УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН
Вид РИД
Изобретение
Изобретение относится к деревообрабатывающей промышленности, для получения продольных пазов в круглых бревнах, полубрусьях или бревнах, предназначенных для соединения с ответными поверхностями соседних бревен (венцов), образующих стены сруба.
Известен «Станок для обработки древесины» (см. патент РФ №2074813, МПК 7 B27B 7/00), включающий станину, направляющие, каретку с установленным на ней обрабатывающим инструментом и имеющие опоры механизмы зажима и поворота заготовок, механизмы зажима и поворота заготовок выполнены с возможностью вертикального перемещения относительно опор.
Недостаток известного устройства состоит в том, что при обработке бревна не учитывается кривизна и конусность бревна, приводит к необходимости цилиндровки бревен, что приводит к увеличению потерь древесины и увеличивает энерго- и трудозатраты.
Известен «Станок для обработки древесины» (см. патент РФ №2054990, МПК 7 B27B 7/00), включающий станину, направляющие, подвижную каретку с установленным на ней обрабатывающим инструментом, опоры с механизмами зажима и поворота заготовки, отличающийся тем, что станок снабжен механизмом фиксации положения подвижной каретки.
Недостаток известного устройства состоит в том, что при обработке бревна не учитывается кривизна и конусность бревна, приводит к необходимости цилиндровки бревен, что приводит к увеличению потерь древесины и увеличивает энерго- и трудозатраты.
Наиболее близким по технической сущности к заявляемому техническому решению является «Установка для обработки бревен» (см. патент РФ на полезную модель №129870, МПК B27C 5/00,), включающая станину, продольные направляющие, каретку, механизм центрирования и зажима бревна, фрезерный обрабатывающий узел, механизмы подачи фрез относительно продольной оси механизма центрирования и зажима бревна, приводы, механизм центрирования и зажима бревна смонтирован на каретке, фрезерный обрабатывающий узел выполнен в виде последовательно и оппозитно расположенных в направлении движения каретки профилирующих фрез с вертикально ориентированными осями вращения, первая профилирующая фреза по ходу движения каретки имеет шагово смещенные фрезерные элементы для формирования на одной из боковых поверхностей бревна выступов и пазов, фрезерные элементы профилирующей фрезы, оппозитно установленной относительно первой профилирующей фрезы, сегментально оцилиндровывают противолежащую боковую поверхность бревна, со стороны зоны обработки данной оцилиндровочной фрезы по ходу движения каретки размещена вторая профилирующая фреза, соединенная с механизмом подачи и имеющая поярусно расположенные шагово смещенные фрезерные элементы для формирования на диаметрально противолежащей второй боковой поверхности бревна пазов и выступов, опорные поверхности которых ответны опорным поверхностям выступов и пазов, спрофилированных первой профилирующей фрезой, при этом перед обрабатывающей зоной второй профилирующей фрезы и со стороны зоны обработки первой профилирующей фрезы смонтированы соединенные с механизмом подачи фрезы по формированию на концевых участках бревна открытых к их торцам дугообразных пазов.
Недостаток известного устройства состоит в том, что при обработке бревна не учитывается кривизна и конусность бревна, приводит к необходимости цилиндровки бревен, что приводит к увеличению потерь древесины и увеличивает энерго- и трудозатраты.
Технический результат заявляемой полезной модели заключается в создании установки для обработки бревен, обеспечивающей формирование на диаметрально противоположных сторонах бревна профилированных поверхностей сопрягаемых бревен, образующих стены сруба, с улучшенными качественными характеристиками, путем учета кривизны и конусности обрабатываемых бревен-заготовок
Указанный технический результат достигается за счет того, что в установке для обработки бревен, включающей станину с копиром, с двумя параллельно расположенными продольными направляющими, на которых установлена тележка, оснащенная профилирующими режущими элементами с вертикально ориентированными осями вращения для продольной обработки бревна-заготовки, механизм центрирования и зажима бревна, копир выполнен с возможностью формирования сочленяющихся поверхностей бревен с учетом кривизны и конусности бревен, копир выполнен в виде двух параллельно расположенных продольных копир-направляющих, установленных на станине, и взаимосвязан с профилирующими режущими элементами посредством дополнительно установленных на станине и соединенных между собой ползунов, ходовых винтов, штурвальных рукояток, а профилирующие режущие элементы установлены на тележке с возможностью перемещения перпендикулярно оси бревна, повторяя положение элементов копира. В установке для обработки бревен дополнительно установленные кронштейны кареток связаны с копир-направляющими.
