Результат интеллектуальной деятельности: СПОСОБ ПРОСВЕРЛИВАНИЯ СТЕНКИ КАМЕРЫ СГОРАНИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к способу просверливания стенки, в частности к области камер сгорания для газовой турбины авиационного двигателя, и к способу просверливания, по меньшей мере, одной стенки камеры сгорания.
Согласно описанию, приводимому во французской заявке на патент № 2668246, такая камера сгорания обычно содержит две соосных стенки, имеющих форму тела вращения, которые расположены одна внутри другой и соединены между собой одним из своих краев посредством кольцевой стенки дна камеры, содержащей отверстия для подачи воздуха и средства подачи топлива.
Внутренняя стенка и внешняя стенка образуют обводной кольцевой канал, в котором циркулирует воздух, подачу которого обеспечивает компрессор высокого давления, расположенный перед камерой сгорания.
Обычно часть этого воздуха подается в зону горения в осевом направлении через отверстия подачи воздуха, выполненные в дне камеры, и поперек через отверстия нагнетания первичного воздуха, просверленные во внутренней и внешней стенках камеры.
Кроме того, ввиду повышенных температур в камере сгорания внутренняя и внешняя стенки последней нуждаются, как правило, в охлаждении. Для этого в современных камерах сгорания используются хорошо известные способы охлаждения путем просверливания множества отверстий. Просверливание множества отверстий заключается в выполнении множества отверстий для нагнетания охлаждающего воздуха в стенках камеры сгорания. Воздух, проходящий через эти отверстия, понижает температуру стенок, а затем камеры сгорания.
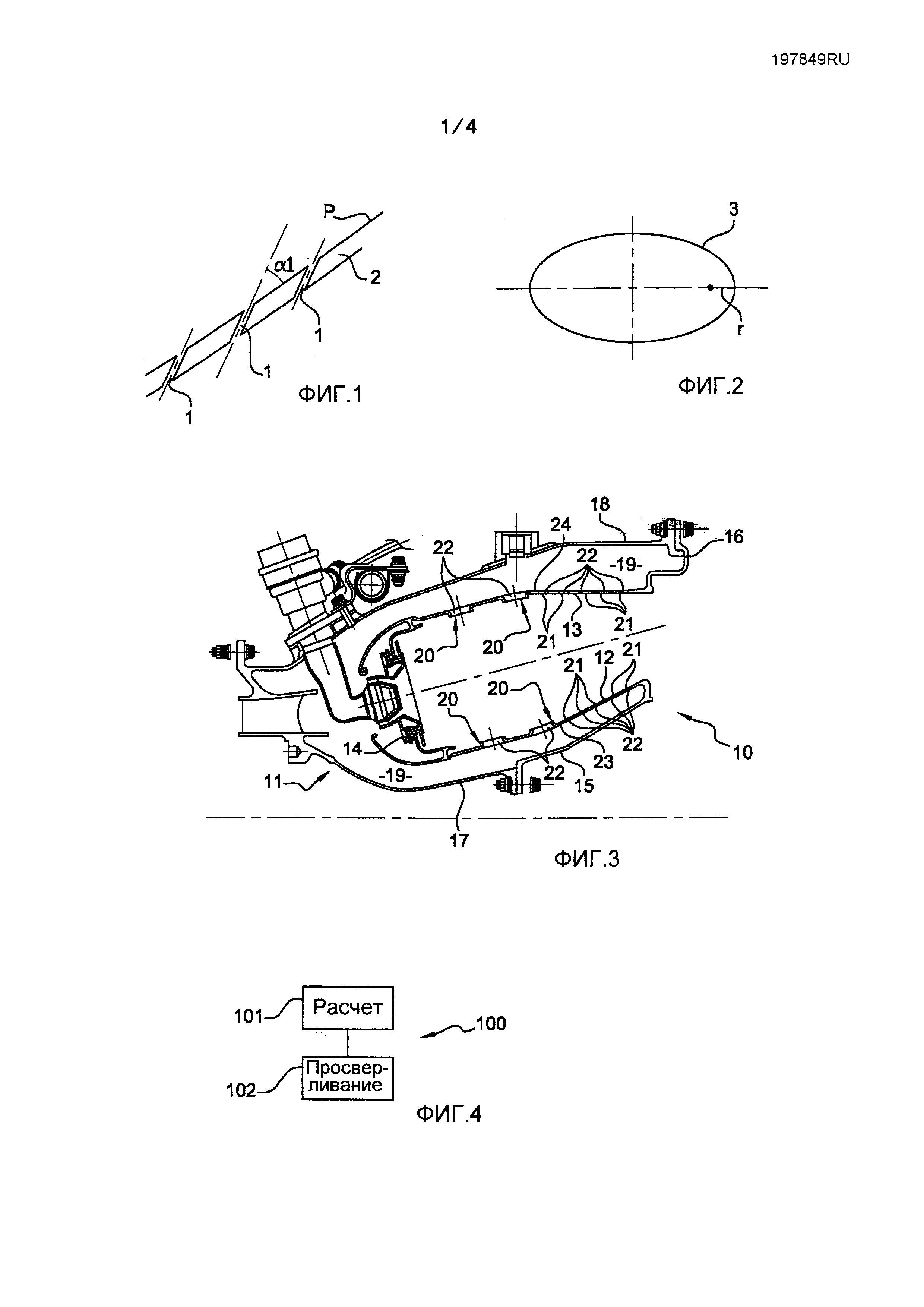
Эти отверстия, как правило, выполнены путем сверления лазером. Для охлаждения большей поверхности отверстия 1, проходящие сквозь стенку 2 камеры сгорания (изображены на фиг.1), наклонены под углом α1, составляющим приблизительно 30°, относительно плоскости P, тангенциально расположенной по отношению к профилю стенки 2. Независимо от способа сверления геометрическая форма сечения режущего инструмента (в представленном примере - лазера) всегда имеет круглую форму. Сечение 3 внешнего края (т.е. края, расположенного на уровне внешней поверхности стенки) каждого отверстия 1 (ср. фиг.2), получаемого в результате врезания под углом режущего инструмента, имеющего круглое сечение, в профиль стенки 2, имеет, таким образом, эллипсовидную форму.
