Результат интеллектуальной деятельности: СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛА ДЕТАЛИ
Вид РИД
Изобретение
Изобретение относится к области ультразвукового контроля и может быть использовано для оценки исчерпания ресурса деталей из металлов и их сплавов (например, литых лопаток и дисков газотурбинных двигателей).
Известен способ ультразвукового контроля структуры листового стекла, заключающийся в том, что в контролируемое листовое стекло ультразвуковым преобразователем излучают ультразвуковые импульсы, ультразвуковые импульсы имеют частоту 7 МГц и более, которые, распространяясь по толщине стекла, отражаются от структурообразующих стекловидных образований и принимаются этим же ультразвуковым преобразователем, а по интенсивности отраженных ультразвуковых импульсов судят о структуре стекла, патент РФ №2004108675, 2005.09.27 «Способ ультразвукового контроля структуры листового стекла», МПК G01N 29/06.
Недостатком данного способа является невозможность оценки исчерпания ресурса деталей из сплавов (например, жаропрочных сплавов литых лопаток газотурбинных двигателей).
Известен «Способ ультразвукового контроля изделий с большим затуханием ультразвука», в котором в изделие вводят широкополосный ультразвуковой зондирующий сигнал, принимают отраженный от дефекта широкополосный эхо-сигнал, опорным гармоническим сигналом сдвигают спектр принятого сигнала в область низких частот, уменьшают частоту опорного сигнала до значения, равного несущей (или средней) частоте зондирующего сигнала, до значения, соответствующего максимуму амплитуды спектра принятого эхо-сигнала, фиксируют эту частоту, выделяют низкочастотную часть спектра принятого сигнала на частоте, равной или меньшей разности несущей (или средней) и зафиксированной частот, а по амплитуде выделенного эхо-сигнала судят о качестве изделия, патент РФ №2006852, 1994.01.30. «Способ ультразвукового контроля изделий с большим затуханием ультразвука», МПК G01N 29/04.
Недостатком данного способа является то, что им невозможно оценить степень исчерпания ресурса деталей из сплавов (например, литых лопаток газотурбинных двигателей) из-за того, что на приемный пьезоэлектрический преобразователь поступает смесь отраженных ультразвуковых колебаний, не представляющих четко сформированный эхо-сигнал от дефекта.
В качестве прототипа выбран патент РФ №2329498, опубликованный 20.07.2008 г., его первый вариант. Способ ультразвукового контроля детали из сплавов включает установку на поверхность контролируемой детали в месте контроля материала детали из сплавов раздельно-совмещенного пьезоэлектрического преобразователя, ввод импульсов ультразвуковых колебаний в материал детали через ее внешнюю поверхность и прием смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали, причем при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали дискретно измеряют величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний и стандартное отклонение смеси отраженных ультразвуковых колебаний относительно вычисленного среднего значения в интервале времени (t2-t1) и по увеличению величины стандартного отклонения смеси отраженных ультразвуковых колебаний контролируемой детали относительно величины стандартного отклонения аналогично измеренной смеси отраженных ультразвуковых колебаний образца детали, изготовленной из того же материала, что и контролируемая деталь, но после выпуска из производства, оценивают степень исчерпания ресурса детали, где t1 - момент начала заданного времени, t2 - момент окончания заданного времени, n - число измерений в интервале времени от t1 до t2.
Недостатком способа ультразвукового контроля детали из сплавов по прототипу является то, что по данному способу нельзя определить допустимое время дальнейшей эксплуатации деталей.
Решаемая задача предлагаемого способа ультразвукового контроля материала детали заключается в возможности определения допустимого времени дальнейшей эксплуатации деталей.
Технический результат предлагаемого способа заключается в обеспечении возможности определения допустимого времени дальнейшей эксплуатации детали.
Решаемая задача в способе ультразвукового контроля материала детали, включающем установку на поверхность контролируемой детали в месте контроля материала детали раздельно-совмещенного пьезоэлектрического преобразователя, ввод импульсов ультразвуковых колебаний в материал детали через ее внешнюю поверхность и прием смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали, причем при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали дискретно измеряют величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний и стандартное отклонение смеси отраженных ультразвуковых колебаний относительно вычисленного среднего значения в интервале времени (t2-t1), достигается тем, что первоначально определяют стандартное отклонение смеси отраженных ультразвуковых колебаний Uпр для детали, соответствующей предельному состоянию материала, которое определяют экспериментально, доводя материал детали до состояния, предшествующего ее разрушению, что приводит к невозможности эксплуатации детали, далее определяют первую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U1 для детали после выпуска из производства из того же материала, что и деталь, соответствующая предельному состоянию материала, затем определяют вторую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U2 для детали из того же материала, по времени эксплуатации соответствующей первому плановому обслуживанию, далее по двум измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U1 и стандартного отклонения смеси отраженных ультразвуковых колебаний U2 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U), далее по определенной этой линейной зависимости и известному сроку следующего планового обслуживания определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз, затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, если Uпрогноз<Uпр, то определяют возможность эксплуатации детали до следующего планового ее обслуживания, для определения остаточного срока службы детали предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз определяют по зависимости T(U), которую определяют, начиная со второго планового обслуживания, уже по трем предыдущим измеренным величинам стандартного отклонения смеси отраженных ультразвуковых колебаний, данные измерения стандартного отклонения Uk данной детали, определение Uпрогноз и сравнение Uпрогноз с Uпр осуществляют до тех пор, пока стандартное отклонение смеси отраженных ультразвуковых колебаний Uпрогноз не превысит стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, если при определении Uпрогноз и в результате сравнения Uпрогноз и Uпр значение Uпрогноз>Uпр, то деталь снимают с эксплуатации; где:
t1 - момент начала заданного времени,
t2 - момент окончания заданного времени,
n - число измерений в интервале времени от t1 до t2,
Uпр - стандартное отклонение смеси отраженных ультразвуковых колебаний для детали, соответствующей предельному состоянию материала,
U1 - стандартное отклонение смеси отраженных ультразвуковых колебаний для детали после выпуска из производства,
U2 - стандартное отклонение смеси отраженных ультразвуковых колебаний для детали, по времени эксплуатации соответствующей первому плановому обслуживанию,
Uk - стандартное отклонение смеси отраженных ультразвуковых колебаний для детали, по времени эксплуатации соответствующей очередному плановому обслуживанию,
T(U) - линейная зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний,
Uпрогноз - предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний, определяемое по зависимости T(U).
