Результат интеллектуальной деятельности: РЕЖУЩАЯ ПЛАСТИНА И ПРОКЛАДКА ДЛЯ ФРЕЗ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ И ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0001] Изобретение относится к способам и устройству для выполнения стружкообразующей механической обработки, при которой металлорежущие пластины, установленные в корпусе режущего инструмента, подвергаются значительным усилиям в осевом или продольном направлении корпуса режущего инструмента.
УРОВЕНЬ ТЕХНИКИ
[0002] В обсуждении уровня техники, которое следует далее, сделана ссылка на некоторые конструкции и/или способы. Однако следующие ссылки не следует истолковывать, как допущение, что данные конструкции и/или способы составляют предшествующий уровень техники. Авторы заявки специально оставляют за собой право продемонстрировать, что подобные конструкции и/или способы не квалифицируются, как предшествующий уровень техники.
[0003] В режущих инструментах для стружкообразующей механической обработки металлических заготовок, как правило, используется корпус режущего инструмента, на котором установлены режущие пластины тонкой, многоугольной формы, например прямоугольной (квадратной или неквадратной) и треугольной. Подобные пластины имеют верхнюю и нижнюю поверхности, соединенные боковой поверхностью, которая пересекает верхнюю поверхность с образованием с ней режущих кромок.
[0004] Например, во фрезе с широкими режущими кромками, режущие пластины расположены в соответствующих гнездах для пластин на корпусе режущего инструмента таким образом, что одна из режущих кромок каждой пластины расположена для образования активной режущей кромки и ориентирована по существу в продольном направлении, т.е. по существу радиально относительно продольной оси корпуса режущего инструмента. Данные режущие кромки, по существу, выровнены с образованием винтовых режущих канавок, которые режут обрабатываемую деталь, когда вокруг продольной оси корпуса режущего инструмента возникает относительное вращение между корпусом режущего инструмента и обрабатываемой деталью. В дополнение, каждая из передних, или задних, пластин на корпусе режущего инструмента имеет активную переднюю режущую кромку, ориентированную поперечно относительно продольной оси. Во время операции резания, все режущие пластины подвергаются усилиям в радиальном направлении внутрь корпуса режущего инструмента, которым можно противодействовать за счет установки пластин таким образом, чтобы они упирались в обращенную радиально наружу поверхность корпуса режущего инструмента. В дополнение, концевые пластины дополнительно подвергаются значительным усилиям в осевом направлении назад корпуса режущего инструмента, вследствие наличия у них активных поперечных режущих кромок.
[0005] Направленным назад в осевом направлении усилиям, прикладываемым к концевым пластинам, нельзя полностью противодействовать за счет крепежного винта, но можно дополнительно противодействовать за счет упора пластин в обращенные вперед в осевом направлении опорные стенки корпуса режущего инструмента. Однако это увеличивает количество материала для изготовления корпуса режущего инструмента, и может препятствовать образованию стружки на расположенных рядом пластинах. Также, при выполнении подобных опорных стенок, чтобы они соответствовали форме прилегающей поверхности стыкуемой пластины, может произойти, что корпус режущего инструмента не может принимать большое разнообразие форм.
[0006] Также было предложено противодействовать осевому усилию, воздействуя на концевую пластину посредством выполнения нижней поверхности пластины с углублением, например, по существу пирамидальной формы, который устанавливается на имеющий соответствующую форму направленный вверх выступ гнезда под режущую пластину (например, см. патент США № 7819610). Однако подобному приспособлению сопутствовал только ограниченный успех.
[0007] В случае высокоскоростных режущих инструментов, которые режут относительно легковесные материалы, такие как алюминий, пластины подвергаются большим центробежным силам. Было предложено противодействовать подобным центробежным силам посредством снабжения нижней поверхности режущей пластины зубцами, ориентированными параллельно продольной оси корпуса режущего инструмента, причем данные зубцы входят в зацепление с соответствующими зубцами, образованными в гнезде под режущую пластину (например, см. патент США № 6921234). Однако подобные зубцы не будут эффективно противодействовать осевым усилиям, прикладываемым к концевым пластинам низкоскоростного режущего инструмента, который режет тяжеловесные материалы.
[0008] В патентах США №№ 6146060 и 7585137, было предложено выполнять нижнюю поверхность режущей пластины с двумя группами зубцов, причем зубцы каждой группы ориентированы параллельно друг другу и перпендикулярно зубцам другой группы. Данные противоположные группы зубцов входят в зацепление с соответствующими зубцами, образованными в гнезде, и соответственно оказывают сопротивление режущим усилиям, прикладываемым в различных направлениях, например, осевом и радиальном направлениях. Несмотря на свою эффективность, пластины данного типа относительно трудно и дорого изготавливать. Также, вследствие наличия другой группы зубцов, уменьшается общая площадь противостоящей усилиям поверхности, образованной каждой группой зубцов. В дополнение, следует понимать, что после того, как пластина установлена, ее фиксируют против смещения в любом направлении, устраняя возможность вдавливания пластины в поверхность корпуса режущего инструмента, например, посредством крепежного винта, для максимального усиления устойчивости пластины.
[0009] Гнезда для пластин могут быть образованы непосредственно на корпусе режущего инструмента, или посредством отдельной прокладки, расположенной между пластиной и корпусом режущего инструмента. Подобная прокладка обеспечивает определенную степень защиты для корпуса режущего инструмента в случае катастрофического разрушения режущей пластины во время операции резания.
[0010] Из вышеприведенного обсуждения ясно, что требуется создать режущие пластины с более хорошей опорой против направленных назад в осевом направлении усилий.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0011] В данном описании раскрыта режущая пластина для стружкообразующей механической обработки, содержащая многоугольное тело, содержащее верхнюю и нижнюю поверхности, соединенные парой длинных боковых поверхностей и парой коротких боковых поверхностей, при этом боковые поверхности пересекают верхнюю поверхность с образованием с ней пары главных режущих кромок и пары вспомогательных режущих кромок. Каждая вспомогательная режущая кромка короче, чем главные режущие кромки и пересекает обе главные режущие кромки. Верхняя поверхность сформирована по существу симметрично вокруг воображаемой биссектрисы, продолжающейся через обе вспомогательные режущие кромки. Нижняя поверхность имеет множество образованных в ней зубцов. Все зубцы в нижней поверхности ориентированы параллельно друг другу и продолжаются поперечно относительно биссектрисы.
[0012] Также раскрыта прокладка для образования гнезда для режущей пластины. Прокладка содержит первый и второй участки, при этом первый участок имеет по существу параллельные верхнюю и нижнюю поверхности и образует передние и задние концы, разнесенные в продольном направлении прокладки. Верхняя поверхность содержит множество зубцов. Все зубцы, образованные в верхней поверхности, параллельны друг другу и продолжаются поперечно относительно продольного направления. Второй участок расположен по меньшей мере на переднем конце первого участка и образует выступ, выступающий вниз, за нижнюю поверхность. Вместо выступа, нижняя поверхность первой части может быть выполнена с параллельными зубцами.
