Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ РАСПАКОВКИ И ПОДАЧИ ГОРИЗОНТАЛЬНО СЛОЖЕННЫХ И ВЕРТИКАЛЬНО СТОЯЩИХ УПАКОВОЧНЫХ ОБОЛОЧЕК
Вид РИД
Изобретение
Изобретение относится к устройству и способу подачи горизонтально сложенных и вертикально стоящих упаковочных оболочек в устройство для последующей обработки, в частности, в фасовочную машину для жидких или пастообразных продуктов, причем соответственно имеется в распоряжении определенное количество упаковочных оболочек во внешней упаковке, и причем внешние упаковки упаковочных оболочек открывают и снимают.
Способ и устройство для подачи заготовок из внешних упаковок в устройство для последующей обработки известен из публикации заявителя DE 10355544 AI. Для предотвращения повреждений заготовок, находящихся во внешних упаковках, их сжимают для создания необходимой полости для проведения ножа. Для этого внешние упаковки необходимо подводить к устройству по отдельности на линейном подающем устройстве.
Из публикации US 4696615 А1 известна копировальная машина, которая не пригодна для того, чтобы горизонтально сложенные и вертикально стоящие упаковочные оболочки подавать на последующую обработку, в частности в фасовочную машину. Копировальная машина имеет автоматический подвод стапелей бумажных листов, которые подводятся к машине в виде пачек во внешней упаковке и автоматически распаковываются. При этом, подведенные в копировальную машину для дальнейшей обработки листы бумаги находятся в стабильном горизонтальном положении до тех пор, пока их внешняя упаковка, удерживающая листы в упорядоченно состоянии в пачке, не будет удалена.
Исходя из этого, в основе изобретения лежит задача в значительной степени автоматизировать осуществляемую до настоящего времени персоналом загрузку фасовочной машины упаковочными оболочками. Для этого требуется создать надежно работающее устройство с возможностью как подачи механическим приводом упаковочных оболочек, так и удаления и утилизации внешних упаковок.
Эта задача решается посредством устройства согласно ограничительной части пункта 1 формулы изобретения с помощью, по меньшей мере, одного находящегося в автооператоре захватывающего элемента для транспортировки внешней упаковки к разрезающему и распаковочному узлу, элементов для надрезания и распаковки упаковочных оболочек, по меньшей мере, одного отсасывающего устройства для отсоса образующейся при надрезании пыли, а также захватывающего устройства для захвата освобожденных от внешней упаковки упаковочных оболочек и передачи их в устройство для последующей обработки.
Предпочтительное выполнение изобретения предусматривает, что захватывающий элемент имеет несколько пневматически приводимых в действие вакуумных присасывающих элементов. Для этого предпочтительно предусмотрены три расположенных в одной плоскости треугольником вакуумных присасывающих элемента, причем размер треугольника выбран таким, что все три вакуумных присасывающих элемента могут прилегать на одной стороне внешней упаковки.
В предпочтительном выполнении изобретения захватывающий элемент имеет поворотные рычаги с вакуумными присасывающими элементами с возможностью их поворота в другую плоскость для дальнейшей фиксации внешней упаковки, так чтобы также были возможны более быстрые линейные и/или вращательные движения захватывающего элемента. Кроме того, вследствие этого можно надежно поворачивать внешнюю упаковку из первой во вторую плоскость, причем вакуумные присасывающие элементы всегда воздействуют на соответствующую верхнюю поверхность.
В следующем выполнении изобретения автооператор или захватывающий элемент имеет, по меньшей мере, один оптический датчик для распознавания положения и ориентации внешних упаковок. Предпочтительно этот оптический датчик имеет лазер, детектор для регистрации отраженного лазерного луча и, по меньшей мере, одно установленное с возможностью поворота зеркало для трехмерного определения объекта и его местоположения. Это позволяет однозначно идентифицировать ориентацию доставленных уложенных на палетах внешних упаковок. Целесообразно, если внешние упаковки снабжены соответствующей маркировкой для облегчения распознавания их местоположения.
Следующее техническое решение изобретения предусматривает, что разрезающий и распаковочный узел имеет ножевое устройство для надрезания внешних упаковок. Также, для создания возможности надежного снятия внешних упаковок с упаковочных оболочек разрезающий и распаковочный узел предпочтительно имеет, кроме того, открывающее и поворачивающее устройство для установки внешней упаковки, разрезанной и открытой стороной вниз, с целью упрощения извлечения упаковочных оболочек.
Кроме того, разрезающий и распаковочный узел предпочтительно имеют поднимающую пластину для снятия освобожденных от внешней упаковки упаковочных оболочек, причем поднимающая пластина может перемещаться вертикально, с одной стороны, для облегчения стягивания внешних упаковок, а с другой - для передачи упаковочных оболочек на плоскость передающего устройства.
В следующем выполнении изобретения устройство располагает средством для горизонтального складывания и утилизации удаленных внешних упаковок. Такое выполнение целесообразно для полностью автоматизированного режима эксплуатации для обеспечения не только непрерывной подачи упакованных упаковочных оболочек, но и утилизации не нужных больше пустых внешних упаковок.
Для надежного соединения захватывающего устройства с захватывающим элементом, происходит не только захватывание посредством вакуумных присасывающих элементов, но также имеет место принудительное соединение обоих элементов.
Для возможности надежной последующей работы согласно изобретению устройства при непрерывной эксплуатации фасовочной машины даже тогда, когда требуется замена палет с новыми внешними упаковками, оно располагает согласно следующему соответствующему изобретению техническому решению, по меньшей мере, одним накопителем для приема множества неоткрытых внешних упаковок, поэтому во время замены паллет необходимые внешние упаковки можно извлекать из этого накопителя.
В соответствующем способе решение задачи осуществляют следующими этапами:
a) захватывание неоткрытой внешней упаковки;
b) ориентация и транспортирование внешней упаковки к разрезающему и распаковочному узлу;
c) подача верхней стороны внешней упаковки к ножевому устройству;
d) надрезание внешней упаковки и раскрытие ее открытых верхних сторон;
e) отсос возникающей при разрезании пыли;
f) натягивание и установка находящихся в открытой внешней упаковке упаковочных оболочек на поднимающую пластину;
g) стягивание внешней упаковки и натягивание упаковочных оболочек по их обоим открытым торцевым сторонам;
h) удаление внешней упаковки;
i) подъем поднимающей пластины в находящееся над ней захватывающее устройство на уровень плоскости подведения устройства для дальнейшей обработки и
j) передача упаковочных оболочек посредством захватывающего устройства в нужную линию подачи устройства для дальнейшей обработки.
Как уже приводилось в описании устройства, внешние упаковки подают, предпочтительно, на палете. Для того чтобы не приводить паллеты каждый раз точно в определенное положение внутри устройства, в следующем выполнении изобретения перед этапом а) осуществляют распознавание положения и ориентации неоткрытых внешних упаковок для возможности захвата захватывающим элементом внешних упаковок с палеты по отдельности друг за другом. Предпочтительно, если между этапами а) и b) происходит также временное накопление неоткрытых внешних упаковок в накопителе для обеспечения непрерывной эксплуатации.
Следующее техническое решение изобретения предусматривает, что внешние упаковки захватываются захватывающим элементом сначала на их открытой продольной стороне и дополнительно вакуумными присасывающими элементами - на их верхней стороне для надежного обеспечения устойчивой фиксации. Во время передачи в разрезающий и распаковочный узел внешние упаковки поворачивают захватывающим элементом так, что верхняя сторона упаковочных оболочек обращена к ножевому устройству. Имеется в виду, что надрезание может происходить разными способами, и, в частности, при движении ножа, внешней упаковки или даже при перекрывающем движении обоих. Важным является относительное движение ножа и внешней упаковки. Предпочтительно, если захватывающий элемент проводит внешнюю упаковку по фиксированному ножу.
В следующем выполнении изобретения предусмотрено, что разрезание упаковки и отсос возникающей при разрезании пыли может также происходить одновременно. Понятно, что происходящий непосредственно после процесса разрезания отсос существенно уменьшает риск загрязнения.