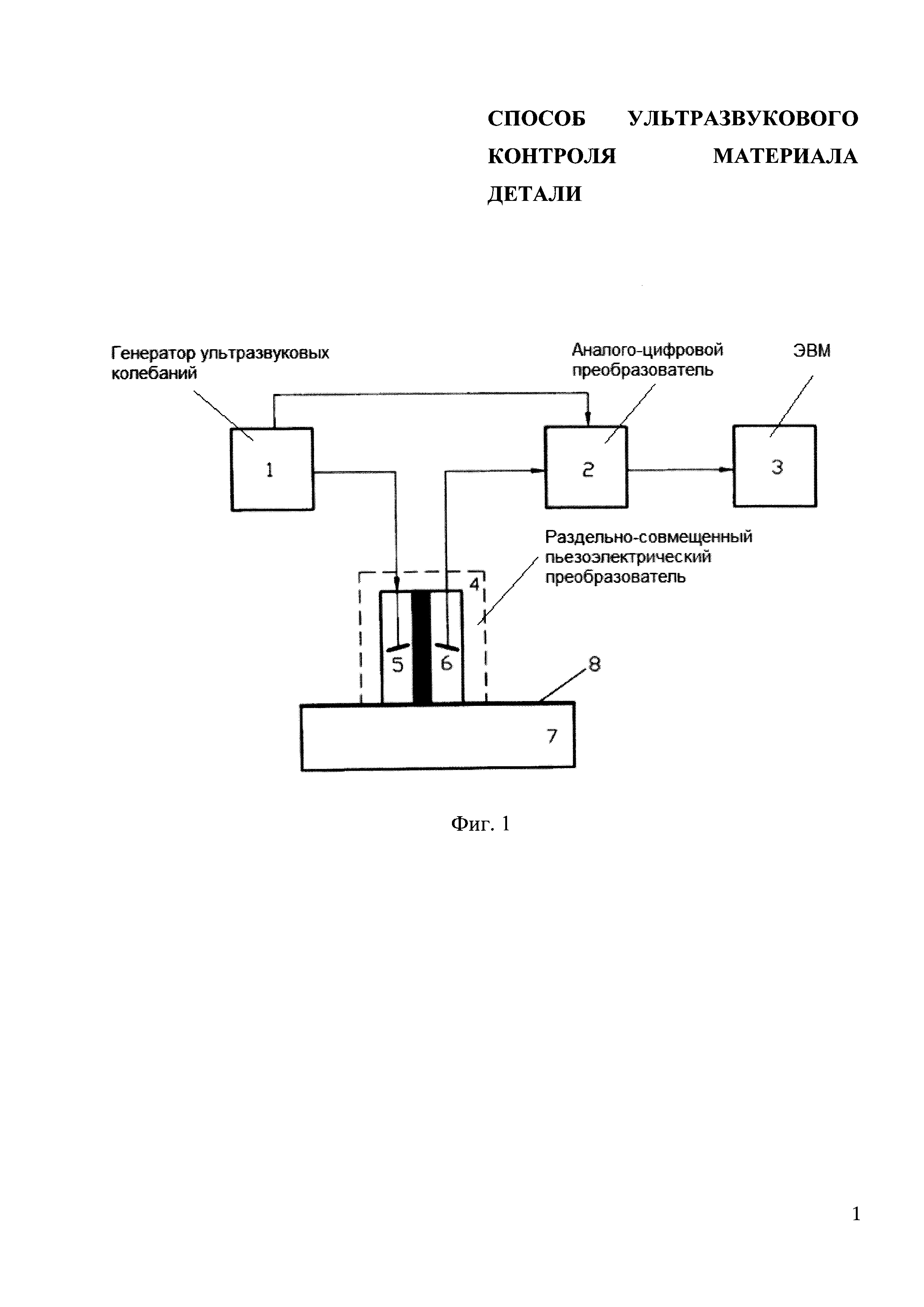
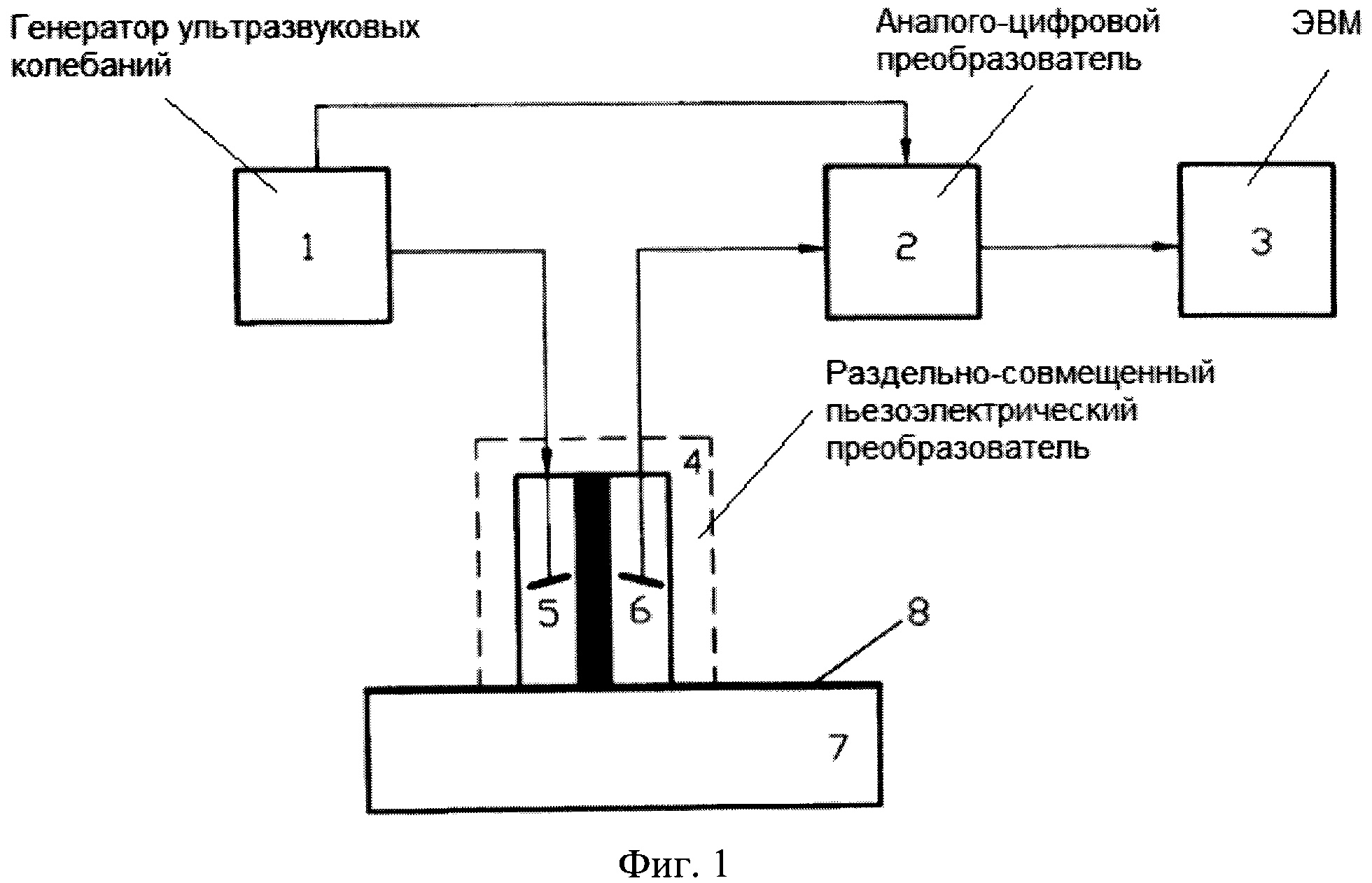
На фиг. 1 изображено устройство для реализации предлагаемого способа ультразвукового контроля материала детали.
