Результат интеллектуальной деятельности: СПОСОБ УПРАВЛЕНИЯ НЕПРЕРЫВНЫМ ПРОКАТНЫМ СТАНОМ, УСТРОЙСТВО УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ ДЛЯ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА, МАШИНОЧИТАЕМЫЙ ПРОГРАММНЫЙ КОД, НОСИТЕЛЬ ЗАПИСИ И НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН
Вид РИД
Изобретение
Изобретение относится к способу управления непрерывным прокатным станом, в особенности непрерывным прокатным станом холодной прокатки полосы, для изготовления полосы, в особенности полосы металла. Изобретение, кроме того, относится к устройству управления и/или регулирования для непрерывного прокатного стана, машиночитаемому программному коду для такого устройства управления и/или регулирования, носителю записи с сохраненным на нем машиночитаемым программным кодом, а также к непрерывному прокатному стану, включающему в себя такое устройство управления и/или регулирования.
В установках, в которых несколько приводных механизмов через полосу, например полосу металла, например, в случае прокатной установки, или через полотно, как, например, полотно бумаги, связаны друг с другом, часто регулировки скорости одного приводного механизма передаются на соседние приводные механизмы, чтобы минимизировать возмущения натяжения в полосе или полотне. Этот процесс называется каскадированием. Под «приводными механизмами» при этом понимаются, в частности, приводимые электродвигателем части установки с относящимся к ним регулированием. Приводными механизмами в прокатной установке являются, например, прокатные клети, S-ролики (так называемые роликовые регуляторы натяжения), моталки, направляющие ролики и т.д.
При каскадировании имеются стационарные направления действия. При прокатке, например, каскадирование осуществляется предпочтительно в направлении медленно работающих прокатных клетей. При этом внутри части установки, приводные механизмы которой каскадируются, определяется ведущий приводной механизм или приводной механизм, задающий скорость. Приводные механизмы выше по потоку от ведущего приводного механизма каскадируются в рабочем направлении подачи, то есть противоположно технологическому направлению полосы (вверх по потоку), в то время как приводные механизмы ниже по потоку от ведущего приводного механизма каскадируются в рабочем направлении выпуска (вниз по потоку), то есть в технологическом направлении.
В многозвенной установке, например в прокатной установке с непрерывным отжигом (линией непрерывного отжига - CAL) и непрерывном прокатном стане холодной прокатки полосы (непрерывном прокатном стане холодной прокатки - TCR) или двухклетьевом непрерывном прокатном стане холодной прокатки полосы (двойном непрерывном прокатном стане холодного обжатия - DCR) в качестве частей установки, за счет каскадирования изменяются скорости полосы частей установки относительно друг друга. Под непрерывным прокатным станом (с последовательным расположением клетей) при этом понимается установка прокатных клетей, которая построена из по меньшей мере двух прокатных клетей, включенных друг за другом в направлении производства металлической полосы. Для того чтобы противодействовать изменению скорости полосы, распространяющемуся на другие части установки, между частями установки предусмотрены петлевые накопители. При технологически чувствительной к натяжению конфигурации установки с непрерывным отжигом и далее включенным встроенным прокатным станом в форме непрерывного прокатного стана холодной прокатки полосы, как правило, однако, недостаточно технологической развязки посредством петлевого накопителя, чтобы полосу транспортировать без возмущений через установку непрерывного отжига.
Из WO 2008/043605 А2 известна прокатная установка для изготовления металлической полосы, при которой первая прокатная клеть непрерывного прокатного стана используется в функции ведущего элемента передачи, чтобы реализовать механическое создание натяжения в металлической полосе и тем самым отказаться от агрегата с функцией повышения натяжения полосы, как, например, S-ролика. Так как функция первой прокатной клети изменяется, тогда вторая в технологическом направлении прокатная клеть в пределах непрерывного прокатного стана представляет собой первую действующую для прокатки прокатную клеть.
В основе изобретения лежит задача обеспечить возможность режима работы без возмущений установки, в частности, обрабатывающей линии со связанным непрерывным прокатным станом, который эксплуатируется посредством регулирования с каскадированными регулирующими воздействиями (каскадное управление), а также создать соответствующее устройство управления и/или регулирования, программный код, носитель данных и прокатную установку для этого.