Кроме того, во время работы турбомашины внутренняя и внешняя стенки камеры сгорания имеют неодинаковое тепловое расширение и подвержены значительным вибрациям, что приводит к высоким напряжениям на уровне краев отверстий 1.
Как указывалось ранее, в стандартной камере сгорания просверлено множество отверстий охлаждения, расположенных в шахматном порядке, причем последние ориентированы в одном и том же направлении. Согласно практической реализации, каждый внешний край отверстия имеет сечение в форме эллипса, большая ось которого по существу параллельна оси камеры сгорания. Таким образом, в зоне, в которой более сильные напряжения перпендикулярны оси камеры сгорания (и, таким образом, большой оси эллипса), малый радиус r эллипса является местом сосредоточения наиболее сильных механических напряжений. Эти напряжения со временем приводят к появлению разрывов и трещин на краях отверстия 1, причем разрывы в последующем распространяются на соседние отверстия 1 по направлению оси камеры сгорания.
Данная особенность в значительной степени ограничивает срок службы стенок, образующих камеру сгорания.
Согласно другому стандарту, камера сгорания содержит стенки, в которых некоторые из отверстий также имеют эллипсовидную форму, но ориентированы в другом направлении. Так, например, большой радиус сечения, имеющего форму эллипса, перпендикулярен оси камеры сгорания. Таким образом, если в зоне, в которой расположено такое отверстие, самые большие напряжения перпендикулярны оси камера сгорания и, таким образом, параллельны большой оси эллипса; причем напряжения на уровне малого радиуса r эллипса будут менее значительными. Такая практическая реализация позволяет, в ущерб истечению потока воздуха, циркулирующего в камере сгорания, замедлять появление трещин или разрывов на краях каждого из отверстий.
Основной недостаток вышеупомянутого варианта выполнения состоит в том, что поток воздуха, поступающий в камеру сгорания через это множество отверстий, ориентированных в различных направлениях, не является равномерным. Эти различные направленности препятствуют истечению потоков в осевом направлении и создают аэродинамические возмущения.
В этом контексте задачей изобретения является разработка способа просверливания стенки, позволяющего ограничить напряжения, образующиеся по краям отверстий стенки. В случае стенки камеры сгорания, изобретение позволяет, кроме того, обеспечить невозмущенное истечение потока воздуха, поступившего в камеру сгорания.
Для решения задачи предлагается способ просверливания стенки, содержащий первый этап расчета механических напряжений, которые воздействуют на упомянутую стенку, для использования упомянутой стенки. Упомянутый способ содержит второй этап просверливания, по меньшей мере, одного отверстия в первой определенной зоне упомянутой стенки; причем упомянутое просверливание осуществляется посредством режущего инструмента, имеющего сечение, зависящего от механических напряжений, рассчитанных в упомянутой первой определенной зоне.
Благодаря изобретению, каждый внешний край отверстия, расположенный на уровне внешней поверхности стенки, имеет сечение, приведенное в соответствие с направлениями механических напряжений, которые будут на него воздействовать во время его применения.
Такой внешний край отверстия, сечение которого приведено в соответствие с направлениями механических напряжений, которые будут на него воздействовать во время его использования, позволяют ограничить концентрации напряжения и, таким образом, замедлить и даже воспрепятствовать появлению трещин или разрывов на краю этого отверстия.
Согласно еще одному варианту, не имеющему ограничительного характера, упомянутая стенка является стенкой камеры сгорания, а упомянутое использование упомянутой стенки является функционированием упомянутой камеры сгорания.
Благодаря изобретению, каждый внешний край отверстия, расположенный на уровне внешней поверхности стенки, имеет сечение, приведенное в соответствие с направлениями механических напряжений, которые на него будут воздействовать во время функционирования камеры сгорания. Если быть более точным, то такой внешний край отверстия, сечение которого приведено в соответствие с направлениями механических напряжений, которые будут на него воздействовать во время функционирования камеры сгорания, позволяет ограничить концентрации напряжения и, таким образом, замедлить и даже воспрепятствовать появлению трещин или разрывов на краю этого отверстия.
Способ, согласно изобретению, может также содержать одну или множество отмеченных ниже характеристик, рассматриваемых по отдельности или в любом технически возможном сочетании.
Предпочтительно выполняют просверливание множества отверстий; причем каждое из отверстий просверлено согласно особенной оси просверливания, проходящей через ту же линию окружности к оси вращения камеры сгорания; причем совокупность осей просверливания пересекается в одной и той же точке. Другими словами, все отверстия сходятся в одной и той же зоне. Таким образом, когда воздух попадает в центр камеры сгорания через эти отверстия, поток воздуха, циркулирующий в камере сгорания, не возмущен.
Предпочтительно также, чтобы каждая ось просверливания образовывала с плоскостью, тангенциально расположенной к упомянутой стенке, угол от 20° до 70°.