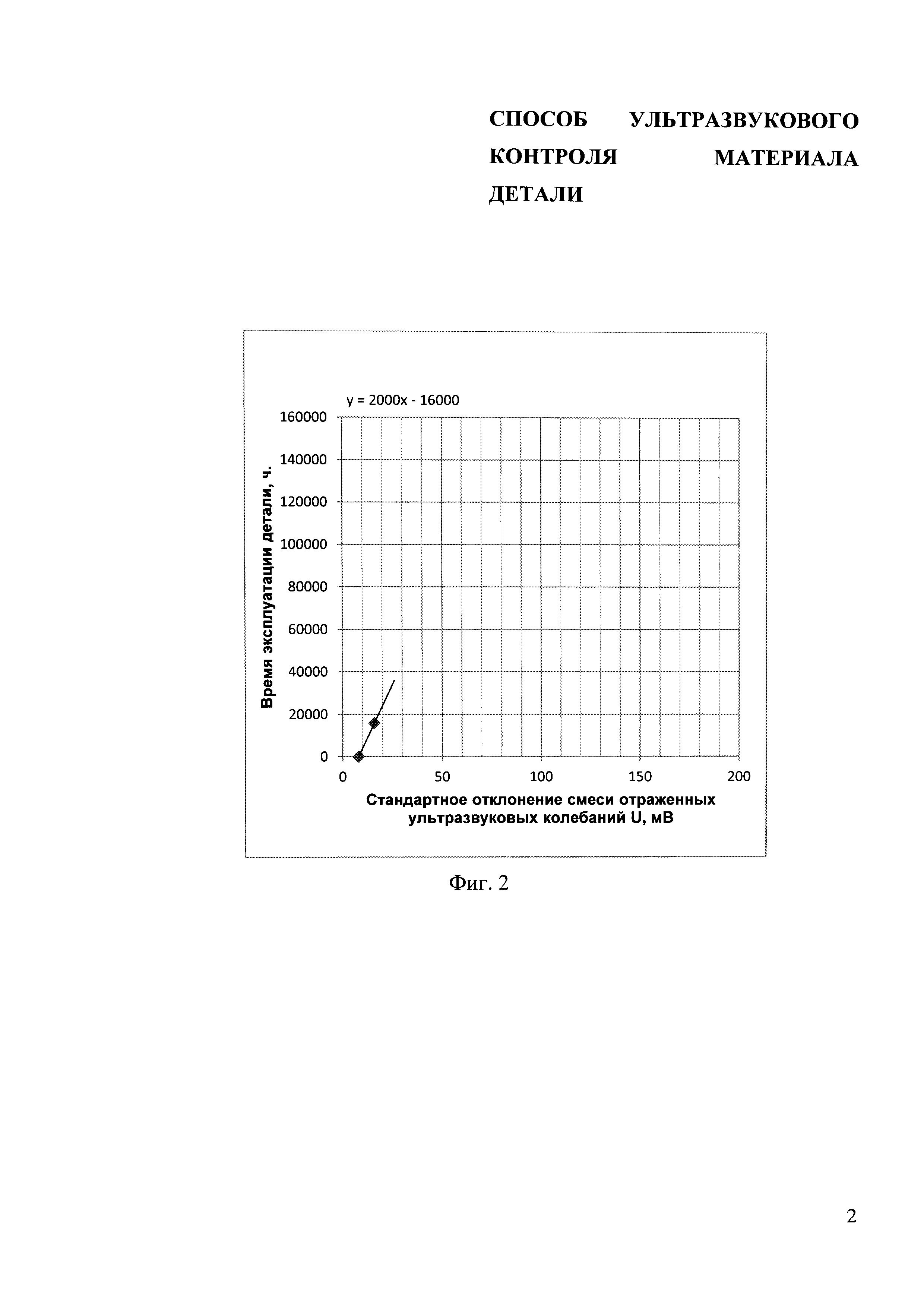
На фиг.. 2 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе первого планового обслуживания.
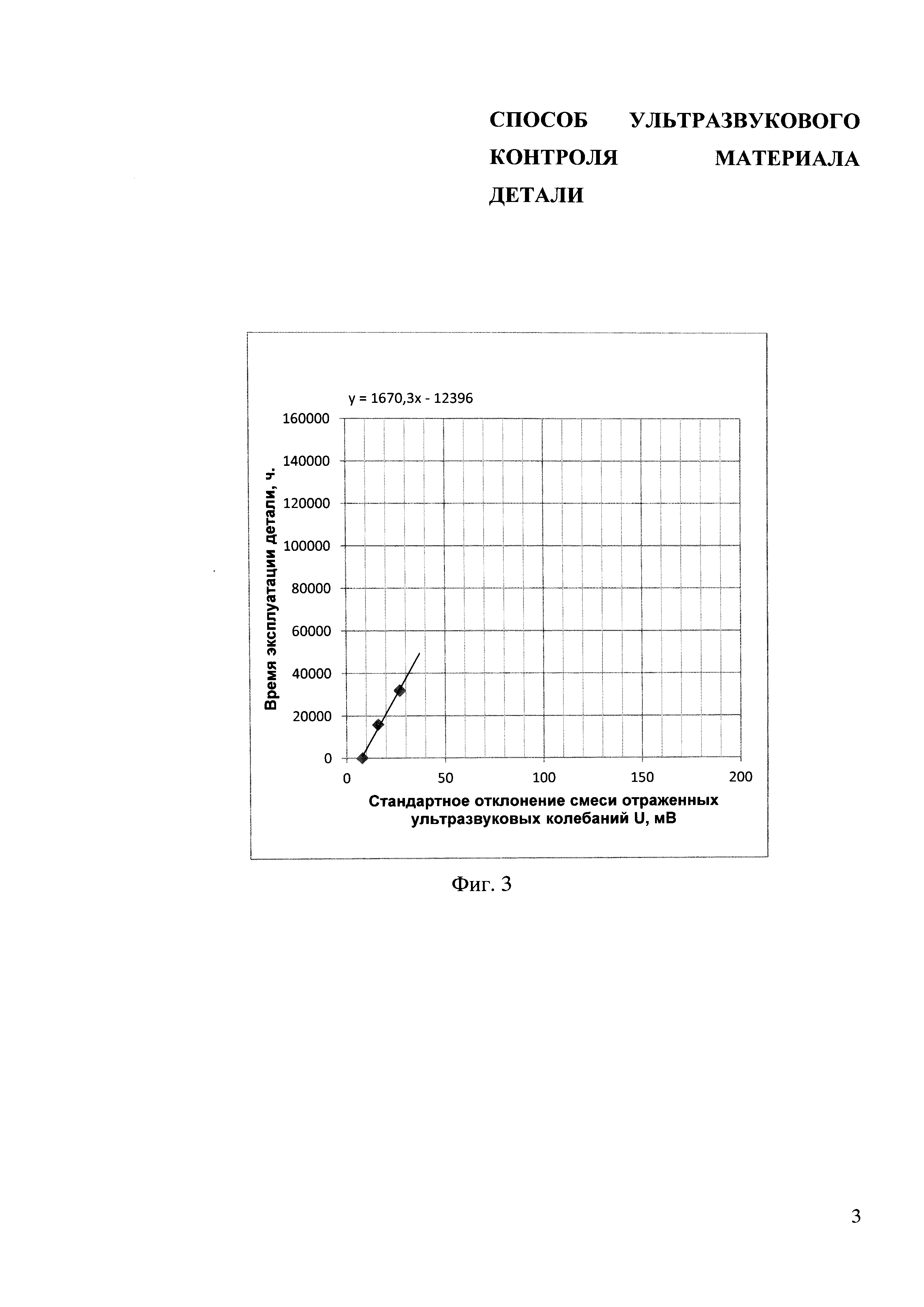
На фиг. 3 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе второго планового обслуживания.