Выполнение копира с возможностью формирования сочленяющихся поверхностей бревен с учетом кривизны и конусности обрабатываемых бревен-заготовок повышает качество сочленения ответных поверхностей бревен без предварительной их цилиндровки, что снижает потери древесины и уменьшает энерго- и трудозатраты.
Выполнение профилирующих режущих элементов с возможностью перемещения перпендикулярно оси бревна, повторяя положение элементов копира, позволяет формировать поверхность-выступ и поверхность-паз, учитывая геометрию обрабатываемых бревен, т.к. элементы копира настраивают с учетом кривизны и конусности бревен. А режущие элементы, повторяя положение элементов копира, формируют требуемую поверхность обрабатываемого бревна.
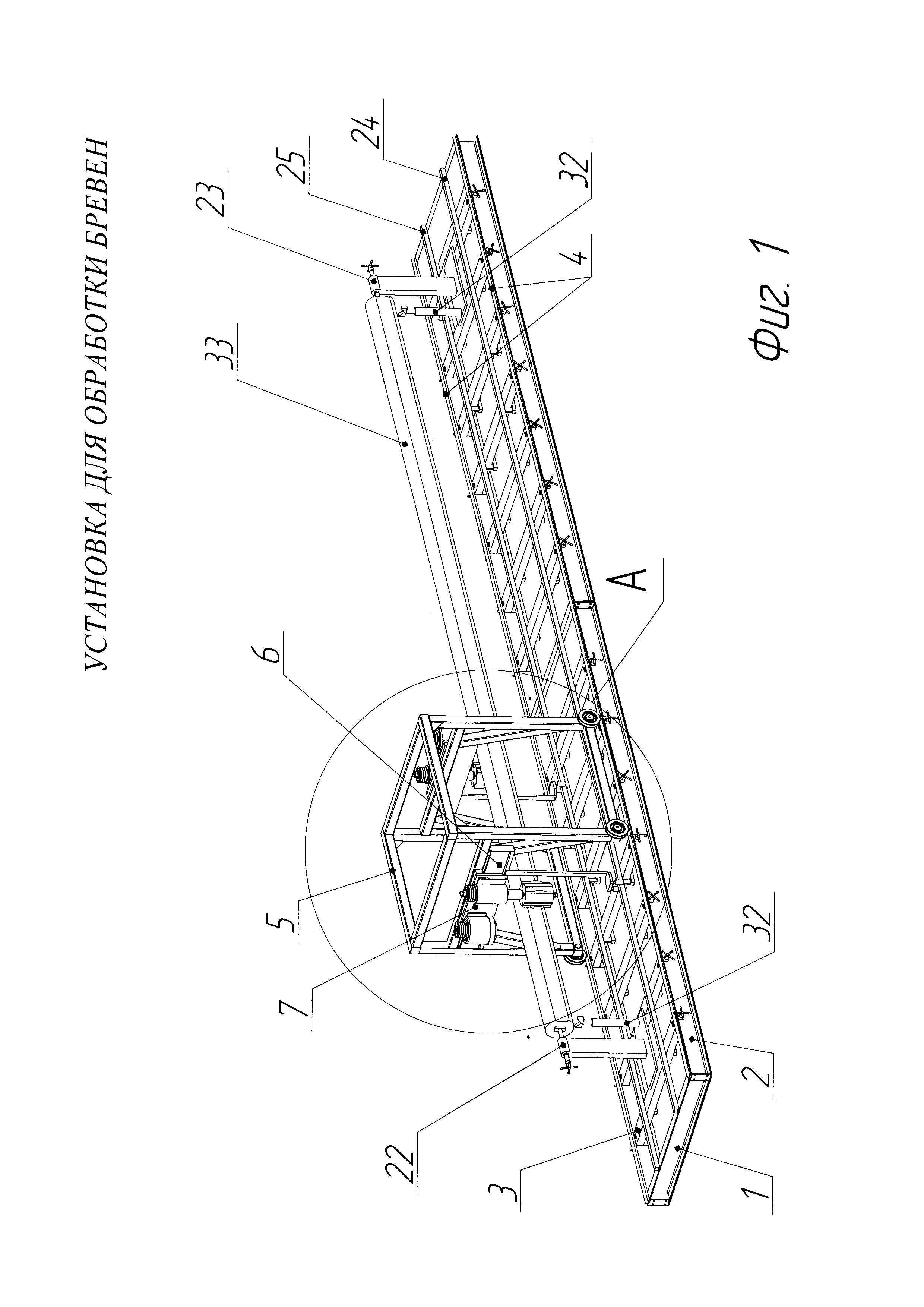
