Результат интеллектуальной деятельности: СЛОЖНАЯ МИКРОМЕХАНИЧЕСКАЯ ДЕТАЛЬ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Предметом настоящего изобретения является сложная микромеханическая деталь, изготовленная из любого материала, например из углеродного материала, и способ изготовления детали данного типа.
Уровень техники
Изготовление микромеханической детали чисто из синтетического алмаза или алмазоподобного углерода (DLC) является очень дорогим и невыгодным в плане трибологических характеристик вследствие высокой шероховатости, возникающей при нанесении толстого слоя покрытия или при обработке методом сплошного травления. Вследствие этого, в настоящее время предпочитают покрывать микромеханические детали тонким слоем синтетического алмаза или алмазоподобного углерода, хотя это и не позволяет получать все требуемые формы детали.
Раскрытие изобретения
Целью настоящего изобретения является устранение всех или части вышеуказанных недостатков с помощью микромеханической детали сложной геометрии, в которой используется минимальное количество материала со значительно пониженной степенью шероховатости и очень благоприятным соотношением процента брака и себестоимости продукции.
Таким образом, объектом настоящего изобретения является способ изготовления цельной микромеханической детали, включающий в себя следующие операции:
a) Формирование подложки, содержащей негативную полость для указанной изготовляемой микромеханической детали.
b) Покрытие указанной негативной полости подложки слоем материала.
c) Снятие с подложки толщины, большей, чем нанесенный слой, для получения ограниченной толщины указанного слоя в вышеупомянутой негативной полости.
d) Устранение подложки для освобождения микромеханической детали, сформированной в указанной негативной полости.
Таким образом, ясно, что данный способ позволяет изготовлять цельную микромеханическую деталь, т.е. деталь, не содержащую разрывов материала, имеющую "оболочку" материала, т.е. небольшое количество материала, внешняя поверхность которого приобретает очень незначительную степень шероховатости подложки, что значительно снижает затраты на материал, необходимый для создания внешнего слоя, и понижает общую степень шероховатости, особенно на внешней поверхности, повышая, таким образом, ее трибологические характеристики.
Согласно другим положительным отличительным признакам настоящего изобретения:
- Негативная полость содержит стенку для формирования зубчатого венца.
- Материал является кристаллическим или аморфным углеродным материалом.
- Между операцией b) и операцией c) данный способ включает в себя операцию e): заполнение полости, покрытой первым материалом, вторым материалом, с целью получения после операций c) и d) микромеханической детали в первом материале, усиленной и/или отделанной вторым материалом.
- Между операцией c) и операцией d) данный способ включает в себя операцию f): заполнение полости, покрытой первым материалом, вторым материалом, с целью получения после операции d) микромеханической детали в первом материале, усиленной и/или отделанной вторым материалом.
- В ходе операции f) формируемый второй материал выходит из указанной полости, создавая дополнительный функциональный элемент микромеханической детали.
- Второй материал представляет собой металл или металлический сплав.
- Данная микромеханическая деталь образует внешнюю часть, спиральную пружину, баланс, паллетный рычаг, мост, колесную пару или анкерное колесо часового механизма.
Краткое описание чертежей
Другие отличительные признаки и преимущества данного изобретения станут ясны после ознакомления с приведенным ниже описанием, не ограничивающим и носящим иллюстративный характер, со ссылками на приложенные чертежи, а именно:
фиг.1-5 - изображения последовательных операций способа изготовления по первому варианту осуществления изобретения;
фиг.6-10 - изображения примеров микромеханических деталей, изготовленных предлагаемым способом по первому варианту осуществления;
фиг.11-13 - диаграммы последовательных операций способа изготовления по второму варианту осуществления изобретения;
фиг.14 - изображение примера микромеханической детали, изготовленной способом по второму варианту;
фиг.15-16 - изображения последовательных операций способа изготовления по третьему варианту осуществления изобретения;
фиг.17 - изображение примера микромеханической детали, изготовленной предлагаемым способом по третьему варианту.
Осуществление изобретения
Как уже было указано выше, предметом настоящего изобретения является, прежде всего, цельная микромеханическая деталь, изготовленная, например, из материала на основе углерода. Термин "на основе углерода" означает синтетическую аллотропную модификацию углерода в кристаллической форме, такую как алмаз или несколько слоев графена, или в аморфной форме, такую как алмазоподобный углерод.
Разумеется, согласно настоящему изобретению, другие типы материалов, которые могут наноситься слоями и обладают преимуществами по своим трибологическим характеристикам, также могут быть использованы в качестве альтернативы синтетической аллотропной модификации углерода. В качестве такого альтернативного материала могут применяться, например, соединения на кремниевой основе, например нитрид кремния, диоксид кремния или карбид кремния (карборунд).
