Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к металлообработке, и может быть использовано для магнитно-абразивной обработки деталей, имеющих цилиндрические, плоские, сферические и другие поверхности.
Известно устройство для магнитно-абразивной обработки, содержащее магнитные системы, образующие паз с полюсами противоположной полярности, расположенными друг против друга, причем магнитные системы собраны из блоков, разделенных изоляционными прокладками. Каждый из блоков выполнен в виде постоянного магнита и Г-образного полюсного наконечника, внутренняя поверхность которого находится в контакте с нерабочим полюсом и боковой поверхностью магнита, при этом рабочие поверхности полюсного наконечника и магнита ограничены боковой поверхностью паза. Магнитные системы выполнены прямоугольными, установлены с возможностью поворота на 180° для изменения профиля паза и связаны с регулировочным приводом, предназначенным для изменения ширины паза, образованного магнитными системами (Патент RU №2098258, МПК В24В 31/112, опубл. 1997).
Недостатком описанного устройства является низкое качество магнитно-абразивной обработки детали сложно-профильной формы поверхности вследствие наличия неравномерной вследствие неравномерной шероховатости, обусловленной обработкой поверхности посредством индуктора с рабочими поверхностями плоской формы.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является устройство для магнитно-абразивной обработки, содержащее магнитные системы с индукторами, расположенные друг против друга с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей, собранные из чередующихся относительно рабочих поверхностей индукторов тороидальной формы постоянных магнитов и магнитопроводов и закрепленные на валах электродвигателей, каждый из которых установлен на кронштейне, соединенном со стойкой, противоположный конец которой жестко закреплен на салазках (Патент RU №2314185, МПК В24В 31/112, опубл. 2008).
Недостатком описанного устройства является низкое качество магнитно-абразивной обработки поверхности детали, обусловленное невозможностью обеспечения постоянной величины рабочего зазора между рабочими поверхностями индукторов и поверхностью обрабатываемой детали вследствие неравномерностей съема материала и шероховатости поверхности обрабатываемой детали.
Предлагаемым изобретением решается задача повышения качества магнитно-абразивной обработки поверхности обрабатываемой детали.
Для достижения указанного технического результата в устройстве для магнитно-абразивной обработки, содержащем магнитные системы с индукторами, расположенные друг против друга с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей, собранные из чередующихся относительно рабочих поверхностей индукторов тороидальной формы постоянных магнитов и магнитопроводов и закрепленные на валах электродвигателей, каждый из которых установлен на кронштейне, соединенном со стойкой, противоположный конец которой жестко закреплен на салазках, каждая из магнитных систем снабжена внешней и внутренней ограничительными чашками, выполненными с возможностью свободного вращения относительно оси вала электродвигателя, при этом внешняя ограничительная чашка посредством подшипника качения закреплена на наружной стороне корпуса индуктора, а внутренняя чашка с помощью подшипника качения установлена на внутренней поверхности индуктора, боковые стороны обеих ограничительных чашек выполнены выступающими над рабочей поверхностью индуктора на величину, равную рабочему зазору между рабочей поверхностью индуктора и поверхностью обрабатываемой детали, причем каждая из стоек выполнена из двух частей, соединенных между собой посредством амортизирующего элемента.
Повышение качества магнитно-абразивной обработки поверхности обрабатываемой детали вследствие достижения постоянного рабочего зазора между рабочими поверхностями индукторов и поверхностью обрабатываемой детали обеспечивается за счет того, что каждая из магнитных систем снабжена внешней и внутренней ограничительными чашками, выполненными с возможностью свободного вращения относительно оси вала электродвигателя, при этом внешняя ограничительная чашка посредством подшипника качения закреплена на наружной стороне корпуса индуктора, а внутренняя чашка с помощью подшипника качения установлена на внутренней поверхности индуктора, боковые стороны обеих ограничительных чашек выполнены выступающими над рабочей поверхностью индуктора на величину, равную рабочему зазору между рабочей поверхностью индуктора и поверхностью обрабатываемой детали, причем каждая из стоек выполнена из двух частей, соединенных между собой посредством амортизирующего элемента.
