Результат интеллектуальной деятельности: КОЛПАЧКОВАЯ ТАРЕЛКА
Вид РИД
Изобретение
Изобретение относится к конструкциям массообменных тарелок для систем газ (пар) - жидкость, предназначенных для процессов абсорбции, ректификации и может найти применение в химической, нефтехимической и других смежных отраслях промышленности.
Известны колпачковые тарелки, используемые для осуществления массообменных процессов для систем «жидкость-пар», описанные в книгах: [А.Г. Касаткин. «Основные процессы технической технологии». М.: Химия, 1971, с. 452].
Эти массообменные многоколпачковые тарелки выполнены с паровыми патрубками, колпачками с зубчатыми краями или арочными прорезями и сливными патрубками.
Известен также контактный элемент колпачковой тарелки, включающий паровой патрубок, колпачок, выполненный в виде цилиндрического стакана с прорезями [Патент США №4146950, МПК B01D 3/20. Methods for forming bubble cap assemblies for a gas and liquid contact apparatus. Texaco Inc., 1979].
Упомянутые контактные элементы колпачковой тарелки известных конструкций недостаточно эффективны для обеспечения надежного протекания массообменного процесса при разделении смеси на жидкую и паровую фазу. Это связано с незначительной величиной кромок прорезей колпачков, через которые происходит барботирование паров длиной пути смеси и соответственно временем контакта пара с жидкостью. Известные конструкции колпачков не позволяют увеличить суммарную длину упомянутых кромок и время контакта пара с жидкостью, т.е. увеличить время и поверхность межфазового контакта, которая непосредственно зависит от длины кромок, прорезей колпачков, через которые происходит барботирование паровой фракции.
Известна также массообменная тарелка с перфорацией в боковых стенках парового колпачка, выполнена в виде арочных прорезей выпуклостью наружу с входными отверстиями, направленными под острым углом к вертикали вниз в одну и ту же сторону, противоположную расположению сливной трубы на тарелке [патент РФ №2097093, МПК B01D 3/20. Массообменная тарелка. Опубликовано 27.11.1997]. Основной функцией рассматриваемой конструкции колпачка массообменной тарелки является направление парожидкостного потока. Недостатком такого контактного устройства тарелки является незначительная поверхность межфазового контакта.
Известны также колпачковые тарелки [патент РФ 2214852, МПК B01D 3/18, B01D 3/32. «Аппарат колонный с колпачковыми тарелками», опубл. 27.10.2003], состоящие из оснований в форме диска, барботажных колпачков, переливных труб и гидрозатвора. Недостатком описанного аппарата является низкая эффективность тепломассообмена.
Наиболее близким техническим решением, выбранным в качестве прототипа, является колпачковая тарелка, состоящая из основания в форме диска, барботажных колпачков, выполненных в виде цилиндрических или конических стаканов с прорезями в их нижней части, переливных труб и гидрозатвора [патент РФ №2500452, МПК В01D 3/16. Колонна ректификационная с колпачковыми тарелками. Бюл. 34, 2013 г.].
Недостатком известного контактного элемента колпачковой тарелки является невысокая эффективность массообменого процесса из-за недостаточно интенсивного взаимодействия газа (пара) и жидкости, поскольку конструкция колпачкого элемента не позволяет в достаточной степени увеличить длину пути смеси и развить поверхность фазового контакта.
Задачей предлагаемого изобретения является повышение эффективности массообменого процесса.
Техническим эффектом предлагаемого изобретения является повышение интенсивности взаимодействия газа (пара) и жидкости за счет увеличения в контактном элементе длины пути смеси и использования более развитой поверхности фазового контакта.
Поставленная задача решается за счет того, что в колпачковой тарелке, состоящей из основания в форме диска, барботажных колпачков, выполненных в виде цилиндрических или конических стаканов с прорезями в их нижней части, переливных труб и гидрозатвора, в отличие от прототипа на колпачках выполнены расположенные в горизонтальной плоскости пластинчатые ребра, причем ребра соседних колпачков перекрывают друг друга и расположены в различных плоскостях, образуя, при взаимном перекрытии, лабиринтные ходы для обрабатываемого в аппарате продукта, а ребра соседних колпачков не касаются поверхностей других колпачков.