Рассматриваемая микромеханическая деталь была разработана для применения в области часового производства. Однако данную технологию можно использовать и в других областях, например, таких как авиация, ювелирное производство, автомобилестроение.
В часовом производстве данную микромеханическую деталь можно использовать, например, в качестве части внешнего корпуса наручных часов спиральной пружины, баланса, паллет, мостов или даже колесных пар, таких как анкерное колесо, полностью или частично изготовленных из синтетической аллотропной модификация углерода или какого-либо другого альтернативного материала, как было указано выше.
Первый вариант осуществления способа изготовления данной микромеханической детали представлен на фиг.1-5. Операция "a" заключается в формировании негативной полости 3 в подложке 1 для будущей микромеханической детали 11, 21, 31, 41. Возможно применение большого количества различных подложек 1. Предпочтительно, в качестве материала подложки 1 выбирают материал, обладающий очень низкой шероховатостью, т.е. материал, обладающий изначально высокой чистотой поверхности.
В качестве примера, на фиг.1 и 2 показана операция "a" формирования полости в кремниевой подложке 1, для которой можно получить очень низкую шероховатость, т.е. среднее арифметическое отклонение Ra которой составляет значительно меньше 10 нм. Итак, в ходе первой операции, показанной на фиг.1, подложку 1 покрывают защитным покрытием 2 с отверстиями 4, оставляющими открытым верхнюю часть подложки 1. На втором этапе в отверстиях 4 производят травление. Это может быть жидкостное травление или сухое травление. И наконец, на третьем этапе, показанном на фиг.2, защитное покрытие 2 удаляют, оставляя только негативную полость 3, выполненную в подложке 1.
Вторая операция "b" заключается в покрытии по меньшей мере негативной полости 3, слоем 5 толщиной e1 материала, требующегося для будущей микромеханической детали. В способе осуществления, показанном на фиг.3, подложку 1 покрывают слоем 5 полностью, т.е. по меньшей мере в полости 3, вытравленной в ходе операции "a". Как и материал, наносимый в качестве покрытия, так и способ его нанесения могут быть самыми разнообразными. В качестве неограничивающего примера можно отметить, что операция "b" может включать химическое осаждение из паровой фазы, физическое осаждение из паровой фазы или электролитическое осаждение.
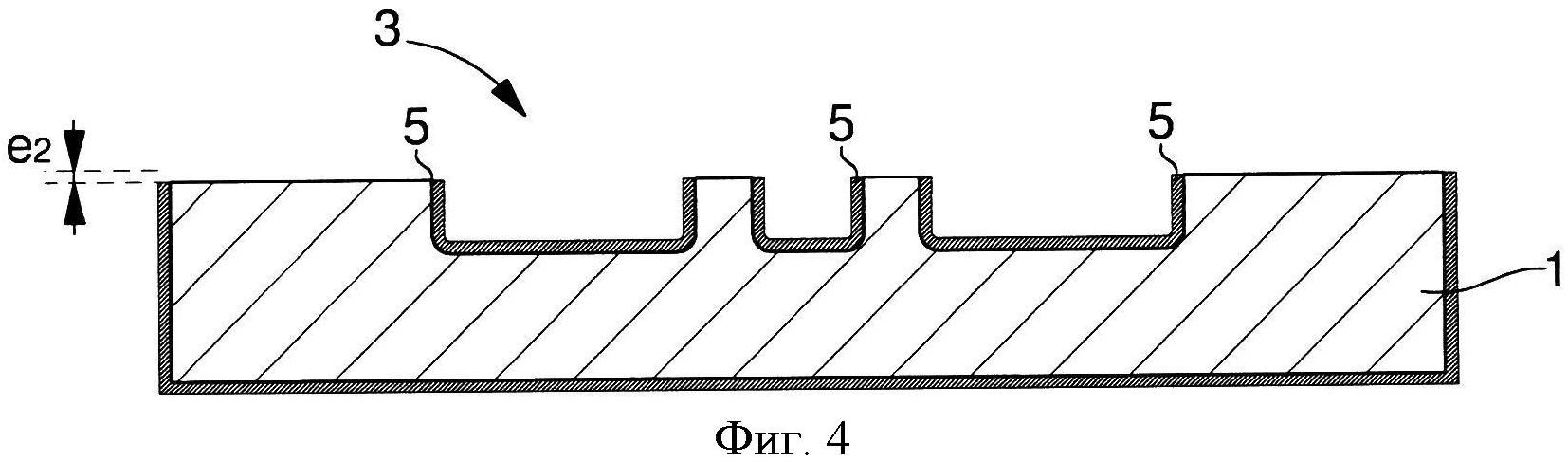
Третья операция "c" заключается в удалении части подложки, покрытой слоем 5, чтобы оставить слой ограниченной толщины в указанной выше негативной полости 3. Как показано на фиг.4, согласно настоящему изобретению, толщина e2, снимаемая с подложки 1, предпочтительно больше толщины e1 слоя 5. Таким образом, понятно, что слой 5 в полости 1 с этого момента является независимым, то есть не связан с остальной толщиной слоя 5, нанесенного в ходе операции "b".