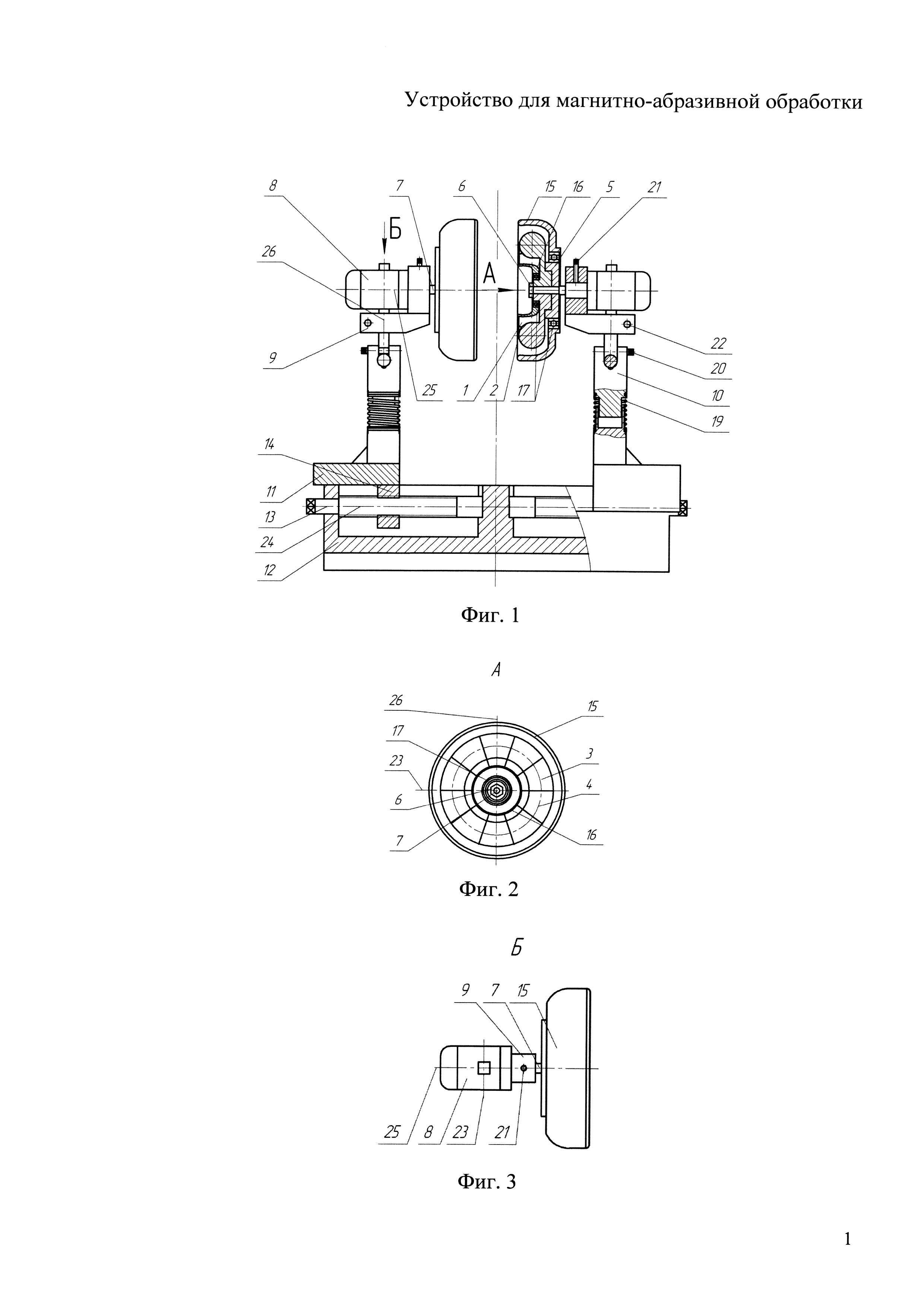
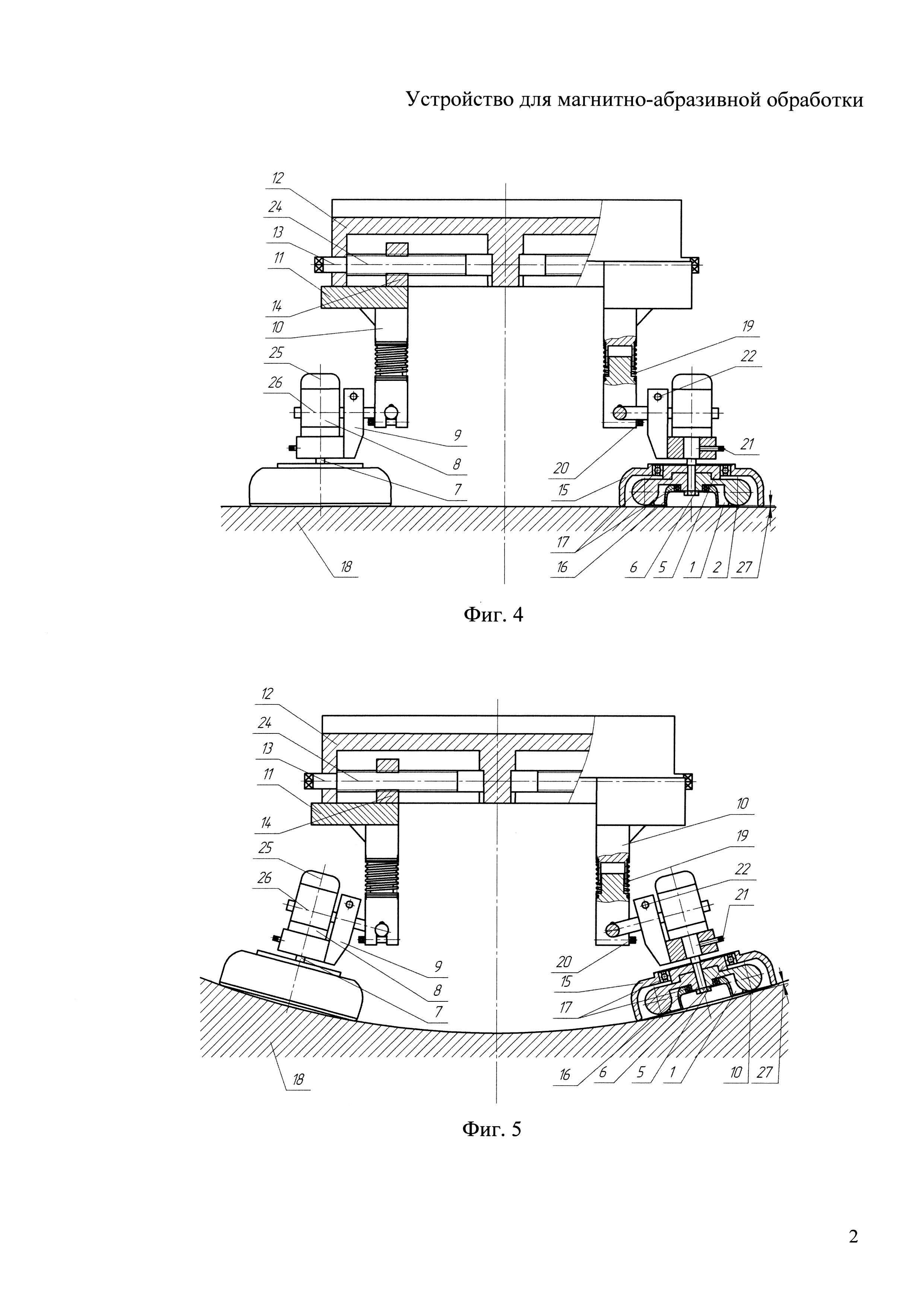
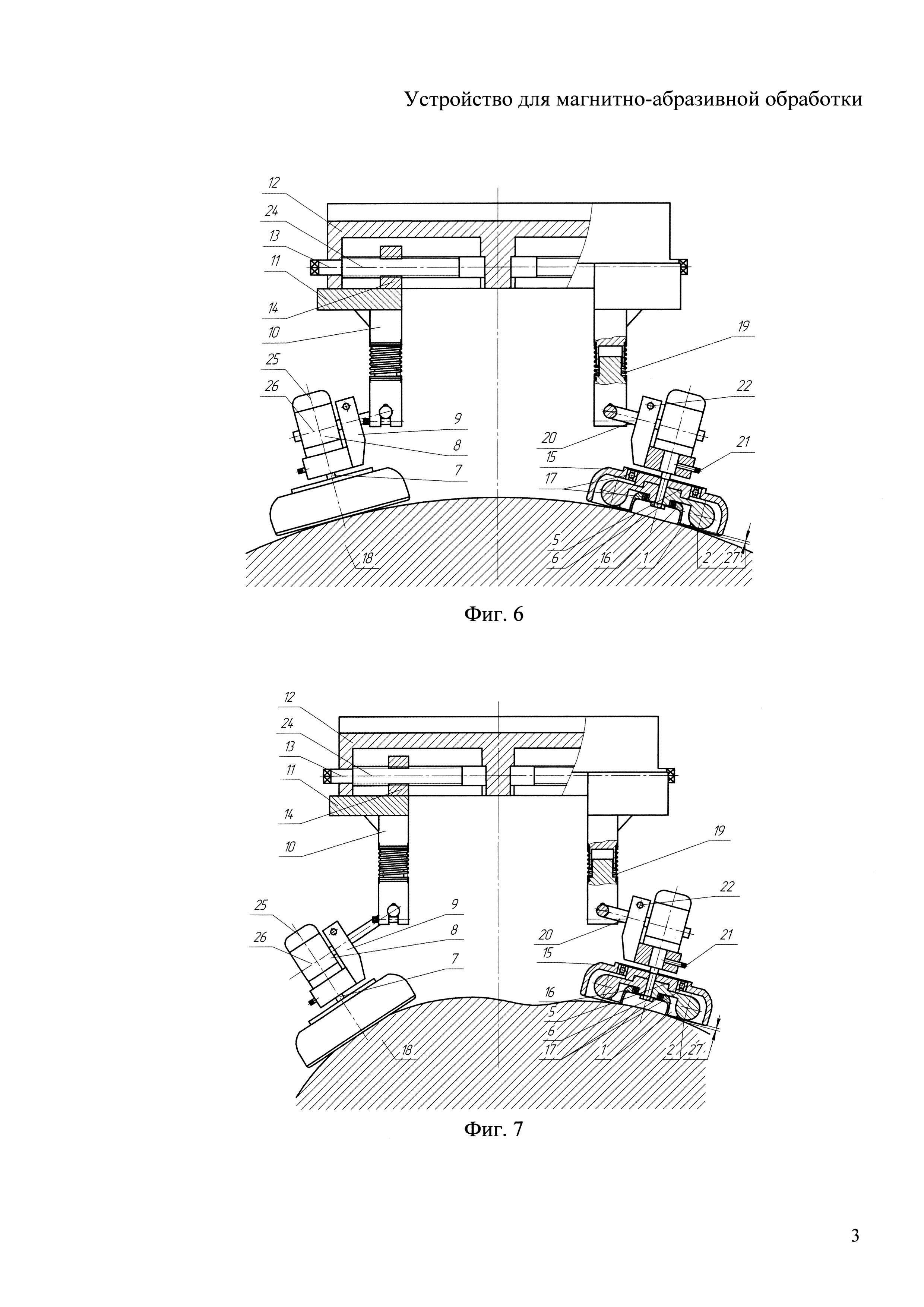
Предлагаемое изобретение поясняется чертежом, где на фиг. 1 изображено устройство для магнитно-абразивной обработки, вид общий; на фиг. 2 - то же, вид А; на фиг. 3 - то же, вид Б; на фиг. 4 - схема применения предлагаемого устройства при обработке плоской поверхности детали на горизонтально-фрезерном станке; на фиг. 5 - схема применения предлагаемого устройства при обработке вогнутой сферической поверхности детали на горизонтально-фрезерном станке, оснащенном вращающимся столом; на фиг. 6 - схема применения предлагаемого устройства при обработке выпуклой сферической поверхности детали на горизонтально-фрезерном станке, оснащенном вращающимся столом; на фиг. 7 - схема применения предлагаемого устройства при обработке поверхности сложного профиля, являющейся фасонной поверхностью пуансона, симметричной относительно оси детали, на горизонтально-фрезерном станке, оснащенном вращающимся столом.
