УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ИЗДЕЛИЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ
Вид РИД
Изобретение
Изобретение относится к устройству для шлифования изделия непрерывной разливки, в частности сляба, при этом изделие непрерывной разливки имеет продольную ось и прямоугольный в поперечном сечении контур с двумя лежащими противоположно друг другу длинными сторонами и двумя лежащими противоположно друг другу короткими сторонами, при этом устройство содержит по меньшей мере один, предпочтительно два шлифовальных инструмента, которые могут шлифовать две противоположно лежащие стороны изделия непрерывной разливки.
Устройство такого типа известно из WO 2010/105839 А1. Непрерывнолитые изделия, в частности слябы, подвергаются после непрерывной разливки обработке поверхности посредством шлифования для достаточного качества при дальнейшей обработке изделия. При шлифовании слябов они приводятся в реверсивное возвратно-поступательное движение под шлифовальным устройством. В конце каждого реверсивного движения шлифовальное устройство совершает шаговое движение в поперечном направлении, пока не будет отшлифована вся поверхность сляба.
При этом обращение со слябом не является беспроблемным. Шлифовальное устройство с его, в большинстве случаев, двумя шлифовальными кругами обычно выполнено для шлифования вертикально расположенной поверхности сляба, соответственно, двух противоположно лежащих вертикально расположенных поверхностей. Если необходимо шлифовать сначала длинные и затем короткие стороны сляба, то в соответствии с этим необходимо, соответственно, перемещать сляб в необходимое положение обработки.
В основу изобретения положена задача дальнейшей модификации устройства указанного в начале вида так, что упрощенным образом обеспечивается возможность перемещения сляба в соответствующее необходимое положение и стабильного удерживания в нем во время обработки шлифованием.
Эта задача решена, согласно изобретению, тем, что устройство содержит удерживающее приспособление, которое предназначено для зажимания изделия непрерывной разливки в двух различных положениях и удерживания во время процесса шлифования двух противоположных сторон один раз в вертикальном и один раз в горизонтальном положении, при этом оба различных положения повернуты относительно друг друга на 90º вокруг продольной оси изделия непрерывной разливки. За счет этого достигается возможность обработки посредством шлифования при необходимости даже всех четырех сторон зажатого в удерживающем приспособлении сляба, без необходимости выполнения процесса перемены закрепления. Таким образом, может отпадать необходимость в сложной, требующей также много времени перемене закрепления, соответственно, перемещении сляба, как это обязательно необходимо было в уровне техники.