Предпочтительно, чтобы каждая ось просверливания образовывала с тангенциально расположенной плоскостью угол порядка 30°.
Предпочтительно, чтобы этап просверливания выполнялся повторно во второй определенной зоне.
Предпочтительно, чтобы отверстие выполнялось путем формирования контура. Не ограничиваясь этим, формирование контура осуществляется путем выполнения множества соседних отверстий или перемещения режущего инструмента по определенной траектории.
Предпочтительно, чтобы, по меньшей мере, одно из отверстий содержало внешний край, имеющий эллипсовидное сечение; причем упомянутое внешнее сечение, имеющее эллипсовидное сечение, расположено на уровне внешней поверхности стенки.
Предпочтительно, чтобы, по меньшей мере, одно из отверстий содержало внешний край, имеющий круглое сечение; причем упомянутое внешнее сечение, имеющее круглое сечение, расположено на уровне внешней поверхности стенки.
Предпочтительно, чтобы упомянутый режущий инструмент являлся лазерным лучом, струей воды, лезвием для электроискровой обработки или любым другим типом режущего инструмента.
Изобретение также касается стенки, в которой просверлено множество отверстий. Упомянутые отверстия выполнены путем практической реализации способа просверливания по любому из предшествующих пунктов; причем каждое отверстие содержит внешний край, сечение которого зависит от механического напряжения, рассчитанного в зоне, где расположено упомянутое отверстие.
Технической задачей изобретения также является стенка, в которой просверлено множество отверстий, имеющих одинаковую направленность. Упомянутая стенка содержит:
- отверстия, содержащие внешний край с круглым сечением;