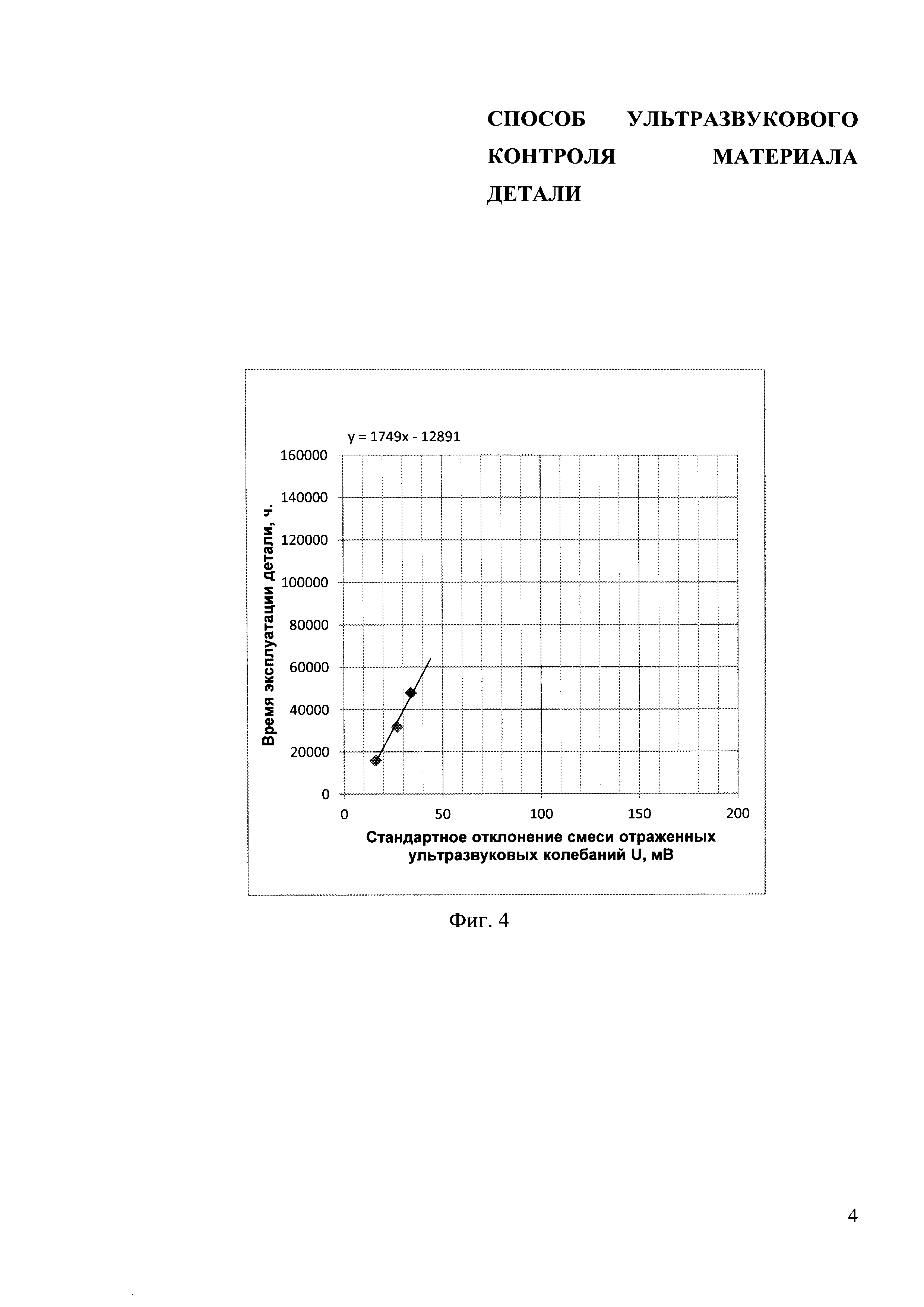
На фиг. 4 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе третьего планового обслуживания.
На фиг. 5 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе четвертого планового обслуживания.