Кроме того, могут использоваться следующие варианты колпачковой тарелки: каждый колпачок имеет по крайней мере одно пластинчатое ребро, выполненное в виде кольца, насаженного через его центральное отверстие на стакан колпачка, причем диаметр центрального отверстия кольца соответствует внешнему диаметру стакана колпачка в месте его закрепления на колпачке, а внешний диаметр кольца не превышает расстояния до соседнего контактного элемента колпачковой тарелки; каждый колпачок имеет по крайней мере одно пластинчатое ребро, выполненное в виде шестигранника с центральным кольцевым отверстием, причем упомянутое ребро насаженно через его центральное отверстие на стакан колпачка, а диаметр центрального отверстия кольца соответствует внешнему диаметру стакана колпачка в месте его закрепления на колпачке, а внешний диаметр кольца не превышает расстояния до соседнего контактного элемента колпачковой тарелки; по кромке центрального отверстия пластинчатого кольцевого ребра выполнен буртик; кольцевое ребро закреплено на внешней поверхности колпачка за счет посадки с натягом, или контактной сваркой, или пайкой; лабиринтные ходы, обеспечивают повышение гидросопротивления тарелки не более чем на 5% от гидросопротивления тарелки без упомянутых пластинчатых ребер; в пластинчатых ребрах выполнены перфорации в виде арочных прорезей выпуклостью наверх с выходными отверстиями, направленными под острым углом в радиальном направлении от центра колпачка; в периферийной части пластинчатых ребер выполнены зубчики, которые равномерно согнуты вниз на одинаковый угол в диапазоне от 75° до 90° от горизонтали.
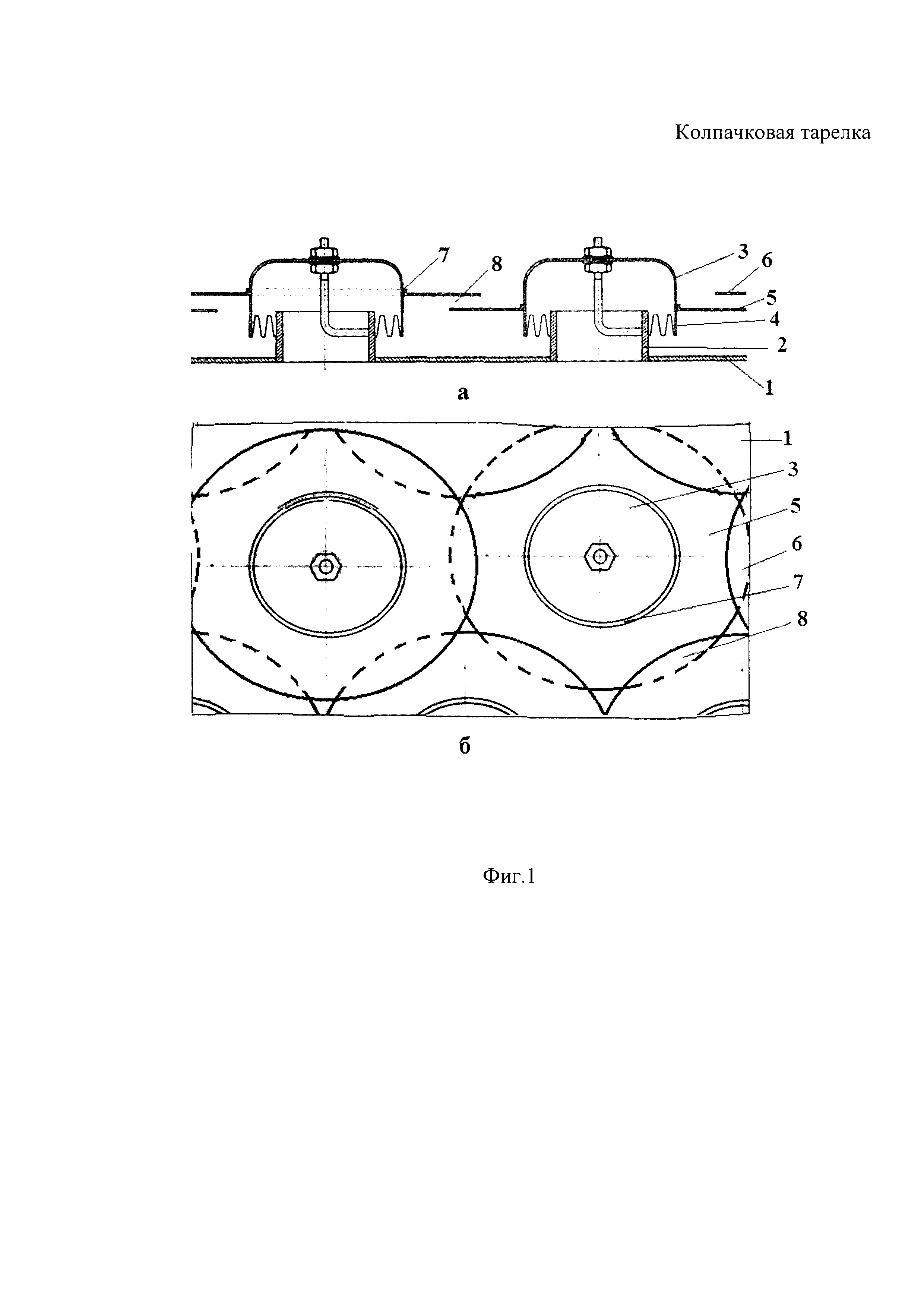