- отверстия, содержащие внешний край с сечением, имеющим форму эллипса, большая ось которого по существу параллельна определенной оси;
- отверстия, содержащие внешний край с сечением, имеющим форму эллипса, большая ось которого по существу перпендикулярна упомянутой определенной оси.
Предпочтительно, чтобы стенка являлась стенкой камеры сгорания. Отверстия имеют одинаковую направленность для обеспечения невозмущенного истечения воздуха внутри камеры сгорания.
Другие характеристики и преимущества способа, согласно изобретению, более ясно станут видны из нижеследующего описания, приводимого в качестве примера и не имеющего ограничительного характера, со ссылкой на прилагаемые чертежи, на которых:
- фиг.1 изображает часть стенки камеры сгорания на базе известного уровня техники;
- фиг.2 изображает сечение внешнего края отверстия, проходящего сквозь стенку камеры сгорания на базе известного уровня техники;
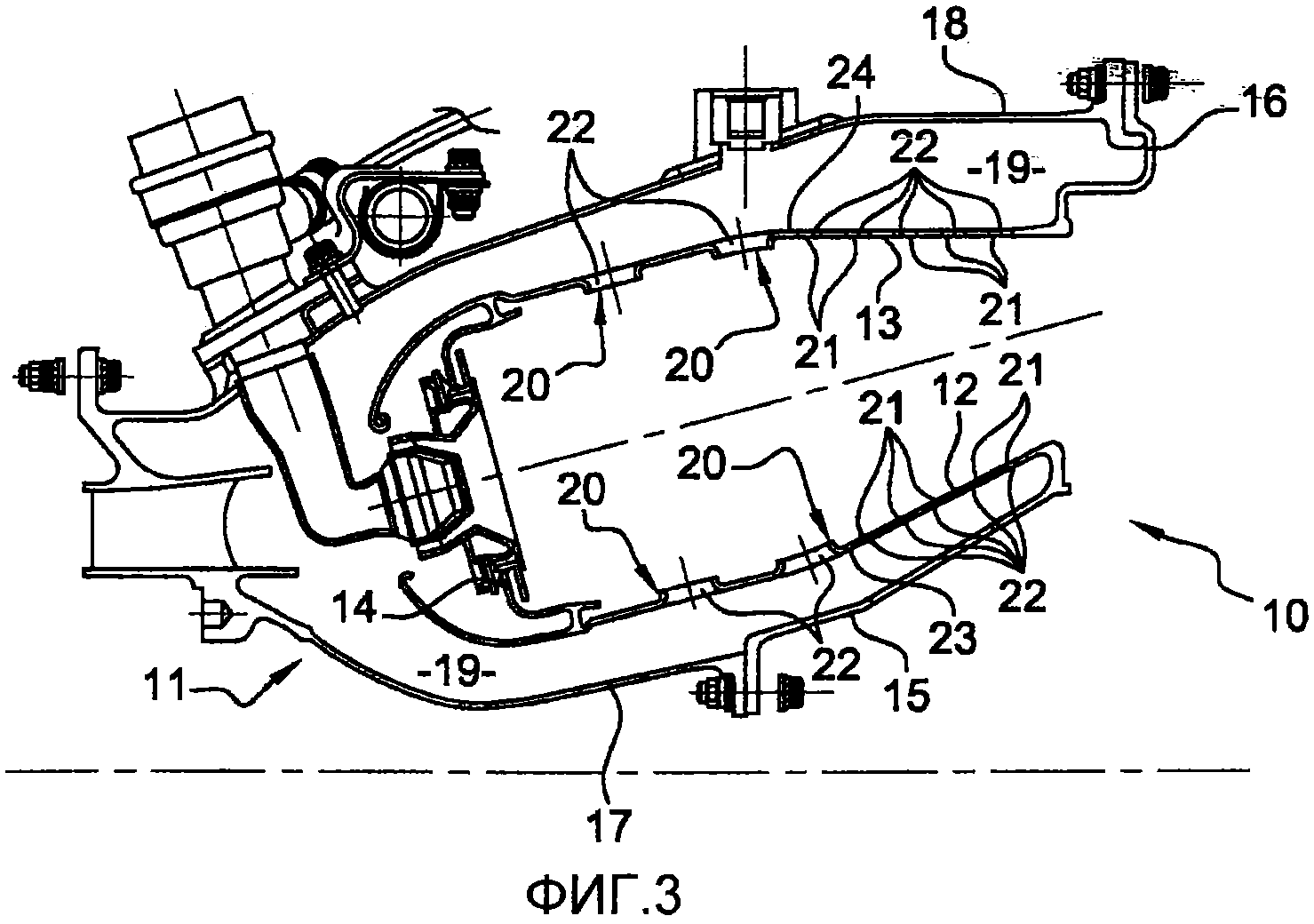
- фиг.3 схематически изображает пример практической реализации камеры сгорания, согласно изобретению;
- фиг.4 изображает блок-схему этапов реализации способов, согласно изобретению;
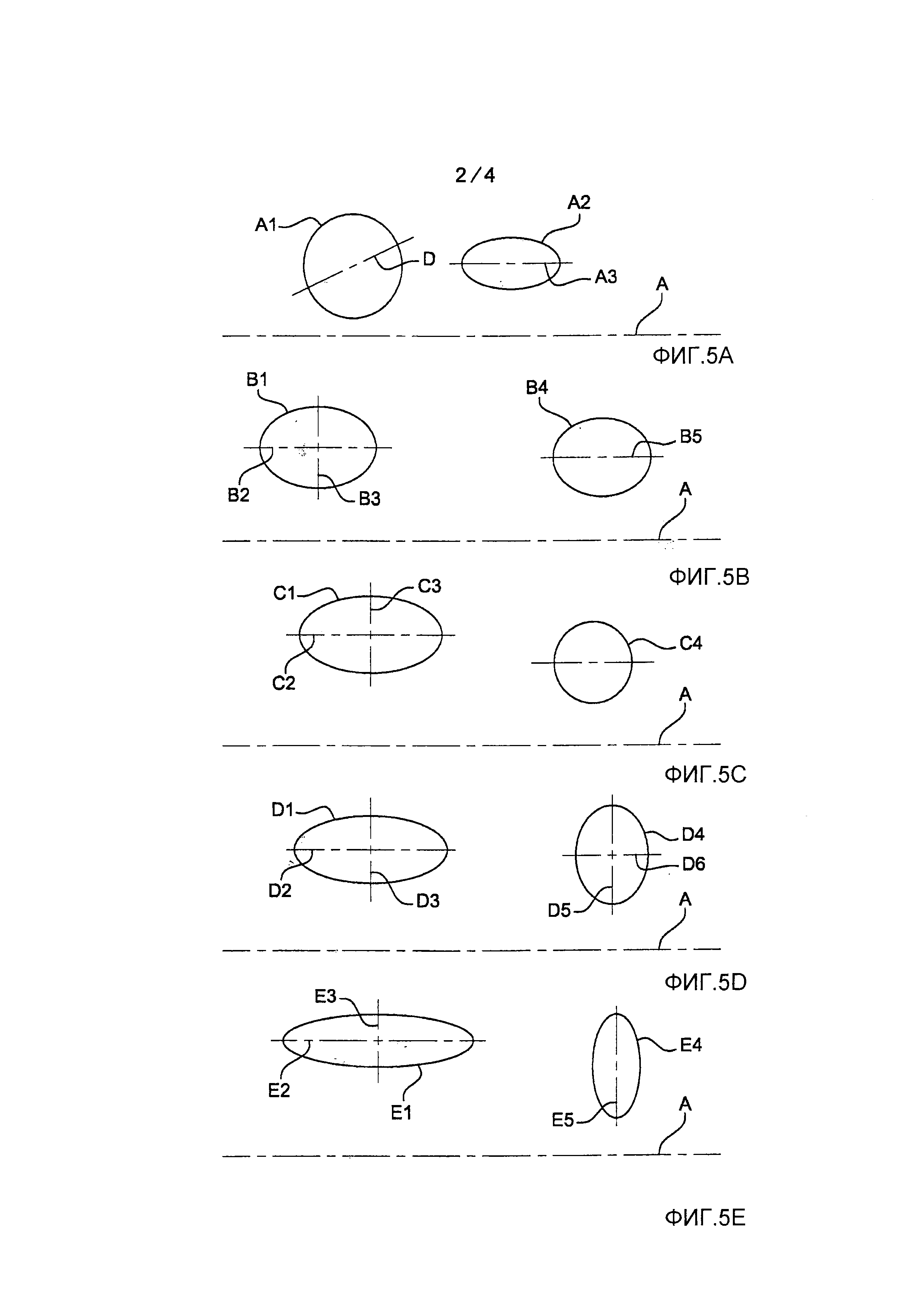
- фиг.5A, 5B, 5C, 5D и 5E изображают различные формы практической реализации отверстий, выполняемых при помощи способа, соответствующего способу, изображенному на фиг.4;
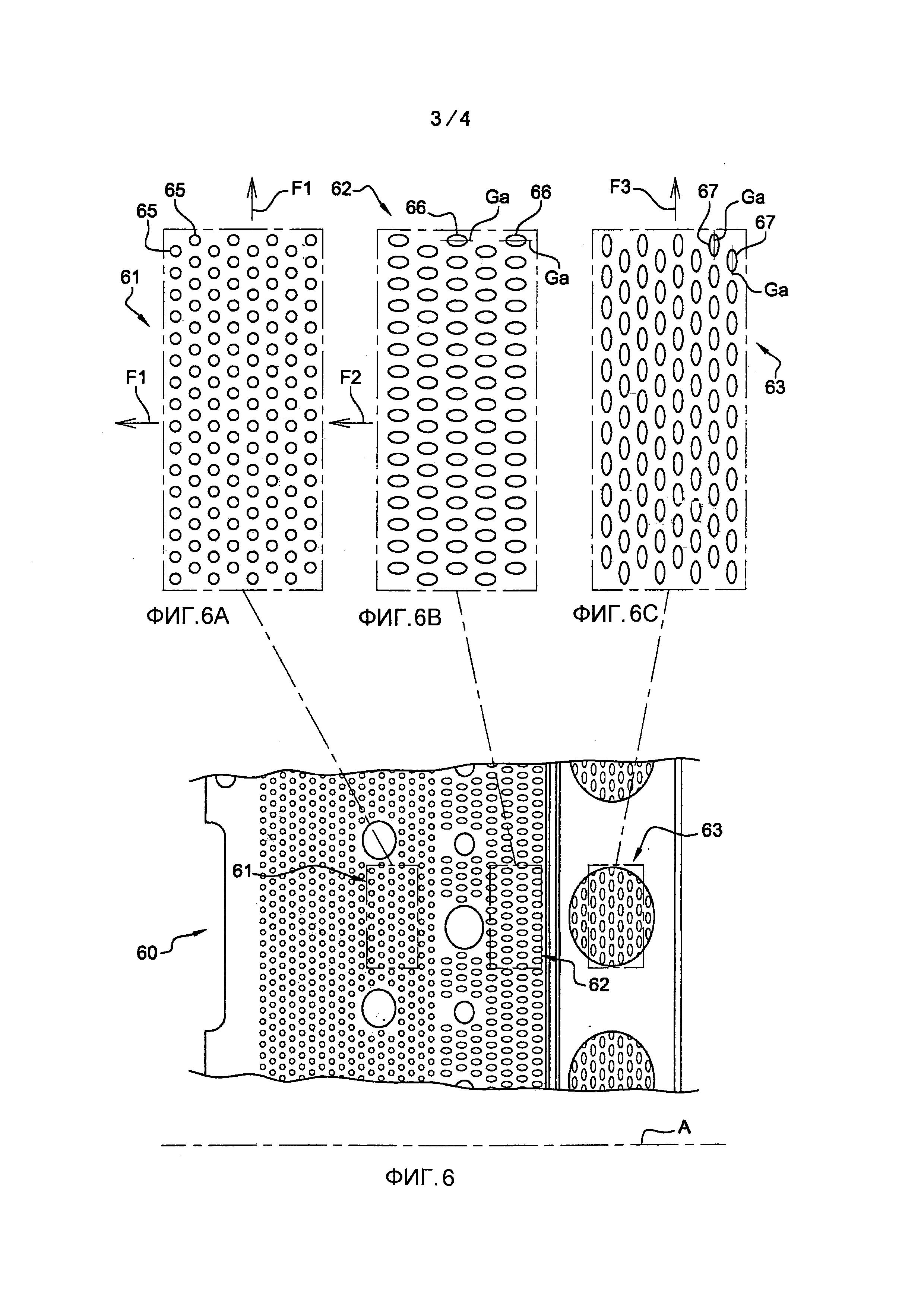
- фиг.6, 6A, 6B и 6C схематически изображают три типа нагружения напряжениями, которые может испытывать стенка камеры сгорания;
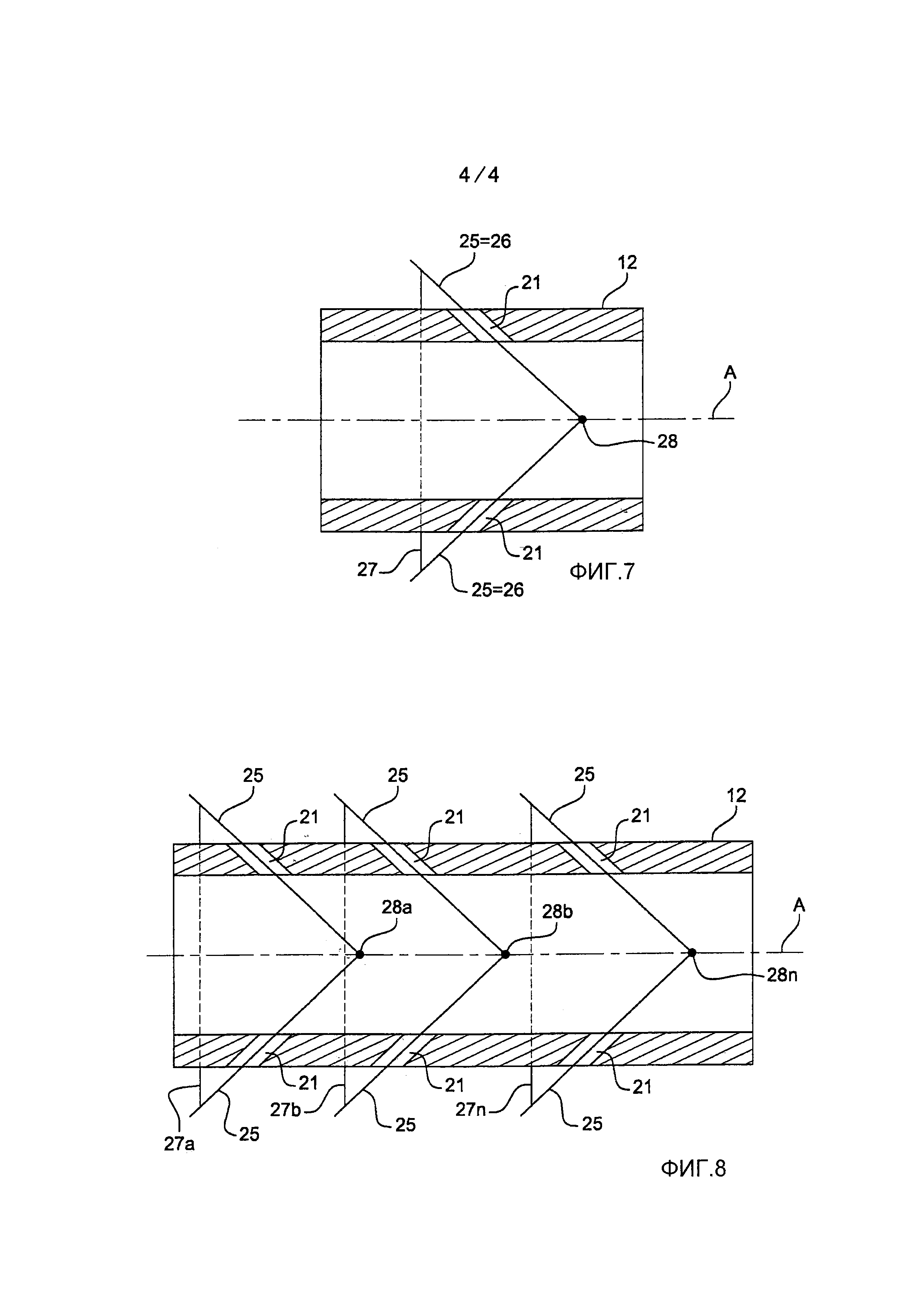
- фиг.7 схематически изображает продольный разрез части внутренней стенки камеры сгорания;
