Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ЭЛЕМЕНТА ЖЕСТКОСТИ
Вид РИД
Изобретение
Изобретение относится к композитным структурам, в частности к технологиям усиления композиционных элементов жесткости, и может применяться в области авиастроения и космической техники.
Известен узел соединения элементов конструкции из композиционных материалов, содержащий усиливающий элемент, состоящий из сердечника и оболочки и имеющий треугольную форму с плоским основанием и двумя боковыми дугообразными сторонами, отличающийся тем, что с целью повышения несущей способности узла соединения и технологичности его изготовления оболочка выполнена из пространственно армированного материала и непрерывна по контуру сечения усиливающего элемента по патенту SU №1751941, МПК В64С 1/06, опубл. 10.06.1998 г.
Недостатком известного узла соединения является низкая технологичность его изготовления, обусловленная введением дополнительной операции изготовления сердечника заданного профиля методом пултрузии, что требует наличия дополнительного оборудования и оснастки для каждого отдельно взятого случая.
Наиболее близким к изобретению является способ изготовления композитного элемента жесткости, содержащего первый, второй и третий компоненты, выполненные из слоистой композитной ленты, причем первый и второй компоненты образуют стенку и пару полок, третий компонент соединен с полками и проходит по существу в поперечном направлении относительно стенки, первый, второй и третий композитные компоненты пересекаются с образованием полости, которая усилена в скругленной области, соответствующей вставке, посредством, по меньшей мере, одного слоя композитной ткани и вставки, обернутой клеящим слоем по патенту RU №2514747, МПК В29С 70/86, опубл. 10.05.2014 г.
Недостатком известного способа является низкая технологичность процесса изготовления композитного элемента жесткости, связанная с необходимостью введения операций нанесения композитной ткани на скругленные части полости и нанесения клеящего слоя перед этапом установки вставки.
Техническим результатом предлагаемого изобретения является увеличение технологичности изготовления элемента жесткости за счет исключения операций нанесения дополнительных слоев композитной ткани и операции нанесения клеящего слоя, а также за счет исключения операций изготовления сердечника на дополнительной оснастке и с применением дополнительного оборудования.
Для достижения указанного технического результата представленного изобретения предложен способ изготовления композитного элемента жесткости, включающий формирование из препрега пары компонентов, каждый из которых содержит часть стенки и полки композитного элемента жесткости, а также скругленную зону перехода от стенки к полке, соединение этих компонентов между собой и формирование основания полки композитного элемента жесткости с заполнением полости в зоне скругления компонентов вставкой из композиционного материала, отличающийся тем, что вставку выполняют скручиванием в рулон полосы препрега, ширина которой определяется отношением площади полости к толщине монослоя препрега.
Заполнение полости в зоне скругления компонентов вставкой, выполненной скручиванием в рулон полосы препрега расчетной ширины, позволяет изготавливать элементы жесткости с различной геометрией, исключая необходимость использования дополнительного оборудования и дополнительной оснастки, что снижает трудоемкость процесса изготовления, а исключение операций нанесения клея и дополнительных слоев материала сокращает длительность производственного цикла изготовления.
