Результат интеллектуальной деятельности: СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ДЕТАЛИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение касается способа литья под давлением детали из композитного материала, в частности, в области, авиационной промышленности.
Такой способ обычно заключается в размещении в пресс-форме заготовки, выполненной, например, путем объемного тканья нитей, подачи в пресс-форму смолы для пропитки заготовки, затем в извлечении из формы детали после отверждения смолы. Такой способ известен под названием RTM (Resin Transfer Moulding).
В заявке на патент FR 2 950 286, принадлежащей Заявителю описан способ типа RTM для изготовления лопатки из композитного материала, включающий:
- изготовление путем объемного тканья нитей заготовки, содержащей часть ножки и часть лопасти, связанные боковыми наклонными сторонами для формирования опорной поверхности ножки в монтажном углублении роторного диска,
- уплотнение заготовки в пресс-форме, отпечаток которой содержит первые боковые наклонные поверхности, соответствующие упомянутым боковым поверхностям заготовки, и вторые наклонные поверхности, опирающиеся в часть ножки заготовки и которые имеют наклон, противоположный первым наклонным боковым поверхностям,
- подача смолы под вакуумом в пресс-форму и полимеризация смолы.
Волокнистая заготовка заключена, таким образом, в жесткую полимерную основу, при этом волокна заготовки выполняют функцию механического усиления, а полимерная основа обеспечивает устойчивость детали.
В зависимости от параметров впрыска и типа используемой смолы в формованной детали может появиться пористость в ее глубине или на поверхности. Эта пористость значительно ослабляет деталь, которая, таким образом, должна быть отбракована.
Исследования показали, что эти поры являются следствием химического соединения в процессе отверждения смолы и появляются в пресс-форме в газообразном виде в условиях температуры и давления.
Этот газ создает пузырьки, заключенные в заготовке и смоле, которые в процессе отверждения и создания поперечных связей образуют пористость.
Задачей изобретения является, в частности, простое эффективное и экономичное решение этой проблемы.
Для решения этой задачи предлагается способ литья под давлением детали из композитного материала, который включает размещение заготовки в пресс-форме, впрыскивание смолы в пресс-форму для пропитки заготовки и извлечение детали из пресс-формы после отверждения смолы, отличающийся тем, что он включает также операцию воздействия давлением в пресс-форме на смолу и заготовку в процессе отверждения смолы.
Использование давления внутри пресс-формы в процессе отверждения позволяет исключить появление газовых пузырьков в смоле и, таким образом, предотвратить появление пористости при отливке детали.
В соответствии с характеристикой изобретения давление прикладывается к детали в пресс-форме до степени отверждения смолы, не превышающей величину, называемую критической, составляющей от 20 до 30%.
Предпочтительно, давление прикладывают к детали перед появлением пузырьков газа. Кроме того, смола остается еще достаточно жидкой в этот момент, чтобы весь внутренний объем пресс-формы равномерно подвергался достаточно высокому давлению, чтобы предотвратить образование пузырьков.
Предпочтительно, давление, прикладываемое к детали в пресс-форме, превышает давление паров газа, выделяющегося при отверждении смолы.
Это позволяет гарантировать, что пузырьки газа не будут формироваться в процессе отверждения смолы.
Давление, прикладываемое к заготовке, например, большее или равное 2 барам, является относительной величиной, то есть по отношению к атмосферному давлению.
Например, смола может быть эпоксидной смолой, бисмалеидной смолой, полиимидной смолой или любой смолой, содержащей растворители и/или летучие примеси.
В варианте осуществления изобретения давление прикладывают к детали путем подачи в пресс-форму среды под давлением, например, путем подачи газа, такого как воздух или азот, или жидкости, не смешивающейся со смолой.
Предпочтительно, среда под давлением подается в пресс-форму в нескольких отдельных точках, что позволяет обеспечить достаточную равномерность давления в пресс-форме. Многоточечный впрыск уменьшает также время инжекции.