Удерживающее приспособление имеет предпочтительно верхнюю балку и нижнюю балку, которые выполнены с возможностью натяжения относительно друг друга в направлении, перпендикулярном продольной оси, с целью зажимания между ними изделия непрерывной разливки. Для натяжения верхней балки и нижней балки предпочтительно по меньшей мере один исполнительный механизм, в частности зажимной цилиндр, расположен между верхней балкой и нижней балкой.
На верхней балке и/или нижней балке могут быть расположены зажимные элементы, в частности зажимные лапы, которые расположены, в частности, пружинно упруго на верхней балке, соответственно, нижней балке. За счет этого можно надежно удерживать сляб.
Кроме того, на верхней балке или на нижней балке могут быть расположены поворотные зажимные элементы, в частности поворотные рычаги, с целью обеспечения возможности зажимания изделия непрерывной разливки по обе стороны верхней балки или нижней балки. Это особенно предпочтительно, когда сляб необходимо удерживать, соответственно, зажимать в горизонтальном положении.
Нижняя балка может быть установлена с возможностью поворота вокруг оси поворота, которая проходит в направлении продольной оси. В этом случае может быть дополнительно предусмотрено, что верхняя балка установлена с возможностью поворота вокруг оси поворота. При этом верхняя балка и нижняя балка предпочтительно расположены на или в рамном каркасе, при этом по меньшей мере один исполнительный механизм находится в зацеплении с рамным каркасом, с целью поворота рамного каркаса вместе с верхней балкой и нижней балкой вокруг оси поворота.