- фиг.8 схематически изображает продольный разрез части внутренней стенки камеры сгорания.
Фиг.1 и 2 были использованы для иллюстрации известного уровня техники.
В интересах обеспечения ясности понимания изобретения изображены только основные конструктивные элементы, при этом схематически и без соблюдения масштаба.
Примеры изобретения проиллюстрированы, причем не ограничиваясь этим, при помощи стенок камеры сгорания. Понятно, что изобретение не ограничивается такими стенками и может быть применимо к другим типам стенки, таким как, например, рубашка с проходящими сквозь нее выпускными отверстиями (или дырами); причем упомянутая рубашка составляет часть лопатки. Такие рубашки хорошо известны специалистам и описаны, в частности, во французских заявках на патент FR2893080 и FR2899271.
Изобретение касается, в частности, камеры сгорания 10 турбомашины, которая соответствует изображенной на фиг.3.
Камера сгорания 10 размещена на выходе диффузора 11, который, в свою очередь, расположен на выходе компрессора (не показан), и содержит первую стенку 12 (образована внутренней кольцевой стенкой) и вторую стенку 13 (образована внешней кольцевой стенкой), соединенные спереди кольцевой стенкой 14 дна камеры. Эти первая и вторая стенки 12 и 13 закреплены сзади внутренним 15 и внешним 16 кольцевыми хомутами, соответственно, на внутренней, имеющей форму усеченного конуса оболочке 17 диффузора 11 и на краю внешнего корпуса 18 камеры сгорания 10.
Часть объема воздуха, подаваемого компрессором и выходящего из диффузора 11, снабжает кольцевой канал 19. Воздух, проходящий в этот кольцевой канал 19, поступает в камеру 10 через отверстия подачи первичного воздуха 20, равномерно рассредоточенные по окружности внутренней стенки 12 и по окружности внешней стенки 13.