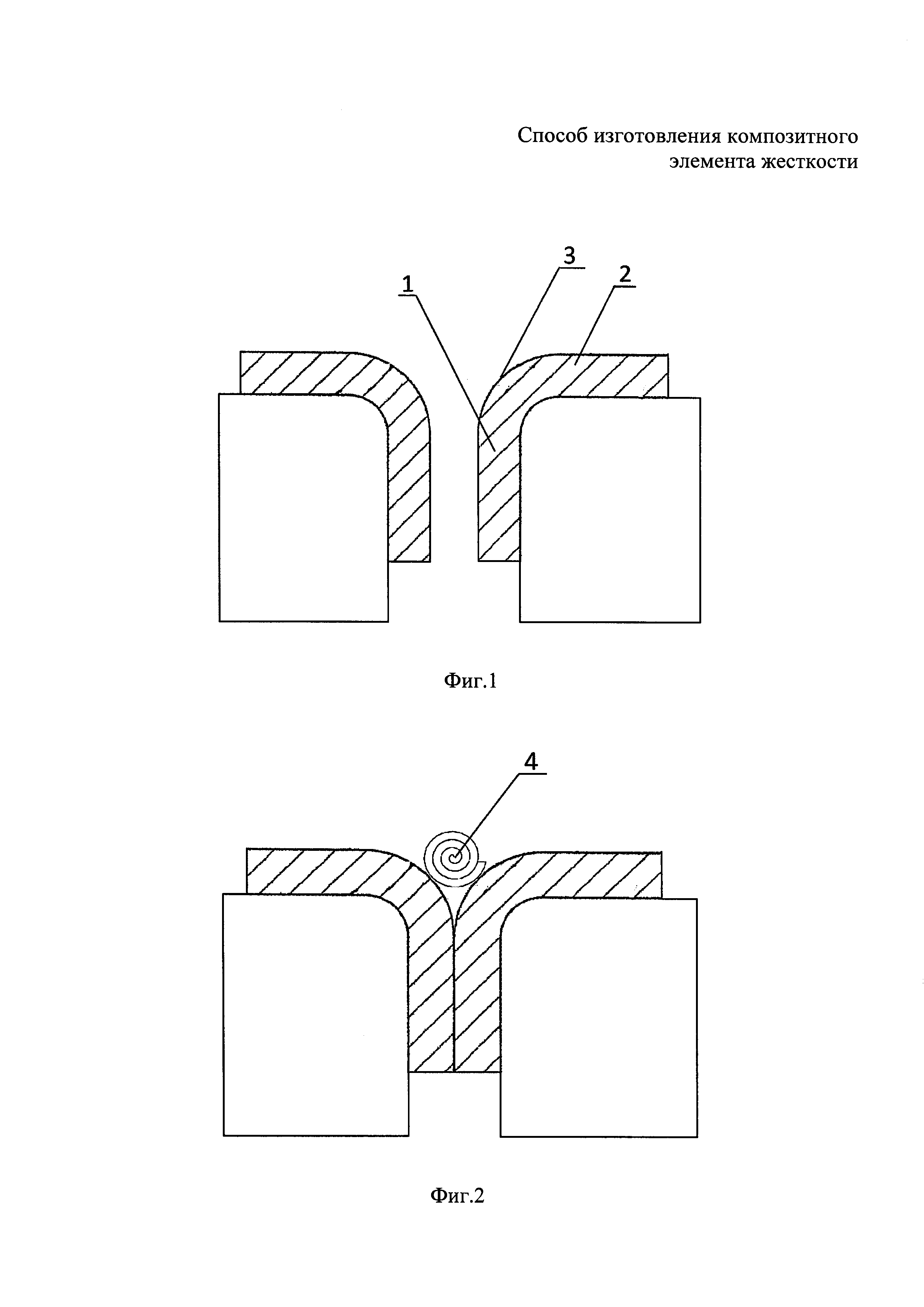
На фиг. 1 показаны компоненты композитного элемента.
На фиг. 2 показано соединение компонентов композитного элемента и установка вставки.
На фиг. 3 показана вставка, полученная скручиванием из полосы препрега.
На фиг. 4 показана установка основания.
На фиг. 5 представлено фото отформованного композитного элемента жесткости.
Способ осуществляют в следующей последовательности.