Кроме того, с рамным каркасом может находиться в зацеплении поворотный двигатель с целью поворота рамного каркаса вместе с верхней балкой и нижней балкой вокруг оси поворота. Это особенно предпочтительно, когда исполнительный механизм имеет мертвую точку, в которой он не может прикладывать к рамному каркасу момент вращения.
Удерживающее приспособление предпочтительно расположено на или в подвижной раме, которая установлена с возможностью перемещения вдоль направляющей устройства в направлении продольной оси.
При расположенном вертикально для шлифования слябе предпочтительно предусмотрено, что обе противоположные длинные стороны изделия непрерывной разливки шлифуются одновременно с помощью по меньшей мере двух шлифовальных инструментов. В соответствии с этим устройство имеет предпочтительно два шлифовальных приспособления по меньшей мере с одним шлифовальным инструментом каждый, которые выполнены и предусмотрены для одновременной обработки обеих противоположных сторон изделия непрерывной разливки.
Длинная сторона изделия непрерывной разливки в большинстве случаев по меньшей мере в два раза длиннее короткой стороны, часто даже значительно больше, чем в два раза.
С помощью предложенного выполнения устройства обеспечивается возможность простого и надежного удерживания сляба, с целью шлифования соответствующих противоположных коротких, соответственно, длинных сторон. При этом, в частности, простым образом обеспечивается возможность удерживания, соответственно, зажимания сляба один раз в вертикальном и один раз в горизонтальном положении с целью шлифования всех четырех сторон.
Ниже приводится подробное описание изобретения на основе примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
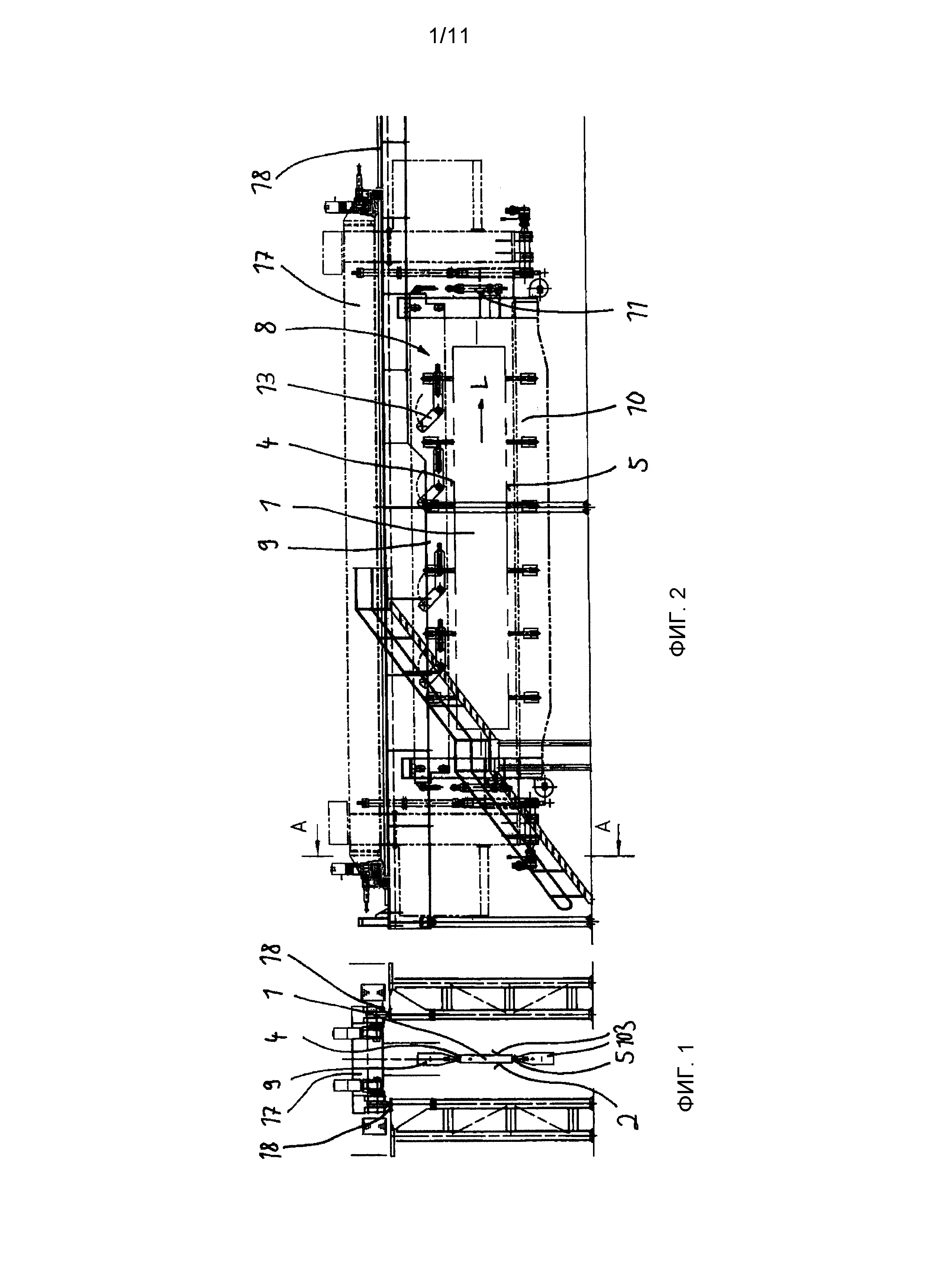
фиг.1 - разрез по линии А-А на фиг.2 устройства для шлифования изделия непрерывной разливки в виде сляба;
фиг.2 - устройство для шлифования сляба, на виде сбоку;
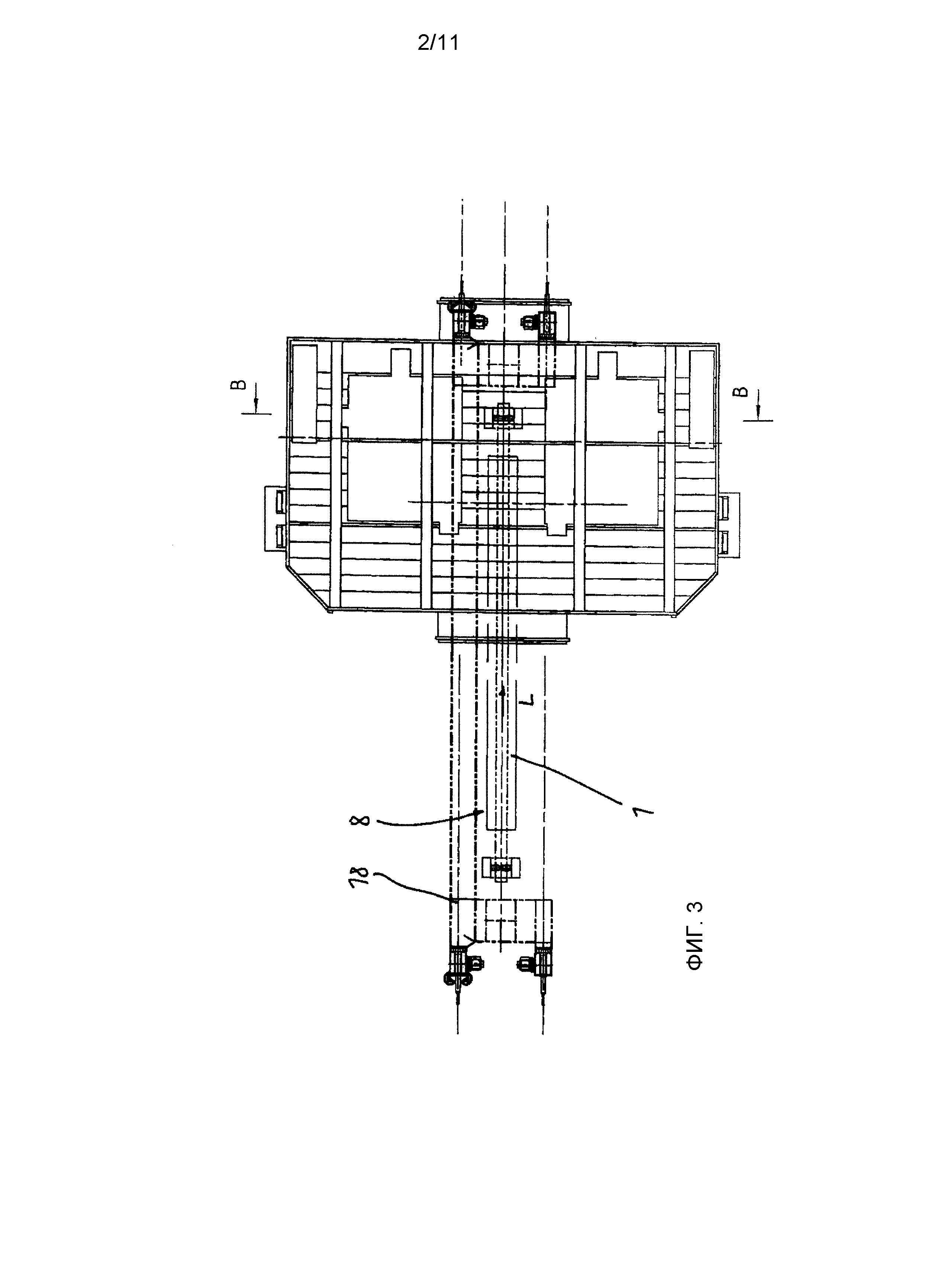
Фиг.3 - устройство для шлифования сляба, на виде сверху;
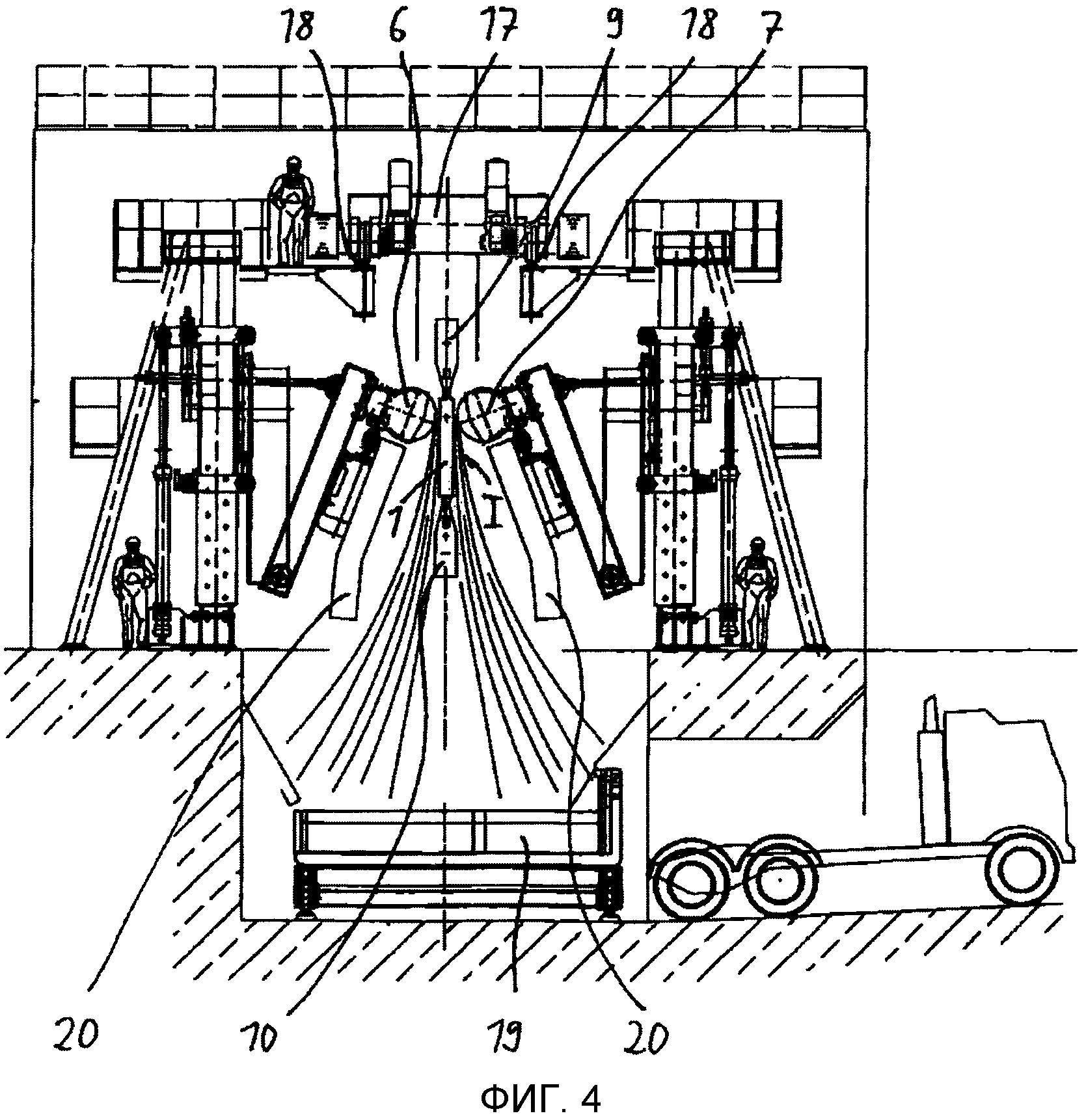
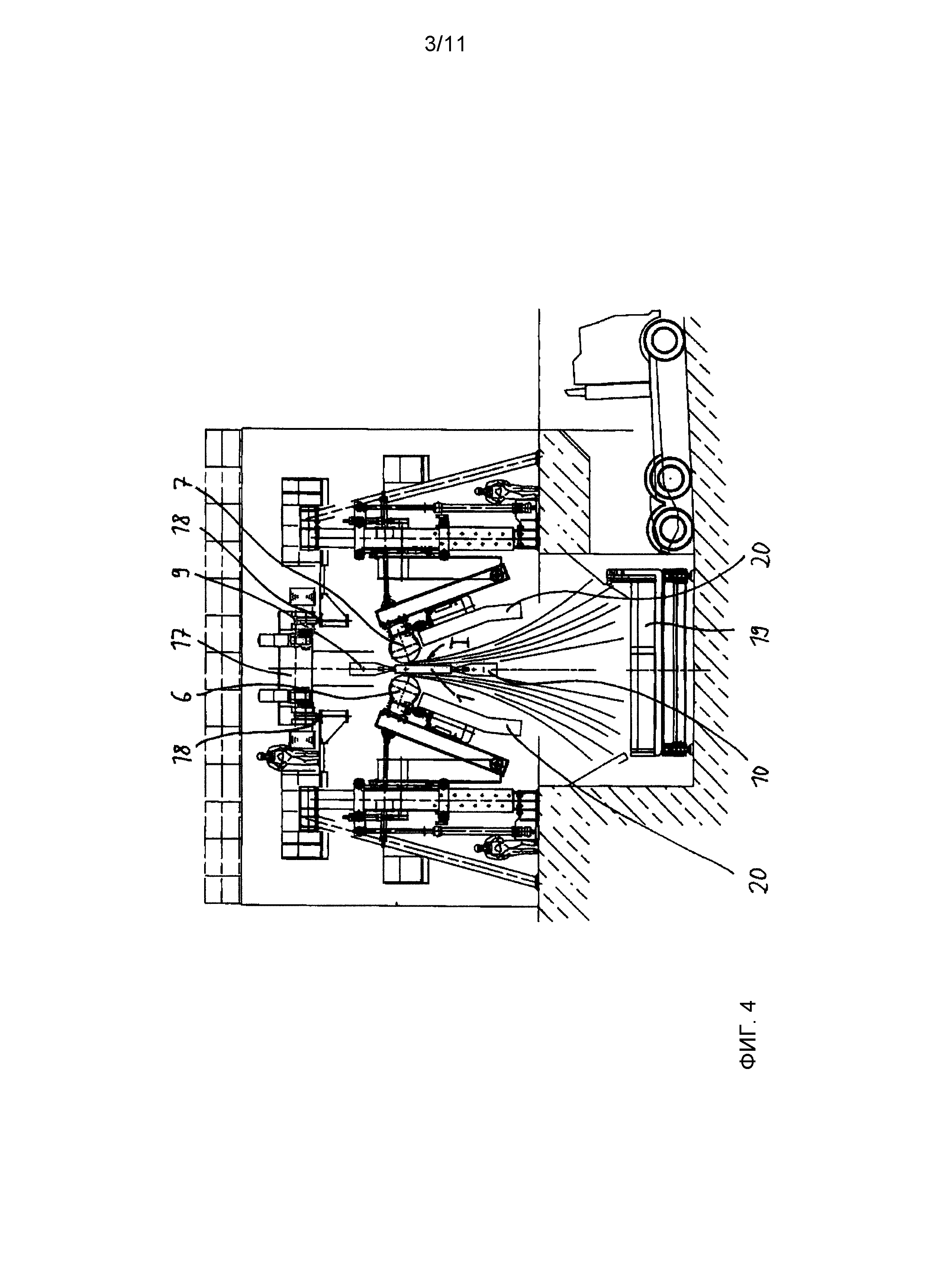
фиг.4 - разрез по линии В-В на фиг.3 устройства при шлифовании основных сторон, т.е. длинных сторон сляба;
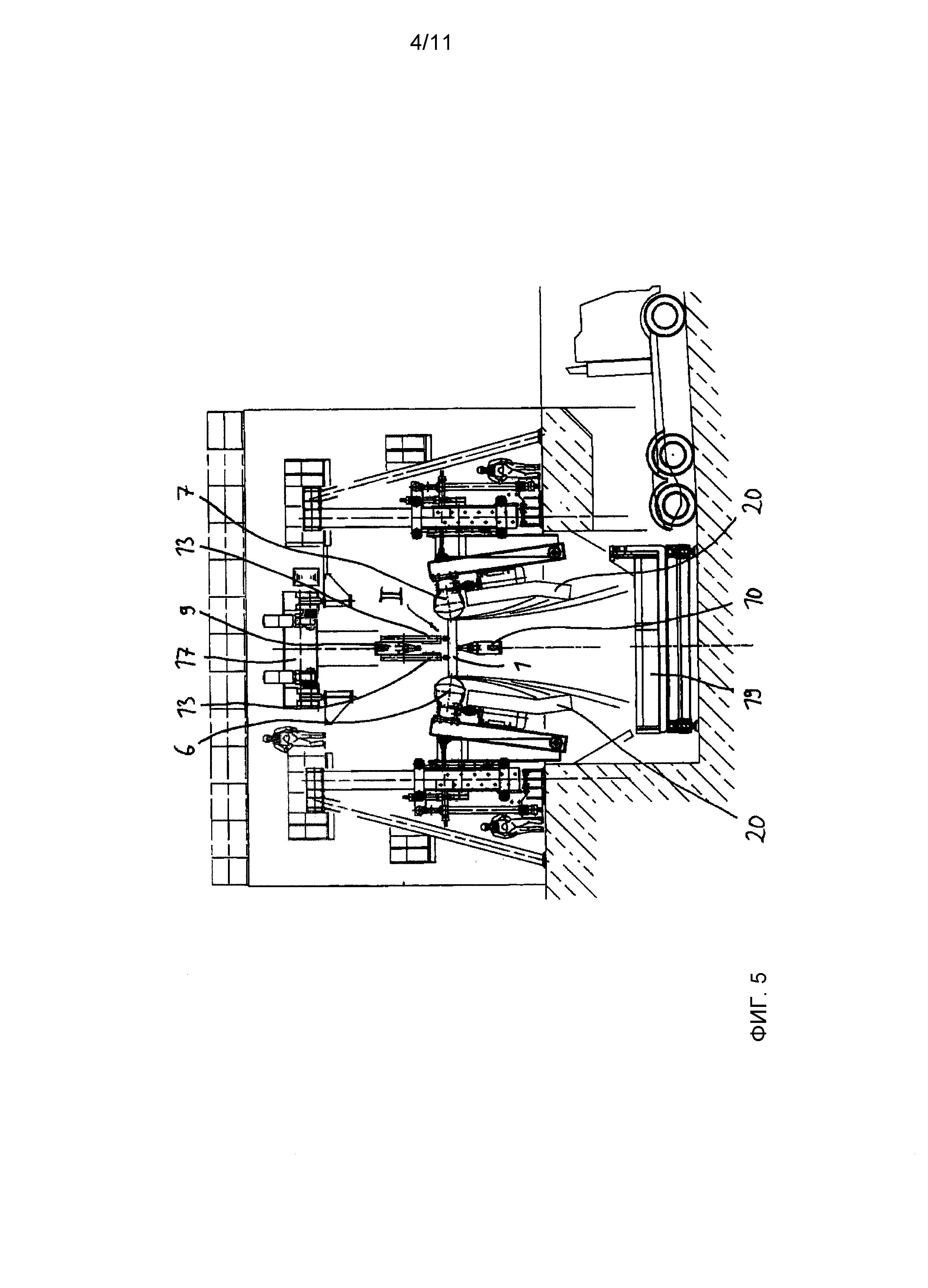
фиг.5 - разрез по линии В-В на фиг.3 устройства при шлифовании боковых сторон, т.е. коротких сторон сляба;
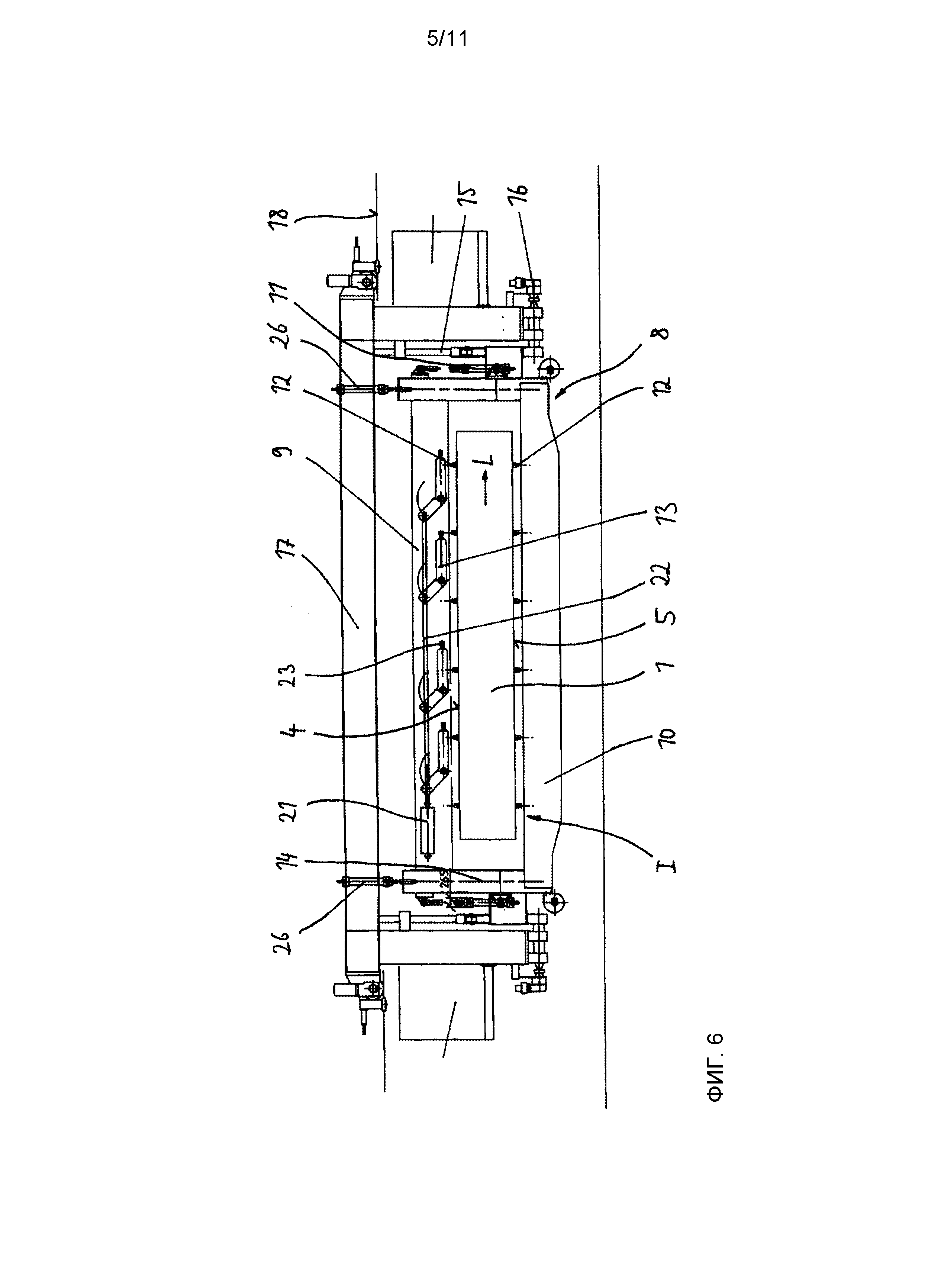
фиг.6 - удерживающее приспособление для удерживания сляба, при этом сляб зажат в вертикальном положении, на виде сбоку;
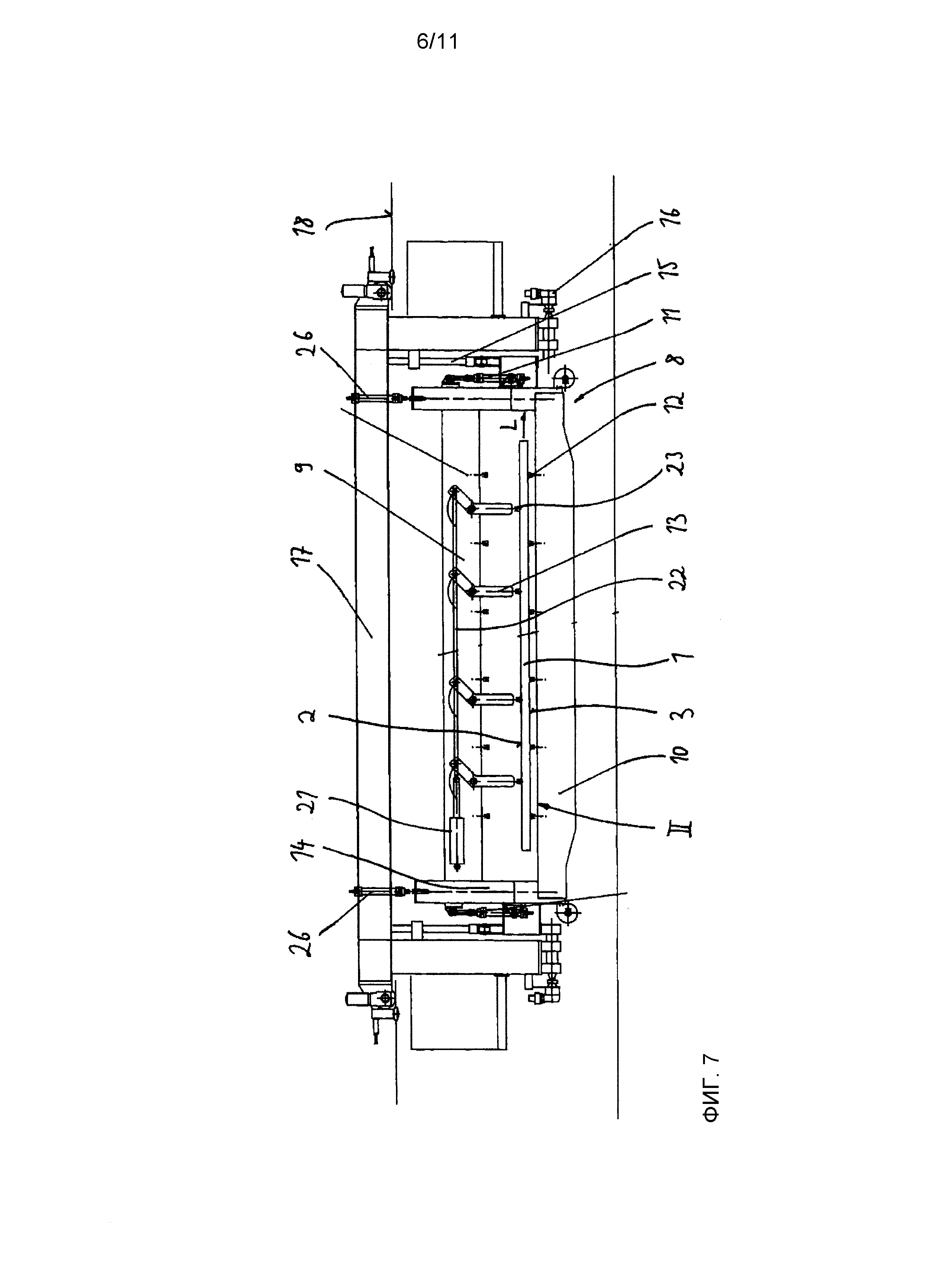