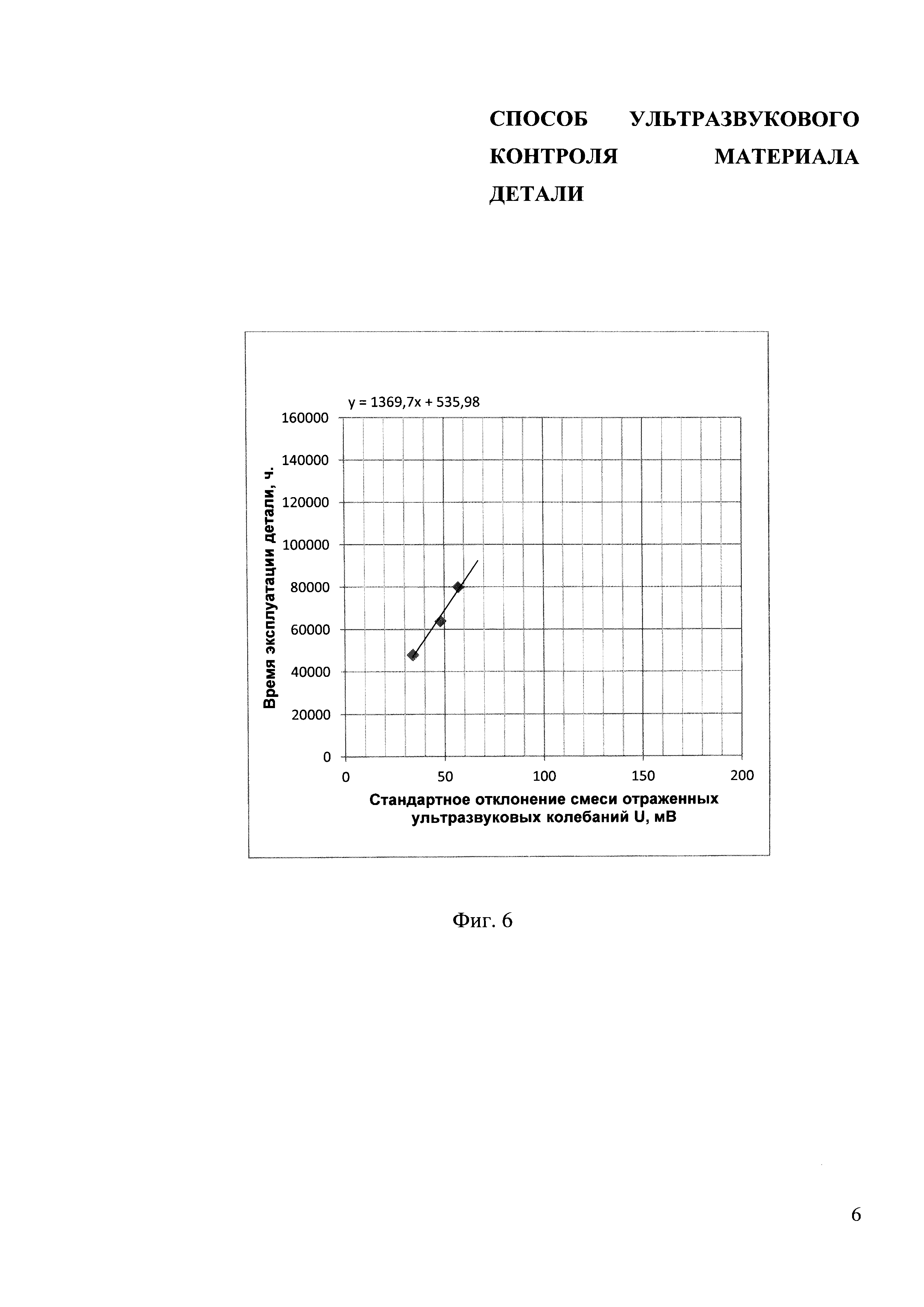
На фиг. 6 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе пятого планового обслуживания.