Согласно следующему соответствующему изобретению техническому решению перед этапом i) отсасывают также и верхнюю сторону расположенных перевернутыми на поднимающей пластине упаковочных оболочек. Этим обеспечивается, что без пыли остаются все участки отверстия еще плоско сложенных упаковочных оболочек.
Следующее согласно изобретению выполнение предусматривает, что удаленные и открытые с одной стороны внешние упаковки подводят захватывающим устройством к картонажному прессу, в котором еще закрытые нижние стороны подрезают и складывают так, что следующее устройство для прессования может последовательно сжимать картонажные изделия. Для этого расположенные в устройстве для прессования режущие ножи высекают в сжатых боковых стенках треугольные язычки, обжимаемые затем таким образом, что сжатое картонажное изделие не может больше раскрываться после последующего сбрасывания в вагонетку для отходов.
Далее приводится более подробное разъяснение изобретения посредством предпочтительного примера выполнения. На чертежах показаны:
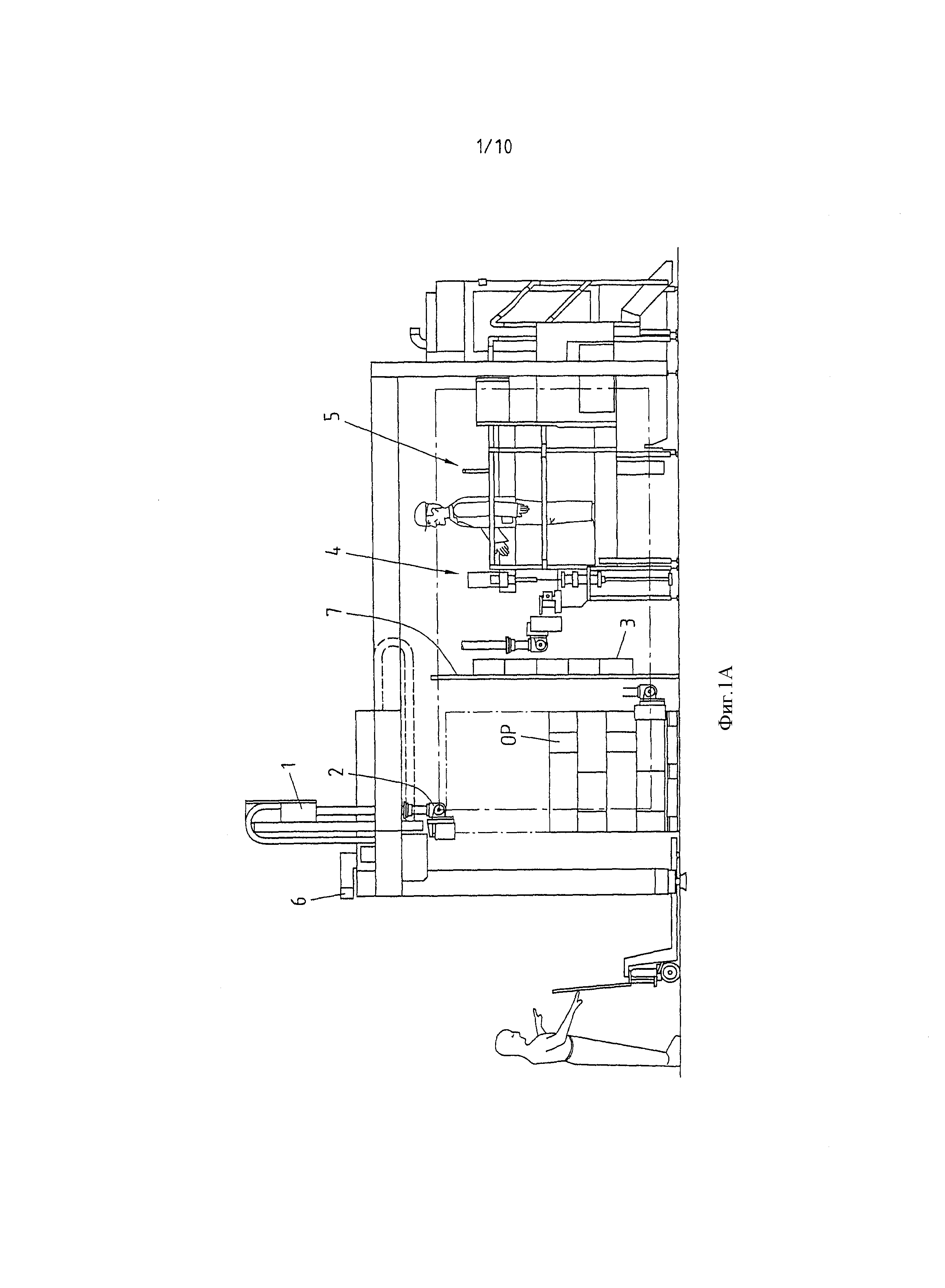
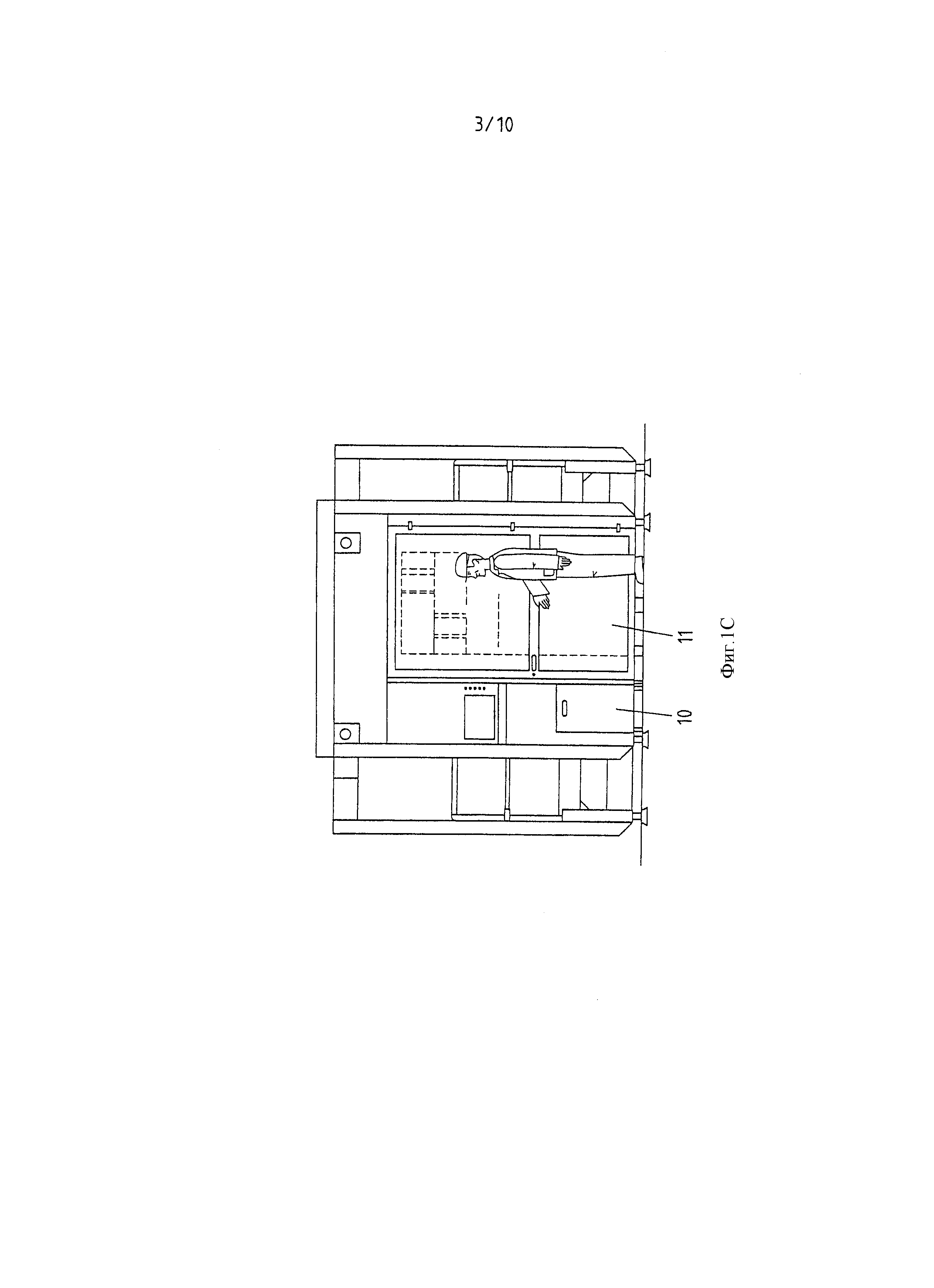
фиг. 1А-1С - согласно изобретению устройство, вид с трех боковых сторон;
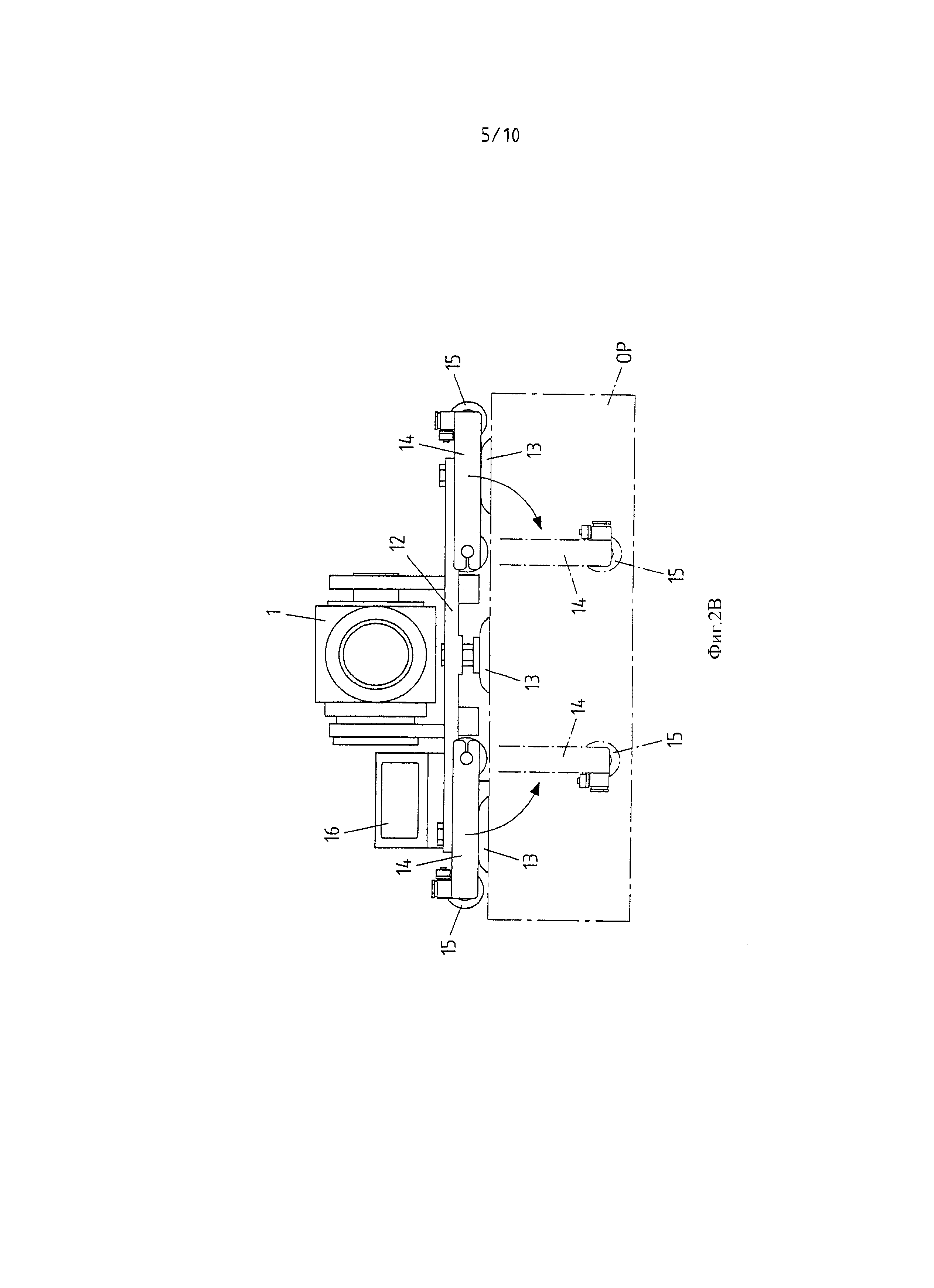
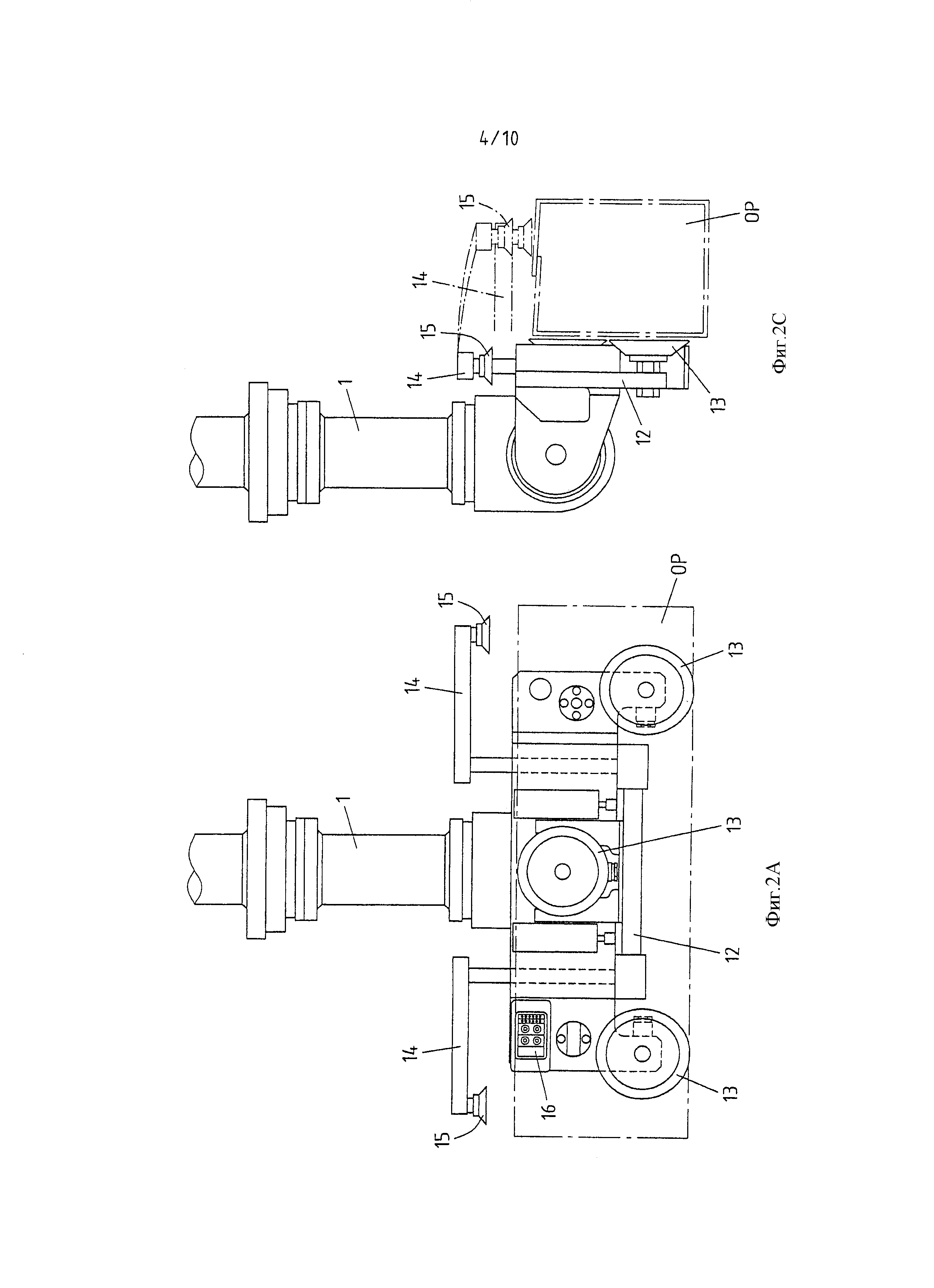
фиг. 2А-2С - образующий суть устройства согласно изобретению захватывающий элемент, вид с трех боковых сторон;