Относящаяся к способу часть указанной задачи в соответствии с изобретением решается способом управления непрерывным прокатным станом, в частности непрерывным прокатным станом холодной прокатки полосы, для изготовления полосы, в частности полосы металла, причем в направлении производства полосы предусмотрено несколько приводных механизмов, скорости которых посредством каскадирования согласуются с ведущим приводным механизмом, причем определяется свойство полосы, и в зависимости от свойства направление действия каскадного управления изменяется между соответствующим вверх по потоку и вниз по потоку, при этом предусмотрен коэффициент К регулирования, посредством которого согласовывается направление действия каскадного регулирования, причем 0≤К≤1, и при 0<K<1 направление действия соразмерно подразделяется между соответствующим каскадированию вверх по потоку и каскадированию вниз по потоку.
Изобретение основывается на идее, что работа без возмущений двух связанных частей установки гарантируется за счет того, что скорость полосы между двумя включенными в технологическом направлении друг за другом частями установки, по существу, поддерживается постоянной. При этом целью является то, что скорость полосы и, тем самым, натяжение на входе непрерывного прокатного стана, который образует вторую часть установки, остается постоянной. Чтобы достичь этого, направление действия каскадного управления при необходимости изменяется, чтобы минимизировать возмущения полосы на входе в непрерывный прокатный стан, так как в максимальной степени стационарный вход приводит в результате к равномерному прохождению полосы через предвключенную часть установки. Благодаря предложенному регулированию непрерывного прокатного стана с изменением направления действия каскадного регулирования можно, например, без проблем связывать чувствительный к натяжению непрерывный отжиг (CAL) для тонкого материала с встроенным прокатным станом, так как натяжение полосы в установке непрерывного отжига, которая включена перед непрерывным прокатным станом, испытывает малые возмущения или вообще не испытывает никаких возмущений.
Например, в начале работы прокатного стана с установкой непрерывного отжига и непрерывным прокатным станом последняя прокатная клеть непрерывного прокатного стана выбирается в качестве задающего скорость приводного механизма с постоянной скоростью, так что осуществляется регулирование вверх по потоку приводных механизмов противоположно технологическому направлению. Если в работе прокатного стана из-за колебаний толщины полосы металла перед непрерывным прокатным станом возникает аномальное (из-за возмущения) поведение S-ролика, расположенного между установкой непрерывного отжига и непрерывным прокатным станом, то этому аномальному поведению противодействуют тем, что S-ролик принимает на себя функцию задающего скорость приводного механизма, благодаря чему направление действия каскадирования изменяется на направление вниз по потоку, то есть в технологическом направлении. Тем самым можно ведущий приводной механизм при работе прокатного стана при необходимости изменять многократно, чтобы «успокоить» (привести в нормальное состояние) скорость полосы для S-ролика, причем одновременно на конце непрерывного прокатного стана полоса металла имеет желательную, по возможности постоянную толщину.
Чтобы обеспечить возможность связи без возмущений непрерывного прокатного стана с установкой непрерывного отжига, при регулировании скорости прокатного стана предусмотрен коэффициент К регулирования, посредством которого направление действия каскадного управления может изменяться. Коэффициент К регулирования может быть равен 0 или равен 1 или принимать значения между 0 и 1. При К=0 прокатная клеть является задающим скорость приводным механизмом в системе. При К=1 S-ролик является задающим скорость приводным механизмом в системе. Значение коэффициента К регулирования может, однако, лежать также между 0 и 1, благодаря чему одновременно может осуществляться каскадирование вверх по потоку и каскадирование вниз по потоку с различными частями, которые определяются посредством коэффициента К регулирования. Так, например, может быть установлено, что 10% коррекций скорости вверх по потоку действуют на вход, и 90% коррекций скорости вниз по потоку действуют на выход, так что оба направления действия каскадного управления соразмерным образом обслуживаются.