[0013] Дополнительно раскрыт режущий инструмент, содержащий корпус режущего инструмента, который образует продольную ось, и по меньшей мере одну индексируемую концевую режущую пластину для стружкообразующей механической обработки, установленную в зубчатом гнезде, расположенном на осевом конце корпуса режущего инструмента. Режущая пластина содержит верхнюю и нижнюю поверхности, соединенные множеством боковых поверхностей, пересекающих верхнюю поверхность с образованием с ней множества режущих кромок, одна из которых расположена для образования активной режущей кромки, ориентированной по существу параллельно продольной оси. Нижняя поверхность содержит множество параллельных зубцов, находящихся в зацеплении с соответствующими зубцами зубчатого гнезда. Все зубцы пластины и все зубцы гнезда ориентированы параллельно друг другу и продолжаются поперечно относительно как активной режущей кромки, так и продольной оси для противодействия направленным назад в осевом направлении усилиям, прикладываемым к пластине во время операции резания, при этом пластина прижата к поперечно обращенной поверхности корпуса режущего инструмента (например, крепежным винтом).
[0014] Дополнительно раскрыта режущая пластина для стружкообразующей механической обработки, содержащая многоугольное тело, содержащее верхнюю и нижнюю поверхности, и по меньшей мере три боковые поверхности, соединяющиеся с верхней поверхностью с образованием с ней соответствующих режущих кромок. Нижняя поверхность имеет образованное в ней множество групп зубцов, расположенных смежно соответствующим режущим кромкам. Все зубцы каждой группы параллельны друг другу и продолжаются поперечно относительно соответствующей режущей кромки. По меньшей мере некоторые из зубцов каждой группы закрыты на одном конце. Зубцы каждой группы ориентированы непараллельно зубцам по меньшей мере двух других групп.
[0015] Также раскрыт режущий инструмент, содержащий корпус режущего инструмента, определяющий продольную ось, и по меньшей мере одну индексируемую концевую режущую пластину для стружкообразующей механической обработки, установленную в зубчатом гнезде, расположенном на осевом конце корпуса режущего инструмента. Режущая пластина содержит многоугольное тело, содержащее верхнюю и нижнюю поверхности, и по меньшей мере три боковые поверхности, соединяющиеся с верхней поверхностью с образованием с ней соответствующих режущих кромок. Нижняя поверхность имеет образованное в ней множество групп зубцов, расположенных смежно соответствующим режущим кромкам. Все зубцы каждой группы ориентированы параллельно друг другу и продолжаются поперечно относительно соответствующей режущей кромки. Зубцы каждой группы ориентированы непараллельно зубцам по меньшей мере двух других групп. Зубчатое гнездо содержит зубцы, расположенные только в одном направлении поперечно относительно режущей кромки и зацепляющиеся только с зубцами пластины, которые продолжаются в том же поперечном направлении, чтобы обеспечить возможность прижатия режущей пластины к поперечно обращенной поверхности корпуса режущего инструмента (например, посредством крепежного винта).
[0016] Также раскрыт корпус режущего инструмента, определяющий продольную ось и образующий гнезда, выполненные с возможностью установки режущих пластин. Гнезда включают в себя концевые гнезда, расположенные на переднем продольном конце корпуса режущего инструмента, причем концевые гнезда содержат множество зубцов. Все зубцы, образованные в корпусе режущего инструмента, ориентированы параллельно друг другу и продолжаются поперечно относительно продольной оси.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] Следующее подробное описание можно прочесть в сочетании с сопровождающими чертежами, на которых одинаковыми позициями обозначены одинаковые элементы.
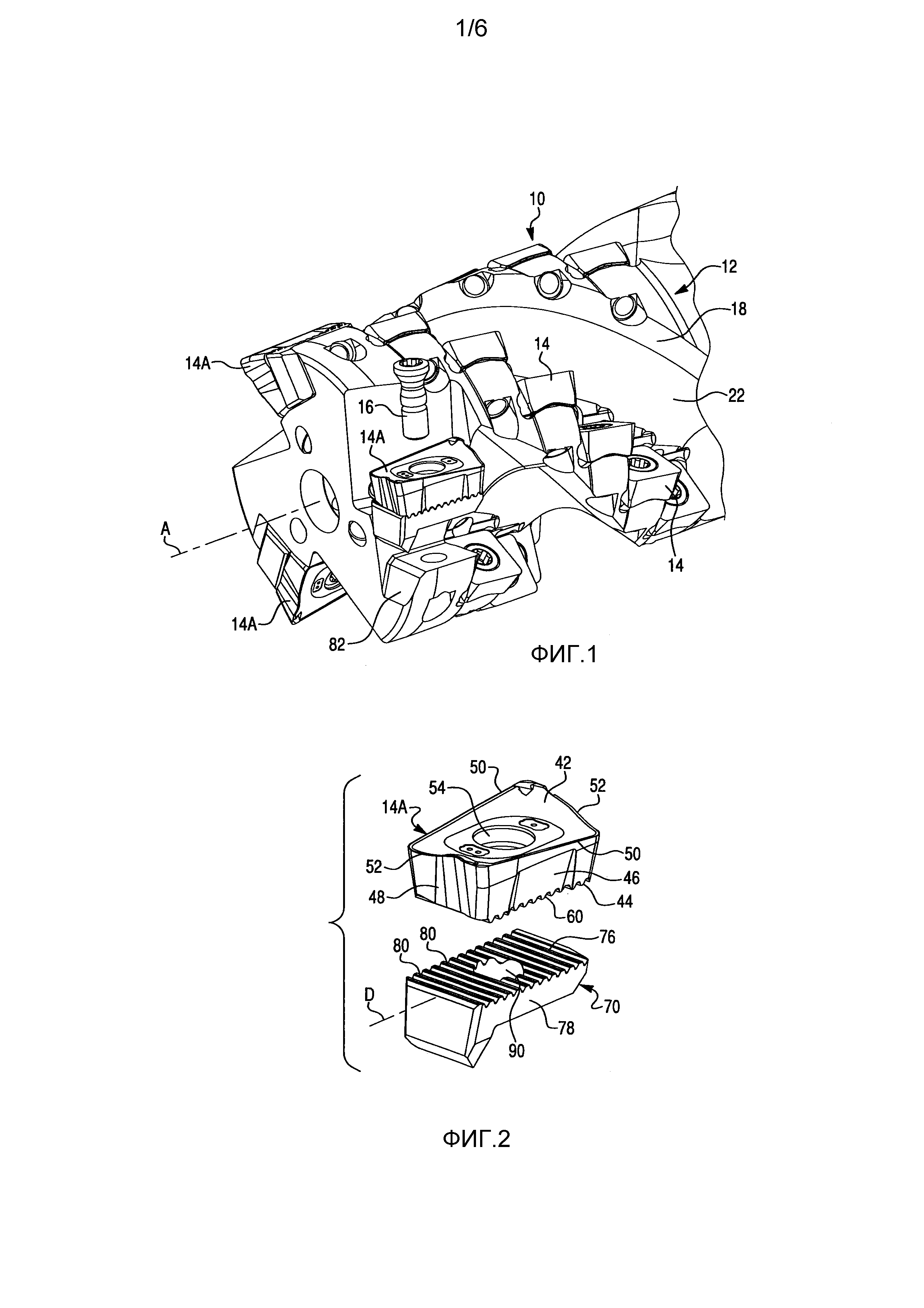
[0018] Фиг. 1 представляет собой вид в перспективе спереди фрезы с широкими режущими кромками, с одной из передних режущих пластин, показанных в процессе установки, наряду с прокладкой, которая образует гнездо для пластины.