фиг.7 - удерживающее приспособление согласно фиг.6, при этом сляб зажат в горизонтальном положении;
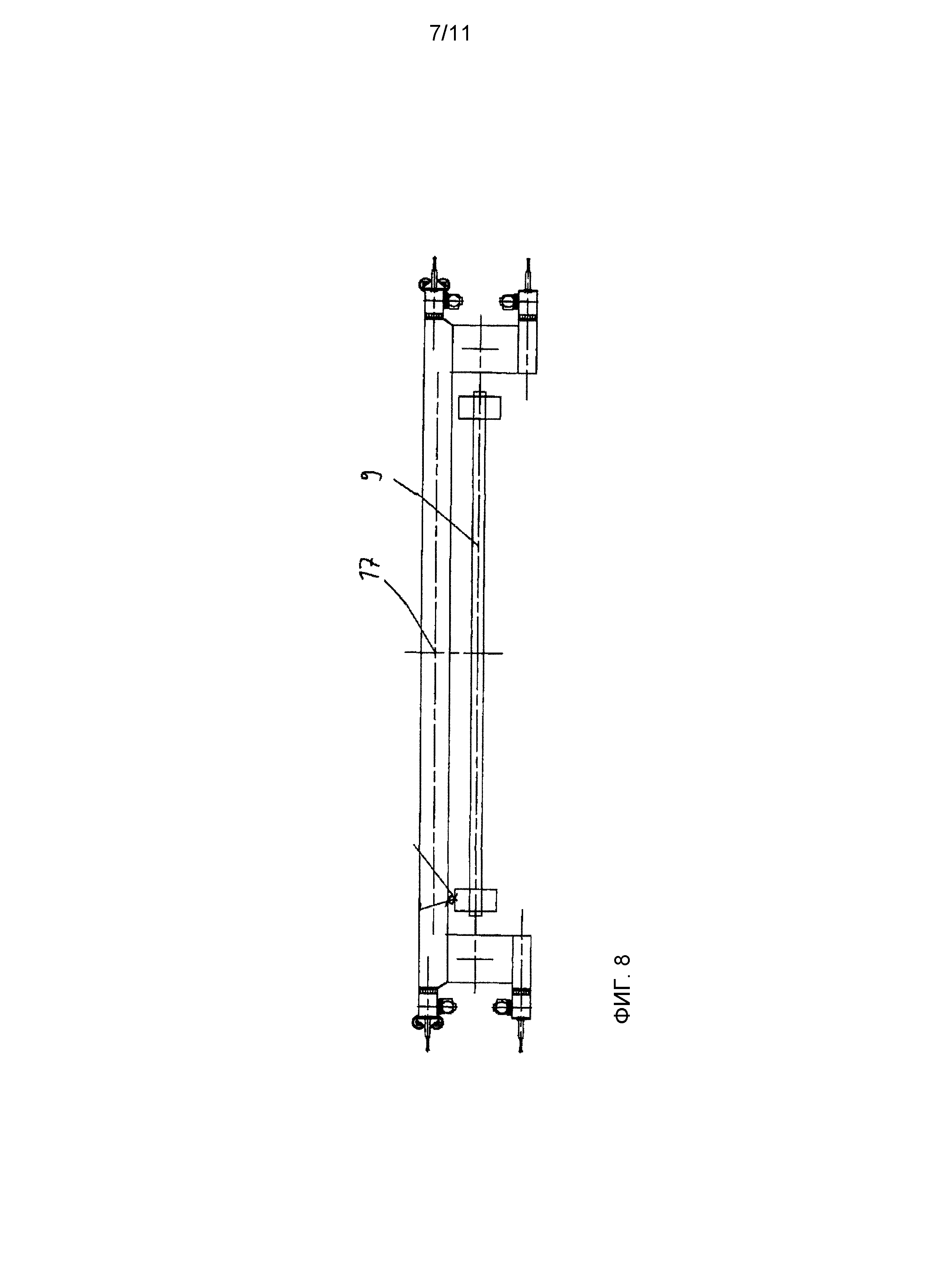
фиг.8 - удерживающее приспособление согласно фиг.6 и 7, на виде сверху;
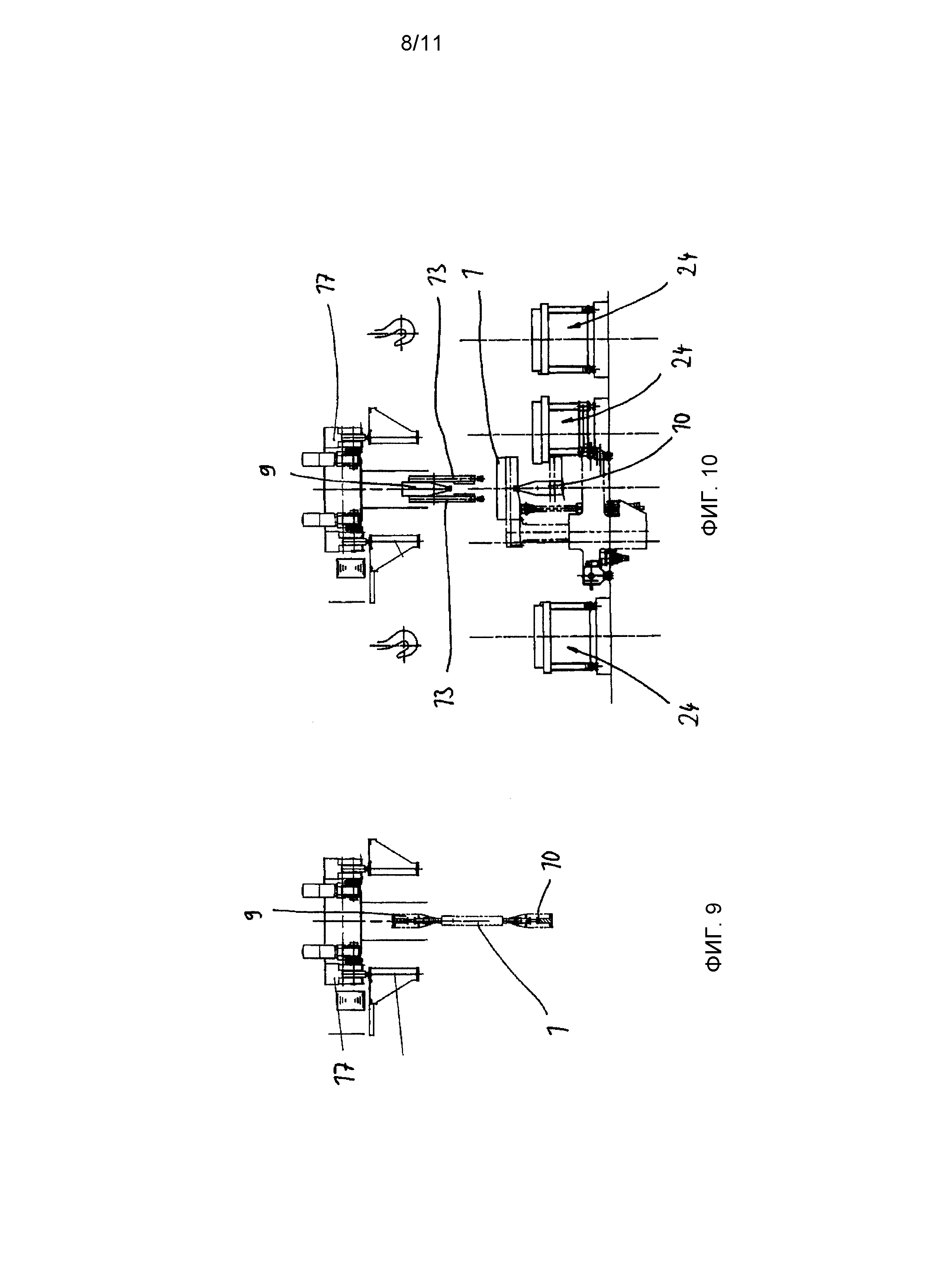
фиг.9 - ситуация размещения сляба в устройстве при вертикально ориентированном слябе для шлифования основных сторон сляба, при рассмотрении в направлении продольной оси сляба;
фиг.10 - ситуация размещения сляба в устройстве при горизонтально ориентированном слябе для шлифования боковых сторон сляба, при рассмотрении в направлении продольной оси сляба;
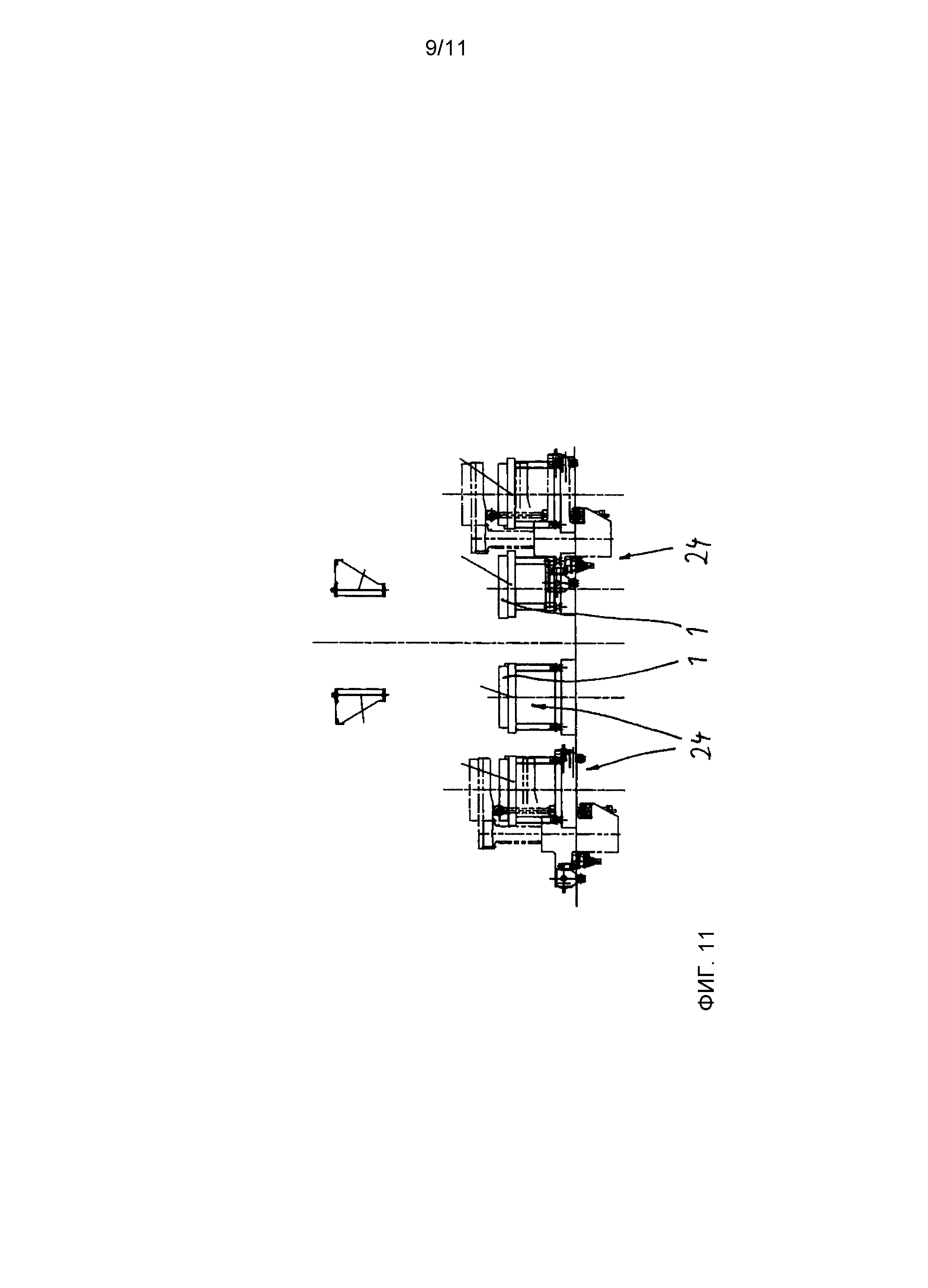
фиг.11 - поперечная транспортировка сляба перед размещением сляба в удерживающем приспособлении, при рассмотрении в направлении продольной оси сляба;
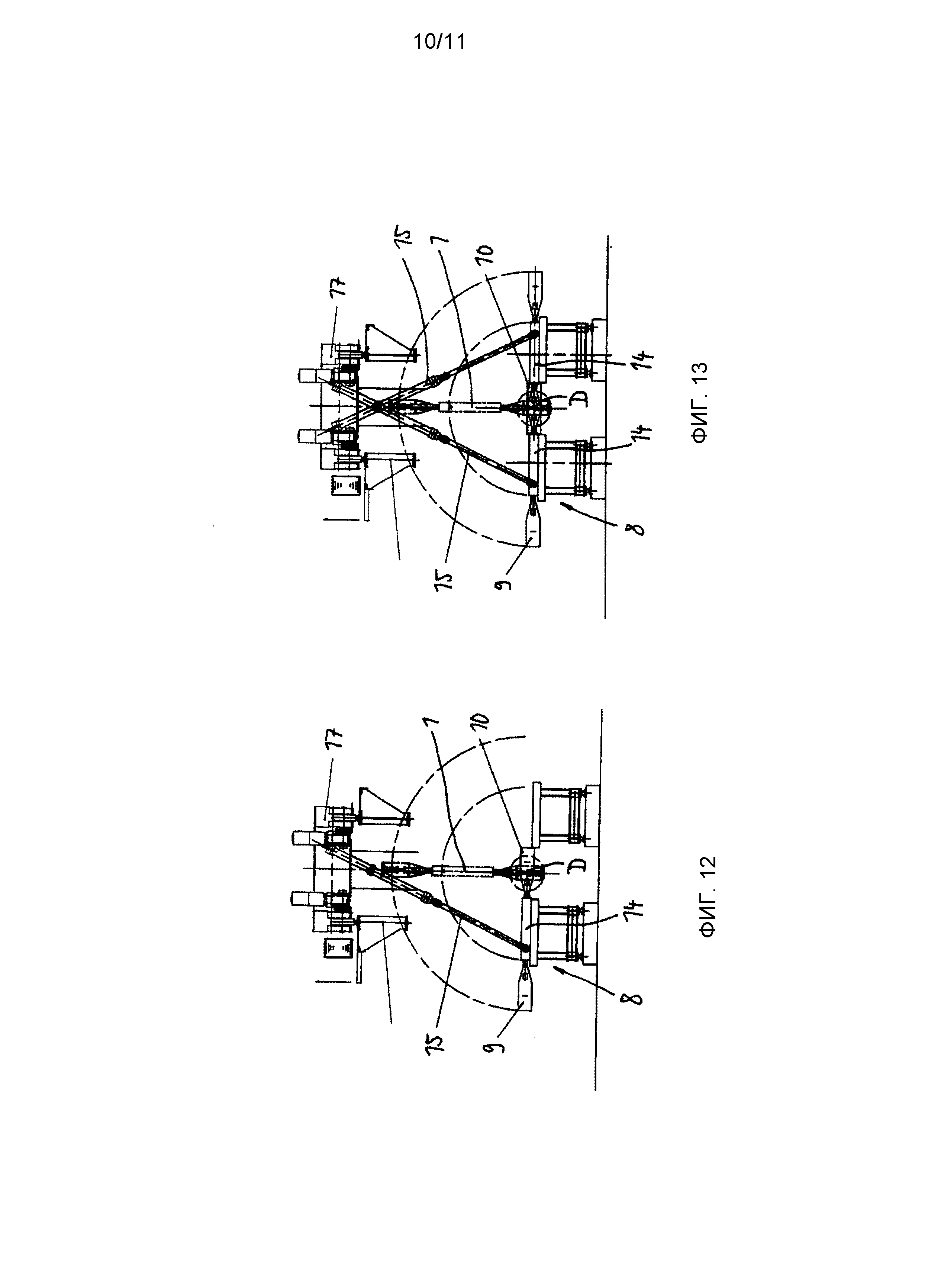
фиг.12 - ситуация размещения сляба в устройстве при горизонтально ориентированном слябе, при рассмотрении в направлении продольной оси сляба;
фиг.13 - другая ситуация размещения сляба в устройстве при горизонтально ориентированном слябе, при рассмотрении в направлении продольной оси сляба;
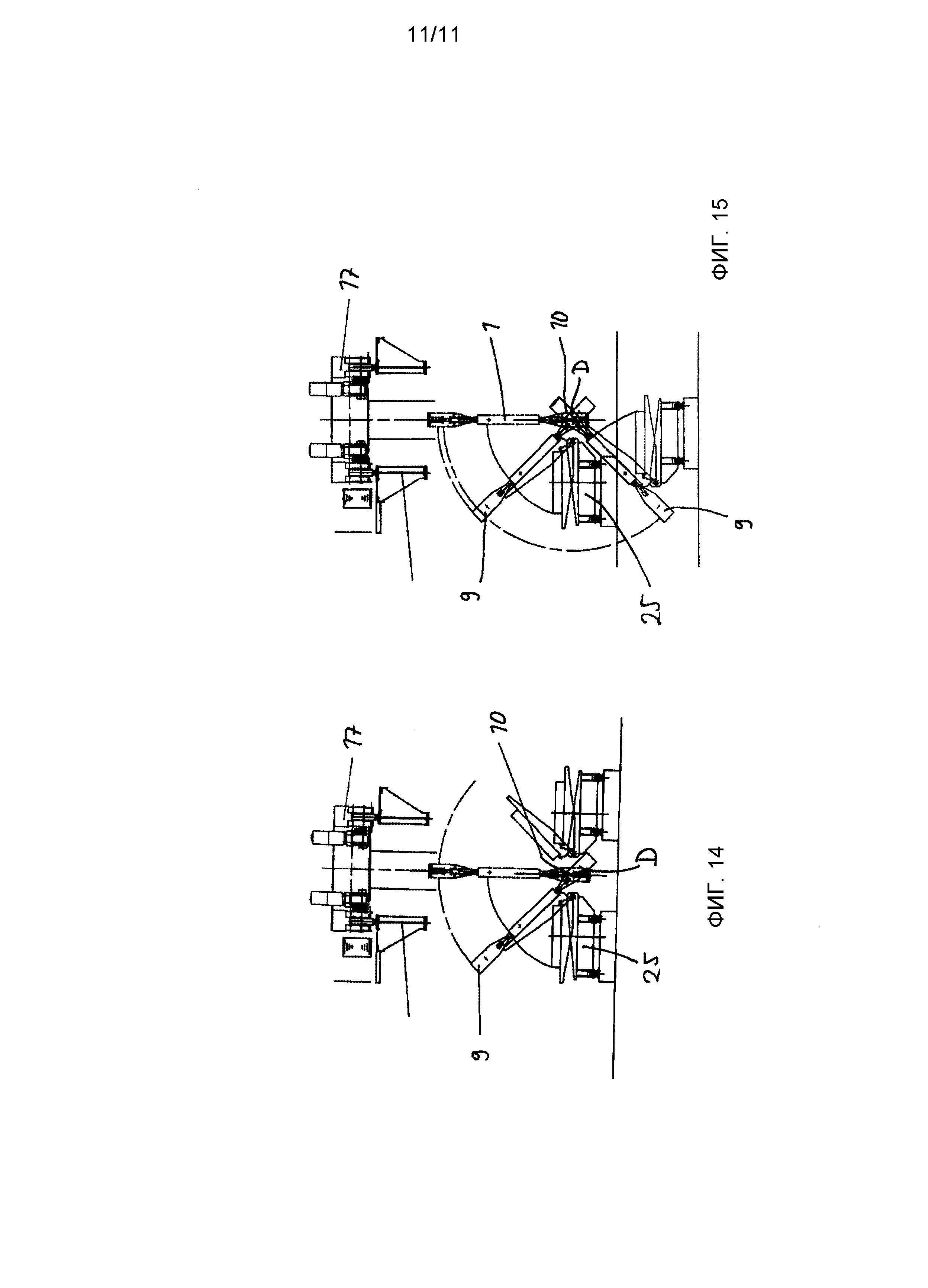
фиг.14 - ситуация размещения сляба в устройстве при наклонно ориентированном слябе, при рассмотрении в направлении продольной оси сляба; и
фиг.15 - другая ситуация размещения сляба в устройстве при наклонно ориентированном слябе, при рассмотрении в направлении продольной оси сляба.