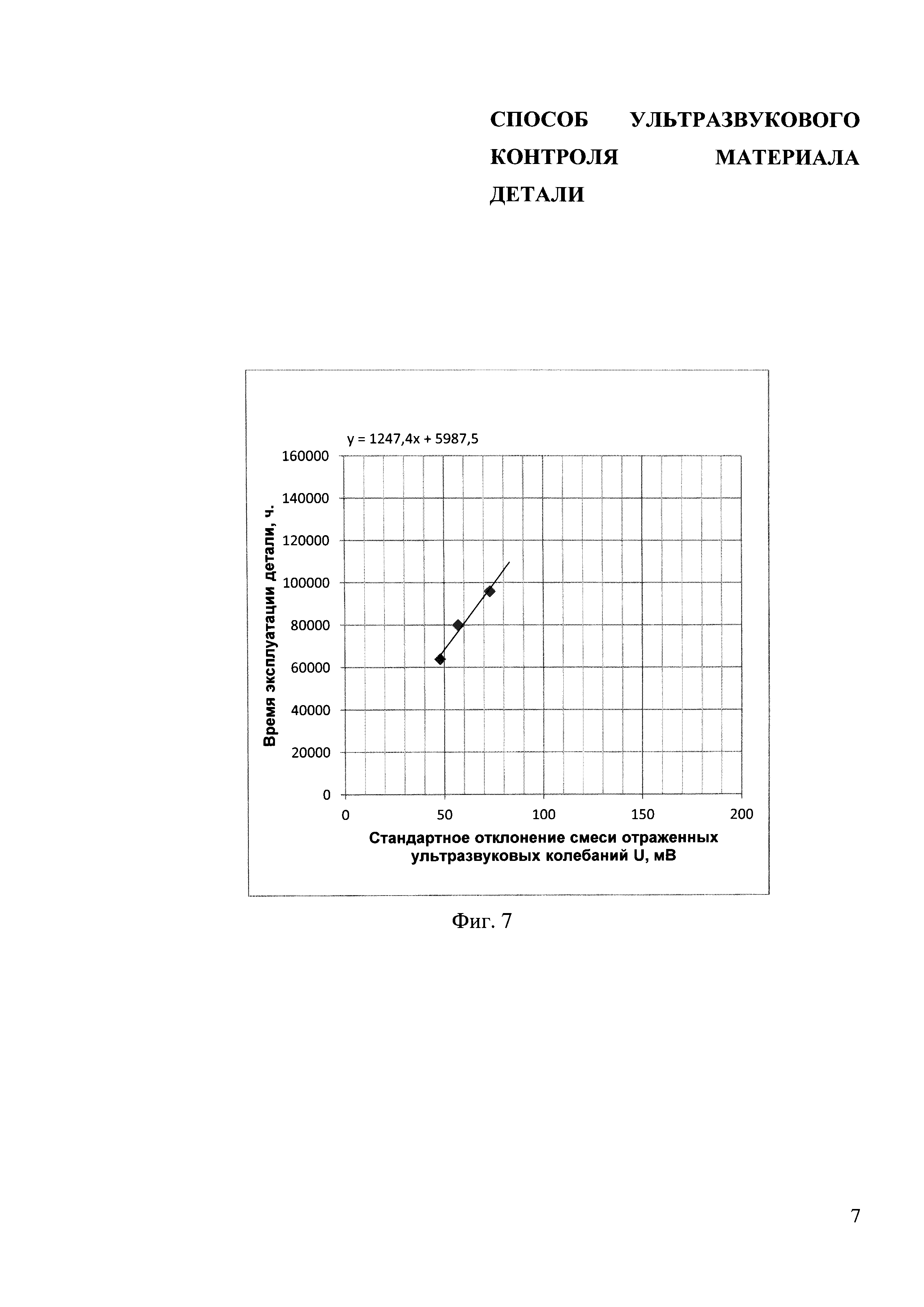
На фиг. 7 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе шестого планового обслуживания.
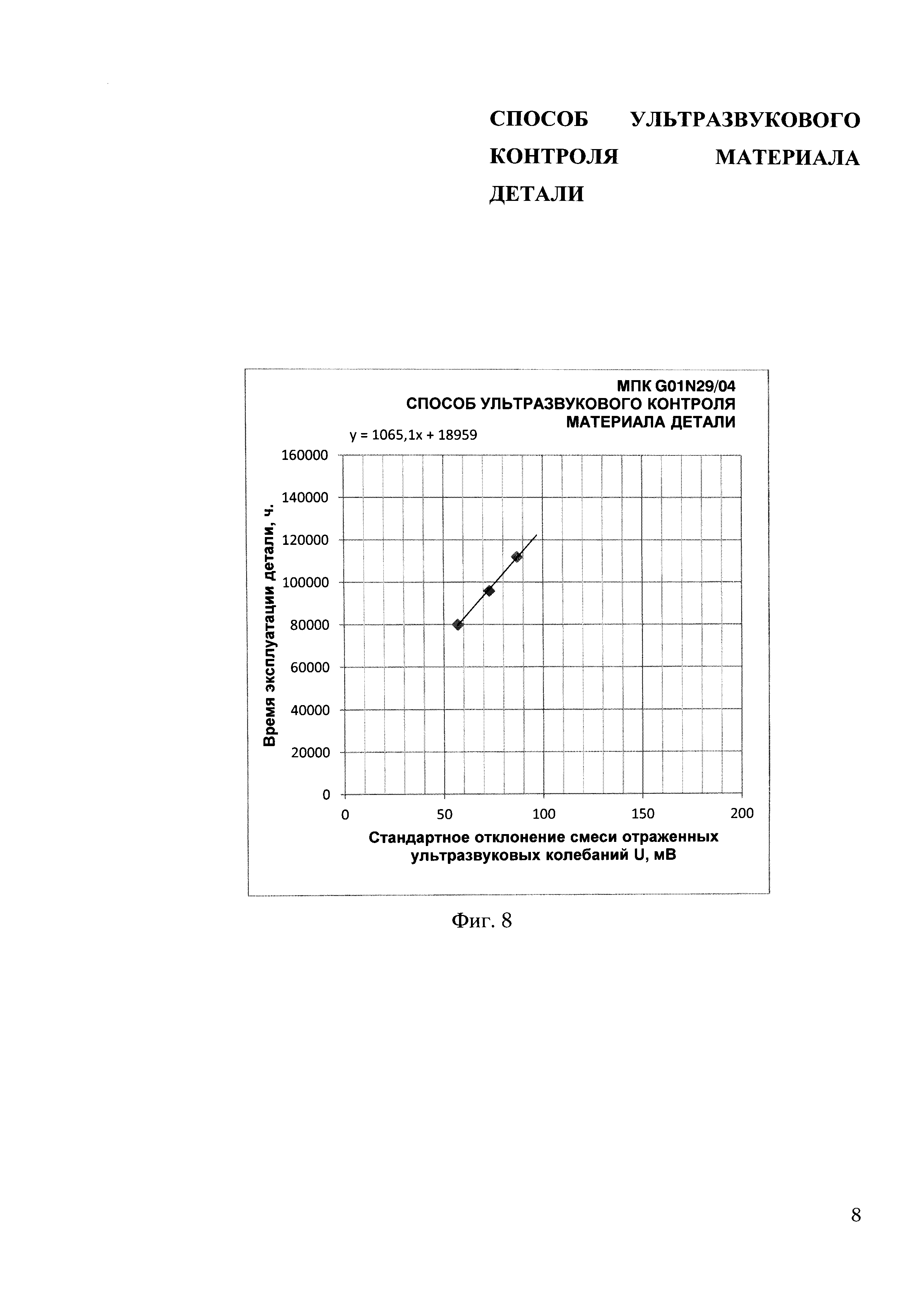
На фиг. 8 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе седьмого планового обслуживания.