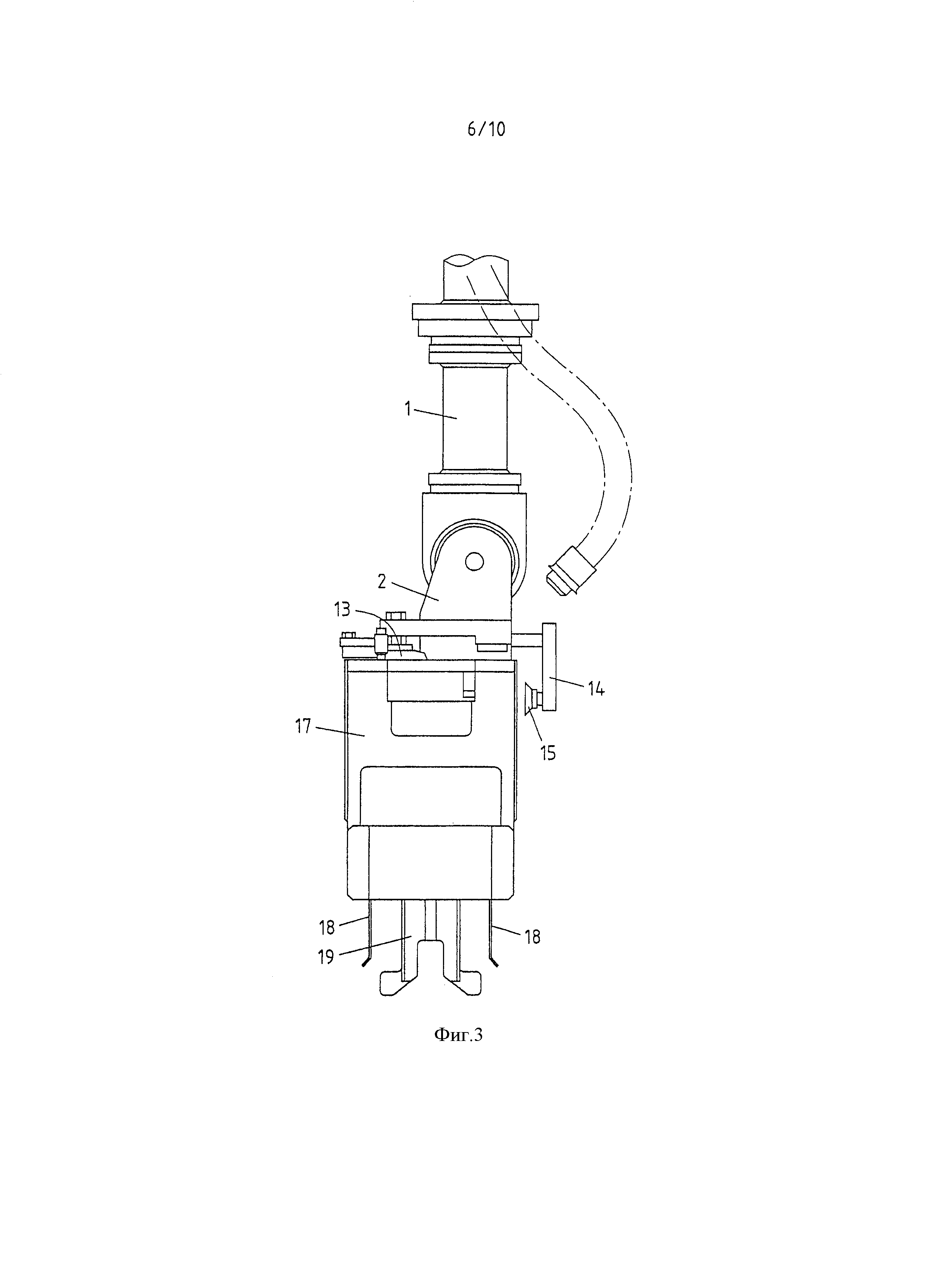
фиг. 3 - захватывающий элемент по фиг. 2 с фиксированным на нем захватывающим устройством, вид сбоку;
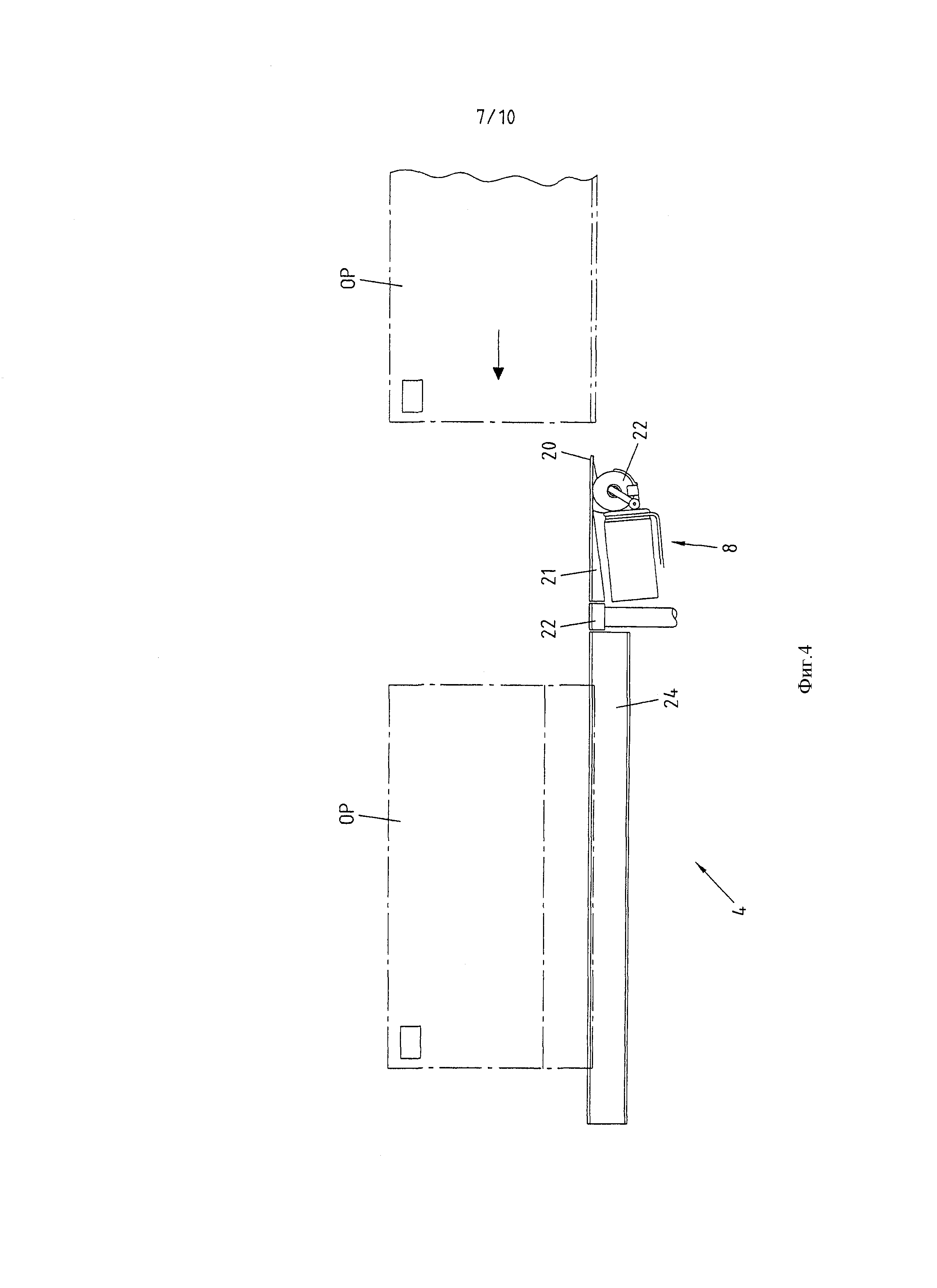
фиг. 4 - разрезающий и распаковочный узел, схематический вид сверху; и
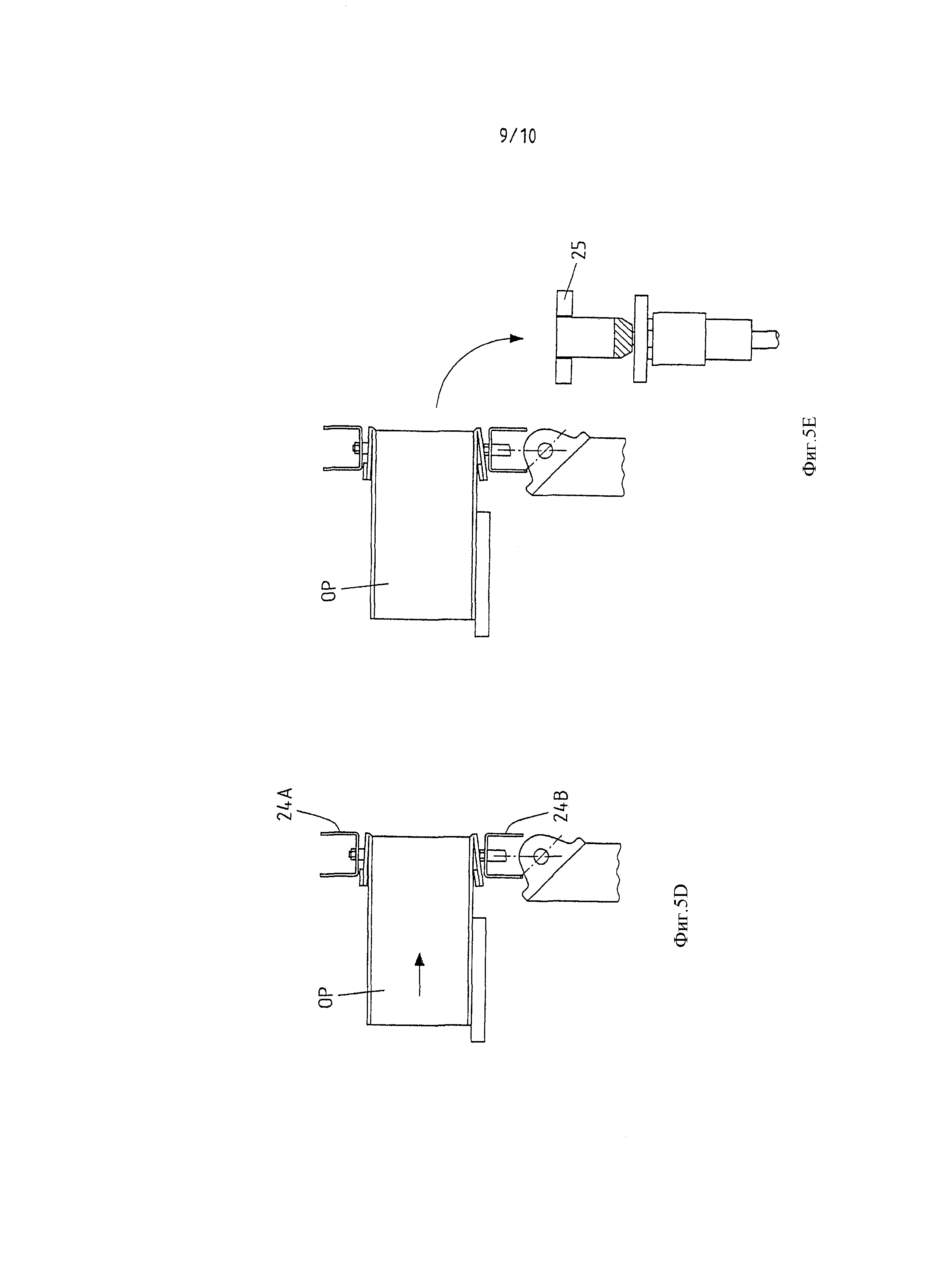
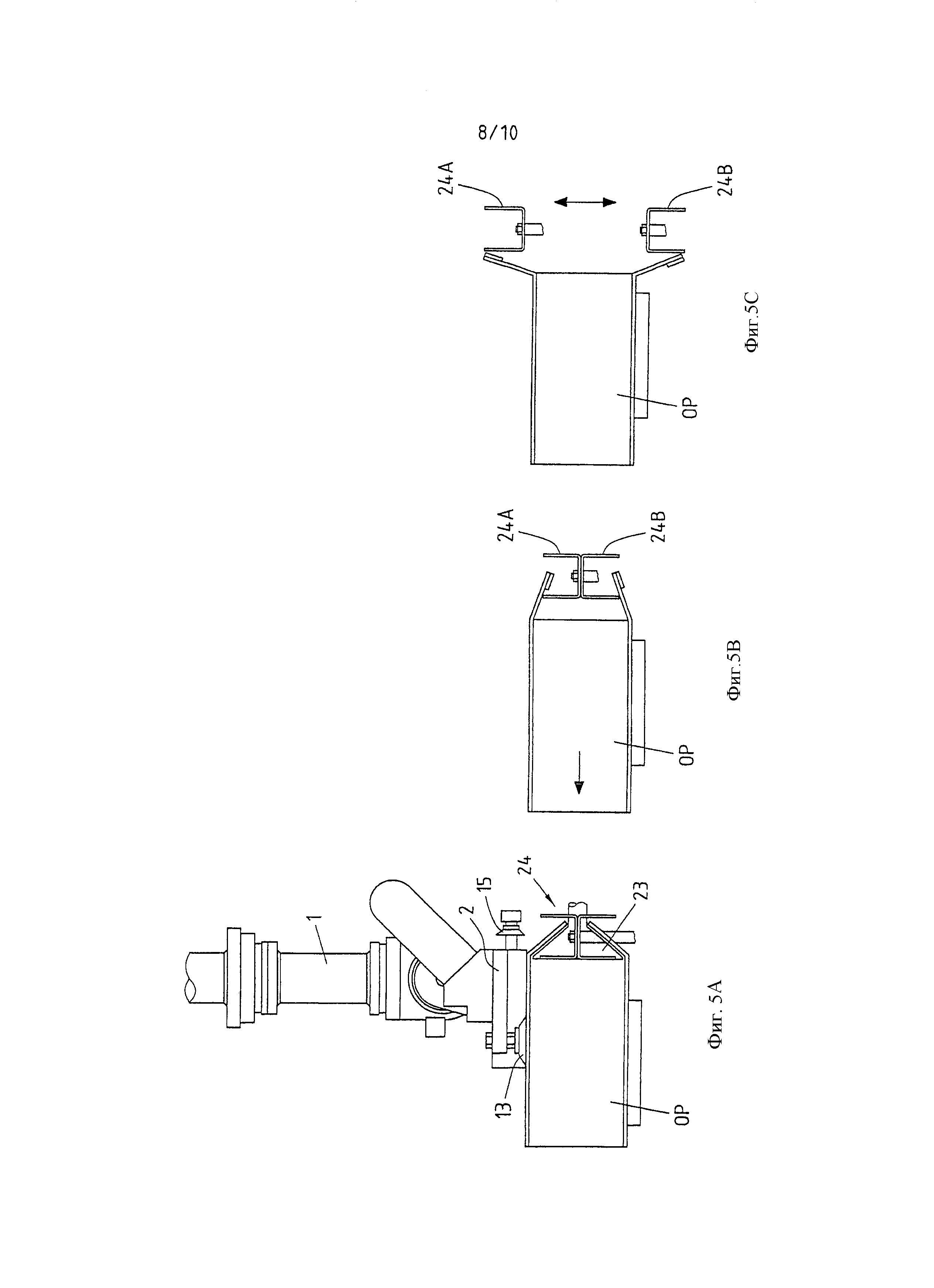
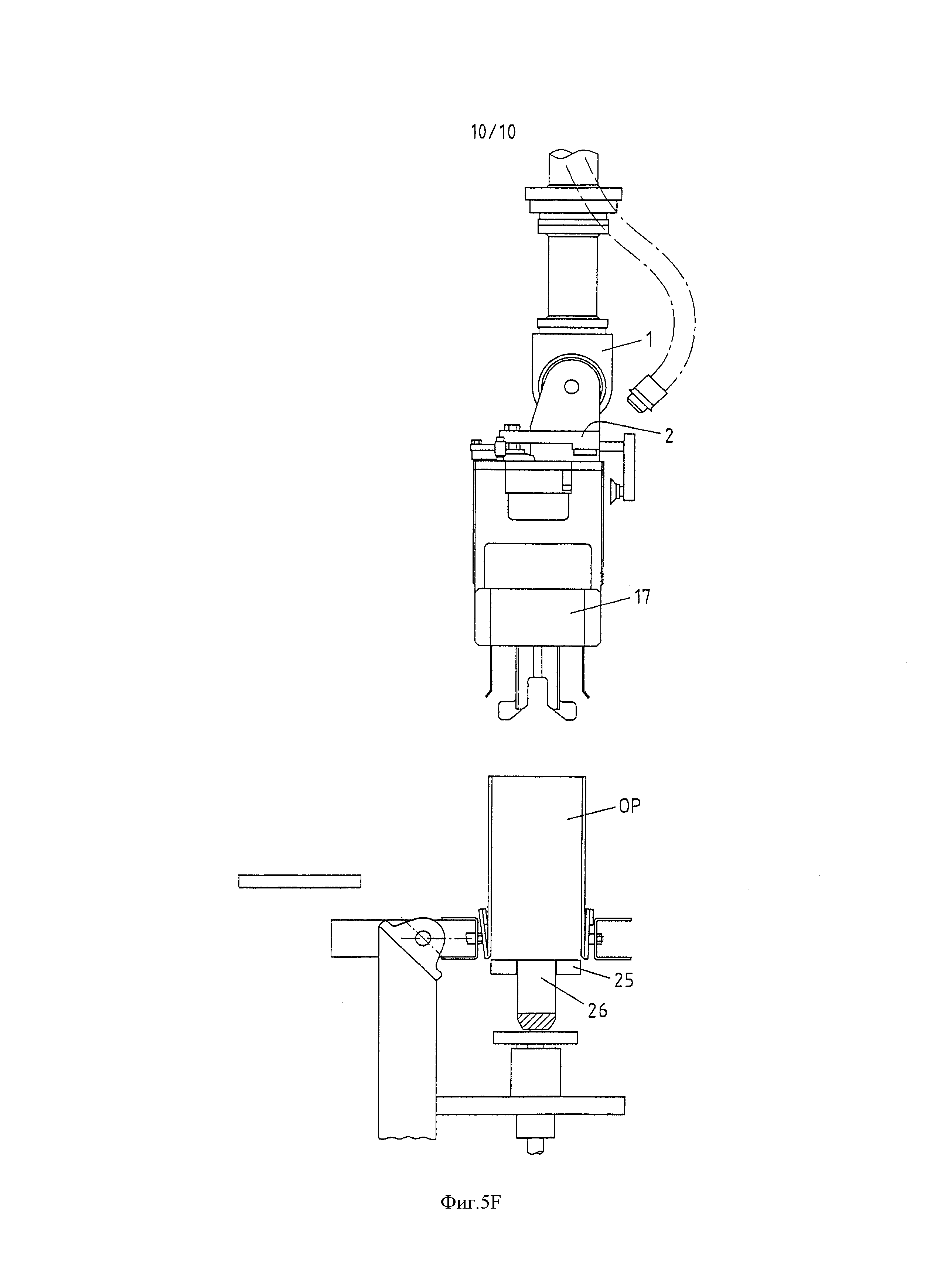
фиг. 5А-5F - последовательность процессов при раскрытии внешней упаковки, вид сбоку.
Изображенное на виде с трех боковых сторон на фиг. 1 устройство имеет по существу следующие элементы: автооператор 1, предпочтительно с имеющими числовое управление осями вращения; захватывающий элемент 2 с преимущественно