Устройство для магнитно-абразивной обработки изготовлено из немагнитного материала, например из алюминиевого сплава, и содержит магнитные системы с индукторами 1, расположенными друг против друга с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей. Каждый индуктор 1 магнитной системы собран из чередующихся относительно рабочей поверхности 2 индуктора 1 тороидальной формы постоянных магнитов 3 и магнитопроводов 4, представляющих собой сегменты одинаковой формы с фасонным профилем и установленных в корпусе 5 индуктора 1 с помощью крепежного элемента, например гайки 6, и закреплен на резьбовом валу 7 электродвигателя 8 с регулируемой частотой вращения. Каждый из двух электродвигателей 8 установлен соответственно на кронштейне 9, соединенном со стойкой 10, противоположный конец которой жестко закреплен на салазках 11, установленных с возможностью перемещения на основании 12. Возможность раздвижения или сближения салазок 12 обеспечивается регулировочными винтами 13, представляющими ходовые винты, например, с правой резьбой и закрепленными на салазках 12 гайками 14. Каждая из магнитных систем снабжена внешней 15 и внутренней 16 ограничительными чашками, установленными с возможностью свободного вращения относительно оси вала 7 электродвигателя 8 и имеющими форму полуэллипсоидов вращения. При этом внешняя 15 ограничительная чашка посредством подшипника качения 17 закреплена на наружной стороне корпуса 5 индуктора 1, а внутренняя 16 чашка с помощью подшипника качения 17 установлена на внутренней поверхности индуктора 1. Боковые стороны обеих ограничительных чашек 15 и 16 выполнены выступающими над рабочей поверхностью 2 индуктора 1 на величину, равную рабочему зазору между рабочей поверхностью 2 индуктора 1 и поверхностью 18 обрабатываемой детали. Причем каждая из стоек 10 выполнена из двух частей, соединенных между собой посредством амортизирующего элемента 19, например жесткой пружины. Каждая стойка 10 верхним концом соединена с кронштейном 9, а нижним концом - жестко закреплена на салазках 11. Для улучшения способности растяжения и сжатия стойки 10, в частности, в месте подвижного сопряжения верхней и нижней частей стойки 10 нижний конец верхней части может быть выполнен в виде пальца, а верхний конец нижней части стойки 10 может быть выполнен в виде стакана, предназначенного для размещения пальца.
Поскольку каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей, то поворот и перемещение магнитных систем позволяет изменять пространство рабочей зоны, образованной рабочими поверхностями 2 индукторов 1. Положение магнитной системы фиксируется зажимными винтами 20, 21, 22. Зажимные винты 20 предназначены для обеспечения возможностей перемещения магнитной системы вдоль поперечной горизонтальной оси 23, перпендикулярной продольной оси 24, и поворота на угол 360° вокруг этой оси. Зажимной винт 21 предназначен для обеспечения возможности перемещения магнитной системы вдоль ее оси 25, проходящей через отверстие для крепления электродвигателя 8, в пределах зазора между корпусом 5 индуктора 1 и кронштейном 9, и поворота на угол 360° вокруг этой оси. Зажимной винт 22 предназначен для обеспечения возможности перемещения магнитной системы вдоль оси 26 отверстия, предназначенного для крепления кронштейна 9, и поворота на угол 360° вокруг этой оси. Благодаря непрерывному прижатию рабочей поверхности 2 индуктора 1 к поверхности 18 обрабатываемой детали амортизирующим элементом 19 обеспечивается постоянство рабочего зазора между рабочей поверхностью 2 индуктора 1 и поверхностью 18 обрабатываемой детали любой формы, что, в свою очередь, приводит к равномерности съема материала и шероховатости поверхности обработанной детали. Салазки 11 установлены на основании 12 по типу соединения «ласточкин хвост». С помощью соединительных поверхностей типа «ласточкин хвост» основание 12 предлагаемого устройства для магнитно-абразивной обработки может быть установлено на соответствующие ответные поверхности направляющих типа «ласточкин хвост» суппорта токарного станка или хобота горизонтально-фрезерного станка. В последнем случае устройство устанавливается вверх основанием 12. Для перемещения магнитной системы вдоль поперечной горизонтальной оси 23 и поворота вокруг этой оси необходимо ослабить зажимные винты 20 и после придания магнитной системе требуемого положения снова их закрепить. Для перемещения магнитной системы вдоль оси 25 и поворота вокруг этой оси необходимо ослабить зажимной винт 21 и после придания магнитной системе требуемого положения необходимо снова закрепить этот винт. Для перемещения магнитной системы вдоль оси 26 и поворота вокруг этой оси необходимо ослабить зажимной винт 22 и после придания магнитной системе требуемого положения необходимо снова закрепить этот винт. Для перемещения магнитной системы вдоль продольной оси 24 необходимо вращать регулировочный винт 13 до придания магнитной системе требуемого положения. Величина рабочего зазора 27 (фиг. 2-5) между рабочей поверхностью 2 индуктора 1 и поверхностью 18 обрабатываемой детали устанавливается за счет плотного прижатия ограничительных чашек 15 и 16 к обрабатываемой поверхности посредством амортизирующего элемента 19. Рабочий зазор 27 заполняется магнитно-абразивным порошком.