На фиг.1-5 показано в различных проекциях устройство для шлифования сляба 1. Сляб 1 имеет прямоугольное поперечное сечение, которое изображено на фиг.1. Он проходит на фиг.1 своей продольной осью в направлении, перпендикулярном плоскости чертежа. В соответствии с этим сляб 1 имеет две длинные, соответственно, широкие стороны 2 и 3 и две короткие, соответственно, узкие стороны 4 и 5. Длинные стороны 2, 3 в большинстве случаев по меньшей мере в два раза длиннее коротких сторон 4, 5, как правило, даже очень намного длиннее.
Поверхность сляба подлежит обработке с помощью процесса шлифования с целью обеспечения возможности изготовления из сляба изделия с достаточным качеством. Для этого предусмотрено шлифовальное устройство, которое показано особенно отчетливо на фиг.4 и 5. Шлифовальные инструменты обозначены на фиг.4 и 5 позициями 6 и 7.
Как показано на фиг.4, сляб 1 для шлифования длинных сторон 2 и 3 необходимо удерживать в вертикальном положении, которое обозначено позицией I. В противоположность этому на фиг.5 показано, что для обеспечения возможности шлифования коротких сторон 4 и 5 сляб 1 необходимо зажимать в горизонтальном положении, которое обозначено позицией II.
Под шлифовальными инструментами 6, 7 предусмотрено расположение контейнера 19 для улавливания стружки. Отведение шлифовальной стружки осуществляется с помощью направляющих металлических листов 20.