Внутренняя стенка 12 и внешняя стенка 13 содержат, кроме того, множество отверстий охлаждения 21 для прохождения охлаждающего воздуха, позволяющего охладить внутреннюю стенку 12 и внешнюю стенку 13.
Каждое отверстие 20 и 21 содержит внешний край 22, причем сечение этого внешнего края 22 зависит от механических напряжений, рассчитанных для работы камеры сгорания 10 в зоне, в которой расположено отверстие. Внешние края 22 отверстий 20 и 21 расположены на уровне внешней поверхности 23 внутренней стенки 12 и внешней поверхности 24 внешней стенки 13. Эта предпочтительная особенность детально описывается в последующем.
Фиг.4 изображает этапы способа 100 просверливания, по меньшей мере, одной стенки камеры сгорания, согласно изобретению. Способ 100 содержит первый этап 101 вычисления механических напряжений, которые воздействуют на стенку камеры сгорания для функционирования камеры сгорания. Действительно, во время функционирования стенка подвержена воздействию очень высоких температур, образующих множество механических напряжений, неравномерно рассредоточенных на стенке; причем эти напряжения, например, сильнее сзади камеры сгорания. Для справки и как это изображено на фиг.3, внутренняя 12 и внешняя 13 стенки камеры сгорания 10 удерживаются их задними краями хомутами, соответственно, внутренним 15 и внешним 16, которые относительно более холодные. Таким образом, более сильная концентрация напряжений, как правило, присутствует сзади внутренней 12 и внешней 13 стенок ввиду разницы температур между этими последними и хомутами, к которым они прикреплены.