Предлагаемое устройство работает следующим образом.
Для обработки, в частности, плоской поверхности 18 обрабатываемой детали на горизонтально-фрезерном станке (фиг. 2) деталь устанавливается на столе станка, а устройство для магнитно-абразивной обработки закрепляется основанием 12 вверх на хоботе станка. Производится настройка рабочего положения индукторов 1. Ослабляются зажимные винты 20 и 22, и деталь перемещается до плотного соприкосновения поверхности 18 обрабатываемой детали с ограничительными чашками 15 и 16. Винты 20 и 22 закрепляются. Затем в рабочий зазор 27 насыпается порция магнитно-абразивного порошка, включаются электродвигатели 8 и привод продольных подач станка в режиме возвратно-поступательных движений.
Для магнитно-абразивной обработки вогнутой сферической поверхности 18 детали (фиг. 3), выпуклой сферической поверхности 18 детали (фиг. 4), поверхности 18 обрабатываемой детали сложного профиля, являющейся, например, фасонной поверхностью пуансона, симметричной относительно оси детали (фиг. 5), используется горизонтально-фрезерный станок, оснащенный вращающимся столом. Устройство для магнитно-абразивной обработки закрепляется основанием 12 на хоботе этого станка, а деталь устанавливается на горизонтальный вращающийся стол станка так, чтобы ось поверхности 18 обрабатываемой детали совпала с вертикальной осью вращающегося стола. После этого с помощью зажимных винтов 20, 21, 22 и регулировочных винтов 13. а также ограничительных чашек 15 и 16 устройство устанавливается над обрабатываемой поверхностью с требуемым рабочим зазором 27. Затем включаются электродвигатели 8 и привод вращающегося стола.
Съем отработанного магнитно-абразивного порошка с рабочих поверхностей 2 индукторов 1 производится с помощью скребков, изготовленных из немагнитного материала.
Таким образом, использование предлагаемого изобретения позволяет повысить качество магнитно-абразивной обработки поверхности обрабатываемой детали.