В ходе четвертой и последней операции "d" по первому варианту осуществления производится удаление подложки 1 с целью освобождения микромеханической детали, сформированной в полости 3. Следовательно, в приведенном выше примере, в котором используемая подложка 1 выполнена из кремния, во время операции "d" может производиться избирательное травление кремния. Его можно осуществить, например, посредством химического травления с использованием ванны с гидроокисью тетраметиламмония (ТМАН и ТМАОН).
В ходе операции "d", как показано на фиг.5, получают микромеханическую деталь, образованную исключительно слоем 5, геометрия которого соответствует форме полости 3 в подложке 1. Преимущественно, внешняя поверхность, т.е. поверхность, которая находилась в непосредственном контакте с подложкой 1, имеет очень низкую шероховатость, сравнимую с шероховатостью самой подложки 1, и именно данную поверхность используют в качестве механической контактной поверхности. И, наконец, для высоты e3 микромеханической детали, составляющей от 10 до 500 мкм, толщина e1 наносимого слоя 5 составляет лишь от 0,2 до 20 мкм. Экономия материала и снижение производственных расходов в результате сокращения продолжительности операции "b", таким образом, сразу становятся очевидными.
Таким образом, понятно, что предлагаемый способ обеспечивает возможность, получения микромеханической детали, элементарная секция которой сформирована по меньшей мере двумя пересекающимися неприсоединенными сегментами, таким образом, что один из двух вышеупомянутых сегментов образует высоту e3 данной микромеханической детали. Указанная высота e3 больше, чем толщина e1 каждого сегмента. Естественно, в зависимости от сложности полости 3, элементарная секция может быть более простой, практически, U-образной формы, т.е. содержащей 3 сегмента.
Таким образом, в зависимости от сложности полости 3 изготовление микромеханической детали осуществляется путем проектирования по меньшей мере одной элементарной секции, включающей в себя два или три сегмента, на прямолинейную или непрямолинейную директрису (включая повороты). Кроме того, нисколько не труднее оказывается формировать более сложные или изменяющиеся секции, например, такие как зубчатый венец на стенке полости 3, соответствующие форме зубчатого венца одного из сегментов секции.