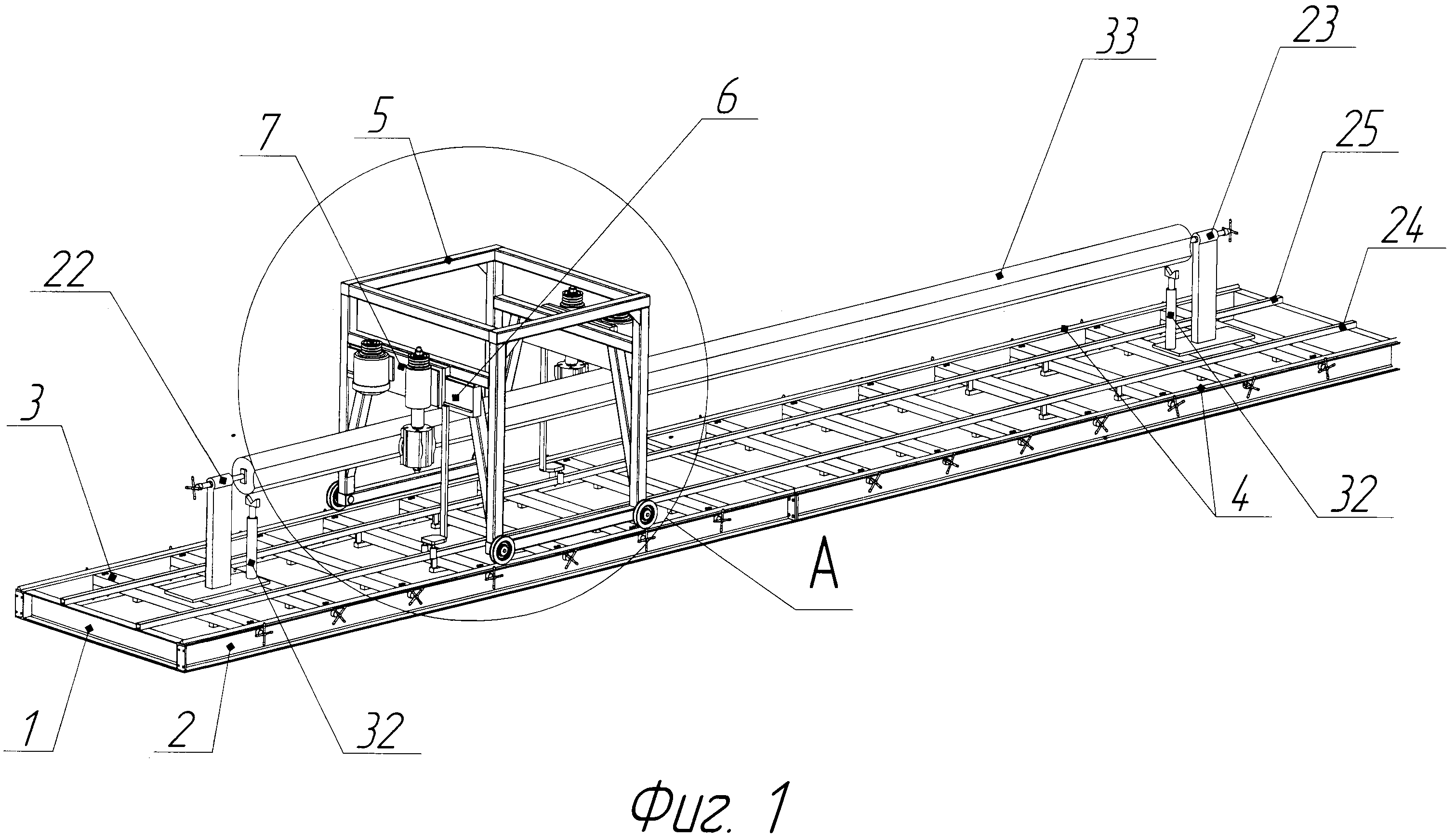
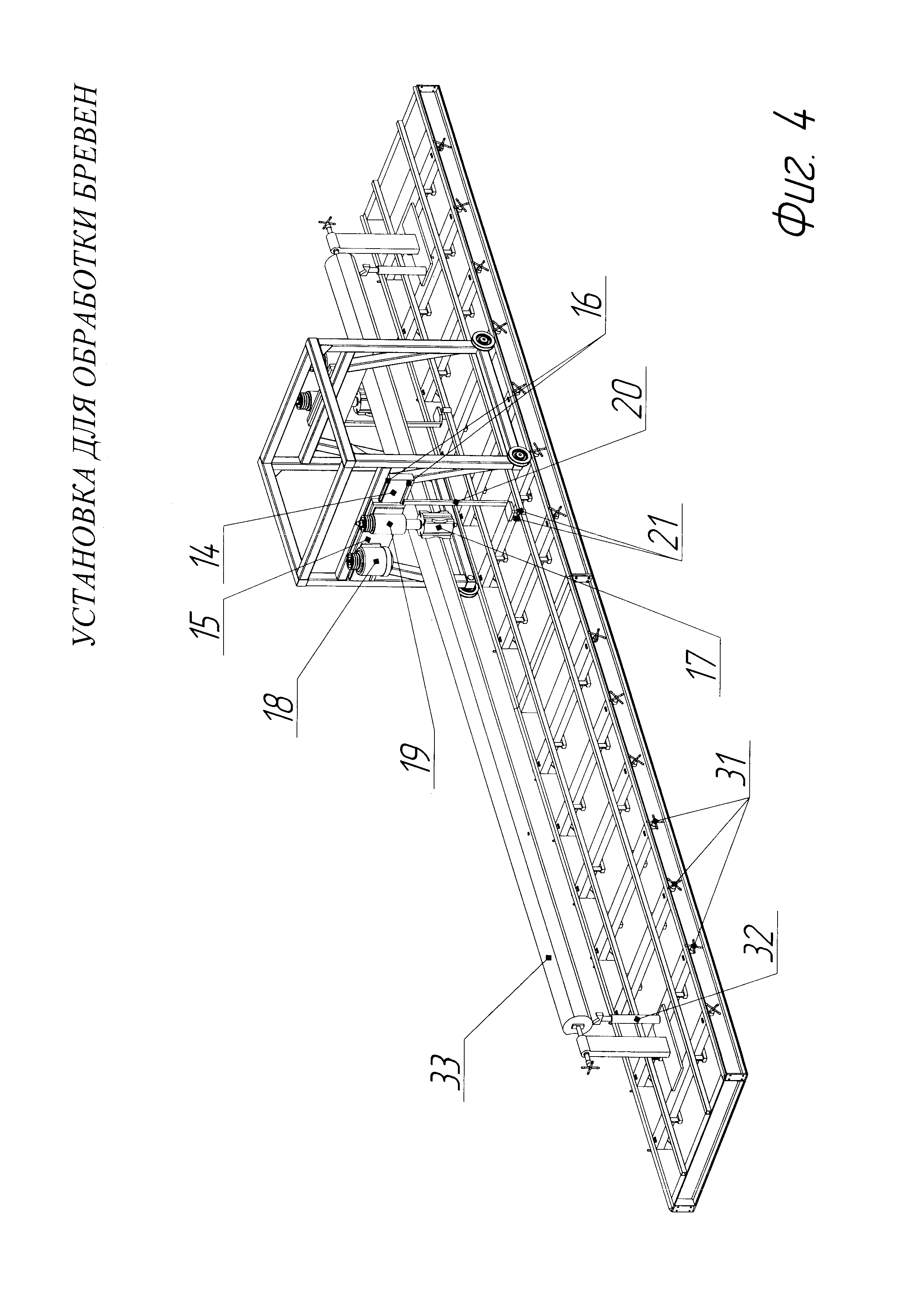
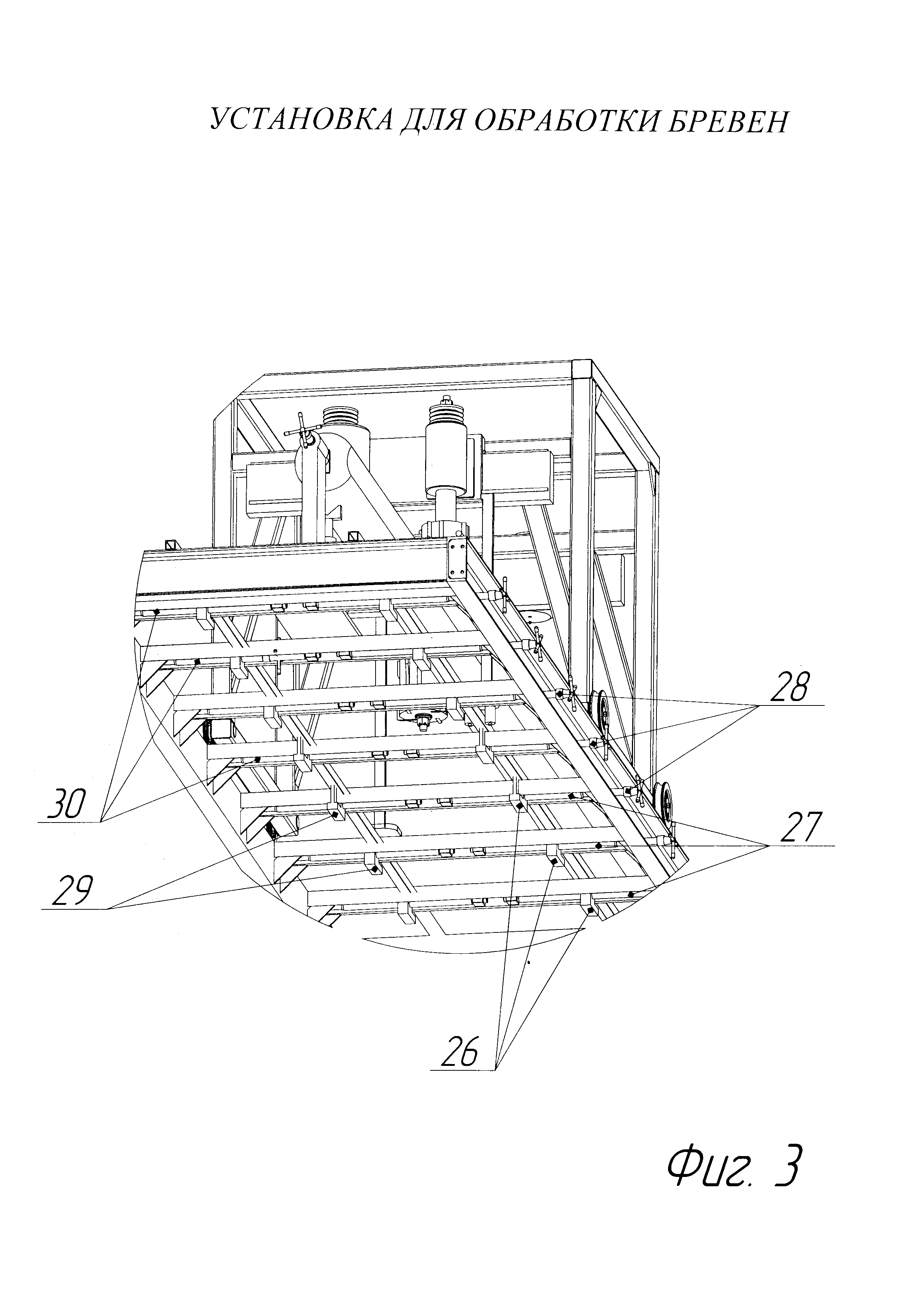
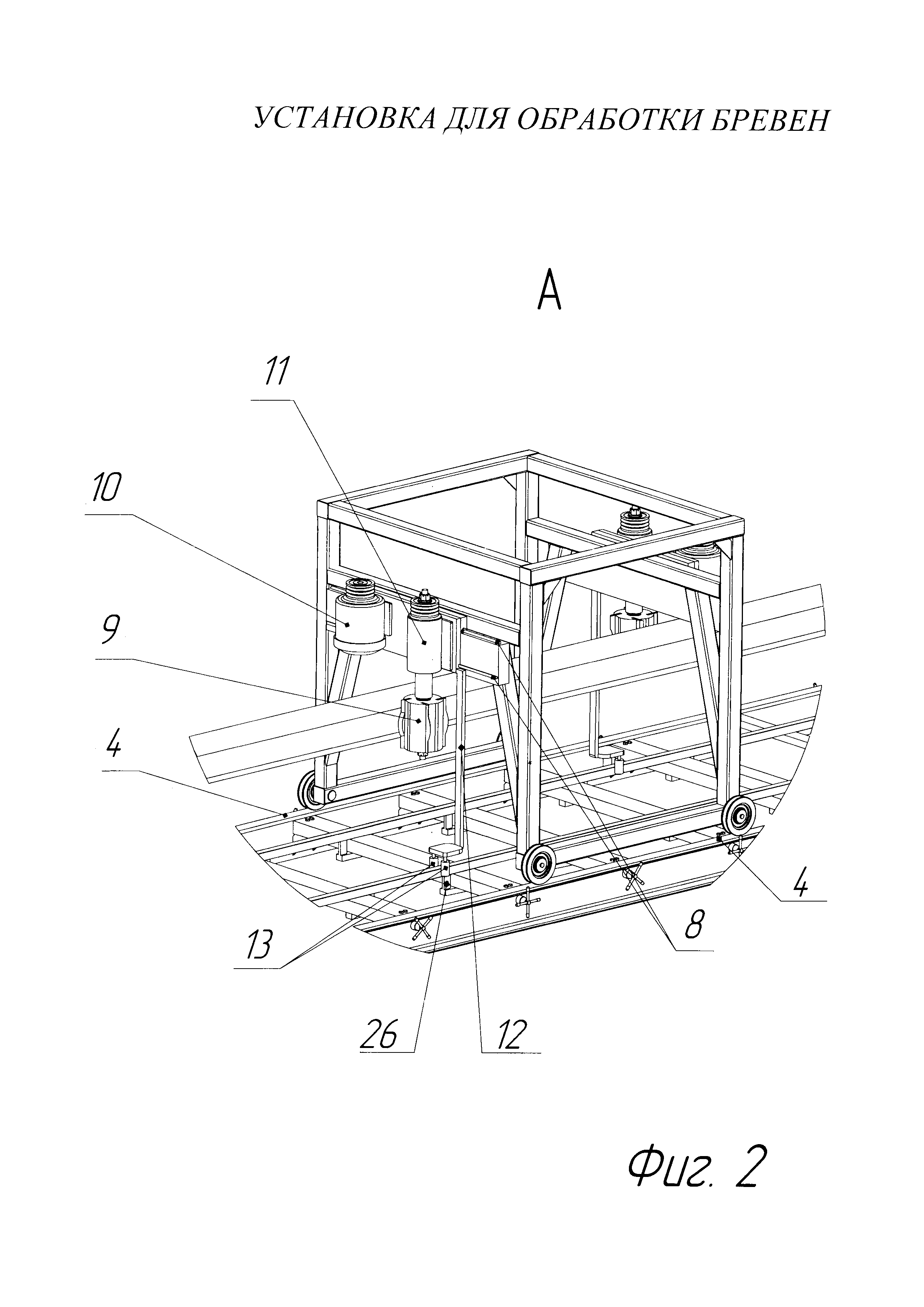
На фиг. 1 представлен общий вид конструкции установки для обработки бревен со стороны переднего портала. На фиг. 2 представлен увеличенный вид тележки 5. На фиг. 3 представлена конструкция установки для обработки бревен, вид снизу. На фиг. 4 представлен общий вид конструкции установки для обработки бревен со стороны заднего портала.