Действительно, когда деталь является объемной и требует много материала, время инжекции смолы увеличивается. Отверждение смолы после полного окончания инжекции может быть уже слишком поздним, что означает, что смола является слишком вязкой или жесткой, чтобы обеспечить равномерное распределение давления и помешать образованию пористости.
Предпочтительно в этом случае прибегать к многоточечному впрыску для уменьшения времени инжекции. Схема инжекции смолы может быть отличной или идентичной цепи под давлением.
Действительно, важно, чтобы любая точка детали подвергалась необходимому давлению для исключения образования пузырьков газа.
В другом варианте заготовка и смола сжимаются в пресс-форме силовым цилиндром.
В качестве варианта, в пресс-форму вставляется расширяемый элемент, при этом пресс-форма подвергается воздействию повышенной температуры в процессе литья под давлением для того, чтобы упомянутый элемент осуществлял давление на смолу и заготовку в процессе отверждения смолы.
Эти элементом является, например, клин из силикона, меди или из алюминия.
Предпочтительно, в пресс-форме инжекция смолы осуществляется под вакуумом, что позволяет уменьшить время впрыскивания и улучшить качество готовой детали.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
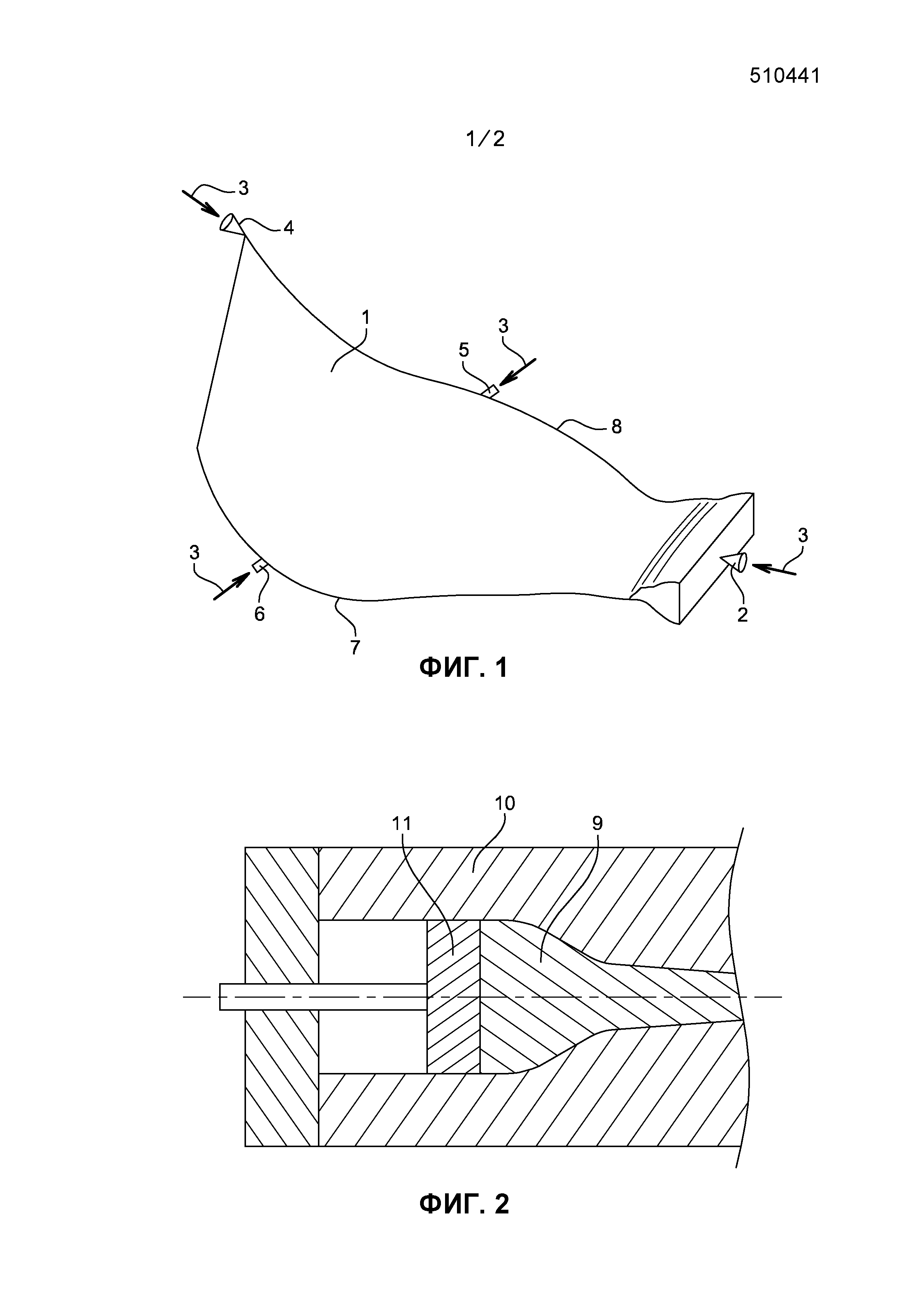