В отношении динамического регулирования непрерывного прокатного стана, согласно предпочтительному выполнению, направление действия каскадного управления подразделяется через согласование коррекций скорости приводных механизмов регулируемым образом. Под регулируемым подразделением коррекций скорости здесь понимается то, что посредством каскадного управления скорости всех приводных механизмов, включая ведущий приводной механизм, до известной степени согласуются, причем эта степень зависит от того, должны ли скорости приводных механизмов регулироваться вверх по потоку или вниз по потоку. Как правило, это осуществляется так, что задающий скорость приводной механизм, например, последняя прокатная клеть в направлении производства полосы, имеет постоянную за счет регулирования скорость. Одновременно варьируются скорости других приводных механизмов, так что первый приводной механизм, который расположен наиболее далеко от задающего скорость приводного механизма, может иметь относительно большие колебания скорости. Эти колебания за счет устанавливаемого согласования коррекций скорости распределяются на все приводные механизмы, при этом путем каскадирования скорость задающего скорость приводного механизма незначительно изменяется, так что она более не является постоянной, а имеет минимальные флуктуации. При этом справедливо, что чем больше флуктуации скорости задающего скорость приводного механизма, тем меньше они у других приводных механизмов. За счет непрерывного повышения неравномерности скорости первоначального задающего скорость приводного механизма при одновременном сокращении коррекций скорости других приводных механизмов, таким образом, задающий скорость приводной механизм «перемещается» в направлении входа, пока, наконец, первый приводной механизм в технологическом направлении не станет ведущим приводным механизмом.
Согласно другому предпочтительному выполнению, в качестве свойства полосы определяется толщина полосы. При этом существенным преимуществом является то, что толщина полосы находится в прямом соотношении со скоростью приводных механизмов, и колебания толщины являются таким образом инициатором флуктуаций скоростей приводных механизмов. Поэтому регулирование скорости на основе измерения толщины полосы оказалось особенно эффективным. Если полоса на входе прокатного стана местами, например, более толстая, то скорость прокатки соответственно регулируется, чтобы на выходе прокатного стана полоса имела одинаковую толщину.
Предпочтительным образом, непрерывный прокатный стан в качестве приводных механизмов имеет по меньшей мере две включенные друг за другом прокатные клети, и свойство полосы измеряется по меньшей мере перед первой прокатной клетью. При этом колебания свойства полосы, особенно толщины полосы, свойства на входе прокатного стана определяются, и за счет соответствующего регулирования скоростей вращения для отдельных прокатных клетей полоса на выходе прокатывается до желательной постоянной толщины. Для того чтобы повысить точность при регулировании скорости, упомянутое свойство полосы измеряется целенаправленно между приводными механизмами непрерывного прокатного стана, в особенности между отдельными приводными механизмами.
Согласно предпочтительному варианту выполнения, при каскадировании против технологического направления последняя прокатная клеть управляется в технологическом направлении в качестве ведущего приводного механизма. Это является особенно предпочтительным, чтобы гарантировать по возможности постоянную скорость полосы в конце прокатного стана. Последний приводной механизм непрерывного прокатного стана, как правило, выбирается для задающего скорость приводного механизма, если прокатный стан является автономным прокатным станом, то есть образует отдельный блок, перед которым не включена никакая другая часть установки. В этом случае колебания скоростей вращения передних приводных механизмов, которые могут вызывать колебания при натяжении полосы на входе прокатного стана, не имеют большого значения, и намотка полосы поддерживается при постоянном натяжении полосы.
Если, однако, перед непрерывным прокатным станом включена чувствительная к натяжению часть установки, как, например, CAL, то колебаниями натяжения на входе прокатного стана нельзя просто пренебречь. Так как развязка CAL от непрерывного прокатного стана посредством петлевого накопителя или отводного ролика не является надежной, меняющееся натяжение должно выравниваться другим способом, например, посредством подходящего регулирования S-ролика на входе прокатного стана. При этой предпосылке, согласно другому предпочтительному варианту выполнения, непрерывный прокатный стан включает в себя в технологическом направлении по меньшей мере один S-ролик, при этом S-ролик при каскадировании в технологическом направлении управляется как ведущий приводной механизм, так что он работает с постоянной скоростью вращения. При этом ведущий приводной механизм может при работе установки переключаться в зависимости от существующих на входе и на выходе текущих состояний относительно толщины полосы и колебаний натяжения, при необходимости, плавно или ступенчато.
В дополнение к этому предпочтительно предусмотрено, что скорость S-ролика стабилизируется посредством управления моментом. В этом случае S-ролик является также ведущим приводным механизмом, управление моментом предпочтительно вычисляется при регулировании толщины. Подходящее выполнение состоит в том, чтобы коррекцию скорости первой клети в технологическом направлении взвешенным образом дифференцировать. Дифференцированная коррекция скорости описывает ожидаемое и нежелательное ускорение S-ролика, которое было бы результатом колебания натяжения. Если к S-ролику своевременно подключается приводной момент, который вычисляется из ожидаемого ускорения и момента инерции S-ролика, то скорость полосы на стороне входа S-ролика также успокаивается по отношению к возмущающим колебаниям натяжения из первой клети непрерывного прокатного стана.