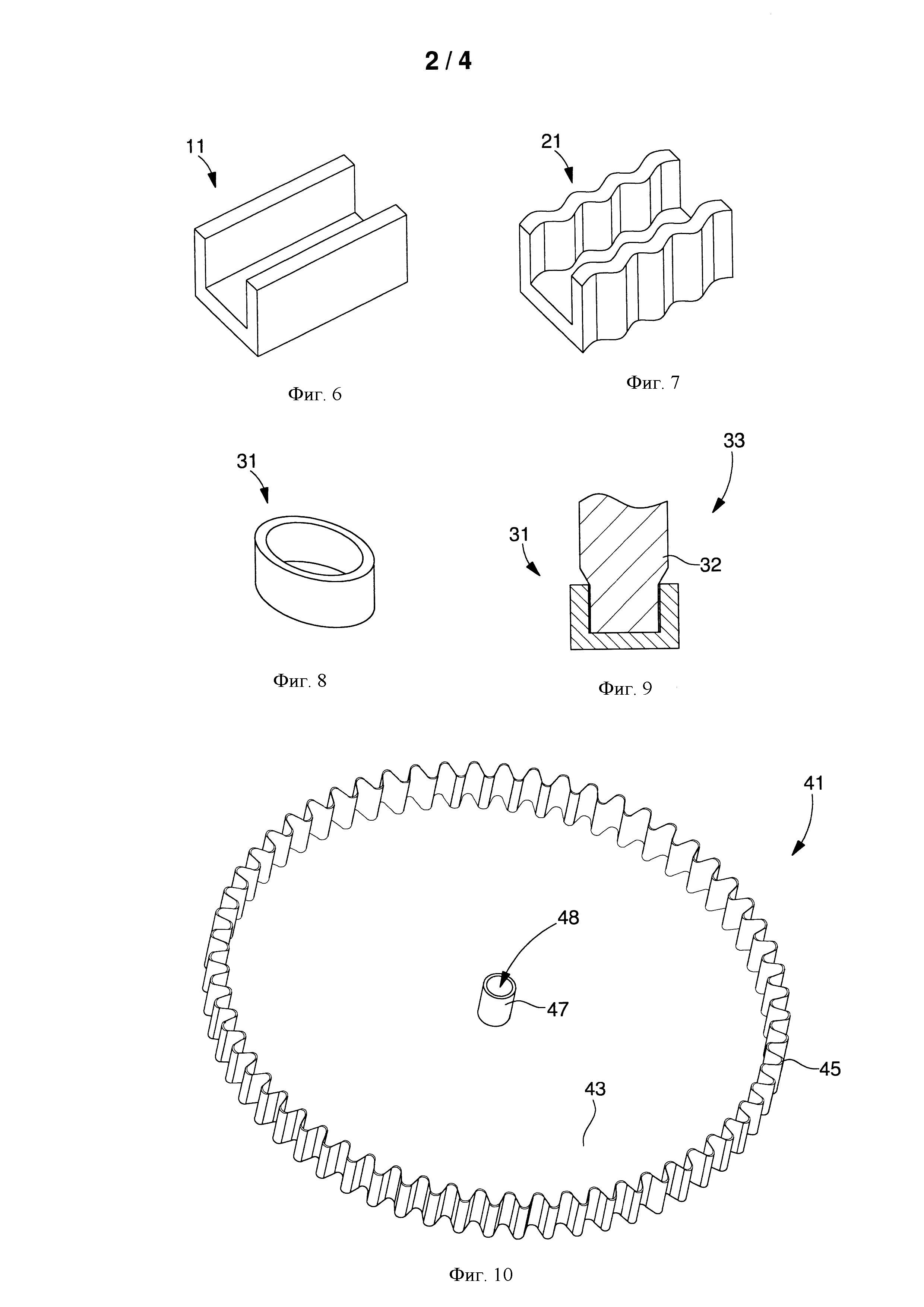
В качестве неограничивающего примера, микромеханические детали 11, 21, 31, 41, которые можно изготовить по первому варианту предлагаемого способа, показаны на фиг.6-10. Итак, на фиг.6 показана микромеханическая деталь 11, практически U-образная элементарная секция которой спроектирована на прямолинейную директрису. На фиг.7 показана микромеханическая деталь 21, элементарная секция которой аналогичная элементарной секции микромеханической детали 11, но спроектирована на синусоидальную, т.е. непрямолинейную директрису. Также ясно, что без какого-то ни было усложнения технологии можно изготовить микромеханическую деталь, одна половина которой сформирована из детали 11, а другая половина - из детали 21, обе в продольном и поперечном направлении составляющие один элемент.
На фиг.8 и 9 показан пример элементарной секции с двумя сегментами, полученной путем вращения, с целью получения микромеханической детали 31 в форме насадки. Микромеханическую деталь такого типа можно, например, прикреплять к какому-либо элементу для улучшения его трибологических характеристик при взаимодействии с другим элементом. Например, микромеханическую деталь 31 можно прикреплять к торцу оси 32 вала 33, чтобы ось 32 могла взаимодействовать с подпятником через микромеханическую деталь 31.
И, наконец, на фиг.10 показан последний пример более сложной микромеханической детали 41, изготовление которой также не требует усложнения предлагаемого способа. Микромеханическая деталь 41 содержит пластину 43 практически в форме диска, от периферии которой под прямым углом отходят зубья зубчатого венца 45, в центре которой расположена трубка 47 с отверстием 48 для взаимодействия, например, с осью вращения. Итак, как показано на фиг.10, толщина зубчатого венца 45 и пластины 47 равна толщине e1 слоя 5, нанесенного в ходе операции "b" данного способа.