[0019] Фиг. 2 представляет собой вид в перспективе в разобранном виде режущей пластины и прокладки по Фиг. 1.
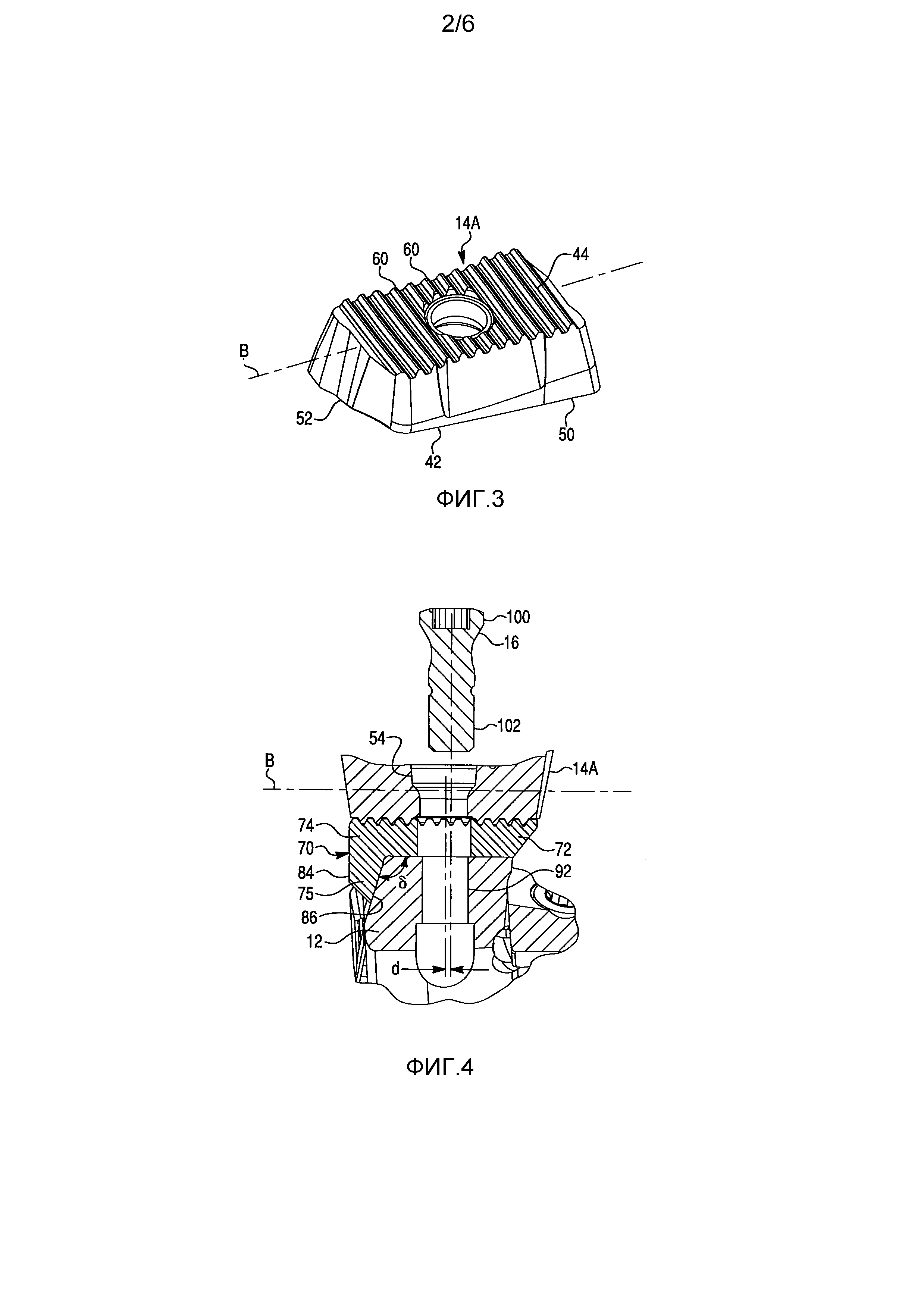
[0020] Фиг. 3 представляет собой вид в перспективе снизу режущей пластины по фиг. 1.
[0021] Фиг. 4 представляет собой вид сбоку в вертикальном разрезе режущей пластины, установленной на первом варианте осуществления прокладки.
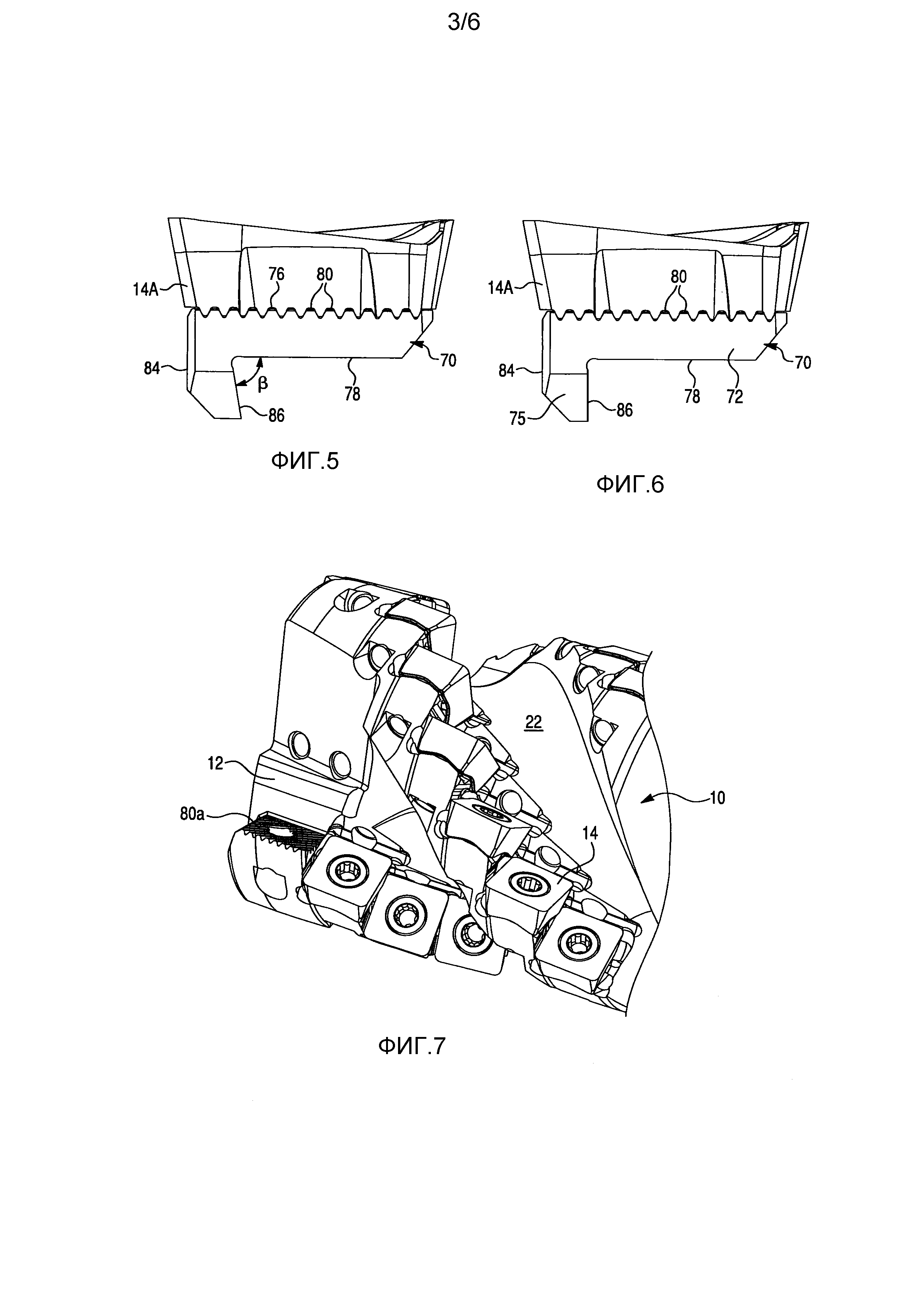
[0022] Фиг. 5 представляет собой вид сбоку в вертикальном разрезе режущей пластины, установленной на втором варианте осуществления прокладки.
