Результат интеллектуальной деятельности: ТОКАРНЫЙ ИЛИ НАКАТНО-ПОЛИРОВАЛЬНЫЙ СТАНОК
Вид РИД
Изобретение
Изобретение относится к токарному и/или накатно-полировальному станку.
Такие металлорежущие станки известны в уровне техники в самых разных выполнениях и служат для изготовления и обработки, в основном, вращательно-симметричных деталей. Точение является методом обработки резанием, при котором движение резания создается за счет вращения обрабатываемой детали, тогда как токарный резец прочно зажат на инструментальной каретке и снимает стружку за счет того, что инструментальная каретка движется продольно и поперек оси вращения детали вдоль подвергаемой резанию поверхности. В случае накатного полирования речь идет о методе обработки давлением, при котором накатный инструмент, представляющий собой обычно тело качения, прижимается для выглаживания и/или упрочнения вращающейся детали к ее поверхности таким образом, что материал детали начинает течь.
В частности, при высокопрецизионной обработке очень больших деталей большой собственной массы, например при обработке стяжки используемой на электростанциях газовой турбины, к используемым металлорежущим станкам предъявляются очень высокие требования. При этом проблему представляет, в частности, надлежащий зажим крупноформатных деталей. К тому же необходимое для обработки вращение таких деталей связано со значительным расходом энергии. Другой недостаток заключается в больших габаритах используемых металлорежущих станков, занимающих большое конструктивное пространство, почему станки не так-то просто перевозить. Соответственно обычно невозможной или, по меньшей мере, нерентабельной является локально гибкая обработка, например непосредственно на электростанции. Этот недостаток проявляется, в частности, тогда, когда токарная и/или накатно-полировальная обработка должна проводиться в рамках обслуживания газовой турбины.
Исходя из этого уровня техники, задачей изобретения является создание токарного и/или накатно-полировального станка описанного выше рода, который обеспечивал бы высокопрецизионную обработку, а также позволял бы перевозить его без проблем, благодаря чему он был бы локально гибким в использовании.
Эта задача решается посредством токарного и/или накатно-полировального станка описанного выше рода, содержащего основание, предназначенное для неподвижного монтажа, в частности неподвижного монтажа на обрабатываемой детали, привод, ротационную часть, установленную на основании с возможностью вращения относительно него вокруг центральной оси с использованием привода, и инструментодержатель, который расположен на ротационной части на расстоянии от центральной оси и предназначен для размещения токарного и/или накатно-полировального инструмента.
Обработка детали происходит, тем самым, при неподвижной детали, причем удерживаемый в инструментодержателе обрабатывающий инструмент вращается вокруг детали. Благодаря этой конструкции станок может быть выполнен меньше и легче традиционных металлорежущих станков, что позволяет без проблем перевозить и, тем самым, локально гибко использовать его. Также ниже необходимый для обработки больших и тяжелых деталей расход энергии, поскольку во время обработки вращается не деталь, а существенно более легкая, содержащая обрабатывающий инструмент часть станка.
Если основание станка выполнено таким образом, что для обработки детали его можно неподвижно установить на ней, то станок можно выполнить еще меньшим и более легким, поскольку отпадает необходимость в станине и прочих надстройках. Тогда станок во время обработки детали поддерживается и удерживается ею.
Согласно одному варианту, основание содержит крепежные средства, выполненные с возможностью неподвижного монтажа основания на обрабатываемой детали.
Согласно одному варианту, основание выполнено кольцеобразным, причем крепежные средства расположены равномерно вдоль диаметра кольца. Таким образом, обеспечивается очень равномерное закрепление основания на обрабатываемой детали.
Предпочтительно инструментодержатель содержит второе неподвижно устанавливаемое основание, выполненное, в частности, аналогично первому основанию, причем ротационная часть удерживается между обоими основаниями с возможностью вращения относительно них вокруг центральной оси. Расположение двух оснований с расположенной между ними ротационной частью имеет то преимущество, что станок приобретает очень высокую жесткость.
Согласно одному варианту, ротационная часть содержит два кольца скольжения, соединенных посредством направляющих элементов с соответствующим основанием, и соединяющую оба кольца скольжения между собой барабанообразную промежуточную часть. За счет использования барабанообразной промежуточной части еще больше повышается жесткость станка.
Преимущественно промежуточная часть, по меньшей мере, частично выполнена в виде рамы. Так, промежуточная часть может содержать, например, несколько раскосов, проходящих между обоими основаниями. При необходимости, для усиления конструкции могут быть также предусмотрены проходящие поперек промежуточные раскосы.
Такое рамное выполнение имеет то преимущество, что образованная барабанообразной промежуточной частью полость хорошо просматривается обслуживающим персоналом и доступна для него. Кроме того, при изготовлении промежуточной части можно сэкономить материал.
Согласно одному варианту, ротационная часть и основание или основания выполнены разъемными, причем плоскость разъема проходит параллельно центральной оси или заключает ее. Такое разъемное выполнение имеет то преимущество, что станок можно проще закрепить на обрабатываемой детали. Кроме того, в разобранном состоянии его лучше и компактнее перевозить.
Привод расположен предпочтительно на основании и приводит в действие ротационную часть через шестерню, входящую в зацепление с ее зубчатым венцом. Это выполнение имеет то преимущество, что во время обработки детали привод не вращается и соответственно не создает центробежных сил, которые негативно сказываются на результате обработки.
Предпочтительно привод является пневмоприводом, поскольку сжатый воздух имеется в распоряжении почти в любой промышленной среде.
Согласно одному варианту, на ротационной части установлены подвижная параллельно центральной оси продольная и подвижная поперек нее поперечная каретки таким образом, что инструментодержатель может перемещаться параллельно и/или поперек центральной оси. Понятно, что обе каретки приводятся в действие предпочтительно мотором.
Согласно одному варианту, поперечная каретка установлена на продольной каретке с возможностью перемещения, причем на поперечной каретке размещен инструментодержатель. Соответственно поперечная каретка перемещается в диапазоне пути перемещения продольной каретки, так что обработка детали может осуществляться в закрытой продольной кареткой зоне, и эта обработка называется ниже также внутренней обработкой.
Согласно другому варианту, на продольной каретке с возможностью перемещения установлена перекрывающая основание консоль, причем на ее свободном конце расположена поперечная каретка, на которой размещен инструментодержатель. В этом варианте обработка детали может осуществляться за пределами пути перемещения продольной каретки, и эта обработка называется ниже также внешней обработкой.
Станок выполнен предпочтительно с возможностью его переналадки на внутреннюю и внешнюю обработку.
Предпочтительно продольная каретка выполнена поворотной, в частности, на угол 90°. В этом случае продольная каретка может поворачиваться в рамках переналадки с внутренней обработки на внешнюю или наоборот. Такой поворот может быть предпочтительным в отношении максимального пути перемещения продольной каретки.
Кроме того, задача изобретения решается посредством способа точения и/или накатного полирования детали с применением токарного и/или накатно-полировального станка, в частности с применением предложенного станка описанного выше рода, при котором токарный и/или накатно-полировальный станок неподвижно крепится, в частности на обрабатываемой детали, а токарный резец или накатно-полировальный инструмент при неподвижной детали вращается по круговой траектории вокруг центральной оси, перемещаясь, тем самым, вокруг детали с целью съема материала.
Предпочтительно токарный и/или накатно-полировальный станок крепится на внешней периферийной поверхности обрабатываемой детали.
Предпочтительно центральная ось и продольная ось детали выверяются по отношению друг к другу таким образом, что они, в основном, совпадают. Такая выверка может осуществляться, например, с применением соответствующих стрелочных индикаторов, пока не будет обеспечено приемлемое концентричное вращение.