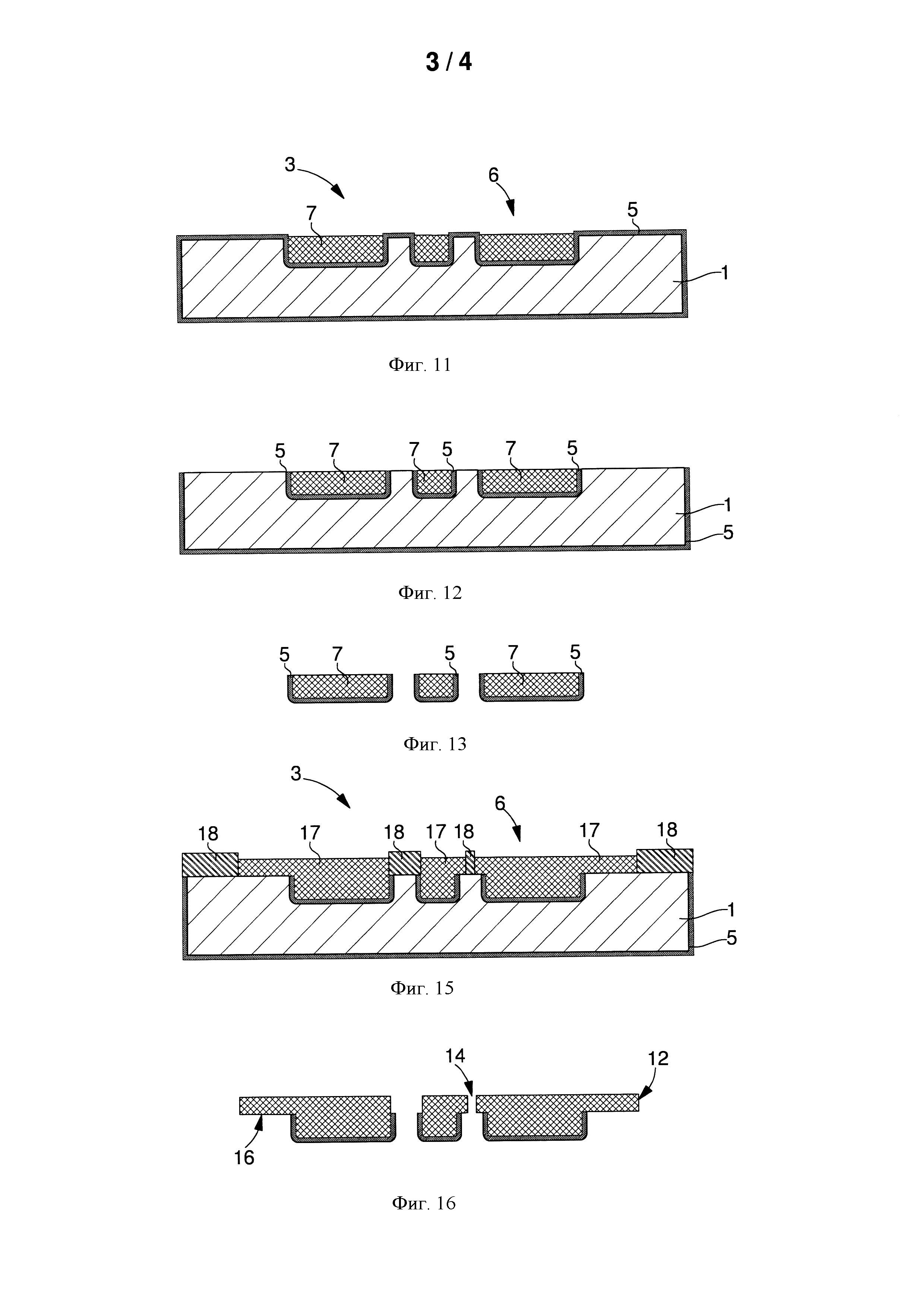
Второй возможный вариант осуществления данного изобретения представлен на фиг.11-13. Операции "a"-"d" остаются такими же, как и в первом варианте предлагаемого способа. Однако, как показано на фиг.11, между операциями "b" и "c" выполняют операцию "e", заключающуюся в заполнении пустых пространств 6 в полости 3, покрытых первым материалом 5, вторым материалом 7. Таким образом, после операций "c" и "d", аналогичных операциям, проводимым в первом варианте и показанных соответственно на фиг.12 и 13, получают микромеханическую деталь, изготовленную из первого материала 5, но усиленную и/или отделанную вторым материалом 7.
Предпочтительно, заполнение пустых пространств 6 осуществляется с помощью гальванического осаждения или горячей деформации. В качестве второго материала предпочтительно используется металл или металлический сплав, который может быть аморфным или не быть аморфным. Однако нет ничего такого, что могло бы помешать изменить способ осаждения и/или тип осаждаемого материала.
Таким образом, в ходе четвертой операции "c" изменяется не только толщина вышеуказанного слоя 5 в негативной полости 3, но и толщина нанесенного слоя второго материала 7, причем данный слой выравнивается и, предпочтительно, делается заподлицо с указанным выровненным слоем материала 5. И, наконец, в ходе пятой и окончательной операции "d" по второму варианту производится удаление подложки 1 с целью освобождения микромеханической детали, сформированной в полости 3; при этом обеспечиваются все те же преимущества и возможные модификации, что и в первом варианте осуществления.