[0023] Фиг. 6 представляет собой вид сбоку в вертикальном разрезе режущей пластины, установленной на третьем варианте осуществления прокладки.
[0024] Фиг. 7 представляет собой вид сбоку в вертикальном разрезе фрезы с широкими режущими кромками, показывающий зубчатое гнездо, образованное непосредственно на корпусе режущего инструмента.
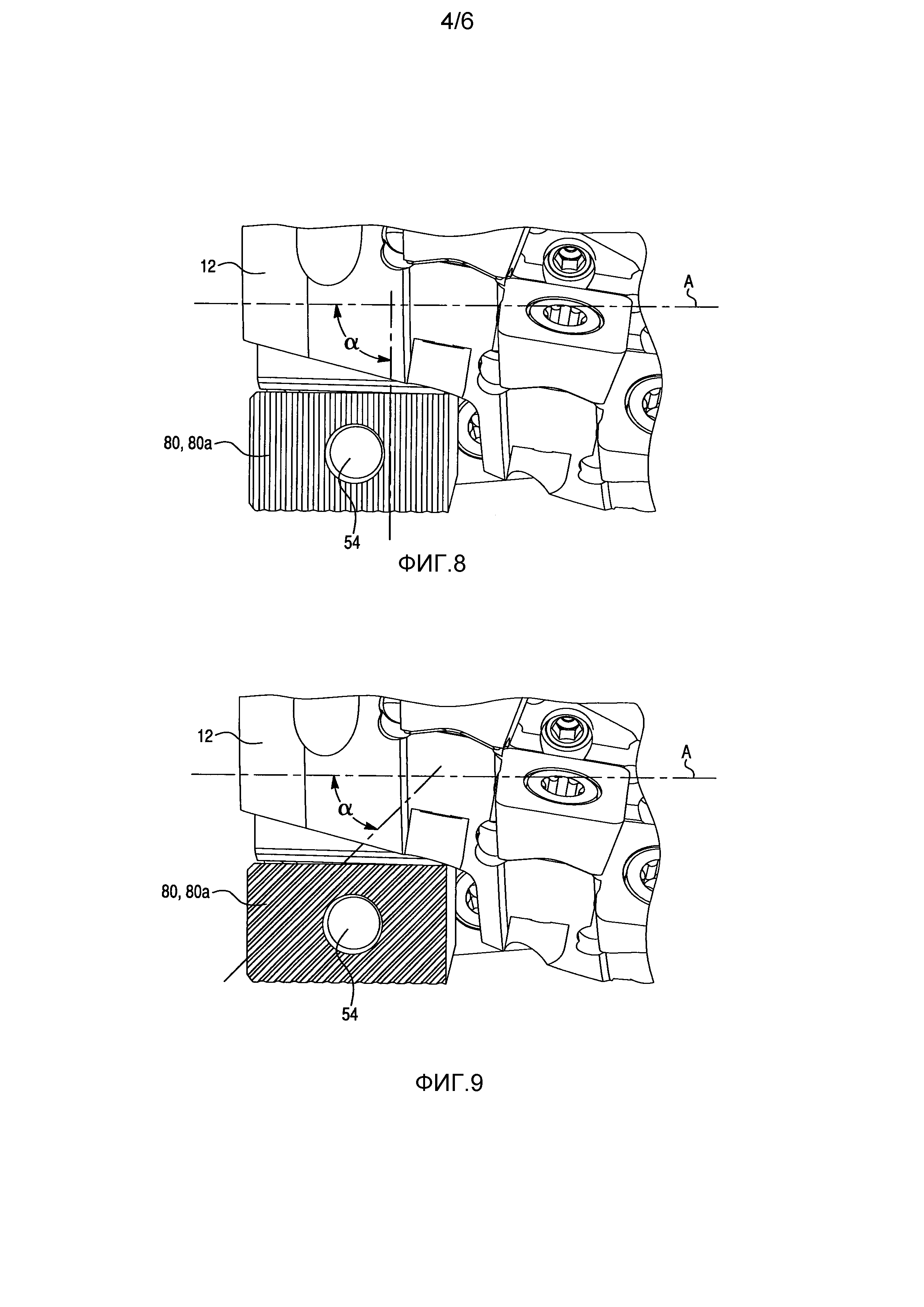
[0025] Фиг. 8 представляет собой схематичный вид корпуса режущего инструмента, показывающий первое взаимное расположение между зубцами гнезда и продольной осью корпуса режущего инструмента.