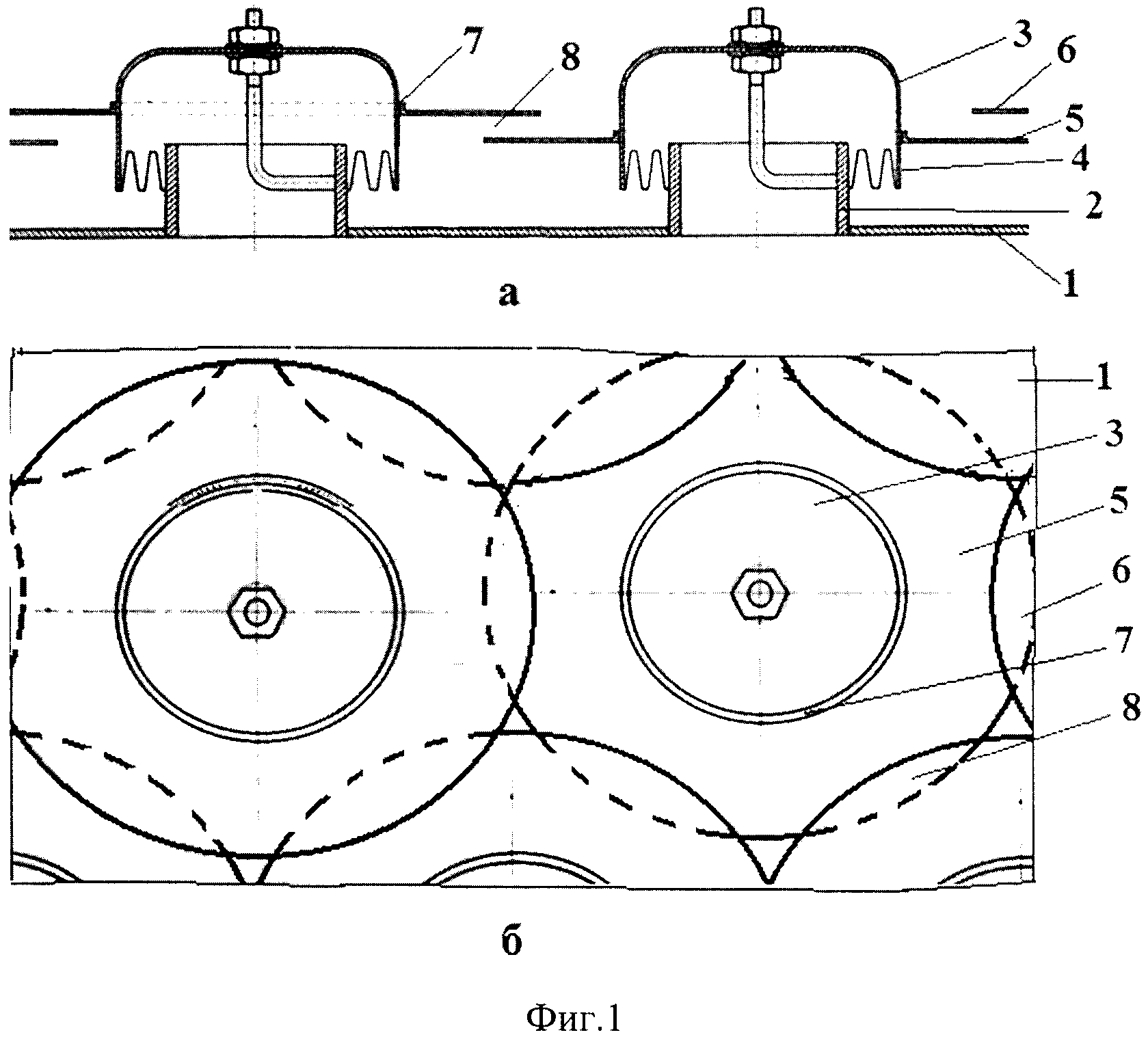
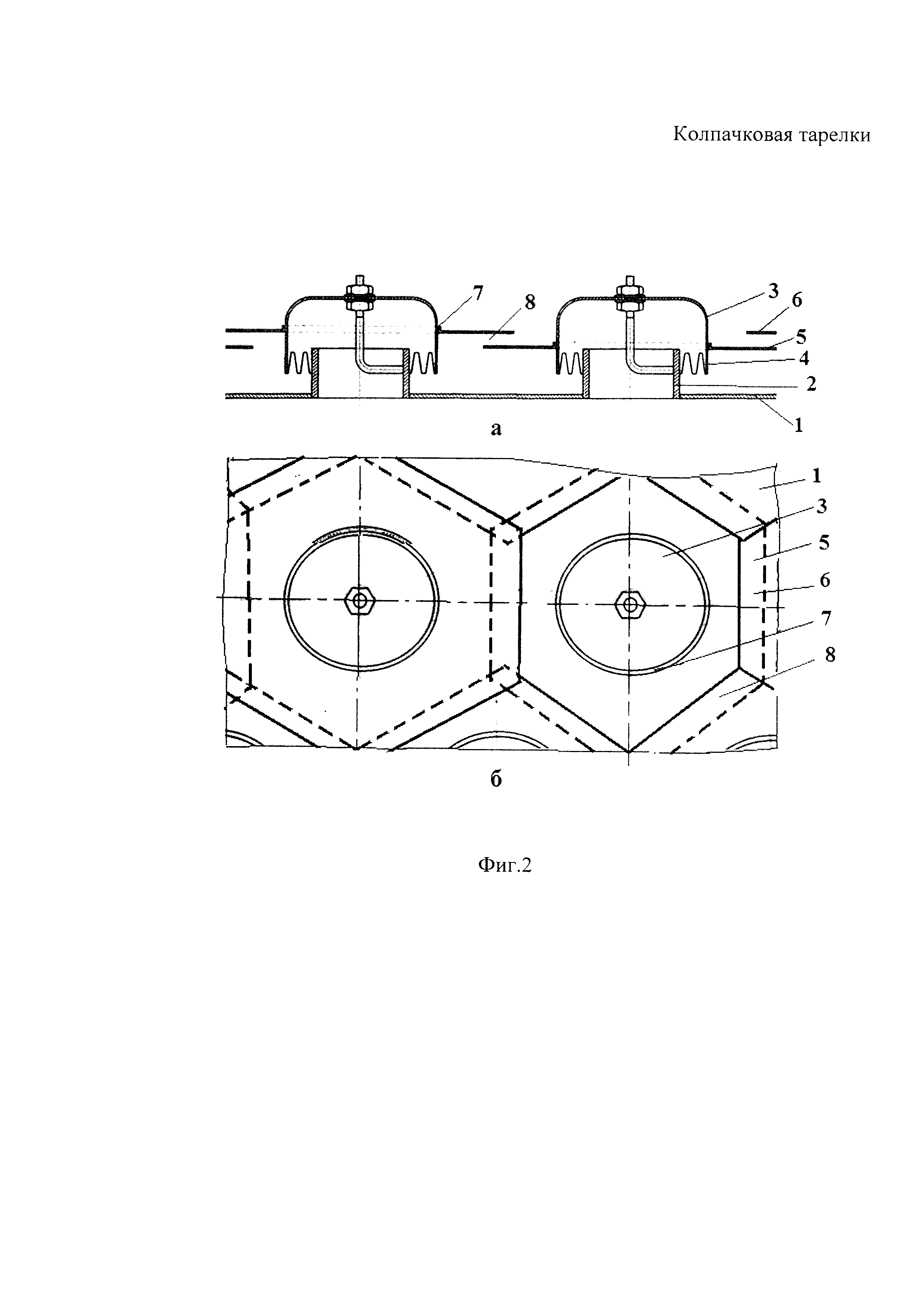
На фиг. 1 изображена колпачковая тарелка с кольцевыми ребрами (в разрезе и вид сверху), а на фиг. 2 колпачковая тарелка с ребрами в виде шестигранника (в разрезе и вид сверху).
Колпачковая тарелка включает (фиг. 1) основание 1 в форме диска с паровыми патрубками 2, на которых закреплены барботажные колпачки 3, выполненные в виде цилиндрических или конических стаканов с зубчиками 4. На стакан колпачка 3 насажено пластинчатое ребро 5 или 6 (5 - верхнее ребро тарелки, 6 - нижнее ребро тарелки), закрепленное к стакану колпачка через буртик ребра 7. Ребра 5 и 6 могут быть выполнены кольцевыми (фиг. 1) или в виде шестигранника (фиг. 2). Паровой патрубок 2 раструбом насажен на отбортованное вверх отверстие основания тарелки 1 и закреплен изнутри по торцу отбортовки.