Указанный первый этап расчета 101 позволяет определить поле механических напряжений, которые испытывает стенка, и определить, в частности, направление и интенсивность механических напряжений.
Вычисление механических напряжений выполняется теоретическим образом, т.е. цифровым моделированием.
Способ 100 содержит, кроме того, второй этап просверливания 102, по меньшей мере, одного отверстия согласно первой оси просверливания и в определенной зоне стенки (т.е. в зоне, в которой во время первого этапа расчета 101 теоретически определены механические напряжения, которые в ней оказывают воздействие). Следует отметить, что это просверливание 102 выполнено согласно особенной оси просверливания. Эта особенная ось просверливания наклонена относительно плоскости, тангенциально расположенной к стенке, для облегчения подачи воздуха, поступающего снаружи камеры сгорания внутрь камеры сгорания.
Кроме того, чем больше наклон, тем больше поверхность подачи воздуха, что позволяет охлаждать большее количество материала стенки.
Кроме того, в зависимости от напряжений, которые оказывают воздействие в этой определенной зоне, выбирается сечение режущего инструмента, который будет использоваться для осуществления просверливания 102.
Действительно, благодаря изобретению можно получить желаемый внешний край отверстия (в зависимости от пересечения режущего инструмента со стенкой), изменяя исключительно сечение режущего инструмента.
Не ограничиваясь этим, фиг.5A-5E позволяют проиллюстрировать различные сечения внешнего края отверстия, которое можно выполнить посредством осуществления способа 100, который совпадает со способом, согласно изобретению. В частности, различные сечения внешнего края отверстия получаются при помощи режущего инструмента, сечение которого меняется, выполняющего отверстия всегда согласно особенной оси просверливания, образуя, например, угол в 30° с плоскостью, тангенциально расположенной к внешнему профилю стенки камеры сгорания.
Иначе говоря, различные сечения образуются путем изменения исключительно сечения режущего инструмента, представленного, например, лазерным лучом.
Таким образом, для режущего инструмента, имеющего цилиндрическое сечение A1 (например, диаметром D 0,6 мм), сечение внешнего края A2 соответствующего отверстия имеет эллипсовидную форму (ср. фиг.5A). Большая ось A3 сечения внешнего края A2 отверстия параллельна определенной оси A, образованной, например, осью камеры сгорания A. Таким образом, такая геометрическая форма эллипса используется предпочтительным образом в зоне, в которой направление напряжений параллельно оси A камеры сгорания.
Как это показано на фиг.5B, для режущего инструмента, имеющего эллипсовидное сечение B1, большая ось B2, составляющая 0,6 мм, параллельна оси A камеры сгорания, а малая ось B3, составляющая 0,4 мм, перпендикулярна большой оси B2; причем сечение внешнего края B4 соответствующего отверстия образует эллипс, большая ось B5 которого параллельна оси A камеры сгорания. По сравнению с сечением внешнего края A2, изображенного на фиг.5A, большая ось B5 сечения внешнего края B4 меньше большой оси A3 сечения внешнего края A2. Эта разница обусловлена исключительно сечением режущего инструмента, используемого для просверливания стенки. Таким образом, такая геометрическая форма эллипса используется предпочтительным образом в зоне, содержащей напряжения, где направление основных напряжений параллельно оси A камеры сгорания, а направление минимальных напряжений перпендикулярно оси A камеры сгорания.
Согласно другой практической реализации, изображенной на фиг.5C, для сечения режущего инструмента C1, имеющего эллипсовидную форму, с большой осью C2, равной 0,8 мм и параллельной оси A камеры сгорания, и малой осью C3, равной 0,4 мм, сечение внешнего края C4 соответствующего отверстия является круглым.
Таким образом, такая круглая геометрическая форма используется предпочтительным образом в зоне, содержащей напряжения, параллельные, и напряжения, перпендикулярные оси А камеры сгорания, которые обладают по существу одинаковой интенсивностью.
Также согласно другому варианту, изображенному на фиг.5D, для сечения режущего инструмента D1, имеющего форму эллипса, в котором большая ось D2, равная 1 мм, параллельна оси A камеры сгорания, а малая ось D3 равна 0,4 мм, сечение внешнего края D4 соответствующего отверстия образует эллипс. Следует отметить, что это эллипсовидное сечение D4 отличается от сечения, образуемого режущим инструментом, имеющим круглую форму, изображенную на фиг.5A. Действительно, согласно практической реализации, изображенной на фиг.5D, безусловно, образуется сечение D4 эллипсовидной формы, но этот эллипс содержит большую ось D5, перпендикулярную оси A камеры сгорания, и малую ось D6, параллельную оси A. Таким образом, эллипс является обратным. Таким образом, такая геометрическая форма эллипса используется предпочтительным образом в зоне, в которой направление основных напряжений перпендикулярно оси A камеры сгорания.
Согласно еще одному варианту, изображенному на фиг.5E, для режущего инструмента, имеющего сечение эллипсовидной формы E1, с большой осью E2, равной 1,2 мм и параллельной оси A камеры сгорания, и малой осью E3, равной 0,3 мм, сечение внешнего края E4 соответствующего отверстия образует эллипс, ориентированный, аналогично сечению внешнего края D4, изображенного на фиг.5D. Однако, большая ось E5 сечения эллипсовидной формы E4 больше большой оси, изображенной на фиг.5D. Таким образом, такая геометрическая форма эллипса используется предпочтительным образом в зоне, содержащей напряжения, направление которых перпендикулярно оси A камеры сгорания.