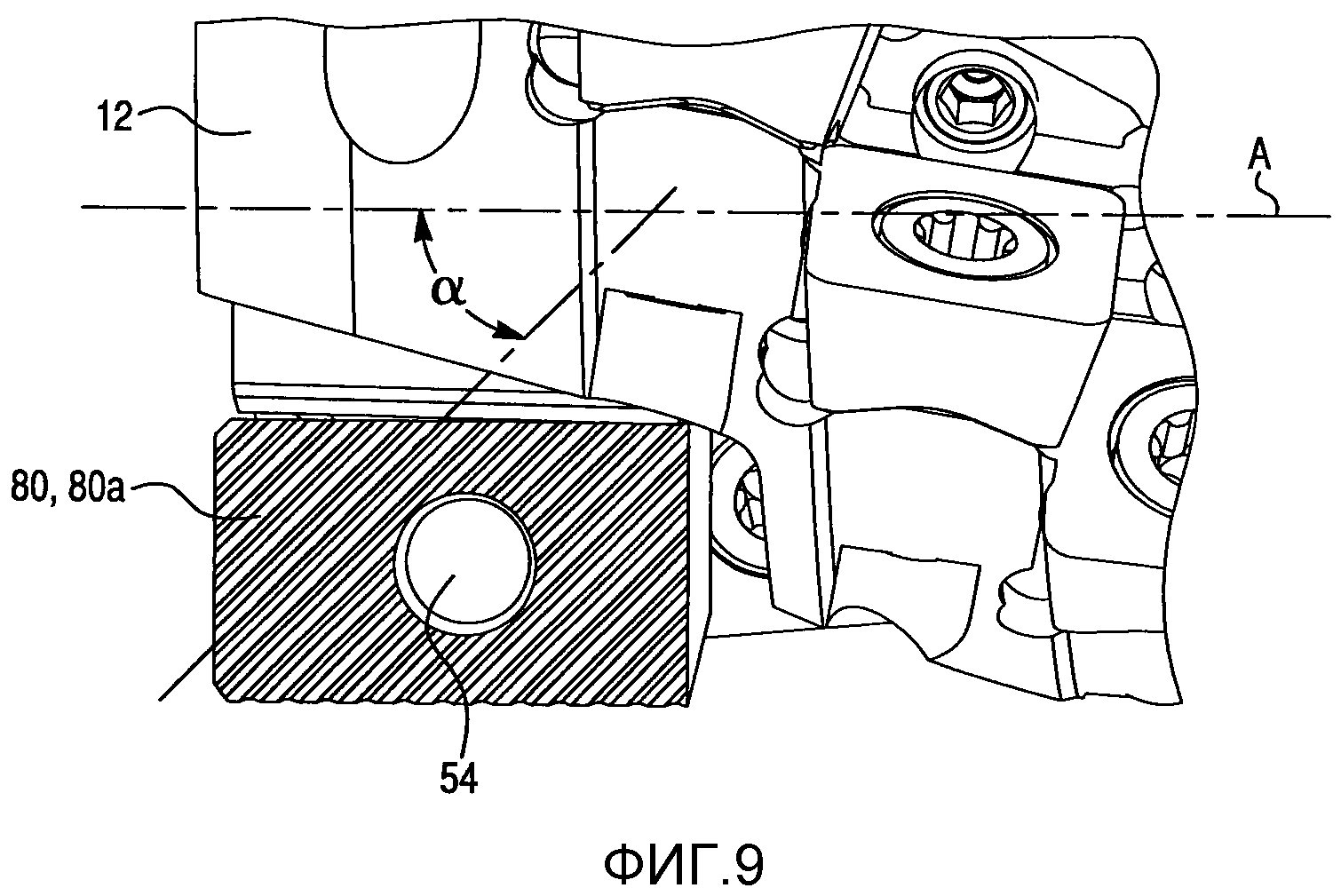
[0026] Фиг. 9 представляет собой схематичный вид корпуса режущего инструмента, показывающий второе взаимное расположение между зубцами гнезда и продольной осью корпуса режущего инструмента.
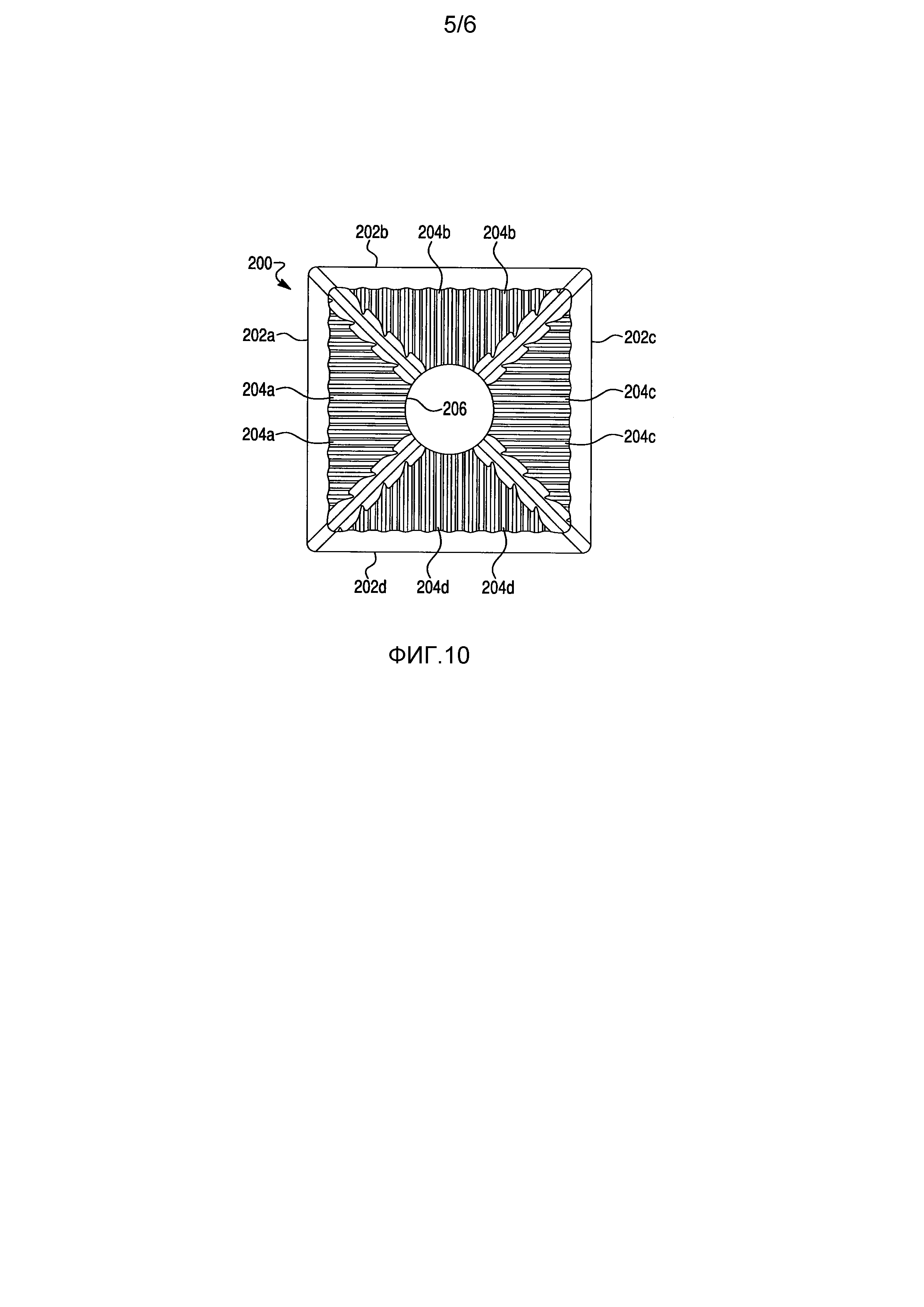
[0027] Фиг. 10 представляет собой вид в плане снизу квадратной режущей пластины, имеющей множество групп зубцов, образованных в ее нижней поверхности.