пневматически приводимыми в движение осями вращения; в изображенном и в этом отношении предпочтительном примере выполнения - накопитель 3 для временного накопления внешних упаковок ОР, уложенных в изображенном примере выполнения на палете Р в виде перевязанной транспортировочной упаковки, разрезающий и распаковочный узел 4, а также передаточная плоскость 5 к примыкающей (не изображенной) к устройству фасовочной машины. Лазерный сканер 6 распознает положение и ориентацию внешних упаковок ОР, а также их расстояние от захватывающего элемента 1. Стенка 7 шлюза разделяет устройство на сторону подвода (слева) и рабочую сторону (справа).
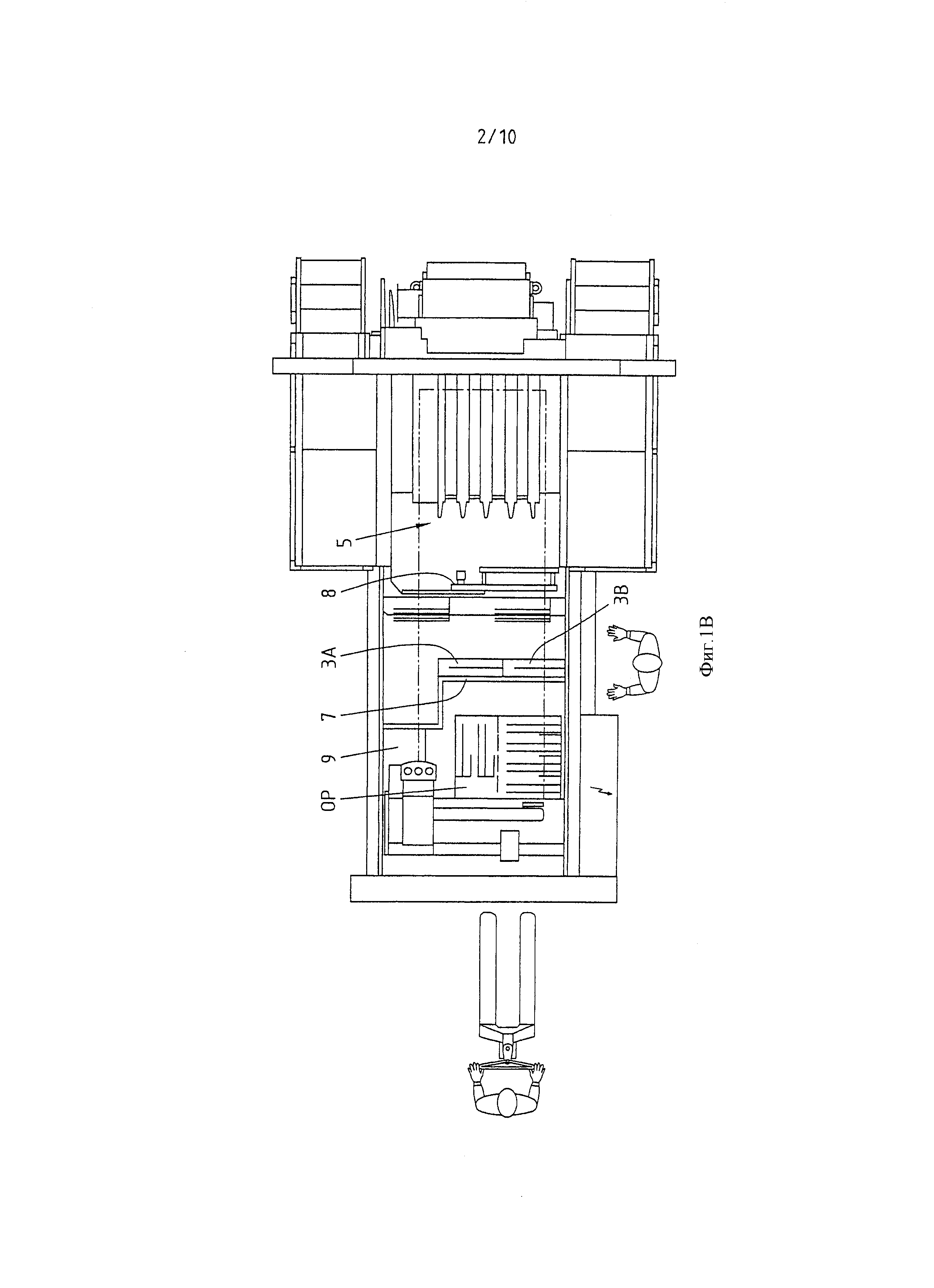
На виде сверху фиг. 1В показано, что накопитель имеет две расположенные рядом приемные шахты 3А и 3В. Справа от них показано ножевое устройство 8 для надрезания внешних упаковок ОР. В качестве внешней упаковки указан картон, в котором поставляют заготовки (упаковочные оболочки) наполняемых упаковок. На передаточной плоскости 5 показаны четыре параллельные не изображенные детально приемные направляющие для прилегающих линий фасовочной машины, в которую распакованные упаковочные оболочки следует вводить ориентированными вертикально в направлении фасовочной машины. Кроме того, устройство располагает картонажным прессом 9 и вагонеткой 10 для приема удаленных и горизонтально уложенных внешних упаковок.