В ходе операции "d", как показано на фиг.13, получают микромеханическую деталь, образованную слоем 5, геометрия которого соответствует форме полости 3 в подложке 1, усиленную и/или отделанную осаждением материала 7. Преимущественно, внешняя поверхность, образованная слоем материала 5, т.е. поверхность, которая находилась в непосредственном контакте с подложкой 1, имеет очень низкую шероховатость, сравнимую с шероховатостью самой подложки 1, и, предпочтительно, данную поверхность используют в качестве механической контактной поверхности.
Согласно еще одному преимуществу предлагаемого изобретения, с данного момента становится возможным наносить на детали тонкие слои покрытия, что являлось невозможным ранее вследствие специальных условий, требующихся для нанесения тонкого слоя, например, таких как давление, температура или применяемые материалы. В качестве неограничивающего примера можно отметить, что предлагаемое изобретение обеспечивает возможность формирования, главным образом, металлической детали, из материала 17, с нанесенным алмазным покрытием 5, в то время как в данный момент, насколько известно Заявителю, нанесение алмазного покрытия на металлические детали является весьма затруднительным.
И, наконец, для высоты e3 микромеханической детали, составляющей от 10 до 500 мкм, толщина e1 наносимого слоя 5 составляет от 0,2 до 20 мкм, а остальная толщина добирается за счет нанесения слоя 7. Экономия по материальным затратам и производственным расходам благодаря укороченной продолжительности операции "b" нанесения слоя 5 является очевидной, а остальная часть детали формируется нанесением менее дорогостоящего материала 7.
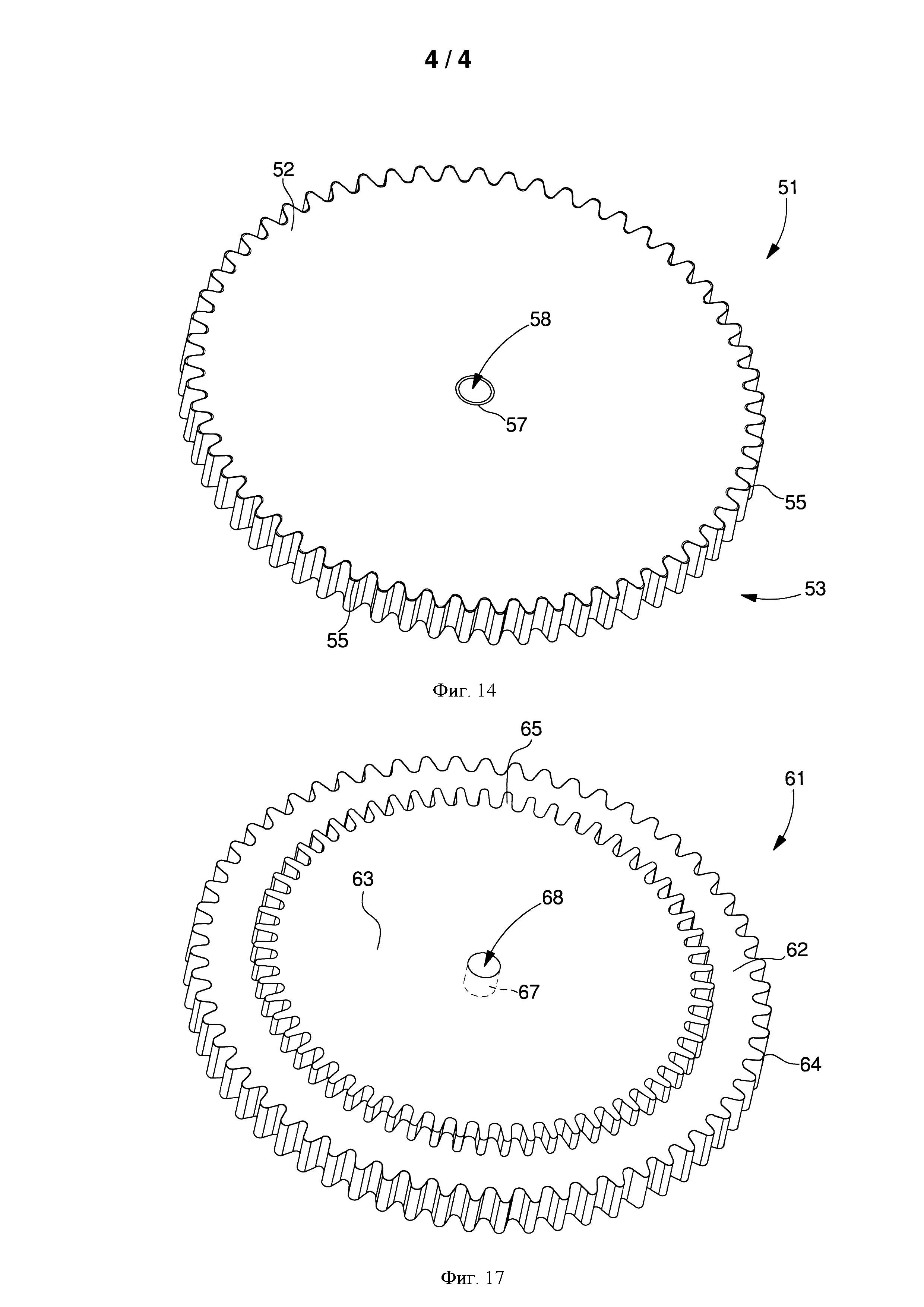
Таким образом, становится ясно, что второй вариант осуществления предлагаемого способа дает возможность получения микромеханических деталей с такими же элементарными секциями, что и первый вариант. В качестве неограничивающего примера, на фиг.14 представлена микромеханическая деталь 51, которую можно изготовить с помощью второго варианта предлагаемого способа. Микромеханическая деталь 51 содержит пластину 53 практически в форме диска, похожую на пластину 43, показанную на фиг.10, от периферии которой под прямым углом отходят зубья зубчатого венца 55, в центре которой расположена трубка 57 с отверстием 58 для взаимодействия, например, с осью вращения. Итак, как показано на фиг.14, толщина зубчатого венца 55 и трубки 57 равна толщине e1 слоя 5, нанесенного в ходе операции "b" данного способа, а остальная часть 52 формируется отложением материала 7 в ходе операции "e".
На фиг.15-16 представлен третий возможный вариант предлагаемого способа, первый вариант которого был описан выше. Операции "a"-"d" остаются такими же, как и в первом варианте предлагаемого способа. Однако, как показано на фиг.15, между операциями "c" и "d" выполняют четвертую операцию "f", заключающуюся в заполнении пустых пространств 6 в полости 3, покрытых первым материалом 5, вторым материалом 17. Таким образом, после операции "d", аналогичной операции, проводимой в первом варианте и показанной на фиг.16, получают микромеханическую деталь, изготовленную из первого материала 5, но усиленную и/или отделанную вторым материалом 7.