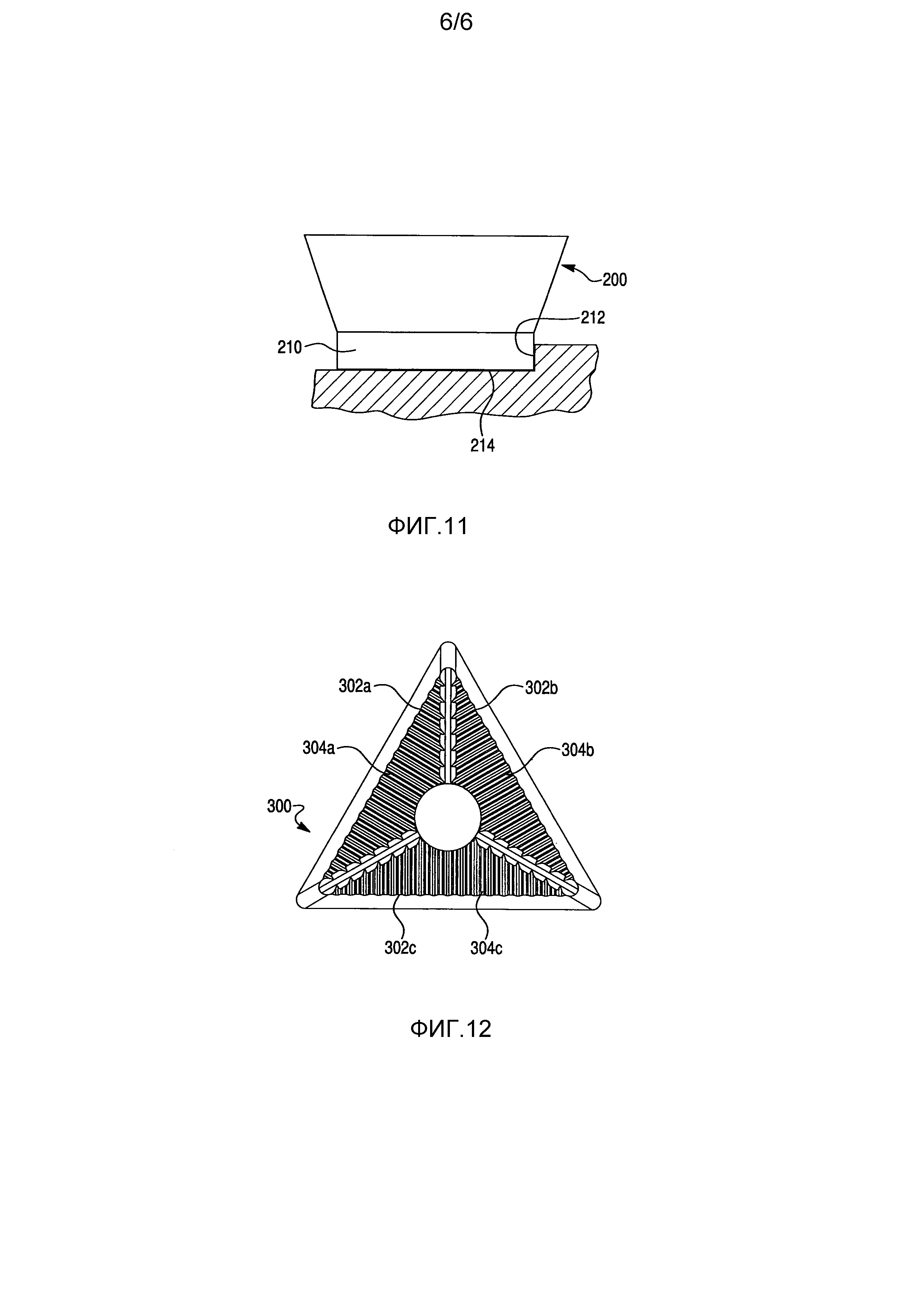
[0028] Фиг. 11 представляет собой вид сбоку в вертикальном разрезе, показывающий квадратную пластину по Фиг. 10, установленную на прокладке, расположенной в углублении корпуса режущего инструмента.
[0029] Фиг. 12 представляет собой вид в плане снизу треугольной режущей пластины, имеющей множество групп параллельных зубцов, образованных в ее нижней поверхности.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0030] Как описано далее, режущие пластины, установленные в соответствующих гнездах, расположенных в переднем осевом конце корпуса режущего инструмента, таком как, например, корпус режущего инструмента для фрезы, содержат зубцы, которые входят в зацепление с соответствующими зубцами гнезд. Зубцы ориентированы для противодействия направленным назад в осевом направлении усилиям, прикладываемым к пластинам в процессе фрезерования. То есть, зубцы ориентированы поперечно относительно продольной оси корпуса режущего инструмента.
[0031] На Фиг. 1 изображен фрезерный инструмент 10 с широкими режущими кромками, состоящий из корпуса 12 режущего инструмента, на котором находятся гнезда, в которых посредством крепежных винтов 16 закреплены соответствующие режущие пластины 14. Данные винты проходят в сквозные отверстия, образованные в пластинах, и закреплены посредством резьбы в резьбовых отверстиях, образованных в корпусе режущего инструмента. Пластины 14 выполнены с возможностью образования множества режущих канавок 18, расположенных по спирали вокруг продольной оси A корпуса режущего инструмента. Винтовые каналы 22 расположены смежно канавкам 18 для отведения стружек, которые отделяются от обрабатываемой детали (не показано) во время операции резания.
[0032] Пластины 14 содержат передние пластины, или концевые пластины, 14A, расположенные на переднем осевом конце корпуса режущего инструмента. Как пояснялось в данном описании ранее, все пластины во фрезе в процессе фрезерования подвергаются направленным радиально внутрь режущим усилиям, вследствие наличия активных осевых режущих кромок, ориентированных по существу параллельно продольной оси корпуса режущего инструмента. Однако передние пластины 14A также подвергаются сильным направленным назад в осевом направлении режущим усилиям вследствие наличия у них активных поперечных режущих кромок. Представленное раскрытие поясняет, как противодействовать данным осевым усилиям, прикладываемым к передним пластинам эффективным и экономичным способом посредством обеспечения особым образом ориентированных зубцов на передних пластинах и в их соответствующих гнездах.
[0033] Каждая передняя пластина 14А содержит тело по существу неквадратной прямоугольной формы, хотя пластины могут иметь другие формы, такие как квадратная и треугольная, как будет пояснено ниже. Пластина 14 также содержит верхнюю и нижнюю поверхности 42, 44, соединенные боковой поверхностью, которая содержит множество длинных и коротких боковых поверхностей 46, 48. Длинные боковые поверхности пересекают верхнюю поверхность с образованием двух главных режущих кромок 50, а короткие боковые поверхности пересекают верхнюю поверхность с образованием двух вспомогательных режущих кромок 52. Вспомогательные режущие кромки 52 короче, чем главные режущие кромки, при этом каждая вспомогательная режущая кромка пересекает обе главные режущие кромки в соответствующих углах пластины. Сквозное отверстие 54 продолжается через геометрический центр пластины для приема крепежного винта 16.
[0034] Воображаемая продольная биссектриса B пластины (Фиг. 3) продолжается через вспомогательные режущие кромки 52 и через центр сквозного отверстия 54 и делит пластину пополам в направлении по ее длине. Соответственно, вспомогательные режущие кромки 52 продолжаются поперечно относительно биссектрисы B, а главные режущие кромки 50 продолжаются по существу параллельно биссектрисе. Пластина является индексируемой по той причине, что ее можно поворачивать на 180 градусов, для расположения каждой из пар главных и вспомогательных режущих кромок в режущем положении.