На отбортованные вверх отверстия основания тарелки 1 раструбом насаживают паровые патрубки 2 и закрепляются изнутри по торцу отбортовки, например, точечной сваркой. Монтируют к тарелке колпачок 3, выполненный в виде цилиндрического или слегка конического зубчатого стакана. Слегка коническая форма стакана, получаемая в процессе штамповки колпачка, позволяет закрепить кольцевое ребро 5 за счет натяга.
В вертикальном корпусе тепломассообменного колонного аппарата устанавливают одну над другой колпачковые тарелки, имеющие один или несколько переливных патрубков. С верха тепломассообменного колонного аппарата подают жидкость, которая перетекает с одной колпачковой тарелки на другую, сверху вниз по переливным патрубкам. При этом уровень жидкости на тарелке должен быть выше уровня прорезей зубьев колпачка, но ниже верхнего торца парового патрубка. Газ (либо пар) направляют с низа колонного аппарата вверх, он проходит через паровые патрубки 2, дробится зубьями 4 колпачков 3 и барботирует через слой жидкости на тарелке. При этом происходит тепломассообмен между газом (либо паром) и жидкостью.
Предлагаемые колпачковые тарелки в составе тепломассообменной колонны работают следующим образом. Исходная парожидкостная смесь через штуцер подается в колонну. Пары через паровые патрубки поступают в полость колпачков 3, вытесняют из них жидкость через щели между зубчиками 4 колпачков 3. Далее паровая смесь начинает барботировать в слой жидкости за пределами колпачков 3, и более легкая парогазовая смесь, задерживаясь в жидкости кольцевыми ребрами 5 и 6, образующими при их взаимном перекрытии лабиринтные ходы 8, поступает на вышележащую тарелку, а тяжелая фракция конденсируется в этой жидкости на тарелке (фиг. 1 и фиг. 2).
Особенностью работы предлагаемых колпачковых тарелок является то, что парожидкостная смесь, выходя из-под колпачка, проходит определенный путь под кольцевыми ребрами 5 и 6, а также проходя лабиринтные ходы 8, образованные взаимным перекрытием пластинчатых ребер 5 и 6. Далее парожидкостная смесь барбатирует в жидкость вне колпачка по всей рабочей поверхности пластинчатых ребер 5 и 6, позволяющих увеличить время взаимодействия паровой и жидкой фаз и, как следствие, повысить эффективность процесса масообмена в ректификационной колонне в целом.
Сравнение функциональных характеристик тарелок, выполненных с контактными колпачковыми элементами по предлагаемому техническому решению по сравнению с прототипом [патент РФ №2500452] показало на повышение к.п.д. тарелки в среднем с 0,76 до 0,86.
Таким образом, совокупность признаков заявляемого объекта позволяет повысить эффективность массообменого процесса за счет интенсификации взаимодействия газа (пара) и жидкости при увеличении в контактном элементе длины пути смеси и использования более развитой поверхности фазового контакта.
Способ стабилизации проектного положения трубопровода
Способ нанесения многослойного ионно-плазменного покрытия на поверхность гравюры штампа из жаропрочного никелевого сплава
Способ нанесения многослойного ионно-плазменного покрытия на поверхность гравюры штампа из жаропрочной стали
Способ изготовления пустотелой лопатки турбомашины
Способ ионного азотирования режущего инструмента из легированной стали
Способ изготовления полой лопатки газотурбинного двигателя
Способ формирования нанокристаллического поверхностного слоя на деталях из алюминиевых сплавов (варианты)
Способ увеличения пропускной способности трубопровода (варианты)
Способ обработки лопаток турбомашин из железохромоникелевых сплавов
Скважинный фильтр тонкой очистки
Способ обработки лопаток турбомашин из железохромоникелевых сплавов
Способ упрочняющей обработки деталей из титановых сплавов с ультрамелкозернистой структурой
Способ упрочнения деталей из жаропрочных сплавов
Способ защиты блиска газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии
Способ оценки напряженно-деформированного состояния магистрального трубопровода с дефектными сварными стыками
Станок-качалка
Способ переработки бурового шлама
Способ определения косины кольцевого сварного стыка стальных труб
Способ пластического структурообразования цилиндрических мерных заготовок
Способ изготовления раскатных колец с регулярной микроструктурой