Устройство для магнитно-абразивной обработки, содержащее магнитные системы с индукторами, расположенные друг против друга с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360° вокруг каждой из этих осей, собранные из чередующихся относительно рабочих поверхностей индукторов тороидальной формы постоянных магнитов и магнитопроводов и закрепленные на валах электродвигателей, каждый из которых установлен на кронштейне, соединенном со стойкой, противоположный конец которой жестко закреплен на салазках, отличающееся тем, что каждая из магнитных систем снабжена внешней и внутренней ограничительными чашками, выполненными с возможностью свободного вращения относительно оси вала электродвигателя, при этом внешняя ограничительная чашка посредством подшипника качения закреплена на наружной стороне корпуса индуктора, а внутренняя чашка c помощью подшипника качения установлена на внутренней поверхности индуктора, боковые стороны обеих ограничительных чашек выполнены выступающими над рабочей поверхностью индуктора на величину, равную рабочему зазору между рабочей поверхностью индуктора и поверхностью обрабатываемой детали, причем каждая из стоек выполнена из двух частей, соединенных между собой посредством амортизирующего элемента.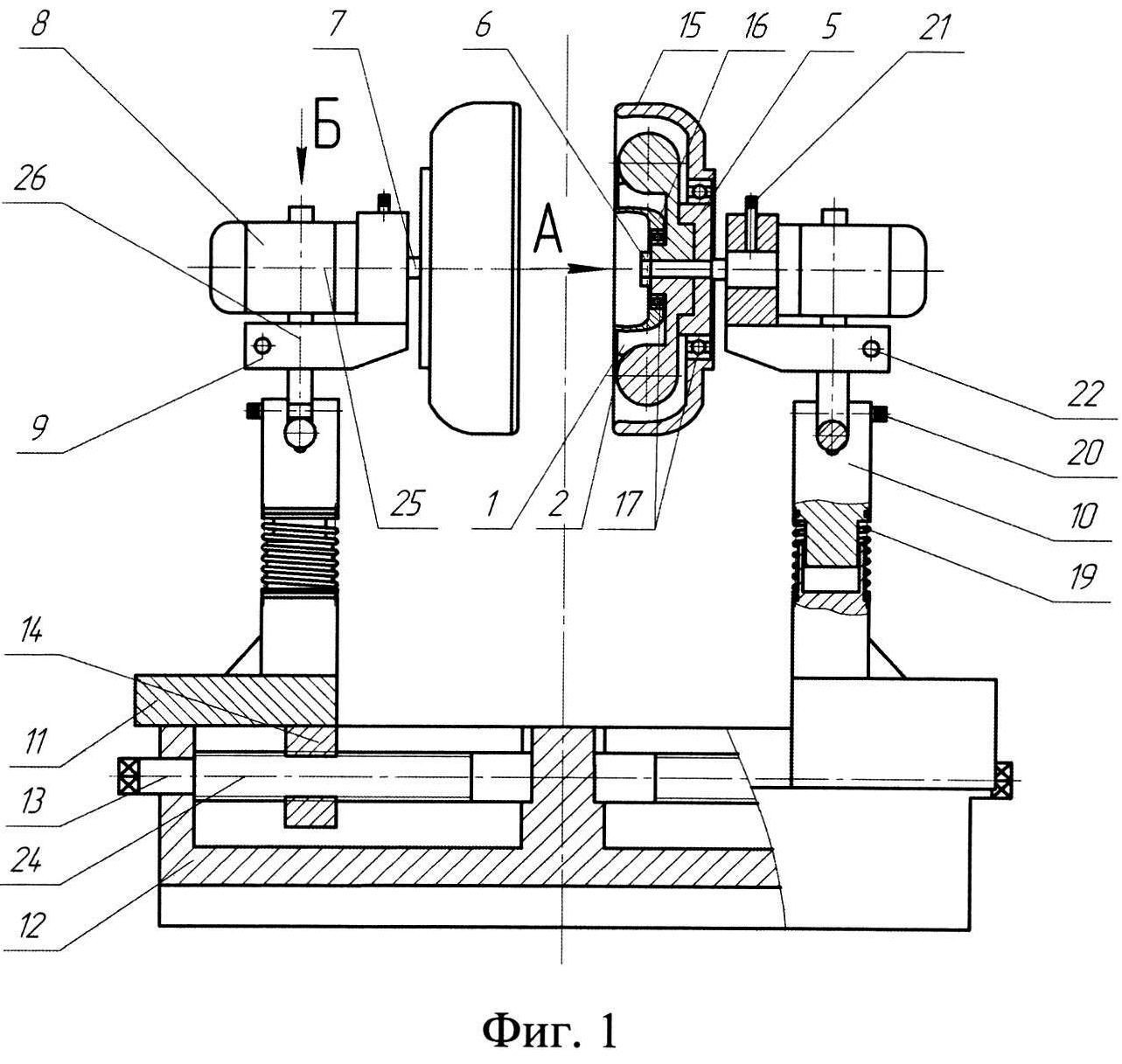
Сборная торцовая фреза
Способ получения сорбента для очистки воды
Осевая гидротурбина
Способ индукционного упрочнения почвообрабатывающего рабочего органа
Способ формирования сортового профиля в закрытых калибрах
Роликовый подшипник качения (варианты)
Способ идентификации операции механической обработки
Паста для индукционной наплавки
Субстрат для выращивания грибов grifola frondosa
Двухрядный роликовый подшипник качения
Сборная торцовая фреза
Способ получения сорбента для очистки воды
Осевая гидротурбина
Способ индукционного упрочнения почвообрабатывающего рабочего органа
Способ формирования сортового профиля в закрытых калибрах
Роликовый подшипник качения (варианты)
Способ идентификации операции механической обработки
Паста для индукционной наплавки
Субстрат для выращивания грибов grifola frondosa
Двухрядный роликовый подшипник качения