Детали удерживающего приспособления 8, с помощью которого можно удерживать сляб 1 в желаемом положении, показаны на фиг.6-8.
Удерживающее приспособление 8 содержит верхнюю балку 9 и нижнюю балку 10. Обе балки 9, 10 можно перемещать относительно друг друга в направлении, перпендикулярном продольной оси L сляба 1, с целью зажимания между ними сляба 1.
Для зажимания предусмотрен исполнительный механизм 11 в виде зажимного цилиндра. Как на верхней балке 9, так и на нижней балке 10 расположены зажимные элементы 12 в виде нажимных или зажимных лап. Они могут быть установлены пружинно упруго, для правильного прилегания к слябу 1 в процессе зажимания.
Если сляб 1 зажимается в положении I, т.е. с вертикальной ориентацией (см. фиг.4), то зажимные лапы 12 верхней балки 9 прижимаются сверху к коротким сторонам 4 и 5, а лапы нижней балки 10 снизу (см. фиг.1), удерживая тем самым сляб 1.
Если сляб 1 зажимается в положении II, как показано на фиг.5, то используются расположенные сбоку рядом с верхней балкой 9 и шарнирно опирающиеся на нее зажимные элементы 13 в виде поворотных рычагов. Их выполнение показано подробно на фиг.6 и 7. Несколько поворотных рычагов 13, расположенных вдоль верхней балки 9 в направлении продольной оси L, можно поворачивать с помощью исполнительного механизма 21, который передает свое движение через штангу 22 на поворотные рычаги 13. Исполнительный механизм 21 может быть электрическим или гидравлическим.
На фиг.6 поворотные рычаги 13 показаны в своем пассивном положении. На фиг.7 поворотные рычаги 7 показаны после перемещения с помощью исполнительного механизма 21 в своем активном положении, т.е. поворотные рычаги 13 нажимают сверху на длинную сторону сляба 1. Для надежного удерживания на конце поворотных рычагов 13 расположены зажимные элементы 23 в виде зажимных лап.
Следует еще отметить, что все удерживающее приспособление 8, содержащее верхнюю балку 9 и нижнюю балку 10, а также удерживающий их рамный каркас 14, расположен в подвижной раме 17, которая, как показано на фиг.1-3, установлена с возможностью перемещения по направляющей 18 в направлении продольной оси L.
С помощью фиксирующего цилиндра 26 можно фиксировать удерживающее приспособление 8 в положении обработки относительно подвижной рамы 17. Это необходимо в любом случае предусматривать, когда удерживающее приспособление выполнено с возможностью поворота относительно подвижной рамы, как будет пояснено ниже. Фиксирующий цилиндр 26 может быть гидравлическим, пневматическим или электрическим.
На фиг.9 показана ситуация размещения сляба 1 в устройстве при вертикально ориентированном слябе. Через отверстие в подвижной раме 17 можно вертикально вводить сляб 1. Подвижная рама 17 и удерживающее приспособление 8 могут иметь неподвижное соединение, т.е. нет необходимости в возможности относительного поворота между удерживающим приспособлением 8 и подвижной рамой, когда работа выполняется в соответствии с этим решением.
На фиг.10 показана загрузка удерживающего приспособления 8 для шлифования коротких сторон сляба 1. Сляб 1 можно приводить в желаемое положение с подходящих столов 24 с целью последующего захвата и зажимания поворотными рычагами 13 сверху и нижней балкой 10 снизу. На фиг.11 показана поперечная транспортировка слябов с помощью сдвигаемых поперек продольной оси L столов 24.
На фиг.12 показана другая ситуация размещения сляба 1 в устройстве при горизонтально ориентированном слябе. В данном случае сляб зажимается указанным образом между верхней балкой 9 и нижней балкой 10. Однако в этом примере выполнения предусмотрено, что весь рамный каркас 14, который несет верхнюю балку 9 и нижнюю балку 10, выполнен с возможностью поворота или отклонения вокруг проходящей в направлении продольной оси L оси D поворота.
Для поворота из положения, в котором сляб ориентирован горизонтально, в положение, в котором он ориентирован вертикально, предусмотрен исполнительный механизм 15, который входит в зацепление с рамным каркасом 14 и поворачивает его вокруг оси D поворота. Во взаимосвязи с фиг.6 и 7 можно видеть, что для поворота имеется также поворотный двигатель 16, который обеспечивает поворот вокруг оси D поворота.
В соответствии с этим в этом случае можно вводить сляб в горизонтальном положении через отверстие в подвижной раме 17, соответственно, приниматься с места хранения (стола 24). Поворотное расположение удерживающего приспособления 8 относительно подвижной рамы 17 обеспечивает возможность последующего поднимания сляба 1 из горизонтального в вертикальное положение.
На фиг.13 показана возможность размещения сляба 1 в горизонтальном положении выборочно слева или справа от нижней балки 10.
Этот принцип еще несколько развит в решениях, показанных на фиг.14 и 15. Как показано на этих фигурах, сляб 1 с помощью опрокидывающегося стола поворачивается в промежуточное положение, которое находится между горизонтальной и вертикальной ориентацией. Удерживающее приспособление 8 принимает сляб 1 в этом промежуточном положении и, следовательно, должно поворачивать сляб еще на угол поворота меньше 90º в вертикальное положение. Это экономит время при позиционировании сляба в шлифовальном устройстве.
На фиг.15 показано, что обращение со слябом можно осуществлять так, что сляб 1 принимается под плоскостью шлифования. В этом случае удерживающее приспособление 8 поворачивается на угол больше 90º в вертикальное положение.
При этом возможен также другой вариант: может быть предусмотрено, что опрокидывающийся стол 25 может переводить сляб 1 полностью из горизонтального положения в вертикальное положение. За счет этого можно полностью отказаться от возможности поворота удерживающего приспособления 8.
Подвижная рама 17 предпочтительно имеет лишь одну продольную балку, так что удерживающее приспособление 8 можно поворачивать со стороны при его монтаже. Подвижная рама имеет четыре колеса, два привода и направляющие ролики.
За счет зажимания сляба 1 в горизонтальном положении с помощью поворотных рычагов 13 и нижней балки 10 обеспечивается предпочтительная трехточечная опора.
Перечень позиций
1 Изделие непрерывной разливки (сляб)
2 Длинная сторона
3 Длинная сторона
4 Короткая сторона
5 Короткая сторона
6 Шлифовальный инструмент
7 Шлифовальный инструмент
8 Удерживающее приспособление
9 Верхняя балка
10 Нижняя балка
11 Исполнительный механизм (зажимной цилиндр)
12 Зажимной элемент (зажимная лапа)
13 Зажимной элемент (поворотный рычаг)
14 Рамный каркас
15 Исполнительный механизм
16 Поворотный двигатель
17 Подвижная рама
18 Направляющая
19 Контейнер для улавливания стружки
20 Направляющий металлический лист
21 Исполнительный механизм
22 Штанга
23 Зажимной элемент (зажимная лапа)
24 Стол
25 Опрокидывающийся стол
26 Фиксирующий цилиндр
L Продольная ось
D Поворотная ось
I Первое положение (вертикальное расположение)
II Второе положение (горизонтальное расположение)
Обвязывающий автомат для обвязки упаковочных единиц, в частности, смотанных в рулоны металлических лент
Способ и устройство для манипулирования слябами для зачистки поверхностей слябов
Способ и устройство для шлифования непрерывнолитого изделия
Шлифовальное устройство для шлифования металлического изделия
Устройство и способ для отделения образцов полос металла.
Асимметричный накопитель рулонов
Обвязывающий автомат для обвязки упаковочных единиц, в частности, смотанных в рулоны металлических лент
Способ и устройство для манипулирования слябами для зачистки поверхностей слябов
Способ и устройство для шлифования непрерывнолитого изделия
Шлифовальное устройство для шлифования металлического изделия
Устройство и способ для отделения образцов полос металла.
Асимметричный накопитель рулонов