Относящаяся к устройству часть вышеуказанной задачи решается устройством управления и/или регулирования для непрерывного прокатного стана с машиночитаемым программным кодом, который содержит управляющие команды, которые при их выполнении устройством управления и/или регулирования способствуют выполнению способа согласно любому из вышеописанных выполнений.
Кроме того, указанная задача решается машиночитаемым программным кодом для устройства управления и/или регулирования для непрерывного прокатного стана, причем программный код содержит управляющие команды, которые побуждают устройство управления и/или регулирования выполнять способ согласно любому из вышеописанных выполнений.
Кроме того, указанная задача решается носителем данных с сохраненным на нем таким машиночитаемым программным кодом.
Наконец, указанная задача также решается непрерывным прокатным станом, в особенности непрерывным прокатным станом холодной прокатки полосы, для изготовления полосы металла, включающим в себя вышеописанное устройство управления и/или регулирования.
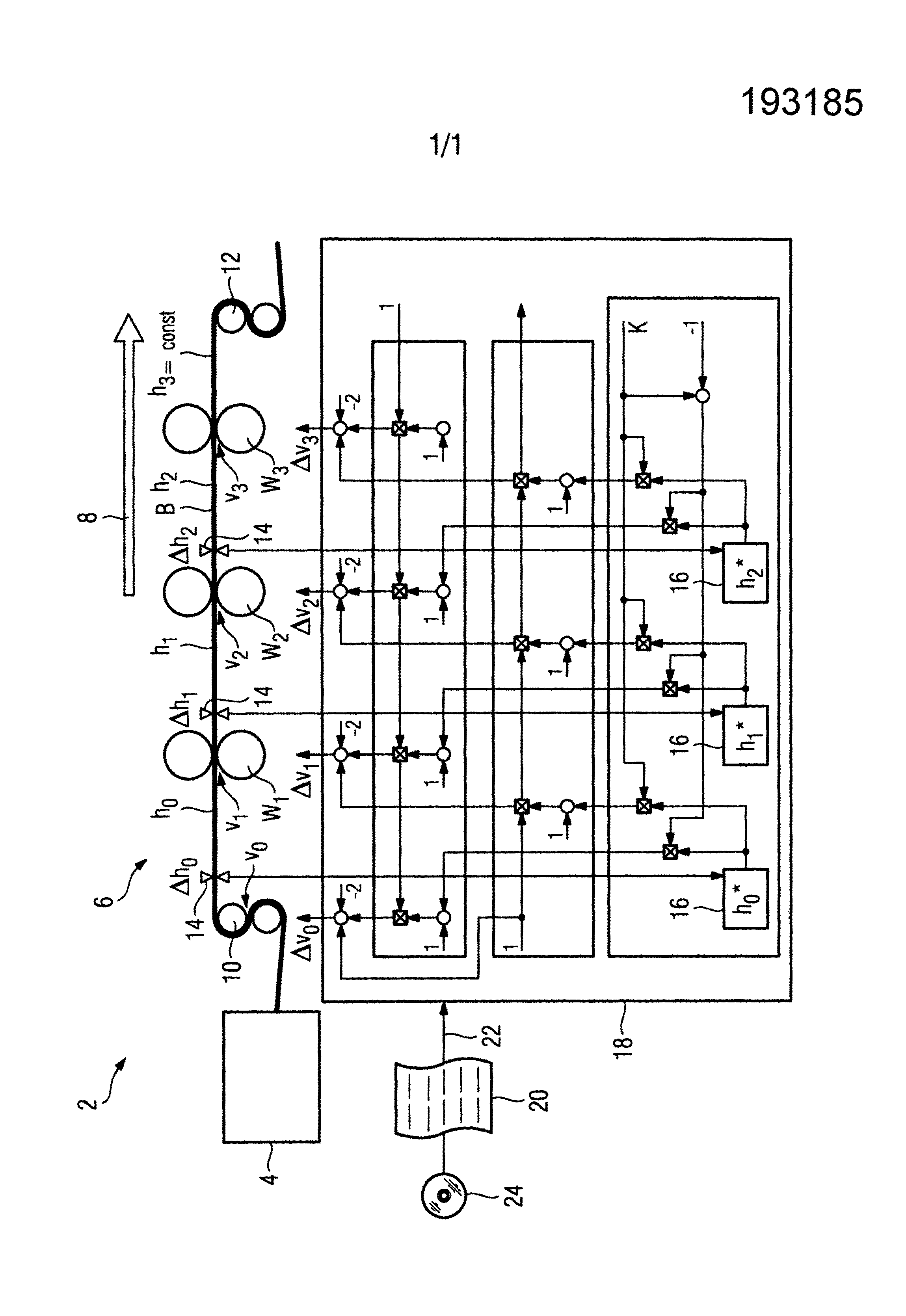
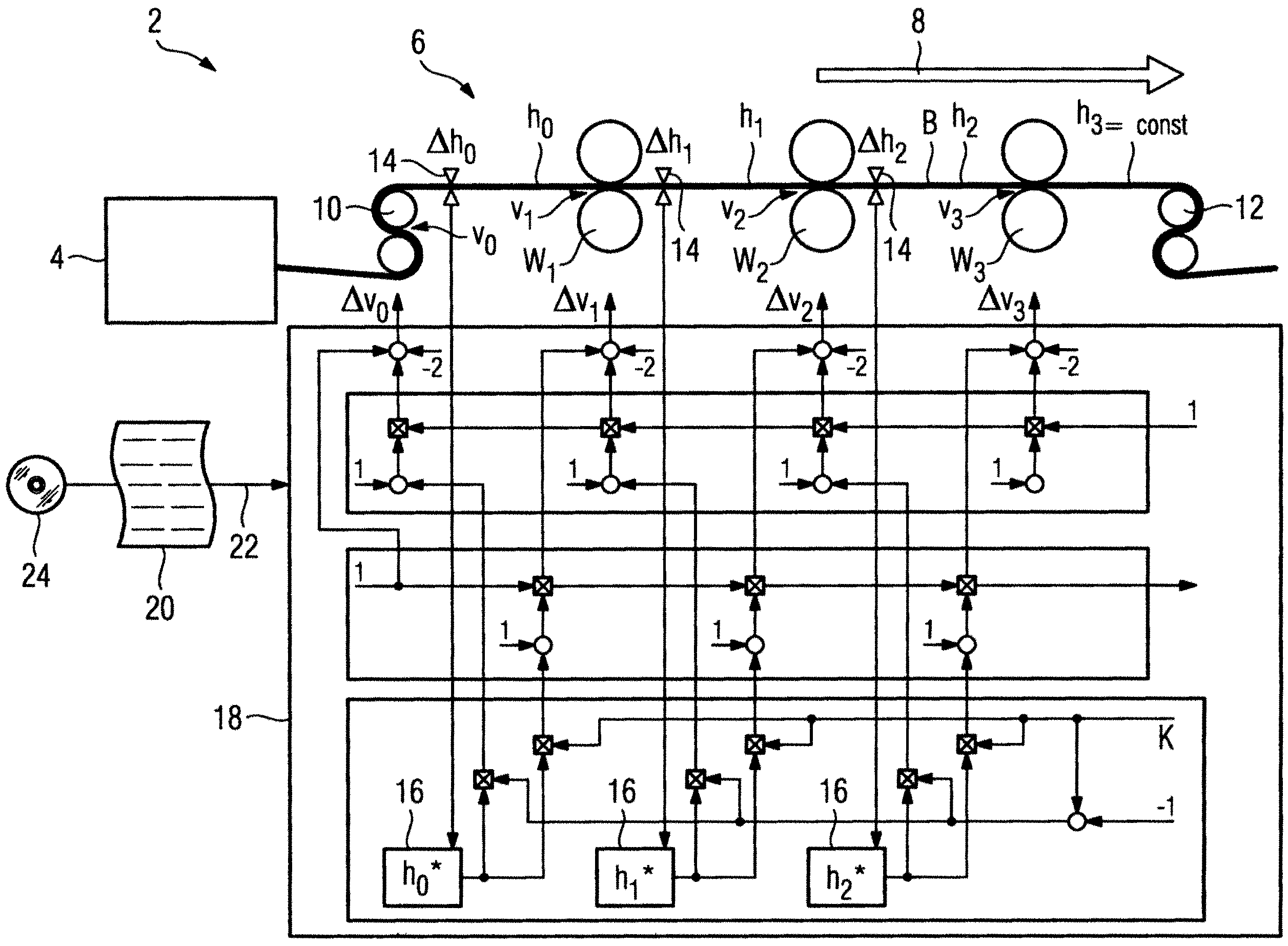
Пример выполнения изобретения описывается более подробно со ссылкой на чертеж. При этом единственный чертеж схематично и очень упрощенно показывает две части одной общей установки 2, а именно установку непрерывного отжига (CAL), которая схематично обозначена блоком 4, и встроенный прокатный стан в форме непрерывного прокатного стана 6 холодной прокатки полосы для изготовления полосы В металла.