Предпочтительно предложенным способом обрабатывается деталь газовой турбины, в частности ее стяжка, причем газовая турбина представляет собой, в частности, такую, которая используется на электростанциях.
Другие признаки и преимущества изобретения становятся понятными из нижеследующего описания примера выполнения токарного и/или накатно-полировального станка со ссылкой на прилагаемые чертежи, на которых изображают:
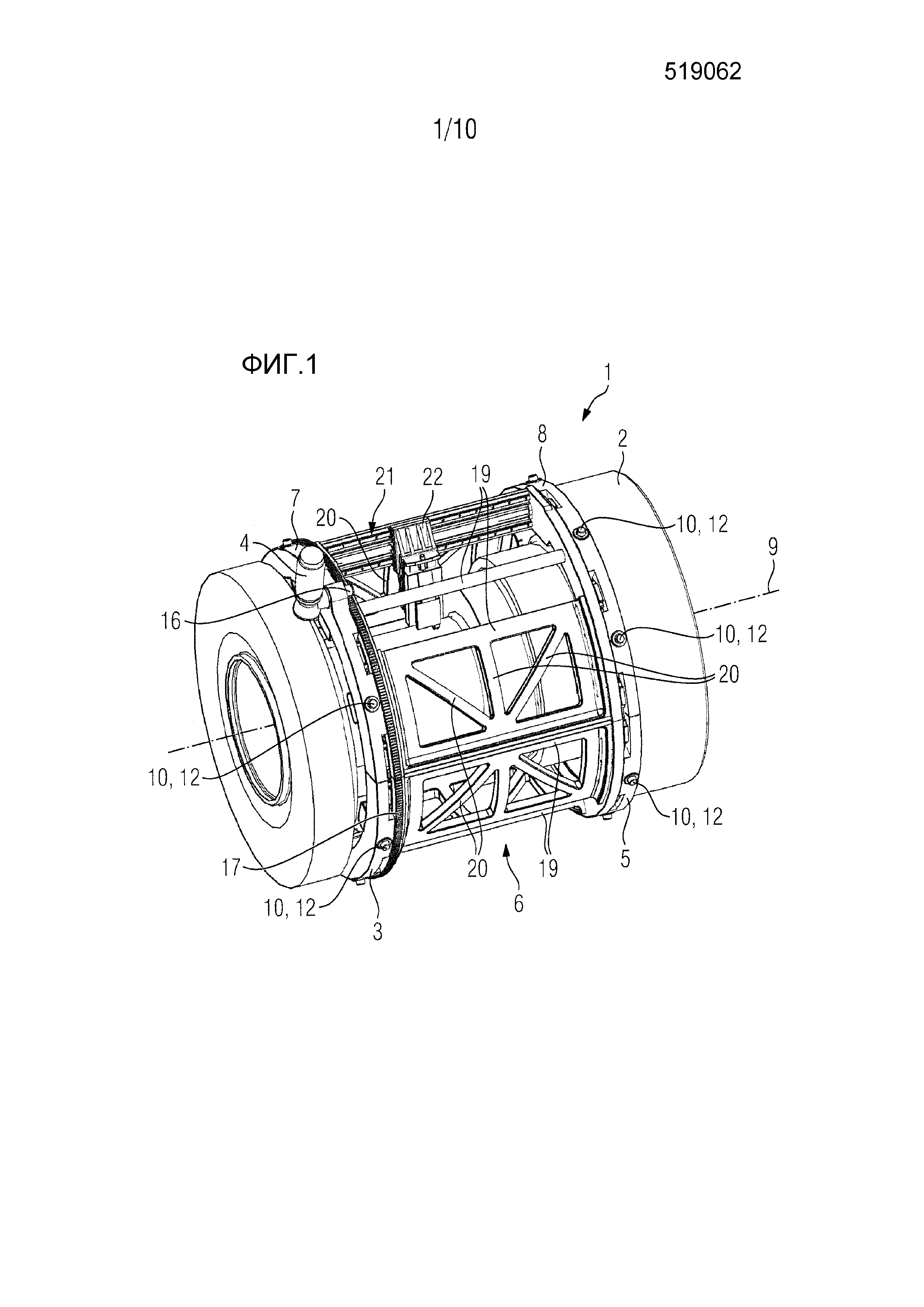
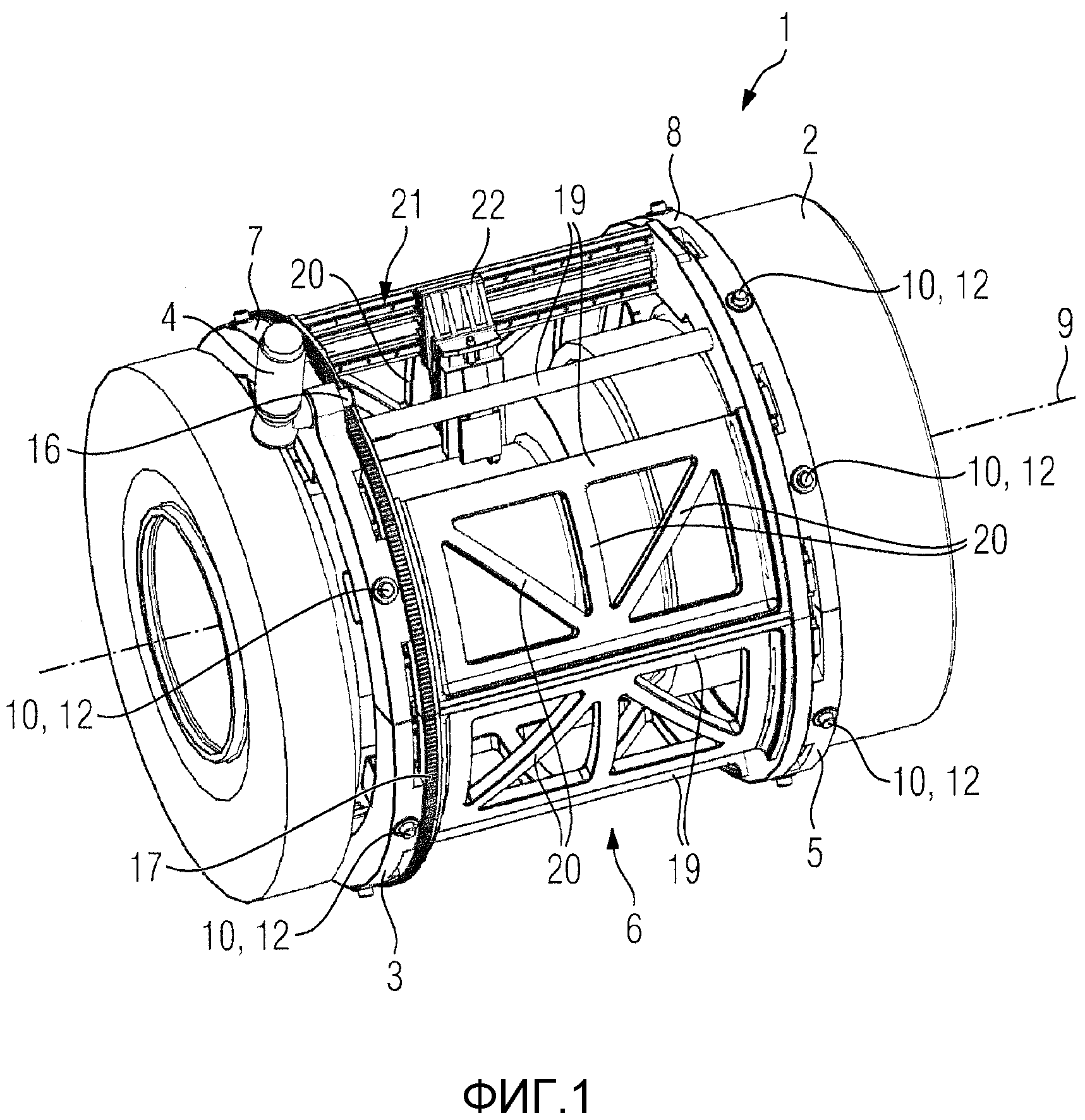
- фиг. 1: схематичный перспективный вид токарного и/или накатно-полировального станка согласно одному варианту осуществления изобретения, который неподвижно установлен на обрабатываемой детали и оборудован для проведения внутренней обработки;