Вследствие угрозы повреждений при текущей эксплуатации устройство располагает ограничением зоны повышенной опасности, т.е. снаружи все устройство инкапсулируемо вокруг. Входная дверь 11 позволяет осуществлять подачу палет Р. Подача палет Р может производиться как посредством (не изображенного) обслуживаемого персоналом подъемного транспортного средства, так и посредством автоматического накопительного и подводящего устройства.
Само собой разумеется, что автооператор 1 не может работать при открытой входной двери 11 на участке стороны подвода (слева от стенки 7 шлюза). Тем не менее, текущая эксплуатация может продолжаться, так как захватывающий элемент 2 может извлекать внешние упаковки ОР на рабочей стороне устройства (справа от стенки 7 шлюза) из накопителя 3 и подводить их к разрезающему и распаковочному узлу 4.
На фиг. 2 показан захватывающий элемент 2 в сильно увеличенном по сравнению с фиг. 1 изображении. Он состоит прежде всего и по существу из расположенной с возможностью поворота на конце автооператора 1 скобы 12, на которой расположены в виде треугольника три вакуумных присасывающих элемента 13, как это видно на фиг. 2А, на виде сбоку. Кроме того, показаны два поворотных рычага 14, на концах которых расположен соответственно другой вакуумный присасывающий элемент 15. Поворотные рычаги могут поворачиваться вдоль стрелок на 90°, поэтому (изображенную пунктирной линией) внешнюю упаковку ОР можно захватывать после приема посредством вакуумных присасывающих элементов 13 также со стороны сверху посредством поворотных рычагов 14 и вакуумных присасывающих элементов 15, как это, в частности, хорошо показано на виде сверху фиг. 2В, а также на виде спереди фиг. 2С. Пневматические соединения вакуумных присасывающих элементов 13 и 15 не показаны по отдельности для лучшей наглядности, однако на чертеже изображено необходимое для снабжения электропневматическое соединение 16.
На фиг. 3 изображено захватывающее устройство 17, которое может воздействовать также и на внешнюю упаковку ОР находящимся на конце автооператора 1 захватывающим элементом 2 при помощи присасывающих элементов 13. Также и в этом случае дополнительные находящиеся на рычагах 14 с возможностью поворота присасывающие элементы 15 могут обеспечивать дальнейшую фиксацию, хотя это и не изображено на фиг. 3. Как уже упомянуто дополнительно предпочтительно происходит механическое принудительное сцепление. Захватывающее устройство 17 необходимо для поперечного направления располагающихся вертикально упаковочных оболочек после удаления внешней упаковки ОР, чтобы их можно было подводить затем точно так же посредством захватывающего устройства 17 подающей линии к фасовочной машине. На фиг. 3 показаны также направляющие 18 продольных сторон, габариты которых соответствуют по существу габаритам внешней упаковки ОР. Важной является также опора на торцевых сторонах. Для этого предполагается снабжать торцевую сторону захватывающего устройства 17 фиксированным опорным элементом и располагать другой изменяющийся опорный элемент 19 на противоположной стороне для сжатия (не изображенной) упаковочной оболочки.
На фиг. 4 показан режущий и распаковочный узел 4 с фиксированным ножевым устройством 8, в котором внешние упаковки ОР двигаются справа налево вдоль направления стрелки.
Для лучшего понимания более подробно процесс открытия разъясняется по его отдельным этапам следования на фиг. 5А-5F. Положение внешней упаковки ОР на фиг. 5А соответствует по существу изображенному на фиг. 4 на виде сверху, теперь, однако -на виде сбоку, - для возможности более лучшего описания процесса. Посредством автооператора 1 захватывающий элемент 2 с находящейся в нем внешней упаковкой ОР надрезается вдоль посредством изображенного на фиг. 4 ножевого устройства 8, а оба открытых клапана подводят к открывающему и переворачивающему устройству 24, состоящему, по существу, из двух зеркально симметрично расположенных друг над другом U-образных профилей. При этом не обозначенные детально клапаны внешней упаковки ОР вдаются примерно уставленными под углом 45° в U-образные профили 24А и 24В. Из фиг. 4 следует, что длина открывающего и переворачивающего устройства 24 больше, чем длина самой внешней упаковки ОР. После того, как внешняя упаковка ОР находится теперь полностью в открывающем и переворачивающем устройстве 24, внешнюю упаковку ОР легко перемещают посредством захватывающего элемента 2 налево, так что открытые клапаны раскрываются дальше под действием профилей 24А и 24В (фиг. 5В). Затем, как это изображено на фиг. 5С, оба профиля 24А и 24В раздвигаются, причем одновременно разгибаются клапаны внешней упаковки ОР. На следующем этапе (фиг. 5D) внешняя упаковка ОР сдвигается между обоими профилями 24А и 24В (на фиг. 5D направо), до тех пор, пока оба клапана не повернутся почти на 180°. В этом положении захватывающий элемент поворачивает теперь внешнюю упаковку ОР на 90°, причем оба профиля 24А и 24В натягивают упаковочные оболочки внутри теперь уже открытой внешней упаковки ОР на поднимающую пластину 25, как это изображено на фиг. 5Е.
На фиг. 5F показано, наконец, что внешнюю упаковку ОР снимают вверх после поворота на поднимающую пластину 25, причем при этом освобожденные упаковочные оболочки натягиваются по бокам подпружиненными стойками 25. После удаления внешней упаковки ОР автооператор 1 опускается вместе с фиксированным на захватывающем элементе 2 захватывающим устройством 17 на освобожденные упаковочные оболочки или - альтернативно - упаковочные оболочки приподнимаются вплоть до захватывающего устройства 17. На чертежах не изображено, что при этом поднимающая пластина приподнимается в плоскость передаточного устройства к примыкающей фасовочной машине для осуществления передачи упаковочных оболочек в этой передаточной плоскости.
Далее приводится более детальное описание функционирования устройства.