[0035] Верхняя поверхность 42 каждой передней пластины 14A сформирована по существу симметрично вокруг воображаемой биссектрисы B. Нижняя поверхность 44 содержит параллельные чередующиеся углубления и выступы, которые образуют множество зубцов 60, расположенных поперечно относительно биссектрисы B и которые, как будет пояснено, входят в зацепление с зубцами 80 или 80A гнезда. Предпочтительно, чтобы вся площадь поверхности 44 имела зубцы для того, чтобы максимально увеличить противодействующую усилиям площадь. Зубцы 60 образуют угол α с биссектрисой B и соответственно также образуют угол α с осью A. Например, угол α может составлять по существу 90 градусов, как показано на Фиг. 8, для обеспечения максимального противодействия направленным назад в осевом направлении режущим усилиям. Однако, как показано на Фиг. 9, угол α может быть острым углом, минимально около 30 градусов. В случае острого угла, наклон зубцов предпочтительно такой, что радиально внешний конец каждого зубца находится дальше впереди, чем радиально внутренний конец зубца, как показано на Фиг. 9. Соответственно, направленные назад в осевом направлении режущие усилия, воздействующие на пластину, будут иметь направленную радиально внутрь составляющую, стремящуюся давить режущую пластину радиально внутрь на корпус режущего инструмента для более эффективного противостояния колебаниям пластины во время операции резания.
[0036] Зубцы 60 разнесены вдоль биссектрисы B таким образом, что один или более зубцов находятся с каждой стороны сквозного отверстия 54, если смотреть в направление биссектрисы B. С каждой стороны сквозного отверстия может предусматриваться любое количество зубцов, причем с одной стороны может предусматриваться больше зубцов, чем с другой стороны.
[0037] Зубцы 60 могут иметь любую подходящую конфигурацию, например любую из конфигураций, описанных в Патенте США № 6921234, содержание которого включено сюда путем ссылки.
[0038] Как отмечалось выше, пластины 14A установлены в гнездах, находящихся на корпусе режущего инструмента. Гнезда 80 могут быть образованы непосредственно в корпусе 12 режущего инструмента, как показано на Фиг. 7, или гнезда 80А могут быть образованы посредством прокладок 70, которые находятся между корпусом режущего инструмента и пластиной, как показано на Фиг. 1, 2 и 4-6.
[0039] Сначала описан случай, когда гнезда образованы посредством прокладок 70. Прокладки предпочтительно расположены между корпусом 12 режущего инструмента и передними пластинами 14A, потому что участки корпуса режущего инструмента, находящиеся под данными передними пластинами, особенно подвержены повреждению в случае катастрофического разрушения пластины. В качестве альтернативы, однако прокладки также могут быть предоставлены для других пластин.
[0040] Каждая прокладка определяет продольное направление D (Фиг. 2) и содержит первый и второй участки 72, 74. Направление D ориентировано по существу параллельно оси A корпуса режущего инструмента. Первый участок 72 имеет по существу параллельные верхнюю и нижнюю поверхности 76, 78. Нижняя поверхность 78 гладкая, а верхняя поверхность 76 имеет образованные на ней множество зубцов 80, расположенных поперечно относительно продольного направления D, т.е. под углом, соответствующем углу α зубцов пластины. Второй участок 74 расположен на переднем конце первого участка и образует выступающий вниз выступ 75, продолжающийся за нижнюю поверхность 78. Данный выступ перекрывает и входит в зацепление с секцией 82 корпуса режущего инструмента (Фиг.1) для точного позиционирования прокладки в осевом направление корпуса режущего инструмента и для противодействия направленным назад в осевом направлении усилиям, передаваемым на нее режущей пластиной. Также выступ может обеспечивать определенную степень дополнительной защиты расположенной ниже секции корпуса режущего инструмента в случае катастрофического разрушения режущей пластины. Выступ 75 содержит передние и задние поверхности 84, 86, которые продолжаются от передних концов верхней и нижней поверхностей 76, 78, соответственно. Задняя поверхность 86 предпочтительно продолжается вниз и наклонена вперед, т.е. в сторону от нижней поверхности 78, с тупым углом δ, как показано на Фиг. 4, для зацепления, соответственно угловой секции 82 корпуса режущего инструмента.
[0041] В качестве альтернативы, задняя поверхность 86 может быть ориентирована перпендикулярно нижней поверхности 78, как показано на Фиг. 6, или она может быть наклонена назад, т.е. в направлении заднего конца прокладки с образованием острого угла β с нижней поверхностью 78, как показано на Фиг. 5.
[0042] Через прокладку от верхней поверхности 76 к нижней поверхности 78 расположено сквозное отверстие 90 (Фиг. 2), которое выполнено с возможностью приема крепежного винта 16. Зубцы 80 прокладки выполнены с возможностью зацепления с зубцами 60 пластины. Соответственно, зубцы 80 могут быть ориентированы перпендикулярно продольному направлению D (и соответственно перпендикулярно оси A), или под углом 45 градусов относительно направления D (и соответственно под углом 45 градусов с осью A), в зависимости от ориентации зубцов 60.
[0043] Как в случае зубцов 60, некоторые из зубцов 80 находятся с одной стороны сквозного отверстия 90, а другие находятся с противоположной стороны сквозного отверстия 90, если смотреть в направлении направления D.
[0044] В процессе фрезерования, направленные назад в осевом направлении усилия, прикладываемые к концевым режущим пластинам, передаются на прокладку через зубцы 60, 80, и данные усилия, в свою очередь, передаются на корпус режущего инструмента посредством выступа 75 для оказания противодействия корпусом режущего инструмента.
[0045] Вместо выступа 75, прокладка может быть установлена в углублении режущего инструмента в зацепление со стенкой углубления для оказания противодействия направленным назад в осевом направлении режущим усилиям, которые передаются на нее.
[0046] В случае когда прокладки не предусмотрены, т.е. когда гнездо под режущую пластину образовано непосредственно в корпусе режущего инструмента, зубцы 80a будут образованы непосредственно в корпусе режущего инструмента, как показано на Фиг. 7. Как и в случае зубцов 60, 80, 80а, подобные зубцы 80a будут образовывать угол в диапазоне 30-90 градусов относительно продольной оси A. Взаимное расположение зубцов 80а с отверстием 92 будет таким же, как взаимное расположение зубцов 80 со сквозным отверстием 90, описанное ранее.
[0047] Как пояснялось выше, каждая из передних пластин 14A имеет сквозное отверстие 54, которое принимает крепежный винт 16. Данный винт 16 имеет головку 100 (см. Фиг. 4), которая упирается в боковую сторону отверстия 54 пластины. Винт 16 также имеет конец 102 с наружной резьбой, который посредством резьбы принимает резьбовое отверстие 92 корпуса режущего инструмента. После того, как пластина была установлена в гнезде (независимо от того, образовано ли гнездо посредством прокладки или непосредственно в корпусе режущего инструмента) таким образом, чтобы зубцы 60 пластины и зубцы 80 (или 80a) гнезда вошли в зацепление, а пластину подтолкнули радиально встык с корпусом режущего инструмента, предпочтительно, чтобы центр резьбового отверстия 92 не был полностью выровнен с центром сквозного отверстия 54. Вместо этого, как показано на Фиг. 4, данные центры немного радиально смещены на расстояние d. Смещение делают в таком направлении, что когда крепежный винт установлен, головка 100 крепежного винта будет немного упруго изогнута в направлении, имеющем составляющую в осевом направлении вперед и составляющую радиально наружу. В результате, так как винт стремится упруго восстановиться после деформации радиально внутрь и в осевом направлении назад в свою неизогнутую форму, он будет создавать предварительное напряжение на пластине, нажимая пластину по существу в осевом направлении назад и по существу радиально внутрь на обращенную поперечно поверхность 93 корпуса режущего инструмента (см. Фиг. 1 и 7) для того, чтобы усилить устойчивость пластины против колебаний.