- фиг. 1 изображает вид в изометрии лопатки турбомашины из композитного материала, на которой представлены точки впрыска материала и среды под давлением;
- фиг. 2 изображает частичный вид в разрезе, касающийся варианта осуществления изобретения, в котором заготовка и смола сжаты в пресс-форме силовым цилиндром;
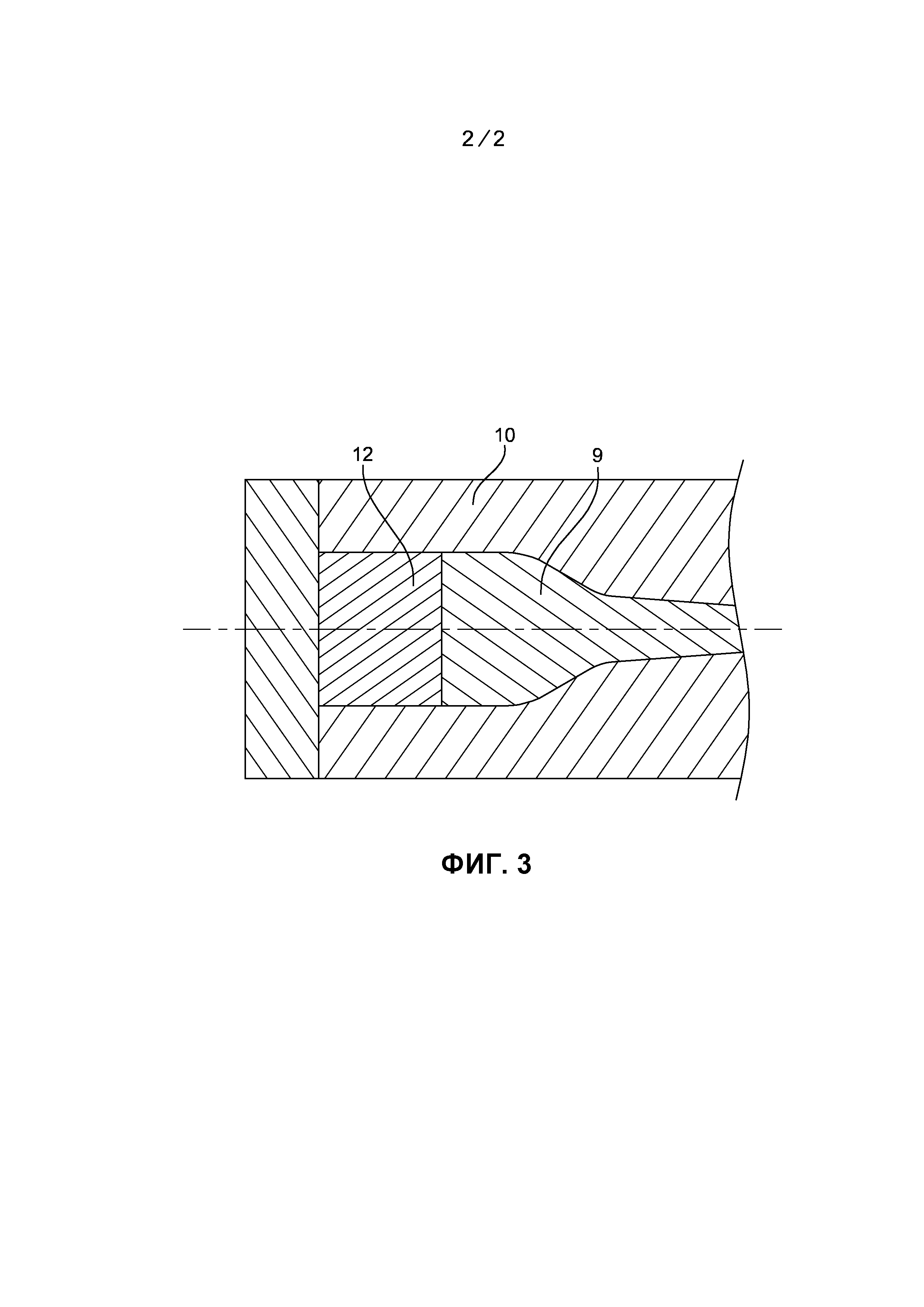
- фиг. 3 изображает частичный вид в разрезе, касающийся другого варианта осуществления изобретения, в котором заготовка и смола сжаты в пресс-форме элементом, способным расширяться при литье. Первый вариант способа литья под давлением лопатки турбины из композитного материала описан ниже со ссылкой на фиг. 1.
Способ включает, прежде всего, размещение заготовки лопатки в пресс-форме. Заготовка может быть выполнена тканьем нитей в двух или трех измерениях.
Затем, смола впрыскивается в пресс-форму, по меньшей мере, в одно отверстие 2, изображенное схематично на фиг. 1, так, чтобы пропитать заготовку, причем в процессе этого впрыскивания пресс-форму помещают в вакуум. Такой способ известен под названием VARTM («Vacuum Assisted Resin Transfer Moulding»). Используемой смолой является, например, эпоксидная смола, например, типа, известного под названием PR520N, бисмалиидная смола, полиимидная смола или любая смола, содержащая растворители и/или летучие примеси.
Например, давление смолы в процессе впрыскивания составляет порядка от 1 до 2 баров, а температура находится в пределах от 150 до 200°C. Продолжительность впрыскивания составляет порядка нескольких минут, например, максимально 30 минут.
В процессе отверждения смолы внутри пресс-формы химическое соединение в газообразной форме может быть образовано в смоле или уже присутствовать в ней.
Для исключения образования пузырьков газа в детали в пресс-форму вводится газ под давлением в конце заполнения смолой в одной или нескольких отдельных точках, схематично изображенных стрелками 3 на фиг. 1. Газ вводится, предпочтительно, под давлением, превышающим атмосферное давление. Газом под давлением является, например, воздух или азот под давлением от 3 до 5 баров. Средой под давлением может также являться жидкость, которая не смешивается со смолой, например масло.
Введение среды под давлением осуществляют, предпочтительно, сразу после инжекции смолы так, чтобы давление было приложено к детали в пресс-форме перед тем, как смола перейдет степень отверждения, называемую критической, составляющую от 20 до 30%. Эта критическая величина может меняться в зависимости от природы смолы и волокон.
Ниже этого порога смола является достаточно жидкой для того, чтобы смола и заготовка равномерно подверглись давлению для гарантии отсутствия пористости в любой точке детали.
Температура и давление газа поддерживаются до полного отверждения смолы для того, чтобы изготовить композитную лопатку, лишенную пористости и содержащую волокнистую заготовку, связанную в жесткой полимерной основе. Деталь затем может быть удалена из формы.
Литьевая форма (не изображенная на фиг. 1) обычно содержит одно инжекционное отверстие 2 для подачи смолы и вентиляционное отверстие 4. Эти отверстия 2, 4 могут быть использованы для ввода газом под давлением. Могут быть предусмотрены другие точки 5, 6 ввода газа под давлением, например, на уровне передней кромки 7 и задней кромки 8 лопатки 1.
Точки 3 для ввода газа могут быть также все отделены от отверстия впрыска 2 смолы и вентиляционного отверстия 4. Таким образом, вначале можно осуществить впрыск смолы на первой рабочей позиции, затем отдельно инжекцию газа под давлением на другой рабочей позиции, чтобы не оставлять на длительное время позицию впрыска смолы производственной линии. Это исключает также закупоривание пробками из-за гелеобразования смолы на уровне отверстия впрыска 2. Способ может также включать несколько последовательных фаз впрыска смолы в пресс-форму, особенно в случае формовки объемных деталей. Фиг. 2 изображает вариант изобретения, в котором процесс отливки лопатки заключается в размещении заготовки 9 в пресс-форме 10, впрыске смолы в пресс-форму для пропитки заготовки 9, прессовании пресс-формы и смолы в пресс-форме с помощью силового цилиндра 11, и извлечения лопатки из формы после отверждения смолы. Фиг. 3 изображает еще один вариант осуществления, в котором элемент 12, способный расширяться, размещается с заготовкой 9 в пресс-форме 10. После введения смолы в пресс-форму 10 смола, заготовка и элемент нагреваются таким образом, что этот элемент 12 увеличивается в объеме и осуществляет давление на смолу и заготовку 9. Деталь извлекают из формы после отверждения смолы.
Элементом 12 является, например, клин из силикона, меди или алюминия.
В случаях фиг. 2 и 3 принцип подобен принципу, изложенному на фиг. 1, в котором смола и заготовка подвергаются давлению, достаточному для исключения образования пузырьков газа во время отверждения смолы.
Маслоотделитель и сборка, содержащая маслоотделитель
Система управления угловым положением лопаток и способ оптимизации упомянутого углового положения
Контур подачи топлива для авиационного двигателя
Контур подачи топлива для авиационного двигателя
Турбореактивный двигатель, содержащий улучшенные средства регулирования расхода потока воздуха охлаждения, отбираемого с выхода компрессора высокого давления
Способ изготовления системы, содержащей множество лопаток, установленных в платформе
Способ изготовления теплового барьера
Направляющий аппарат турбины для газотурбинного двигателя, сектор направляющего аппарата, непрерывный кольцевой кронштейн, турбина низкого давления газотурбинного двигателя и газотурбинный двигатель
Лопасть винта летательного аппарата
Монолитный удерживающий кронштейн авиационного оборудования
Способ изготовления детали из суперсплава на основе никеля и деталь, полученная указанным способом
Маслоотделитель и сборка, содержащая маслоотделитель
Система управления угловым положением лопаток и способ оптимизации упомянутого углового положения
Контур подачи топлива для авиационного двигателя
Контур подачи топлива для авиационного двигателя
Турбореактивный двигатель, содержащий улучшенные средства регулирования расхода потока воздуха охлаждения, отбираемого с выхода компрессора высокого давления
Способ изготовления системы, содержащей множество лопаток, установленных в платформе
Способ изготовления теплового барьера
Направляющий аппарат турбины для газотурбинного двигателя, сектор направляющего аппарата, непрерывный кольцевой кронштейн, турбина низкого давления газотурбинного двигателя и газотурбинный двигатель
Лопасть винта летательного аппарата