Непрерывный прокатный стан 6 содержит в показанном примере выполнения три выполняющие прокатку прокатные клети W1, W2 и W3, которые включены в технологическом направлении 8 друг за другом. При прокатке полосы В металла во всех прокатных клетях W1, W2, W3 происходит несущественное уменьшение толщины полосы В металла.
На входе непрерывного прокатного стана 6 перед первой прокатной клетью W1 расположен первый S-ролик 10 (также называемый роликовым регулятором натяжения), а на выходе непрерывного прокатного стана 6 за последней прокатной клетью W3 расположен второй S-ролик 12 (роликовый регулятор натяжения). S-ролики 10, 12 направляют полосу В металла и поддерживают ее внутренние напряжения натяжения.
Первый S-ролик 10, а также прокатные клети W1, W2, W3 представляют собой существенные приводные механизмы непрерывного прокатного стана 6, скорости v0, v1, v2, v3 которых согласовываются посредством каскадного управления при работе. Другими приводными механизмами могут быть, например, второй S-ролик 12, а также не показанные на чертеже моталки или направляющие (отводные) ролики, которые также связаны в каскад.
Перед отдельными прокатными клетями W1, W2, W3 предусмотрены устройства 14 для измерения толщины полосы. Каждое из устройств 14 подает фактическое значение h0, h1, h2 для толщины полосы, которое сравнивается в соответствующих регуляторах 16 толщины с заданным значением h0*, h1* и h2*. На основе сравнения фактических значений h0, h1, h2 с заданными значениями h0*, h1* и h2* осуществляется каскадное управление скоростями v0, v1, v2, v3 первого S-ролика, а также прокатных клетей W1, W2, W3. Это каскадирование скоростей выполняется устройством 18 управления и/или регулирования, с которым ассоциирован сохраненный на носителе 24 данных, например, на жестком диске или CD, машиночитаемый программный код 20 с управляющими командами 22. Главной целью регулирования толщины, включая это каскадное управление, является, чтобы толщина h3 полосы на выходе непрерывного прокатного стана 6, то есть за последней прокатной клетью W3, была постоянной. Если колебание толщины полосы В регистрируется, то есть Δh0≠0, Δh1≠0, Δh2≠0, то к скоростям v0, v1, v2, v3 приводных механизмов 10, W1, W2, W3 подаются коррекции скорости Δv0, Δv1, Δv2, Δv3.
Каскадное управление характеризуется направлением действия. В устройстве согласно чертежу каскадное управление действует нормально вверх по потоку в направлении входа, то есть противоположно технологическому направлению 8. При подобном регулировании коррекция скорости Δv3 последней прокатной клети W3 равна нулю. Прокатная клеть W3 в этом случае является ведущим приводным механизмом или задающим скорость приводным механизмом. Коррекции Δv0, Δv1, Δv2 скорости для достижения постоянной толщины h3 разделяются таким образом на другие приводные механизмы 10, W1, W2.
Этот тип регулирования может, однако, привести к тому, что относительно сильные флуктуации скорости возникают на входе прокатного стана 6, которые вызывают колебания натяжения полосы В на этом участке. Эти колебания натяжения не могут полностью сокращаться с помощью петлевого накопителя между установкой 4 непрерывного отжига и прокатным станом 6 и тем самым создают возмущения в работе чувствительной к натяжению установки 4 непрерывного отжига.