[0048] Следует понимать, что степень изгиба винта 16 (и соответственно сила предварительного напряжения) будет больше, когда используют прокладку, потому что тогда может быть использован более длинный винт 16 по сравнению с вариантом осуществления без прокладки.
[0049] Из вышеприведенного описания следует понимать, что когда передние пластины 14A установлены на корпусе 12 режущего инструмента, зацепление между зубцами 60 пластины и зубцами 80 (или 80a) гнезда будет обеспечивать пластине возможность эффективно противодействовать по отношению к сильным направленным назад в осевом направлении усилиям, прикладываемым к передним пластинам 14В процессе фрезерования. В случае когда используется прокладка, зацепление выступов 75 с корпусом инструмента, обеспечивает возможность переноса направленных назад в осевом направлении режущих усилий с прокладки на корпус режущего инструмента.
[0050] Как отмечалось ранее, режущие пластины могут принимать множество форм. На Фиг. 10 изображена квадратная режущая пластина 200, которая имеет четыре режущих кромки 202a-d и соответственно может быть индексирована между четырьмя режущими положениями, при этом одна из режущих кромок образует активную режущую кромку, ориентированную по существу параллельно продольной оси корпуса режущего инструмента. Установленная на своей нижней поверхности, пластина 200 имеет четыре группы параллельных зубцов 204a-d, связанных с соответствующими режущими кромками 202a-d. Зубцы каждой группы продолжаются непараллельно зубцам двух других групп и ориентированы поперечно относительно соответствующей режущей кромки таким образом, чтобы противодействовать прикладываемым к ней осевым режущим усилиям. Зубцы каждой группы имеют градуированную длину, при этом более длинные зубцы расположены смежно сквозному отверстию 206 пластины, а более короткие зубцы находятся на соответствующих концах режущей кромки. Каждый из зубцов закрыт с одного своего конца, хотя находящиеся в центре зубцы каждой группы, которые продолжаются в сторону отверстия 206, могут пересекать отверстие и соответственно быть открытыми с обоих концов.
[0051] Гнездо под режущую пластину для пластины 200 будет выполнено с возможностью оказания противодействия осевым режущим усилиям, обеспечивая в то же время возможность прижатие пластины к обращенной поперечно поверхности корпуса режущего инструмента. Пример подобного гнездо может быть образован посредством прокладки или посредством самого корпуса режущего инструмента. Гнездо выполнено с двумя параллельными группами зубцов, ориентированных поперечно относительно оси A корпуса режущего инструмента, которые будут соответственно входить в зацепление либо с зубцами 204a и 204c пластины (которые продолжаются в том же самом направлении), либо с зубцами 204b и 204d пластины (которые продолжаются в том же самом направлении), в зависимости от того, какая из режущих кромок образует активную режущую кромку. Две не входящих в зацепление группы зубцов пластины будут поступать в не имеющие зубцов области гнезда, например, утопленные области, и соответственно будут неактивными, т.е. неспособными препятствовать движению пластины в направлении корпуса режущего инструмента. Соответственно, пластина может быть прижата к поперечно обращенной поверхности корпуса режущего инструмента посредством крепежного винта, как отмечалось выше.
[0052] Вместо ориентации перпендикулярно режущим кромкам, группы зубцов 204a-d могут быть ориентированы с острым углом, составляющим не меньше чем около 30 градусов к своим соответствующим режущим кромкам, как пояснялось ранее. В данном случае, гнездо будет иметь только одну группу зубцов, которые будут выполнены с возможностью вхождения в зацепление с зубцами, связанными с активной режущей кромкой. Гнездо также будет содержать две не имеющие зубцов области для приема, и деактивации, других двух групп зубцов пластины. Соответственно будет обеспечена способность прижатия пластины к корпусу режущего инструмента посредством крепежного винта.
[0053] В случае когда гнездо для квадратной пластины 200 образовано посредством прокладки 210, прокладка может быть выполнена с возможностью передачи на корпус режущего инструмента направленных в осевом направлении назад режущих усилий любым подходящим способом, например, посредством выступа 75, описанного выше, или посредством зацепления стенки 212 углубления 214, как показано на Фиг. 11.
[0054] Еще одной возможной формой для режущих пластин является треугольная, которая показана на Фиг. 12. В данном случае, треугольная пластина 300 будет иметь три режущие кромки 302a-c и будет индексируемой между тремя режущими положениями. Для соответствующих режущих кромок будут предусмотрены три группы зубцов 304a-c. Зубцы каждой группы будут ориентированы непараллельно зубцам других групп. Соответствующее гнездо на корпусе режущего инструмента будет иметь только одну группу зубцов для зацепления только с одной группой зубцов пластины, т.е. с зубцами, связанными с активной режущей кромкой. Гнездо также будет содержать два больших углубления для приема других зубцов.
[0055] Несмотря на то что примеры фрезерного инструмента, раскрытые в данном описании, предназначены для фрезерования с широкими режущими кромками, следует понимать, что средства, раскрытые в данном описании, полезны для других операций фрезерования, таких как лобовое фрезерование и торцевое фрезерование. Более того, данные средства также полезны в видах стружкообразующей механической обработки, не являющихся фрезерованием, в которых необходимо оказывать противодействие значительным осевым усилиям, таких как обточка и расточные работы.
[0056] Несмотря на то что в данном описании были описаны предпочтительные варианты осуществления, специалистам в данной области следует понимать, что могут быть выполнены не описанные отдельно добавления, удаления, модификации и замены, не выходящие за рамки объема приложенной формулы изобретения.
[0057] Раскрытия в заявке на патент США № 13/045637, по которой испрашивается приоритет в данной заявке, включены сюда путем ссылки.
Конструктивные элементы с залитым цементированным карбидом
Отбойный или землеройный инструмент, содержащий вставку и кольцо из цементированного карбида вольфрама, машина для удаления материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Ослабление колебаний давления в дробилках
Фиксирующее устройство для земляного бура и система земляного бура с указанным фиксирующим устройством
Средство крепления просеивающих поверхностей и применение такого средства
Инструмент для отбойки и выемки грунта со вставкой из цементированного карбида вольфрама и кольцом, машина для выемки материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Упорный подшипник конусной дробилки и способ поддержания вертикального вала в такой дробилке
Способ и устройство для управления работой конусной дробилки
Сплав на основе никеля, способный образовывать оксид алюминия
Конусная дробилка
Дробильная установка и способ управления такой установкой
Конструктивные элементы с залитым цементированным карбидом
Отбойный или землеройный инструмент, содержащий вставку и кольцо из цементированного карбида вольфрама, машина для удаления материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Ослабление колебаний давления в дробилках
Фиксирующее устройство для земляного бура и система земляного бура с указанным фиксирующим устройством
Средство крепления просеивающих поверхностей и применение такого средства
Инструмент для отбойки и выемки грунта со вставкой из цементированного карбида вольфрама и кольцом, машина для выемки материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Упорный подшипник конусной дробилки и способ поддержания вертикального вала в такой дробилке
Способ и устройство для управления работой конусной дробилки
Сплав на основе никеля, способный образовывать оксид алюминия