В установку для обработки бревен входят:
1. Станина.
2. Продольные швеллеры.
3. Поперечные швеллеры.
4. Продольные направляющие.
5. Тележка.
6. Портал передний.
7. Каретка, перемещающаяся перпендикулярно бревну по направляющим переднего портала.
8. Направляющие переднего портала.
9. Режущий элемент, например фреза, на переднем портале.
10. Двигатель-шкив на переднем портале.
11. Вал-шкив на переднем портале.
12. Кронштейн каретки переднего портала.
13. Ролики кронштейна каретки переднего портала.
14. Портал задний.
15. Каретка, перемещающаяся перпендикулярно бревну по направляющим заднего портала.
16. Направляющие заднего портала.
17. Режущий элемент, например фреза, на заднем портале.
18. Двигатель-шкив на заднем портале.
19. Вал-шкив на заднем портале.
20. Кронштейн каретки заднего портала.
21. Ролики кронштейна каретки заднего портала.
22. Передний механизм зажима бревна.
23. Задний механизм зажима бревна.
24. Копир-направляющая переднего портала.
25. Копир-направляющая заднего портала.
26. Ползуны, относящиеся к каретке переднего портала.
27. Винты ходовые, относящиеся к каретке переднего портала.
28. Рукоятки штурвальные, относящиеся к каретке переднего портала.
29. Ползуны, относящиеся к каретке заднего портала.
30. Винты ходовые, относящиеся к каретке заднего портала.
31. Рукоятки штурвальные, относящиеся к каретке заднего портала.
32. Домкраты.
33. Бревно.
Установка для обработки бревен содержит станину 1, представляющую собой решетчатую конструкцию, выполненную из соединенных между собой продольных 2 и поперечных 3 швеллеров. На станине 1 установлены продольные направляющие 4.
Продольные направляющие 4 выполнены в виде рельсов, которые конструктивно связаны со станиной 1, на продольных направляющих 4 установлена тележка 5.
Продольное перемещение тележки 5 по продольным направляющим 4 осуществляется вручную либо с помощью привода, не показанного на чертеже.
Тележка 5 представляет собой металлическую конструкцию, в верхней части которой установлены передний 6 и задний 14 порталы, на которых установлены каретка 7 на переднем портале 6 и каретка 15 - на заднем портале 14. Оба портала выполнены с двумя горизонтальными направляющими, на переднем портале 6 - направляющие 8, а на заднем портале 14 - направляющие 16.
Продольное перемещение каретки 7 по горизонтальным направляющим 8 переднего портала 6 осуществляется с помощью двигателя-шкива 10. Продольное перемещение каретки 15 по горизонтальным направляющим 16 на заднем портале 14 осуществляется с помощью двигателя-шкива 18.
На каретке 7 переднего портала 6 установлены режущий элемент 9, например фреза, на валу-шкиве 11 и двигатель-шкив 10.
На каретке 15 заднего портала 14 установлены режущий элемент 17, например фреза, на валу-шкиве 19 и двигатель-шкив 18.