На первом этапе образцы упаковки и положение внешних упаковок ОР определяют на поданной палете Р. Для этого захватывающий рычаг с лазерным сканером 6 перемещают над самым высоким слоем поданной палеты Р. Лазерный диод сканирующего устройства посылает очень короткий фокусированный лазерный импульс в направлении сканируемого объекта, в частности, палеты Р. Лазерный луч отражается диффузно от поверхности. Детектор воспринимает отраженную часть лазерного луча, определяет время прохождения лазерного луча и рассчитывает, исходя из этого расстояние до объекта. По силе отраженного лазерного света регистрируют ступени поверхности и/или ступени серой шкалы цвета объекта. Лазерный луч отклоняется поворотным зеркалом, поэтому с определением угла поворота возникает ряд измерительных пунктов в полярных координатах на объекте. Данные измерения состоят из пар n величин (расстояние, угол, сила отражения), так что изображение объекта возникает в формате 2D. Для определения объекта в формате 3D автооператор 1 перемещается с лазерным сканером 6 над объектом и суммирует с парами величин 2D соответствующие положения оси перемещения. Посредством этого способа можно определять положение внешних упаковок ОР в самом верхнем слое, а по их цветовой идентификации на внешних упаковках - также и ориентацию упаковочных оболочек внутри внешней упаковки ОР.
На втором этапе внешнюю упаковку ОР захватывают посредством захватывающего элемента 2. Для этого захватывающий элемент 2 с горизонтально расположенными вакуумными элементами 13 подъезжает к захватываемой внешней упаковке ОР. Вместе с боковым захватом вакуумные присасывающие элементы 15 подходят к внешней упаковке ОР сверху и обеспечивают уверенное его охватывание в захватывающем элементе 2.
На третьем этапе внешние упаковки ОР доставляют в рабочую зону устройства и открывают их. При переезде стенки 7 шлюза (разделяющей, при использовании палет, обслуживаемую вручную и автоматизированную зону обработки устройства), внешнюю упаковку ОР укладывают в разрезающий и распаковочный узел 4 в рабочей зоне устройства.
В ней верхние поворотные рычаги 14 захватывающего элемента 2 поворачиваются в исходную позицию назад и освобождают вход ко дну картонажного изделия для ножевого устройства 8. Затем автооператор 1 подводит внешнюю упаковку ОР к передаточному язычку 20 режущего устройства и слегка вдавливает торцевую сторону внешней упаковки ОР при помощи передаточного язычка так, чтобы она могла легко проскальзывать при отведении внешней упаковки ОР под дном картонажного изделия.
Затем после проведения автооператором 1 внешней упаковки ОР в направлении ножа 22, передаточный язычок 20 проскальзывает между дном картонажного изделия и упаковочными оболочками и предотвращает вследствие этого их повреждение при разрезании дна картонажного изделия.
При разрезании дна картонажного изделия и посредством клиновидного выполнения 21 передаточного язычка 20 дно располагается так, что отсасывающее устройство 23 может входить между дном картонажного изделия и упаковочными оболочками и отсасывать пыль с упаковочных оболочек с их нижней стороны. Это обеспечивает предоставление упаковочных оболочек в гигиенически подготовленном виде без обычно прилипшей бумажной пыли при предварительной обработке. При дальнейшем ходе перемещения автооператором 1 карманы разрезанной внешней упаковки ОР въезжают в открывающее и переворачивающее устройство 24, в котором их принудительно открывают и укладывают затем на стенку (5g) картонажного изделия так, что при поворачивании внешней упаковки упаковочные оболочки могут опускаться на поднимающую пластину 25, как это показано на фиг. 5А-5F. С лицевой стороны стержни на поднимающей пластине 25 перемещаются через фиксированную вакуумными присасывающими элементами 13, 15 внешнюю упаковку ОР и отделяют упаковочные оболочки от боковой стенки внешней упаковки, так чтобы захватывающее устройство 17 могло натягивать упаковочные оболочки между двумя скобами. Вслед за этим, не опасаясь захватить с собой прилипшие к боковой стенке упаковочные оболочки, автооператор 1 снимает внешнюю упаковку с натянутых упаковочных оболочек. Затем захватывающий элемент 2 проводит внешнюю упаковку к картонажному прессу 9. В нем еще закрытое второе дно картонажного изделия надрезается и складывается так, что последующее устройство для прессования может постепенно сжимать картон, как это уже описывалось.
На четвертом этапе захватывающее устройство 17 принимает упаковочные оболочки и заряжает ими примыкающую фасовочного машину. Это может происходить, как показано на фиг. 1В, в нескольких параллельных линиях.
После передачи теперь уже пустых внешних упаковок ОР в картонажный пресс 9 автооператор 1 захватывает захватывающее устройство 17 для манипуляции с упаковочными оболочками. Для сокращения времени цикла, это осуществляется при помощи захватывающего устройства 17, так что отпадает необходимость полной замены захвата. Для этого захватывающий элемент 2 использует имеющиеся вакуумные присасывающие элементы 13, 15, при помощи которых захватывающее устройство 17 присасывается. Теперь посредством центрирующих гнезд и электропневматических соединений соединяют датчики и актуаторы захватывающего устройства 17 с захватывающим элементом 2.
Для предотвращения размыкания соединения захвата при прекращении электроснабжения, скоба 12 верхнего присасывающего захвата входит при захвате захватывающего устройства 17 в механический зажим захватывающего устройства 17, так что соединение захвата сохраняется даже при прекращении электроснабжения.
Затем захватывающий элемент 2 перемещается вместе с принятым захватывающим устройством 17 по поднимающей пластине 25, так чтобы при подъемном движении упаковочные оболочки могли передаваться в захватывающее устройство 17. Вслед за передачей упаковочных оболочек захватывающий элемент 2 перемещает их к передаточному устройству 5 фасовочной машины, синхронно подсоединяется к передаточному устройству 5 в динамическом расфасовочном процессе и передает упаковочные оболочки фасовочной машине (U). Для завершения цикла, захватывающий элемент 2 укладывает захватывающее устройство 17 в центрирующий элемент и перемещается для следующего приема внешней упаковки ОР к палете Р или к накопителю 3.
Накопитель 3 загружается захватывающим элементом 2 во время рабочих циклов, когда загрузка фасовочной машины, вследствие довольно продолжительного времени цикла фасовочной машины, невозможна.
Устройство для стерилизации прямоугольных картонных/пластиковых многослойных упаковок в автоклаве и пригодная для этого упаковка
Резиновая смесь для шин с улучшенным вулканизующим агентом
Сформированная из заготовки емкость с улучшенными свойствами открывания благодаря вытягивающей тепловой обработке полимерных слоев
Сформированная из рулона емкость с улучшенными свойствами открывания благодаря вытягивающей тепловой обработке полимерных слоев
Пневматическая шина транспортного средства
Смешиваемая с серой смесь для прорезинивания
Сшиваемая серой гуммирующая смесь
Установка и способ раскрывания, заполнения и запечатывания упаковочных пакетов
Прочный планарный композиционный материал, содержащий промежуточный слой с повышенной температурой размягчения по вика
Планарный композиционный материал со слоями пластмассы, имеющими разную температуру размягчения по вика
Устройство для стерилизации прямоугольных картонных/пластиковых многослойных упаковок в автоклаве и пригодная для этого упаковка
Резиновая смесь для шин с улучшенным вулканизующим агентом
Сформированная из заготовки емкость с улучшенными свойствами открывания благодаря вытягивающей тепловой обработке полимерных слоев
Сформированная из рулона емкость с улучшенными свойствами открывания благодаря вытягивающей тепловой обработке полимерных слоев
Пневматическая шина транспортного средства
Смешиваемая с серой смесь для прорезинивания
Сшиваемая серой гуммирующая смесь
Установка и способ раскрывания, заполнения и запечатывания упаковочных пакетов
Прочный планарный композиционный материал, содержащий промежуточный слой с повышенной температурой размягчения по вика
Планарный композиционный материал со слоями пластмассы, имеющими разную температуру размягчения по вика