Формируют из препрега первый и второй компоненты композитного элемента жесткости, каждый из которых содержит часть стенки 1 и полки 2 композитного элемента жесткости, а также скругленную зону 3 перехода от стенки к полке. Соединяют первый и второй компоненты элемента жесткости между собой. Формируют вставку 4 из композиционного материала скручиванием в рулон полосы препрега 5, ширина b которой определяется отношением площади поперечного сечения полости 6 в зоне скругления 3 компонентов к толщине монослоя препрега t. Затем заполняют полость 6 в зоне скругления 3 первого и второго компонентов вставкой 4, полученной скручиванием полосы препрега 5. Формируют из препрега основание 7 композитного элемента жесткости и устанавливают на первый и второй компоненты с установленной в полость 6 вставкой 4. Отверждают полученную сборку.
Вставка может быть выполнена из различных материалов (лент, тканей), при этом материал, из которого выполнена вставка, может отличаться от материала, из которого формируются компоненты элемента жесткости.
Пример 1. Пара компонентов элемента жесткости сформированные из препрега на основе ленты ЛУ-П/0,1-А, в зоне скругления (радиус скругления R=4 мм) образуют полость площадью 6,9 мм2. При этом ширина полосы препрега, необходимая для формирования вставки скручиванием в рулон из материала, соответствующего материалу элемента жесткости, и исходя из толщины монослоя данного материала, равной 0,13 мм, составляет 53 мм.
Пример 2. Два компонента элемента жесткости, сформированные из препрега на основе ленты ЛУ-П/0,1-А, в зоне скругления (радиус скругления R=6 мм) образуют полость площадью 15,48 мм2. Для заполнения полости вставкой из препрега на основе ткани арт. 14502 (толщина монослоя равна 0,16 мм) понадобится полоса ленты шириной 97 мм.
Пример 3. Два компонента элемента жесткости, сформированные из препрега на основе ткани ЛУ-П/0,1-А, в зоне скругления (радиус скругления R=5 мм) образуют полость площадью 10,8 мм. Для заполнения полости вставкой из препрега на основе стеклоткани Э3-1-100 (толщина монослоя равна 0,12 мм) понадобится полоса ленты шириной 90 мм.