Таким образом, в контексте вышеприведенного описания становится ясно, что факт изменения сечения используемого режущего инструмента позволяет получить внешние края отверстия, имеющие различные геометрические формы и (или) направленности.
Следует отметить, что большая ось каждого сечения внешнего края отверстия, образующая эллипс, по существу параллельна направлению ввода, т.е. направлению основных напряжений.
Согласно примеру, не имеющему ограничительного характера, режущий инструмент, используемый в способе, согласно изобретению, является лазерным лучом. Таким образом, во время просверливания 102 стенки происходит изменение сечения лазерного луча для получения сечения внешнего края отверстия в зависимости от механических напряжений, вычисленных в зоне, в которой располагается отверстие.
Согласно другому примеру, не имеющему ограничительного характера, режущий инструмент, используемый в способе, согласно изобретению, является струей воды.
Кроме того, когда расчетное отверстие имеет сечение небольшого размера, например, диаметром 0,6 мм, оно может быть просверлено в течение одного этапа просверливания 102.
И наоборот, когда расчетное отверстие имеет сечение большего размера, оно выполняется путем оформления контура. В частности, оформление контура заключается в выполнении множества малых отверстий; причем каждое отверстие окружено, по меньшей мере, двумя отверстиями. Совокупность малых отверстий огранивает периметр расчетного отверстия и периметр внешнего края отверстия, в частности. Другими словами, оформление контура заключается в осуществлении вырезания внешнего края расчетного отверстия путем множественного просверливания 102.
Согласно другой практической реализации, оформление контура осуществляется просто путем перемещения режущего инструмента по особой траектории.
Фиг.6, 6A, 6B и 6C схематически изображают расчетные механические напряжения на части стенки 60 камеры сгорания, аналогичной стенке, согласно изобретению.
При практической реализации, не имеющей ограничительного характера, этапа расчета 101 вычисляется:
- для первой зоны 61 стенки 60 механические напряжения F1, перпендикулярные, и механические напряжения F1, параллельные оси A камеры сгорания; причем эти перпендикулярные и параллельные механические напряжения F1 по существу одинаковые (ср. фиг.6A);
- для второй зоны 62 стенки 60 большие механические напряжения F2, параллельные оси A камеры сгорания (ср. фиг.6B);
- для третьей зоны 63 стенки 60 большие механические напряжения F3, перпендикулярные оси A камеры сгорания.
Благодаря способу 100 согласно изобретению, для недопущения какого-либо образования трещины или разрыва в процессе последующего функционирования камеры сгорания осуществляется просверливание 102 в зависимости от механических напряжений, рассчитанных во время этапа расчета 101:
- в первой зоне 61 камеры сгорания: отверстия 65, содержащие внешний край с круглым сечением;
- во второй зоне 62 камеры сгорания: отверстия 66, содержащие внешний край с сечением, имеющим форму эллипса, большая ось Ga которого параллельна оси A камеры сгорания;
- в третьей зоне 63 камеры сгорания: отверстия 67, содержащие внешний край с сечением, имеющим форму эллипса, большая ось Ga которого перпендикулярна оси A камеры сгорания.
Кроме того, следует отметить, что совокупность отверстий 65, 66 и 67 имеют одинаковую направленность для достижения невозмущенного истечения воздуха внутри камеры сгорания.
Следует отметить, что согласно другим практическим реализациям, определенная ось A может отличаться от оси камеры сгорания и может быть образована, например, осью вращения лопатки.
В частности, на фиг.7 схематически изображено продольное сечение части внутренней стенки 12 камеры сгорания 10, содержащей ось A вращения. Во внутренней стенке 12 просверлено множество отверстий 21 (на фиг.7 видны только два). Отверстия 21 рассредоточены по окружности внутренней стенки 12. Каждое отверстие 21 содержит продольную ось 25, совпадающую с особой осью просверливания 26. Через каждую продольную ось 25 проходит одна и та же линия 27, окружная к оси A вращения камеры сгорания 10. Под окружной линией 27 понимается линия 27, образующая периферийный круг к оси A, центр которого совпадает с осью A.
Совокупность осей просверливания 26 (также продольных осей 25), кроме того, пересекаются в одной и той же точке 28.
В частности, ось просверливания 26 соответствует продольной оси режущего инструмента, посредством которого было просверлено отверстие 21.
Как это изображено на фиг.8, во внутренней стенке 12 просверлено множество отверстий 21. Некоторые содержат продольные оси 25, через которые проходит первая линия 27a, периферийная к оси вращения A камеры сгорания, причем совокупность этих продольных осей 25 пересекается в одной и той же первой точке 28a.
Другие отверстия 21 содержат продольные оси 25, через которые проходит вторая линия 27b, окружная к оси вращения A камеры сгорания, причем вторая окружная линия 27b смещена в осевом направлении относительно первой окружной линии 27a. Совокупность этих продольных линий 25, через которые проходит вторая линия 27b, кроме того, пересекаются в одной и той же второй точке 28b.
Другие отверстия 21 содержат продольные оси 25, через которые проходит n-ная линия 27n, окружная к оси вращения A камеры сгорания; причем n-ная линия 27n смещена в осевом направлении относительно первой 27a и второй 27b окружных линий. Совокупность этих продольных линий 25, через которые проходит n-ная линия 27n, пересекающиеся в одной и той же n-ной точке 28n.
Способ просверливания и камера сгорания, согласно изобретению, находят в области самолетостроения применение, представляющее особенный интерес.
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Герметизирующее устройство для масляной камеры турбореактивного двигателя
Способ получения мартенситной стали со смешанным упрочнением
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала