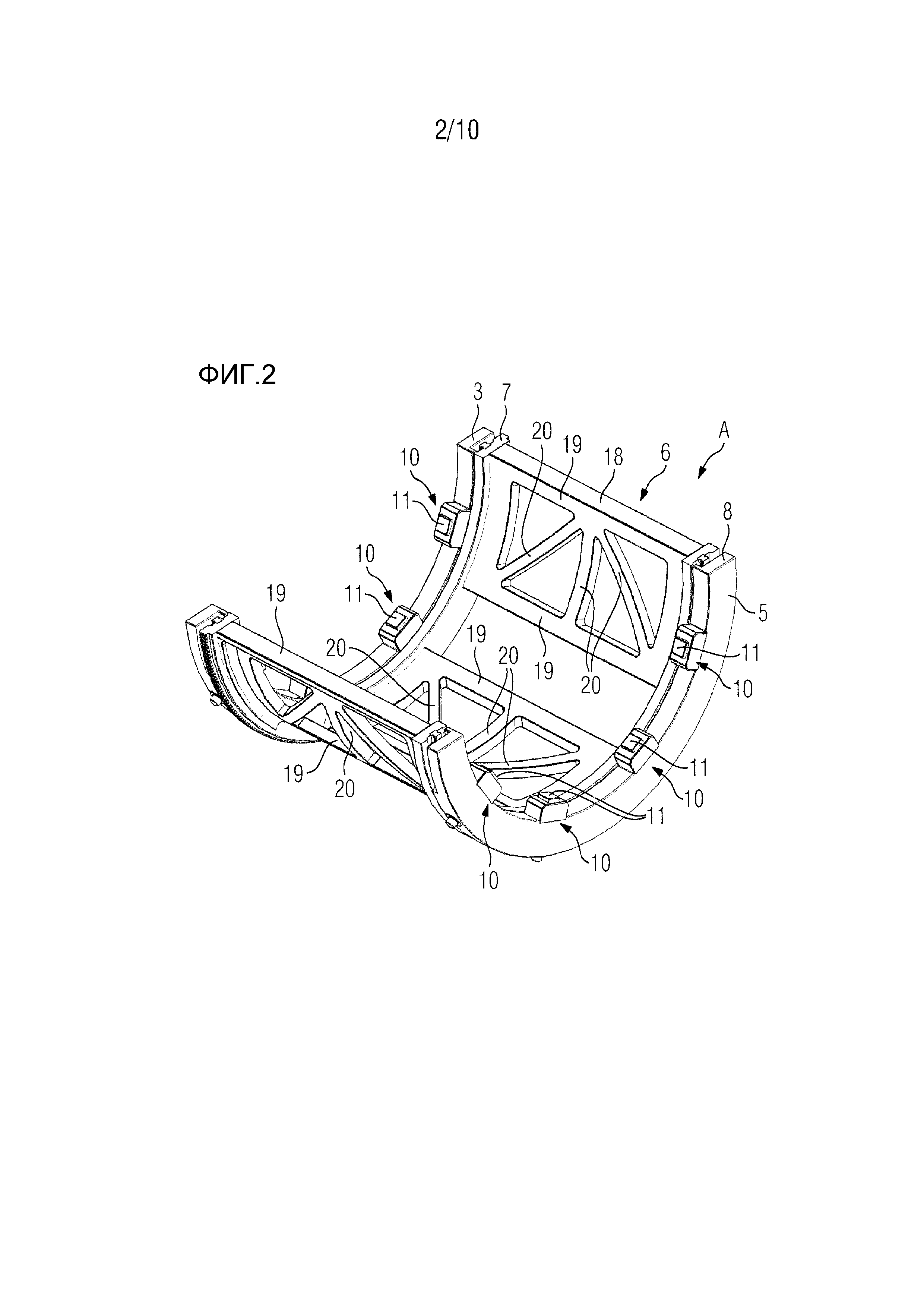
- фиг. 2: перспективный вид первой половины станка из фиг. 1;
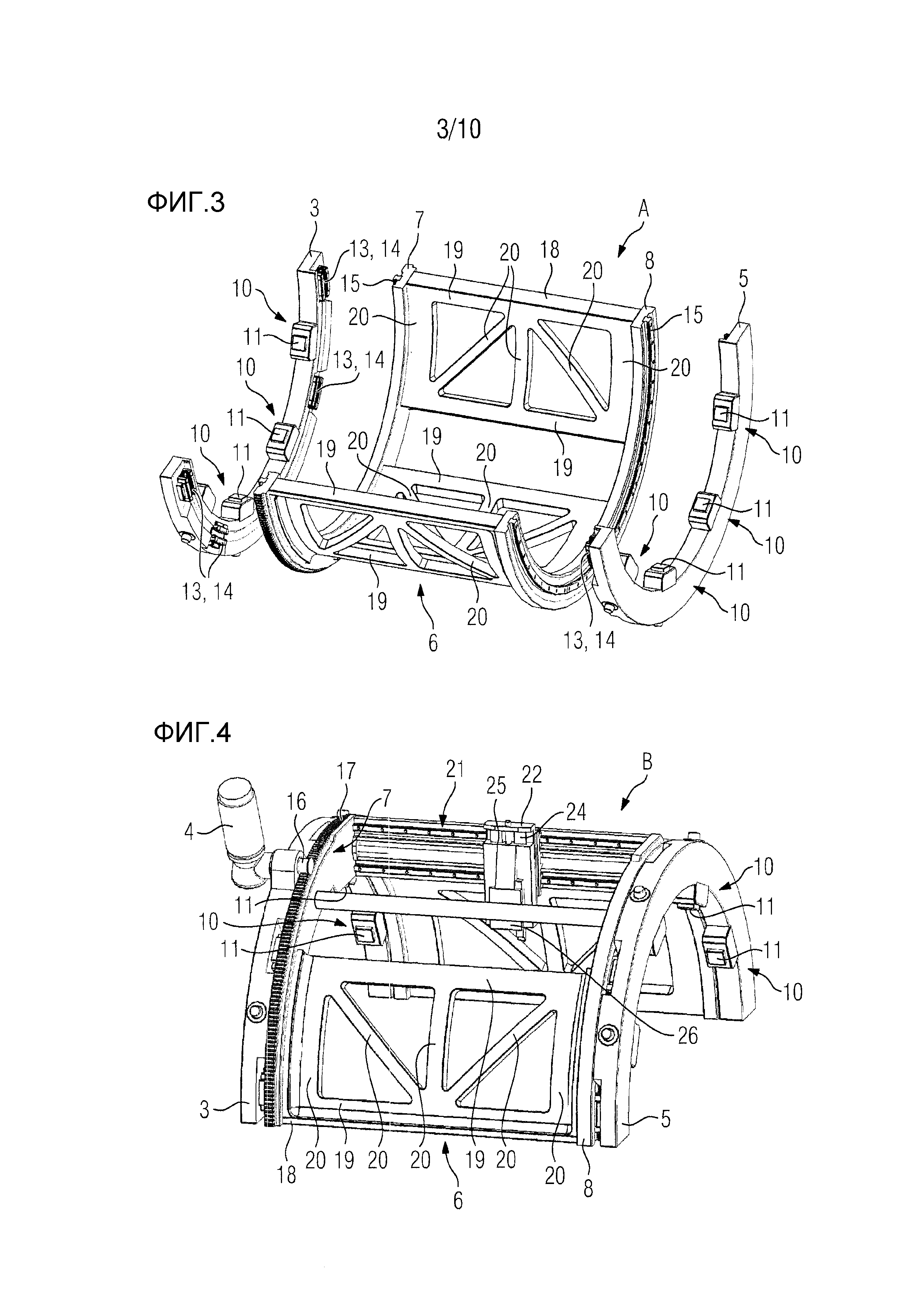
- фиг. 3: первую половину станка из фиг. 2 в разобранном виде;
- фиг. 4: перспективный вид второй половины станка из фиг. 1;
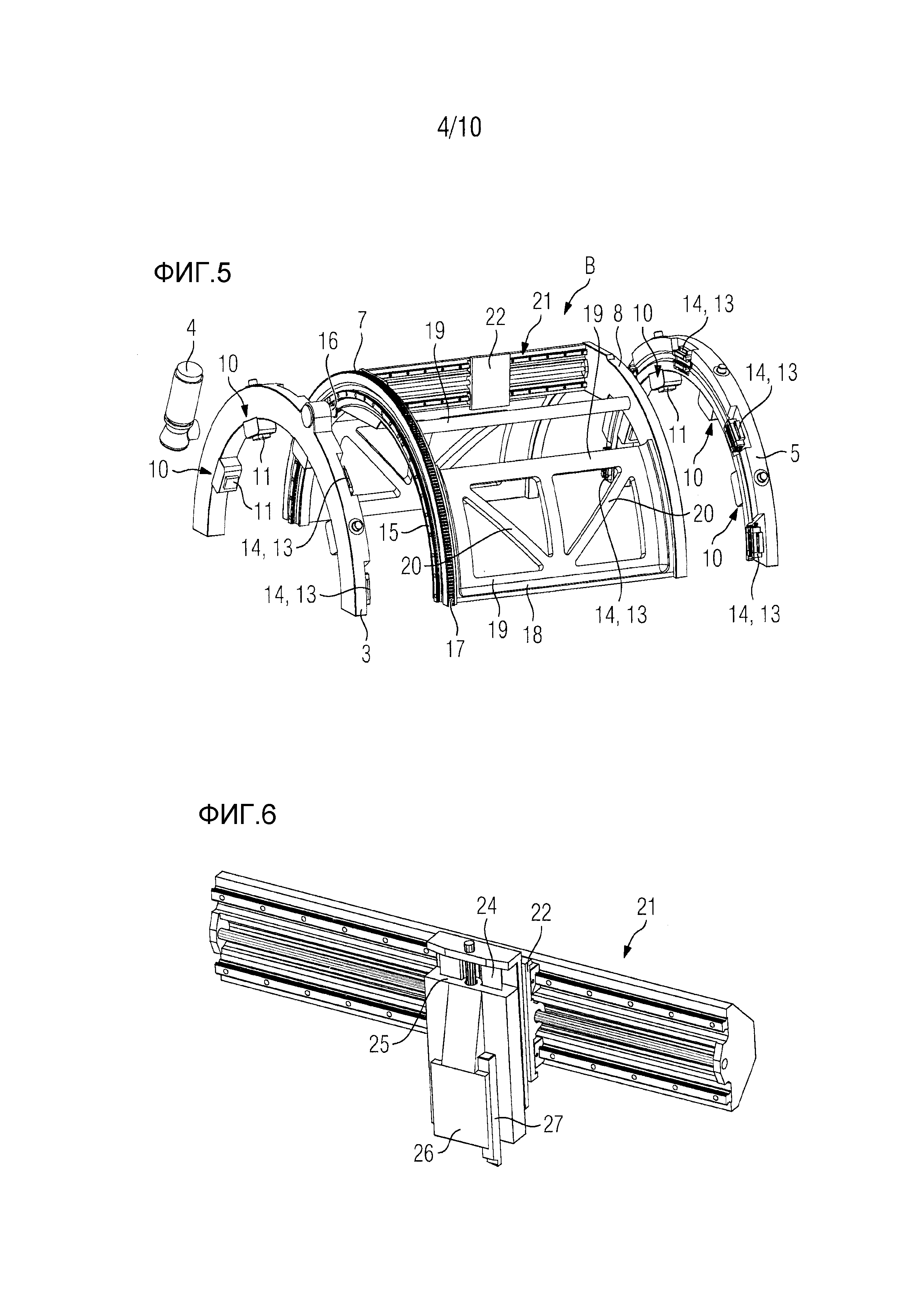
- фиг. 5: вторую половину станка из фиг. 4 в разобранном виде;
- фиг. 6: перспективный частичный вид второй половины станка из фиг. 4 и 5, показывающий продольную направляющую, продольную каретку, поперечную направляющую, поперечную каретку и расположенный на ней инструмент;
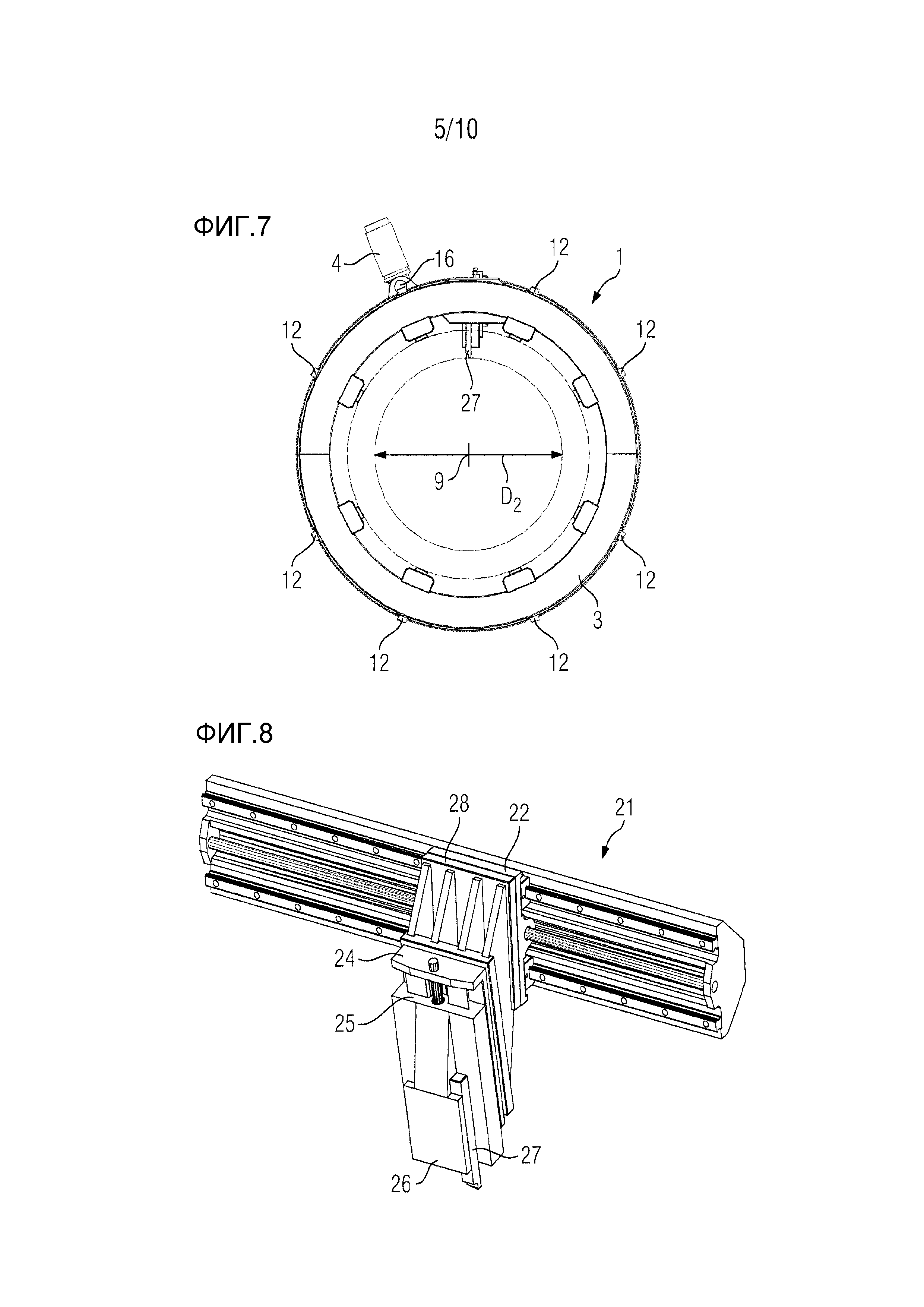
- фиг. 7: вид с торца станка из фиг. 1, показывающий внутреннюю обработку детали устройством из фиг. 6;
- фиг. 8: перспективный частичный вид в соответствии с фиг. 6, причем между продольной кареткой и поперечной направляющей расположена дополнительная часть;
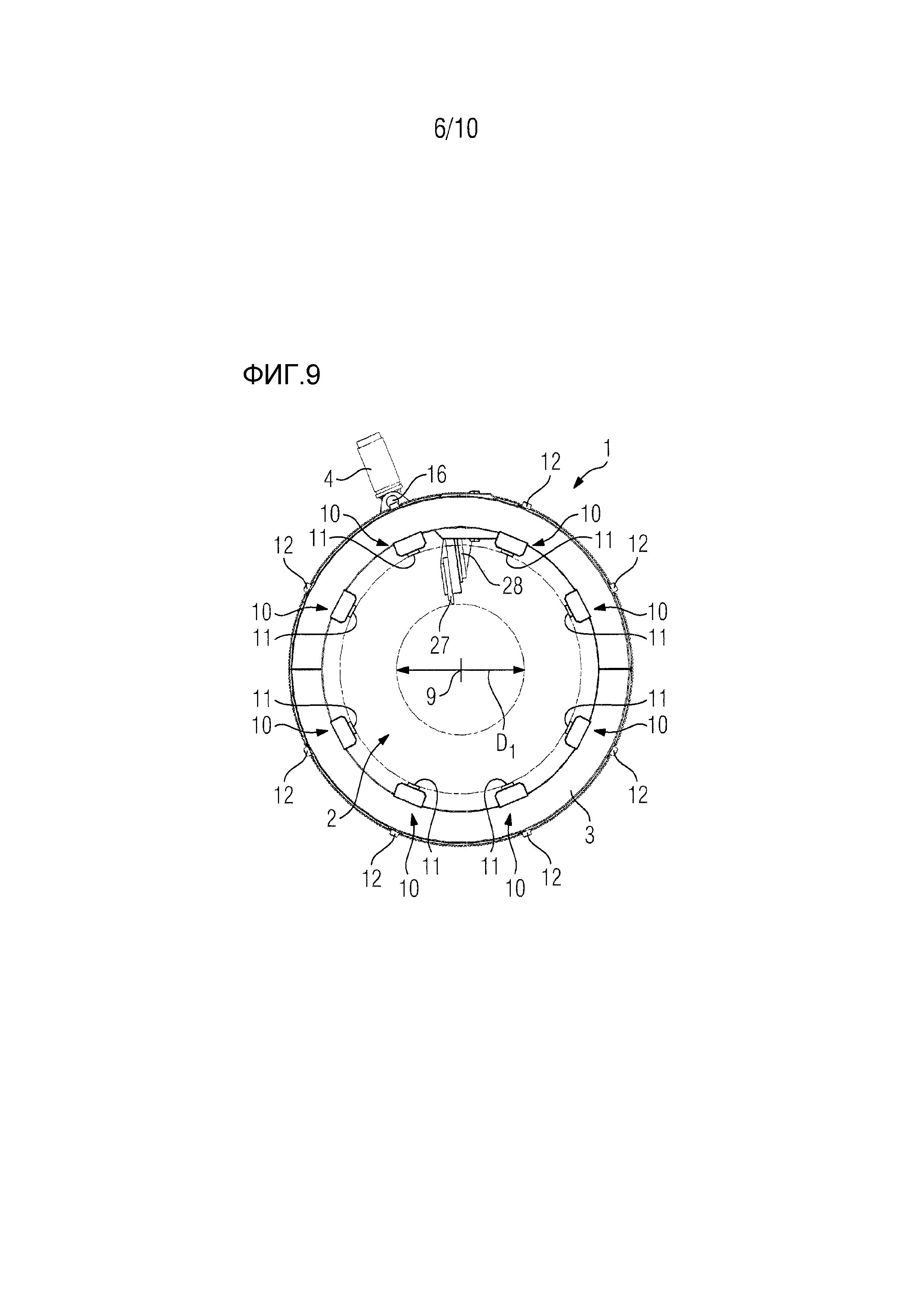
- фиг. 9: вид с торца аналогично фиг. 7, показывающий внутреннюю обработку детали устройством из фиг. 8;
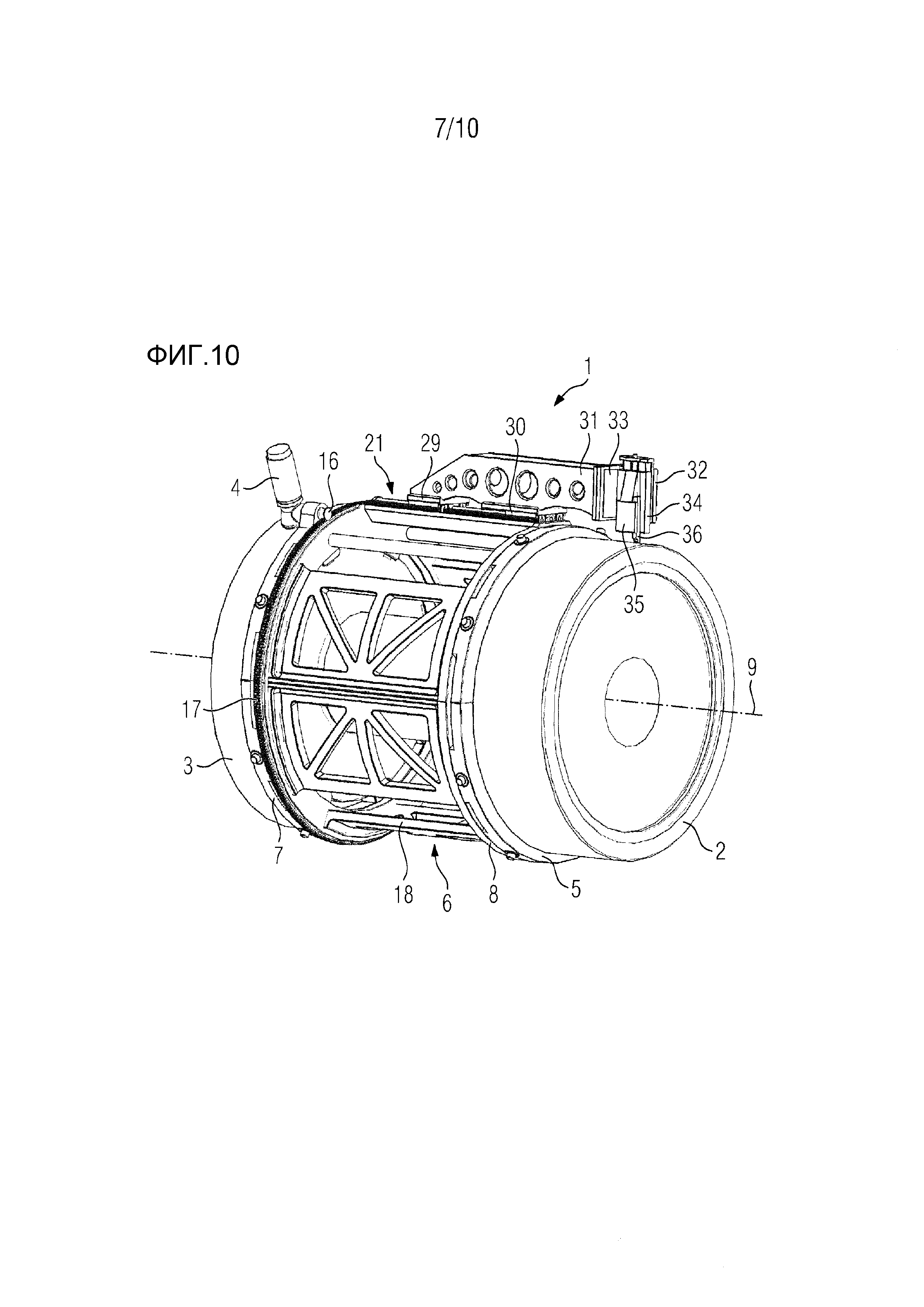
- фиг. 10: схематичный перспективный вид станка из фиг. 1, закрепленного на детали и оборудованного для ее внешней обработки;
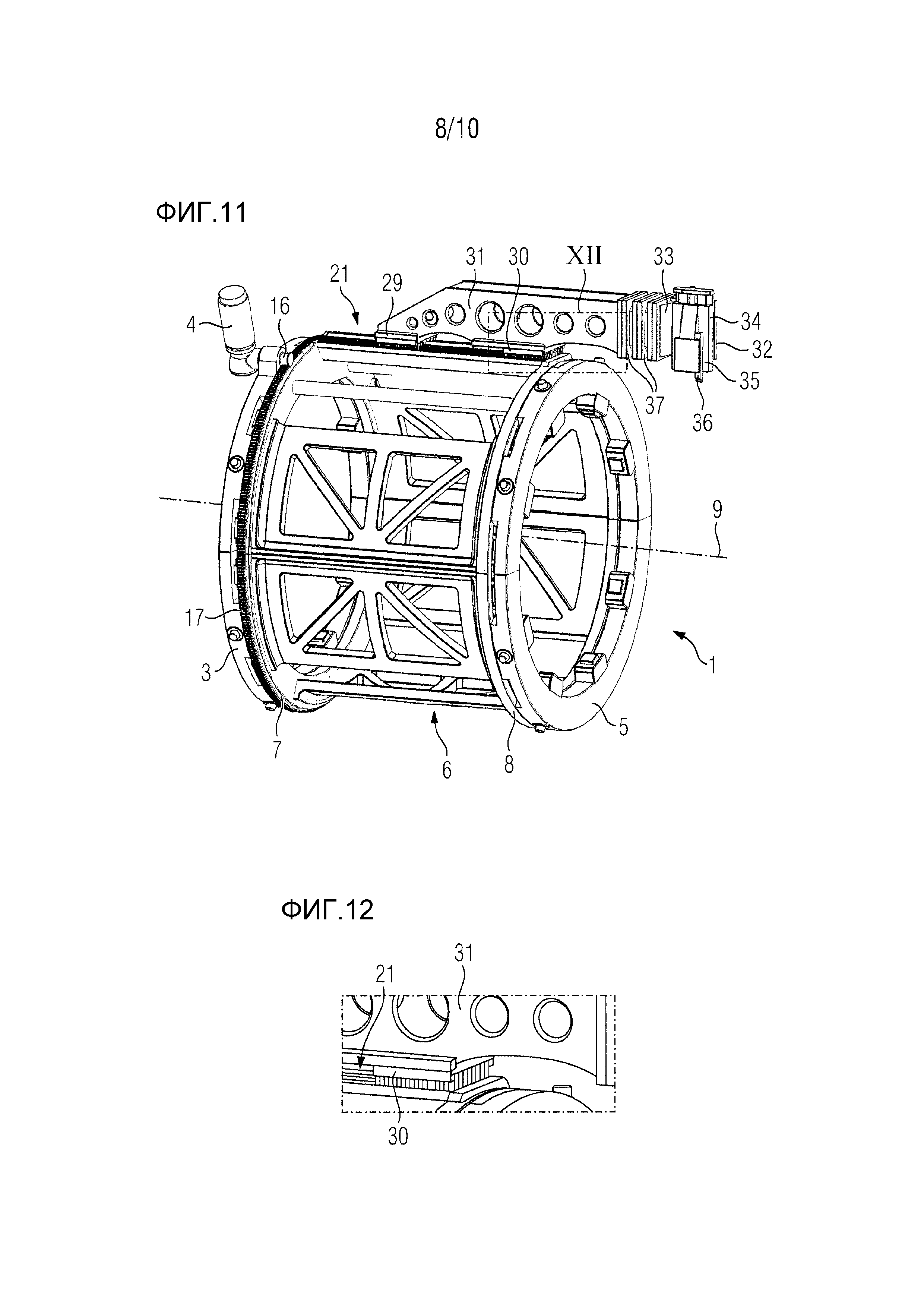
- фиг. 11: перспективный вид станка из фиг. 10, у которого консоль установлена в первом положении;
- фиг. 12: увеличенный вид фрагмента XII из фиг. 11;
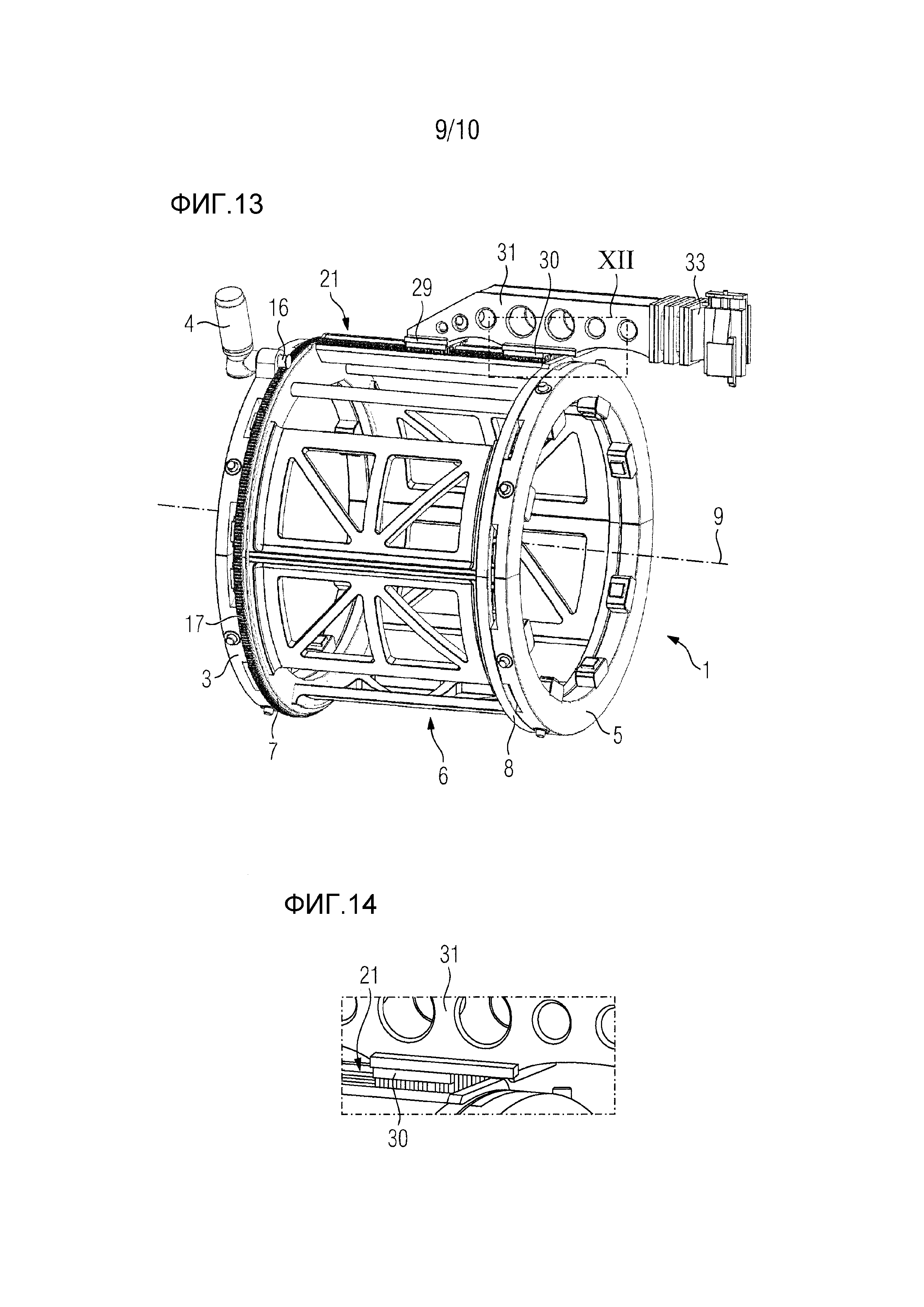
- фиг. 13: перспективный вид станка из фиг. 10, причем консоль установлена во втором положении;
- фиг. 14: увеличенный вид фрагмента XIV из фиг. 13;
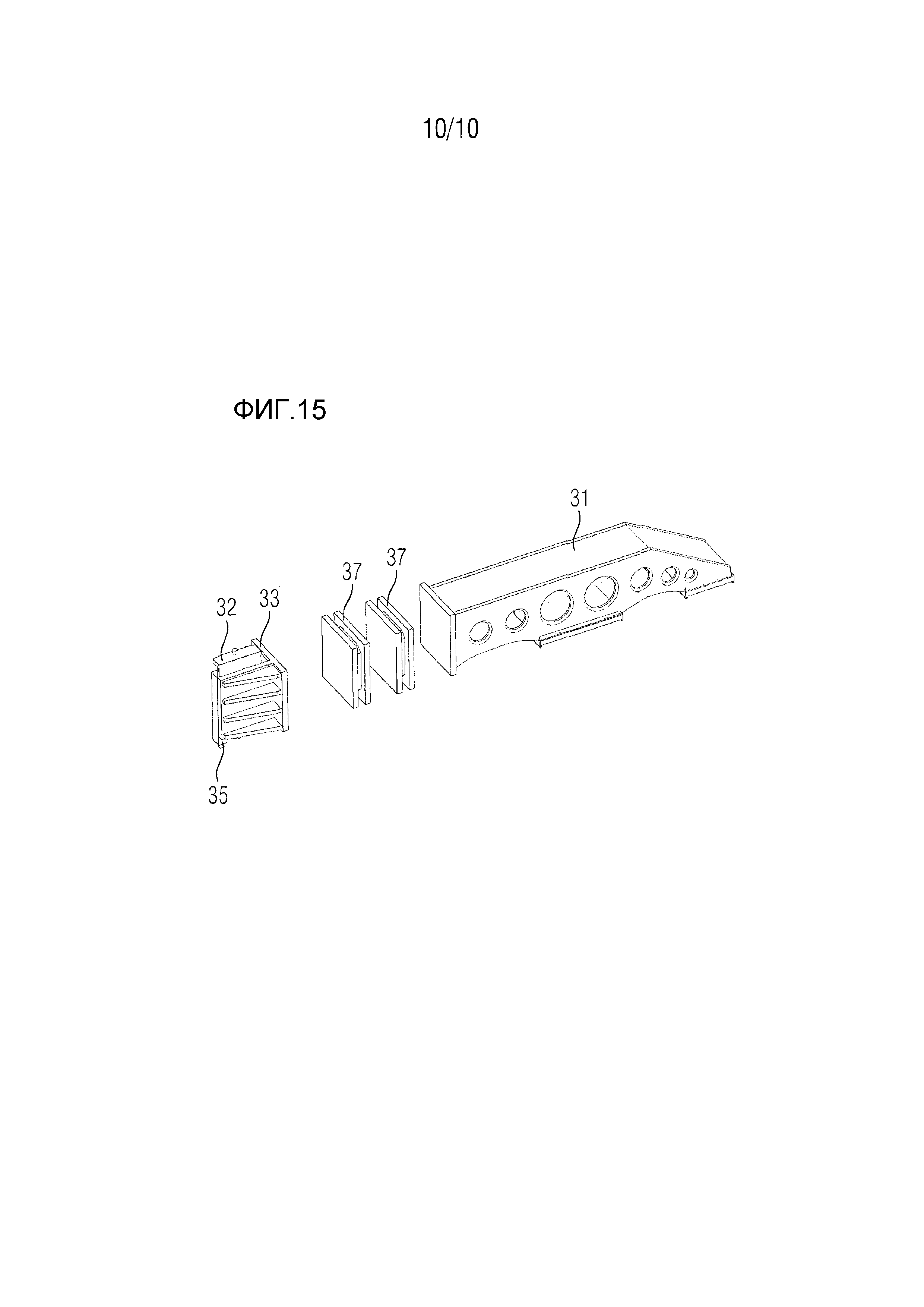
- фиг. 15: консоль в разобранном виде.
На чертежах в первом варианте осуществления изобретения изображен токарный и/или накатно-полировальный станок 1, установленный на обрабатываемой, в основном, вращательно-симметричной детали 2. Точнее говоря, на фиг. 1-9 станок изображен в состоянии, в котором он оборудован для ее внутренней обработки, а на фиг. 10-15 - в состоянии, в котором он оборудован для внешней обработки, как это ниже поясняется более подробно.
Ниже конструкция станка 1 описана, прежде всего, с ссылкой на фиг. 1-9.
Станок 1 включает в себя в качестве основных компонентов первое основание 3, установленный на нем двигатель 4, второе основание 5 и ротационную часть 6, которая размещена между основаниями 3, 5 и соединена с ними посредством закрепленных на ней колец скольжения 7, 8 таким образом, что она может быть приведена во вращение двигателем 4 вокруг центральной оси 9 относительно оснований 3, 5.
Оба основания 3, 5 имеют соответственно кольцеобразную конструкцию. Каждое основание 3, 5 включает в себя несколько крепежных средств 10, которые расположены с равными промежутками вдоль диаметра кольца оснований 3, 5 и содержат соответственно направленный радиально внутрь крепежный элемент 11. Крепежные элементы 11 движутся в радиальном направлении вперед и назад для фиксации оснований 3, 5 выборочно на обрабатываемой детали 2 и отделения от нее. Движение крепежных элементов 11 происходит в данном случае вручную с помощью винтовых механизмов (не показаны), приводимых в действие оператором путем вращения предусмотренных на внешней периферийной поверхности оснований 3, 5 установочных винтов 12 с использованием соответствующих инструментов. Могут быть предусмотрены несколько комплектов крепежных элементов 11 разной длины, рассчитанных соответственно специально на разные диапазоны наружных диаметров обрабатываемой детали 2. Таким образом, можно обеспечить стабильное закрепление по очень большому, в целом, диапазону наружных диаметров.