Таким образом, предложенный способ позволяет изготавливать элементы жесткости различной геометрии без использования дополнительного оборудования и дополнительной оснастки, что совместно с сокращением производственного цикла за счет исключения операций нанесения клея и дополнительных слоев материала снижает трудоемкость и повышает технологичность процесса.
Способ изготовления композитного элемента жесткости, включающий формирование из препрега пары компонентов, каждый из которых содержит часть стенки и полки композитного элемента жесткости, а также скругленную зону перехода от стенки к полке, соединение этих компонентов между собой и формирование основания полки композитного элемента жесткости с заполнением полости в зоне скругления компонентов вставкой из композиционного материала, отличающийся тем, что вставку выполняют скручиванием в рулон полосы препрега, ширина которой определяется отношением площади полости к толщине монослоя препрега.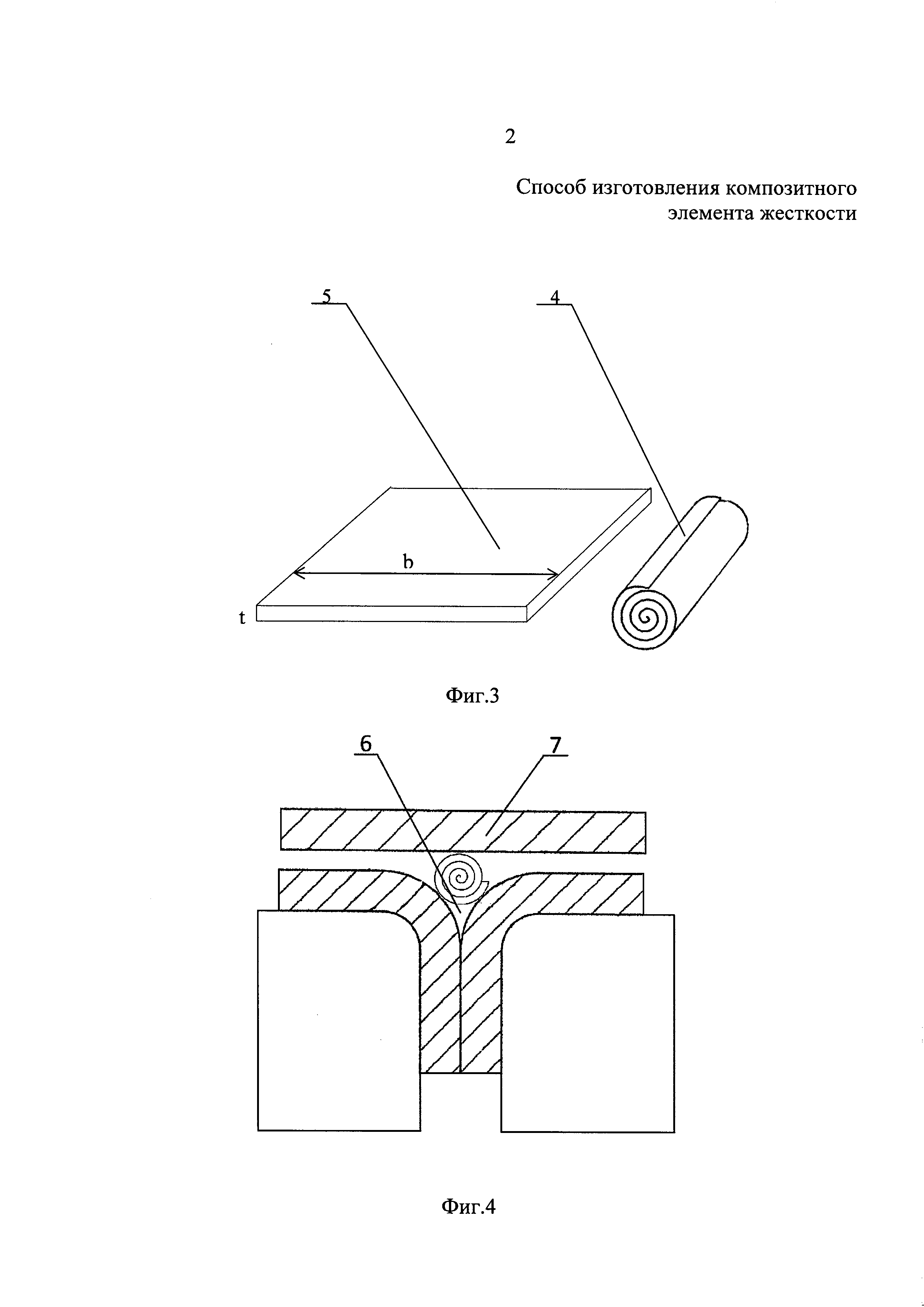

Способ получения кварцевой керамики и изделий из нее
Способ измерения параметров диэлектриков при нагреве и устройство для его осуществления
Способ изготовления трехслойной сотовой панели из композиционного материала
Головной антенный обтекатель
Способ тепловых испытаний обтекателей ракет из неметаллических материалов
Устройство для нанесения покрытия на внутреннюю цилиндрическую поверхность отверстия
Образец для испытаний сотового заполнителя
Способ изготовления бомз-подставок для обжига стеклокерамических изделий
Формовой комплект для формования сложнопрофильных керамических заготовок
Установка моллирования стеклянных полусфер
Способ определения диэлектрической проницаемости диэлектрических материалов
Композиция изделий авиационного остекления на основе монолитного поликарбоната
Способ испытания обтекателей ракет из неметаллических материалов
Способ получения антенных обтекателей ракет из кварцевой керамики
Способ получения кварцевой керамики и изделий из нее
Способ измерения параметров диэлектриков при нагреве и устройство для его осуществления
Способ изготовления трехслойной сотовой панели из композиционного материала
Головной антенный обтекатель
Способ тепловых испытаний обтекателей ракет из неметаллических материалов
Устройство для нанесения покрытия на внутреннюю цилиндрическую поверхность отверстия