По сравнению с операцией "e" по второму варианту, в ходе операции "f" производится заполнение пустых пространств 6 полости 3, и, в чем, собственно, и заключается преимущества данного варианта, можно также сформировать выступающий уровень толщины e3 для создания дополнительного функционального элемента микромеханической детали, как это показано на фиг.15.
Операция "f", предпочтительно, включает в себя этап формирования шаблона 18 на подложке 1 после операции "c", после чего производится заполнение впадин, образованных совместно пустыми пространствами 6 полости 3 и отверстий, проперфорированных в шаблоне 18. И, наконец, в ходе операции "f" производится удаление шаблона 18 с поверхности подложки 1.
Формирование шаблона 18, например, может быть осуществлено с помощью фотолитографии с применением негативно или позитивно фоточувствительной смолы. Далее, операцию заполнения можно выполнить, например, методом электролитического осаждения. В качестве второго материала предпочтительно используется металл или металлический сплав, который может быть аморфным или не быть аморфным. Однако нет ничего такого, что могло бы помешать изменить способ осаждения и/или тип осаждаемого материала.
Операция "f" также может включать последний этап шлифовки и/или полировки верхней части осажденного материала 17. И, наконец, в ходе пятой и окончательной операции "d" по третьему варианту производится удаление подложки 1 с целью освобождения микромеханической детали, сформированной в полости 3; при этом обеспечиваются все те же преимущества, что и в первом варианте осуществления.
В ходе операции "d", как показано на фиг.16, получают микромеханическую деталь, образованную слоем 5, геометрия которого соответствует форме полости 3 в подложке 1, усиленную и/или отделанную осаждением материала 17. Преимущественно, внешняя нижняя поверхность, образованная слоем материала 5, т.е. поверхность, которая находилась в непосредственном контакте с подложкой 1, имеет очень низкую шероховатость, сравнимую с шероховатостью самой подложки 1, и, предпочтительно, данную поверхность используют в качестве механической контактной поверхности.
Согласно еще одному преимуществу предлагаемого изобретения, с данного момента становится возможным наносить на детали тонкие слои покрытия, что являлось невозможным ранее вследствие специальных условий, требующихся для нанесения тонкого слоя, например, таких как давление, температура или применяемые материалы. В качестве неограничивающего примера можно отметить, что предлагаемое изобретение обеспечивает возможность формирования, главным образом, металлической детали, из материала 17, с частично нанесенным алмазным покрытием 5, в то время как в данный момент, насколько известно Заявителю, нанесение алмазного покрытия на металлические детали является весьма затруднительным.