Для того чтобы противодействовать колебаниям натяжения и тем самым обеспечивать возможность связи без возмущений обеих частей 4, 6 установки, при регулировке скорости прокатного стана 6 предусмотрен коэффициент К регулирования (0≤К≤1), посредством которого может изменяться направление действия каскадного управления. В показанном примере выполнения К может принимать значения между 0 и 1. Вначале К=0, так что, как описано выше, коррекция Δv3 скорости последней прокатной клети W3 равна 0, то есть последняя прокатная клеть W3 является задающим скорость приводным механизмом в системе. Чтобы успокоить скорость полосы первого S-ролика 10, направление действия каскадного управления поворачивается, при этом при К=1 коррекция Δv0 скорости первого S-ролика 10 равна нулю, и S-ролик 10 становится задающим скорость приводным механизмом в системе. Посредством изменения значения коэффициента регулирования К от 0 до 1, или наоборот, можно таким образом плавно или скачкообразно (бинарно) переключать задающий скорость приводной механизм и изменять направление действия каскадного управления.
Коэффициент К регулирования может, однако, также принимать значения между 0 и 1, за счет чего направление действия устанавливается соразмерным образом между соответствующим управлением вверх по потоку и вниз по потоку. Коэффициент регулирования 0<K<1 обуславливает то, что вызывающее возмущения число оборотов первого S-ролика 10 улучшается с помощью противоположного переключения коррекции скорости. Так положительная погрешность толщины Δh0>0 при коэффициенте регулирования К=0,95 обуславливает то, что главным образом повышаются скорости прокатки v1, v2, v3 прокатных клетей W1, W2, W3. Так как скорость v1 первой прокатной клети W1 повышается, натяжение полосы повышается между первым S-роликом 10 и прокатной клетью W1, вследствие этого также S-ролик 10 посредством повышенного натяжения полосы ускоряется. С помощью коэффициента К=0,95 S-ролик 10 получает, однако, малое корректирующее значение скорости v0 5% в направлении «замедления», так что фактическая скорость S-ролика 10 динамически успокаивается посредством наложения коррекции Δv0 скорости с реакцией натяжения.
Благодаря изменению направления действия при каскадном управлении прокатным станом 6 чувствительные к натяжению части 4, 6 установки могут связываться друг с другом. В особенности, с помощью того же регулирующего программного обеспечения может быть реализован DCR прокатный стан, который функционирует как автономный и как встроенный прокатный стан. Технологически различные требования относительно направления действия каскада скорости при обоих случаях использования DCR прокатного стана при этом легко выполняются с помощью параметризации коэффициента регулирования К.
Способ обработки содержащего диоксид углерода отходящего газа с процесса электроплавки
Диспергирующая форсунка, оснащенная ею флотационная установка, а также способ ее эксплуатации
Способ регулирования длины электрической дуги в электродуговой печи, устройство для осуществления способа, а также электродуговая печь с таким устройством
Способ эксплуатации электродуговой печи и плавильная установка с электродуговой печью, эксплуатируемой согласно этому способу
Продувочная фурма с непосредственным розжигом посредством убирающейся запальной пики
Способ и устройство для изготовления длинных стальных изделий в установке непрерывного литья
Способ эксплуатации дуговой печи
Электродуговая печь с перемещаемой по рельсам качающейся рамой
Способ и устройство для изготовления металлических прокатных изделий
Способ эксплуатации дуговой электрической печи и плавильный агрегат, оснащенный эксплуатируемой этим способом дуговой электрической печью
Способ обработки содержащего диоксид углерода отходящего газа с процесса электроплавки
Диспергирующая форсунка, оснащенная ею флотационная установка, а также способ ее эксплуатации
Способ регулирования длины электрической дуги в электродуговой печи, устройство для осуществления способа, а также электродуговая печь с таким устройством
Способ эксплуатации электродуговой печи и плавильная установка с электродуговой печью, эксплуатируемой согласно этому способу
Продувочная фурма с непосредственным розжигом посредством убирающейся запальной пики
Способ и устройство для изготовления длинных стальных изделий в установке непрерывного литья
Способ эксплуатации дуговой печи
Электродуговая печь с перемещаемой по рельсам качающейся рамой
Способ и устройство для изготовления металлических прокатных изделий
Способ эксплуатации дуговой электрической печи и плавильный агрегат, оснащенный эксплуатируемой этим способом дуговой электрической печью