На станине 1, на поперечных швеллерах 3, установлены копир-направляющие 24 и 25.
Каретка 7 переднего портала 6 выполнена с кронштейном 12, который в нижней своей части снабжен роликами 13, плотно охватывающими копир-направляющую 24 переднего портала.
Каретка 15 заднего портала 14, аналогично, выполнена с кронштейном 20, который в нижней своей части также снабжен роликами 21, плотно охватывающими копир-направляющую 25 заднего портала 14.
Режущий элемент 9 (на переднем портале 6) через кронштейн 12 каретки 7 соединен с копир-направляющей 24 переднего портала 6.
Режущий элемент 17 (на заднем портале 14) также через кронштейн 20 каретки 15 заднего портала 14 соединен со второй копир-направляющей 25 заднего портала 14.
На станине 1, внутри каждого поперечного швеллера 3, установлены ходовые винты 27 с размещенными на них штурвальными рукоятками 28 и ползунами 26, относящиеся и управляющие движением каретки 7 переднего портала 6.
Внутри каждого поперечного швеллера 3 станины 1 установлены ходовые винты 30 с размещенными на них штурвальными рукоятками 31 и ползунами 29, относящиеся и управляющие движением каретки 15 переднего портала 14.
На станине 1 имеется механизм центрирования, состоящий из переднего механизма зажима 22 бревна 33 и заднего механизма зажима 23 бревна 33.
Установка работает следующим образом.
Бревно 33 укладывается на домкраты 32 вдоль оси станины 1 и фиксируется в таком положении передним 22 и задним 23 механизмами зажима бревна 33.
При обработке самого первого бревна 33 кривизна копир-направляющей 25 заднего портала 14 с помощью ползунов 26, ходовых винтов 27 и штурвальных рукояток 28, относящихся к каретке 15 заднего портала 14, настраивается с учетом кривизны и конусности обрабатываемой стороны бревна 33. В результате режущий элемент, например фреза 17, формирует площадку-выступ, повторяя кривизну и конусность бревна-заготовки 33.
При обработке следующего бревна 33 формирование площадки-выступа также происходит с учетом кривизны и конусности бревна 33. При обработке противоположной стороны бревна 33, при формировании паза, настраивается кривизна копир-направляющей 24 переднего портала 6 с учетом кривизны поверхности площадки-выступа предыдущего бревна. Кривизна копир-направляющей 24 выстраивается при помощи ползунов 26, ходовых винтов 27 и штурвальных рукояток 28, относящихся к каретке 7 переднего портала 6.
При формировании паза на обрабатываемом бревне 33 каретка 7 перемещается перпендикулярно бревну 33 по направляющим 8 переднего портала 6, повторяя положение копир-направляющей 24 через кронштейн 12 каретки 7 и ролики 13 кронштейна 12 каретки 7.
Аналогичным образом формируется противоположная поверхность-выступ бревна 33, каретка 15 заднего портала 14 повторяет положение копир-направляющей 25 через кронштейн 20 и ролики 21 кронштейна 20.
Копир-направляющие 24 и 25 принимают необходимое положение путем перемещения ползунов 26, 29 при помощи вращения ходовых винтов 27, 30 через рукоятки штурвальные 28, 31. Режущий элемент (фреза) 9 формирует продольный паз, а второй режущий элемент (фреза) 17 формирует верхнюю площадку (поверхность-выступ) бревна 33.
При одном прохождении режущих элементов 9 и 17 вдоль обрабатываемого бревна 33 формируются две диаметрально противоположные профилированные поверхности в виде площадки-выступа и паза для соединения с ответными поверхностями соседних бревен (венцов), образующих стены сруба.
При использовании заявленного изобретения за один проход обрабатываемого бревна его диаметрально противоположные поверхности профилируются с формированием на них выступов и пазов, поверхности которых на одной стороне бревна ответны поверхностям пазов и выступов на другой стороне бревна, что приводит к улучшению качества профилирования поверхностей, способствующих надежности контактного сопряжения смежных по высоте стеновых элементов (бревен), образующих сруб деревянного дома.