зоне растяжения при гибке, со смещением центра расточки на 15-25% от номинальной толщины стенки трубы (рис. 1), где Dy - условный диаметр трубы, δ - параметр смещения центра расточки, SH - номинальная толщина стенки трубы.
В этом случае после операции гибки толщина стенки отвода с различными углами загиба: 180, 90, 60 и 45 град. на его растянутом и сжатом участках становится одинаковой и равной номинальной толщине стенки прямой трубы.
Скорость гибки составляет 4-8 мм/мин при температуре в зоне нагрева 940-960°C, ширина которой находится в пределах 70-110 мм.
Указанный технический результат достигается тем, что заявленный способ изготовления крутоизогнутых бесшовных отводов из центробежнолитых заготовок, включающий их гибку на трубогибочном стане с нагревом ТВЧ и углом загиба 180, 90, 60 и 45 град., отличающийся тем, что внешний диаметр исходной центробежнолитой бесшовной заготовки составляет 100-1500 мм с толщиной стенки 10-50 мм, а внутренний имеет асимметричную конфигурацию, выполненную со смещением осевого центра при механической расточке на 15-25% от номинальной толщины ее стенки, и при гибке трубы ее скорость составляет 4,0-5,0 мм/мин до угла загиба 60 град. с последующим увеличением до 5,1-8,0 мм/мин при ширине зоны нагрева 60-120 мм и температуре 940-960°C.
Использование центробежнолитой стальной заготовки с асимметричной внутренней поверхностью в качестве исходной заготовки для изготовления отводов в процессе их гибки, наряду с получением однородной структуры металла системы трубопроводов с центробежнолитыми прямыми трубами, позволяет обеспечить одинаковую толщину стенки в зонах сжатого и растянутого участков бесшовного трубопровода.
При завышении верхнего и уменьшении нижнего пределов по диаметру и толщине стенок отводов нарушается их геометрия и появляются поверхностные дефекты.
При смещении центра расточки при механической обработке внутренней поверхности центробежнолитой заготовки на величину менее 15% от номинальной толщины стенки или более 20% от этой величины нарушается размерная точность соответствия толщины стенки сжатого и растянутого участков отвода с номинальной толщиной трубы.
Оптимальная скорость гибки исходных заготовок позволяет получить изделие с ровной внешней поверхностью без трещин, овальности и гофр.
Уменьшение скорости гибки на величину менее 4 мм/мин препятствует образованию необходимой геометрии гиба, а ее увеличение сверх 8,0 мм/мин способствует появлению трещин в растянутой зоне гиба, при этом, дискретное увеличение скорости гибки с 4,0-5,0 мм/мин до угла 60 град. с последующим увеличением до 5,1-8,0 мм/мин позволяет избежать деформации профиля отвода с образованием овальности и гофр.
Необходимая ширина зоны нагрева и ее температура во время гибки обеспечивает технологическую устойчивость процесса и позволяют получать изделия необходимого качества.
При ширине зоны нагрева менее 60 мм и ее температуре менее 940°C наблюдается нарушение технологического процесса гибки центробежнолитой заготовки, так же как и при увеличении ширины зоны нагрева выше 120 мм и температуры ее нагрева более 960°C.
Пример осуществления предлагаемого способа
Предложенный способ опробован в производственных условиях ОАО «Стрела» при изготовлении крутозагнутого бесшовного отвода ⌀530×25 мм из стали 15Х1М1Ф.
Отливка заготовки для отвода осуществлялась на заводе ОАО «Ижметмаш» (г. Ижевск) в соответствии с ТУ 108-874-2012.
После механической обработки размеры труб соответствовали следующим значениям:
- условный диаметр (Dy) - 530±1 мм;
- длина (L) - 4000±2 мм;
- параметр смещения (δ) - 6 мм;
- номинальная толщина (SH) - 36 мм.
Такая геометрия трубы позволяет скомпенсировать утонение металла на растянутом участке и утолщение - на сжатом, приведя в соответствие размеры по толщине стенки гиба с прямой трубой.
Прямые трубы были подвергнуты термообработке по режиму: нормализация при 970-1000°C с отпуском при 715-735°C. Основные свойства металла трубы по химическому составу, механическим свойствам, макро- и микроструктуре и содержанию неметаллических включений соответствуют требованиям ТУ 108-874-2012.
Ультразвуковой контроль металла труб из стали 15Х1М1Ф не выявил отклонений от нормативных требований.
Гибка центробежнолитой трубы производилась с применением ТВЧ при следующих технологических параметрах:
- температура нагрева - 950°C;
- ширина нагреваемой зоны - 90 мм;
- угол загиба - 90 град.;
- скорость гибки - 4,0 мм/мин до угла 60 град. с последующим увеличением до 8,0 мм/мин;
- радиус гиба 800 мм, т.е. 1,5 Dy.
Результаты гибки центробежнолитой трубы визуально оценены положительно - отсутствие трещин, овальности и гофр, о чем свидетельствует фотография на рисунке 2.
После гибки трубы была произведена ее термообработка по режиму: нормализация при 970-1000°C и отпуск при 730°C.
Качество металла полученного отвода в соответствии с требованиями ТУ 108-874-2012 и по всем показателям оценивается положительно.
Таким образом, предлагаемый способ изготовления крутоизогнутых бесшовных отводов из центробежнолитых заготовок с асимметричной конфигурацией внутреннего диаметра исходной заготовки, предназначенной для гибки отводов, гарантирует их получение при скорости гибки 4,0-5,0 мм/мин до угла загиба 60 град. с последующим увеличением до 5,1-8,0 мм/мин при ширине зоны нагрева заготовки 60-120 мм и ее температуре 940-960°C.
Литературные источники
1. ТУ 108-874-79 (ТУ 108-874-2012) Трубы центробежнолитые из стали марок 15ГС и 15Х1М1Ф.
2. Резинских Е.Ф., Анохов А.Е., Гринь Е.А. и др. «Работоспособность паропроводов горячего промперегрева из центробежнолитых труб энергоблоков мощностью 800 МВт после исчерпания ими паркового и индивидуального ресурса и перспективы их замены». - Электрические станции, 2011, №8, с. 7-15.
3. ГОСТ 17375-2001 «Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали».
4. ТУ 108-11.888-87 «Листы из стали марки 15Х1М1Ф».
Способ испытаний бортовой аппаратуры космического аппарата на вибрационные воздействия
Теплостойкая сталь для водоохлаждаемых изложниц
Малоактивируемая жаропрочная радиационностойкая сталь
Способ экспресс-ремонта по восстановлению герметичности газоводонефтепроявляющих скважин
Способ испытаний бортовой аппаратуры космического аппарата на вибрационные воздействия
Теплостойкая сталь для водоохлаждаемых изложниц
Малоактивируемая жаропрочная радиационностойкая сталь
Толстолистовая хладостойкая сталь
Способ экспресс-ремонта по восстановлению герметичности газоводонефтепроявляющих скважин
Способ испытаний сильфонных баков на механические воздействия
Жаропрочный сплав
Нейтронно-поглощающая сталь
Жаростойкая сталь
Способ испытаний оборудования на механические воздействия