На обращенной к ротационной части 6 поверхности каждого основания 3, 5 предусмотрены выполненные в форме кольцевого сегмента направляющие элементы 13, которые расположены на равном расстоянии друг от друга и имеют соответственно паз 14 в форме ласточкина хвоста. Эти пазы 14 оснований 3, 5 находятся в зацеплении с соответствующими кольцевыми направляющими 15 в форме ласточкина хвоста, которые предусмотрены на кольцах скольжения 7, 8 и выступают наружу в направлении оснований 3, 5. Соответственно ротационная часть 6 посредством колец 7, 8 скольжения соединена с основаниями 3, 5 и может вращаться вокруг центральной оси 9 относительно них.
Двигатель 4 прочно соединен с основанием 3 и включает в себя шестерню 16, находящуюся в зацеплении с огибающим ротационную часть 6 зубчатым венцом 17. Точнее говоря, зубчатый венец 17 в данном случае выполнен на внешней периферии кольца скольжения 7. Двигатель 4 представляет собой пневмодвигатель, подключаемый к сети сжатого воздуха.
Промежуточная часть 18 ротационной части 6, прочно соединяющая между собой оба кольца скольжения 7, 8, выполнена в виде рамы и включает в себя несколько продольных раскосов 19, несколько соединяющих их поперечных раскосов 20 и проходящую параллельно центральной оси 9 продольную направляющую 21, поворачивающуюся на угол 90° и фиксируемую в своих крайних положениях поворота. На фиксированной в своем первом положении поворота продольной направляющей 21 с возможностью перемещения посредством двигателя (не показан) установлена продольная каретка 22. На ней закреплена проходящая поперек центральной оси 9 поперечная направляющая 24, вдоль которой посредством двигателя (также не показан) перемещается поперечная каретка 25. На ней установлен инструментодержатель 26, предназначенный для размещения инструмента 27, который может представлять собой на выбор токарный или накатно-полировальный инструмент. Как показано на фиг. 8, между продольной 22 и поперечной 25 каретками может быть расположен промежуточный элемент 28, выполненный таким образом, что поперечная каретка 25 по сравнению с фиг. 6 расположена на меньшем расстоянии до центральной оси 9. Таким образом, можно варьировать обрабатываемый диаметр D детали 2, как это показано на фиг. 7, 9 с помощью обрабатываемых диаметров D1, D2.
Как показано на фиг. 2-5, станок 1 разделен на две половины А и В, причем плоскость разъема заключает в данном случае центральную ось 9. В качестве альтернативы плоскость разъема может быть расположена также параллельно центральной оси 9.
Изображенное на фиг. 1-9 расположение поперечной каретки 25 используется тогда, когда с помощью станка 1 должен обрабатываться участок детали, лежащий между обоими основаниями 3, 5, что в рамках данной заявки называется внутренней обработкой.
На фиг. 10-15 станок 1 изображен в более подробно описанном ниже состоянии переналадки, используемом для обработки участка детали, выступающего наружу от одного из оснований 3, 5, что в рамках данной заявки называется внешней обработкой. В этом состоянии переналадки продольная направляющая 21 фиксирована в своем повернутом на 90° относительно первого положения поворота втором положении поворота, так что она указывает наружу. На продольной направляющей 21 с возможностью перемещения посредством двигателя (не показан) установлены две продольные каретки 29, 30, на которых закреплена консоль 31, перекрывающая основание 5. На свободном конце консоли 31 расположен несущий поперечную направляющую 32 концевой элемент 33. На поперечной направляющей 32 с возможностью перемещения закреплена поперечная каретка 34, несущая инструментодержатель 35. В нем размещен инструмент 36, который может представлять собой токарный или накатно-полировальный инструмент. Между консолью 31 и концевым элементом 33 для удлинения консоли 31 предусмотрены две поддерживающие опоры 37, которые, при необходимости, могут быть удалены и
ли дополнены другими поддерживающими опорами 37.
На фиг. 11, 12 показана первая возможность монтажа консоли 31 на продольных каретках 29, 30, при которой продольные каретки 29, 30 закреплены как можно дальше друг от друга на нижней стороне консоли 31. Этим обеспечивается очень стабильное расположение консоли 31 на продольной направляющей 21.
На фиг. 13, 14 показана вторая возможность монтажа консоли 31 на продольных каретках 29, 30, при которой соседняя с основанием 5 продольная каретка 30 закреплена на нижней стороне консоли 31 со смещением относительно расположения на фиг. 11, 12 в направлении продольной каретки 29. За счет этого увеличивается максимальный путь перемещения консоли 31, что, однако, влечет за собой снижение стабильности.
Для обработки детали с помощью станка 1 он на первом этапе неподвижно закрепляется на обрабатываемой детали 2 за счет фиксации оснований 3, 5 на ней с использованием крепежных средств 10. Расположение станка 1 на детали 2 облегчается за счет разделения станка 1 на две половины. При этом деталь 2 может располагаться свободно в пространстве. В качестве альтернативы она может также удерживаться посредством удерживающего устройства (не показано) или находиться еще в смонтированном состоянии.
После неподвижного монтажа станка 1 на детали 2 осуществляется точная настройка для выверки продольной оси детали и центральной оси 9 по отношению друг к другу таким образом, чтобы они, в основном, совпадали. Для этой цели на ротационной части 6 в подходящих местах могут быть закреплены, например, стрелочные индикаторы, которые затем для регистрации концентричного вращения приводятся в контакт с поверхностью детали 2. Настройка осуществляется затем путем соответствующей ручной регулировки крепежных элементов 11.
После надлежащей выверки станка 1 он может быть оборудован на выбор для внутренней или внешней обработки, как это описано выше.
Во время обработки инструмент 26, 36 в месте обработки вращается вокруг детали 2 за счет приведения в действие ротационной части 6 двигателем 4. Продольная и поперечная подачи осуществляются за счет приведения в действие продольной 22 или поперечной 25, 34 кареток.
Станок 1 отличается, в частности, своими небольшими габаритами и своей малой собственной массой, благодаря чему его легко перевозить, что обеспечивает локально очень гибкое применение при небольшом расходе энергии. Кроме того, станком 1 возможна высокопрецизионная обработка деталей. Станок 1 подходит, в частности, для обработки, в основном, вращательно-симметричных деталей большой собственной массы, например для обработки соответствующих деталей используемых на электростанциях турбин, например в виде стяжки и т.п.
Хотя изобретение было подробно проиллюстрировано и описано на предпочтительном варианте его осуществления, оно не ограничено раскрытыми примерами, и специалист может вывести из них другие вариации, не выходя за объем охраны изобретения.
Устройство преобразования напряжения
Избирательное управление двигателем переменного тока или двигателем постоянного тока
Газовая турбина и способ балансировки вращающейся части газовой турбины
Способ и блок управления для распознавания манипуляций в сети транспортного средства
Усилительное устройство для управляемого возврата мощности потерь
Электростатический инжектор частиц для высокочастотного ускорителя заряженных частиц
Пробоотборное устройство для отбора проб капель и газа в узких каналах газовой турбины или любого другого устройства с масляным сапуном
Газовая турбина и способ изготовления такой газовой турбины
Способ изготовления турбинного диска и турбина
Миниатюрная магнитная проточная цитометрия
Ключный замок и устройство с ключным замком
Лопатка для турбомашины и турбомашина, содержащая такую лопатку.
Электрическая машина с замкнутым, автономным контуром охлаждающей среды
Лопатка газовой турбины
Способ компьютерного моделирования технической системы
Разрядник защиты от перенапряжений с растяжимой манжетой
Сопловая лопатка с охлаждаемой платформой для газовой турбины
Устройство для монтажа и демонтажа конструктивного элемента стационарной газовой турбины, стационарная газовая турбина и способ монтажа и демонтажа конструктивного элемента стационарной газовой турбины
Способ компьютерной генерации управляемой данными модели технической системы, в частности газовой турбины или ветрогенератора
Способ для динамической авторизации мобильного коммуникационного устройства