Кроме того, при использовании предлагаемого способа согласно третьему варианту, микромеханическая деталь также содержит второй верхний уровень, полностью образованный отложенным слоем 17, т.е. без слоя 5, который образует дополнительный функциональный элемент микромеханической детали. Данным функциональным элементом, в качестве неограничивающего примера, могут являться зубчатый венец 12, отверстие 14 и/или выступ 16, предназначенный, например, для взаимодействия с каким-либо другим элементом.
В первых двух вариантах осуществления предлагаемого способа снижение материальных и производственных затрат вследствие сокращения продолжительности операции нанесения слоя 5 являются абсолютно очевидным; при этом остальная часть детали формируется с помощью менее дорогостоящего осаждения 17, обеспечивающего, тем не менее, возможность создания очень сложной геометрии.
Таким образом, ясно, что третий вариант осуществления предлагаемого способа дает возможность получения микромеханических деталей с такими же элементарными секциями, что и первые два варианта. В качестве неограничивающего примера, на фиг.17 представлена микромеханическая деталь 61, которую можно изготовить с помощью третьего варианта предлагаемого способа. Микромеханическая деталь 61 содержит пластину 63 практически в форме диска, похожую на пластину 43, показанную на фиг.10, от периферии которой под прямым углом отходят зубья зубчатого венца 65, и в центре которой расположена трубка 67 с отверстием 68; остальные элементы выполнены путем заполнения осаждаемым материалом 17 в ходе операции "f". Второй уровень микромеханической детали 61, выполненный исключительно посредством осаждения материала 17, содержит колесо 62, на периферии которого расположен зубчатый венец 64, а в центре находится отверстие предпочтительно меньшего диаметра, чем диаметр отверстия 68, служащее, например, для взаимодействия с осью вращения.
Разумеется, данное изобретение не ограничено показанным примером, но обеспечивает возможность разработки и других вариантов и модификаций, которые будут понятны специалистам в данной отрасли. В частности, одновременно на одной и той же подложке могут изготавливаться несколько микромеханических деталей, которые могут быть как одинаковой, так и неодинаковой конструкции. Кроме того, в примере, показанном на фиг.4 или на фиг.12, видно, что при удалении подложки 1 также образуется часть секции практически U-образной формы, сформированной слоем 5 на периферии и в нижней части подложки 1.
Следовательно, можно не только формировать на подложке 1 несколько полостей 3, которые могут быть как идентичными, так и неидентичными, но и создавать полости на нескольких поверхностях подложки 1, т.е. операции "a" и "c", а также, возможно, "e" или "f" могут выполняться на нескольких поверхностях подложки 1. Таким образом, второй и третий варианты предлагаемого способа дают возможность получения цельной детали, образованной слоем 5 на периферии и/или дне подложки 1 и усиленной и/или отделанной детали, образованной слоем 5 и осаждением 7, 17 в верхней части подложки 1.
Кроме того, возможны комбинации описанных выше вариантов. Таким образом, в качестве неограничивающего примера, с помощью третьего модифицированного варианта предлагаемого способа можно изготовить деталь 51. Действительно, после можно выполнить операции "a"-"c", а затем выполнить операцию "f" с осаждением слоя 17, аналогичного осаждению слоя 7 по второму варианту осуществления, т.е. не выступающего из полости 3. Очевидно, модифицированная операция "f" третьего варианта будет аналогичной операции "e" второго варианта, но выполняться она будет не после операции "b", а после операции "c".
И, наконец, несмотря на то, что на представленных рисунках показаны практически перпендикулярные сегменты, очевидно, что угол, который они образуют друг с другом, также может быть острым или тупым.

Ходовая пружина, содержащая дополнительные изгибы для накопления энергии
Упругий регулятор для часового механизма
Упругий регулятор для часового механизма
Механизм хронографа с низкой магнитной чувствительностью
Способ создания гибкого мультистабильного элемента
Анкерное устройство для часового спуска
Механизм часов, имеющий контактную пару без смазки
Гибкий анкерный механизм с балансом без ролика
Механизм анкерный гибкий с подвижной рамой
Балансирная пружина часов
Ходовая пружина, содержащая дополнительные изгибы для накопления энергии
Упругий регулятор для часового механизма
Упругий регулятор для часового механизма
Механизм хронографа с низкой магнитной чувствительностью
Способ создания гибкого мультистабильного элемента
Анкерное устройство для часового спуска
Механизм часов, имеющий контактную пару без смазки
Гибкий анкерный механизм с балансом без ролика
Механизм анкерный гибкий с подвижной рамой
Балансирная пружина часов