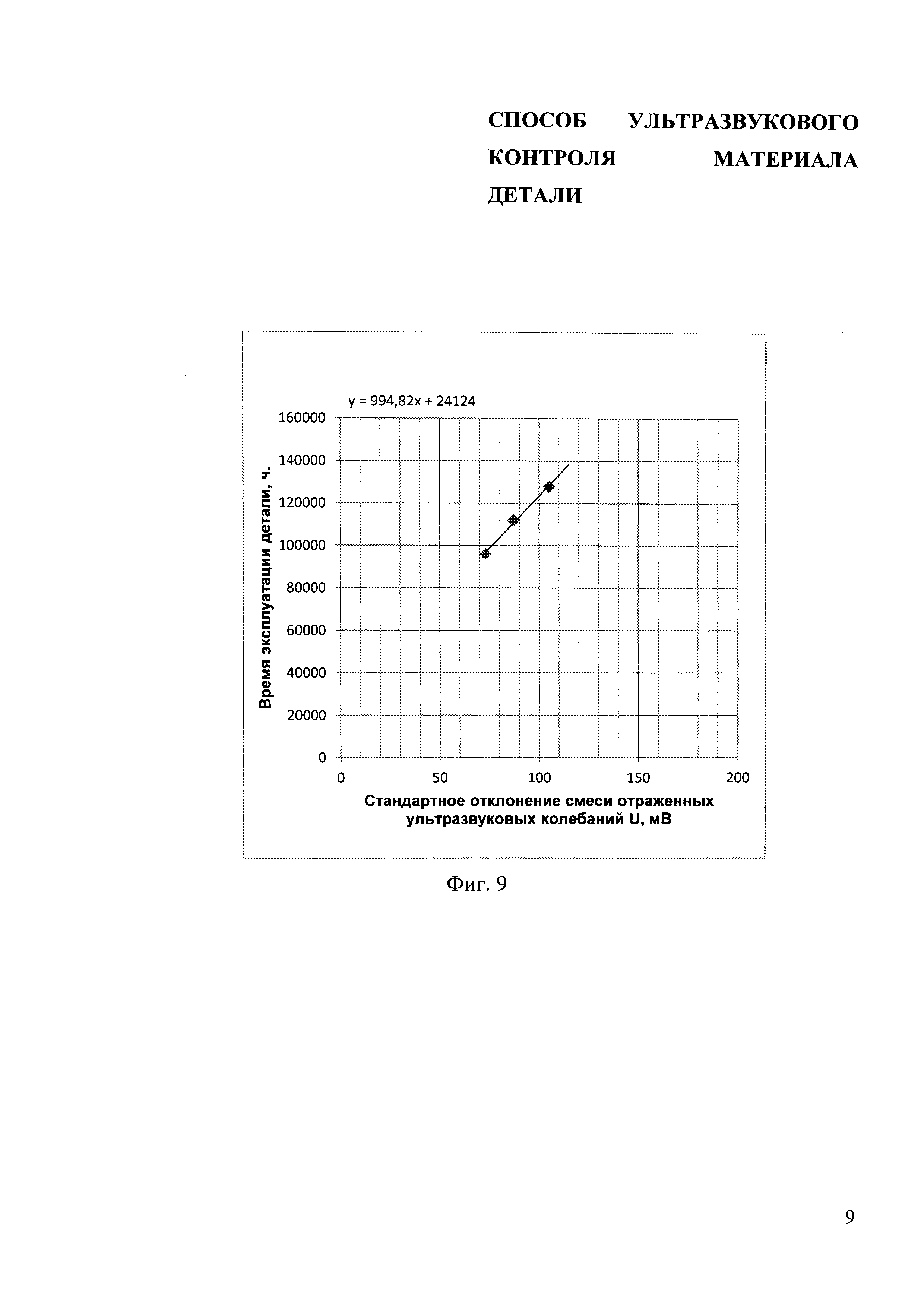
На фиг. 9 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе восьмого планового обслуживания.
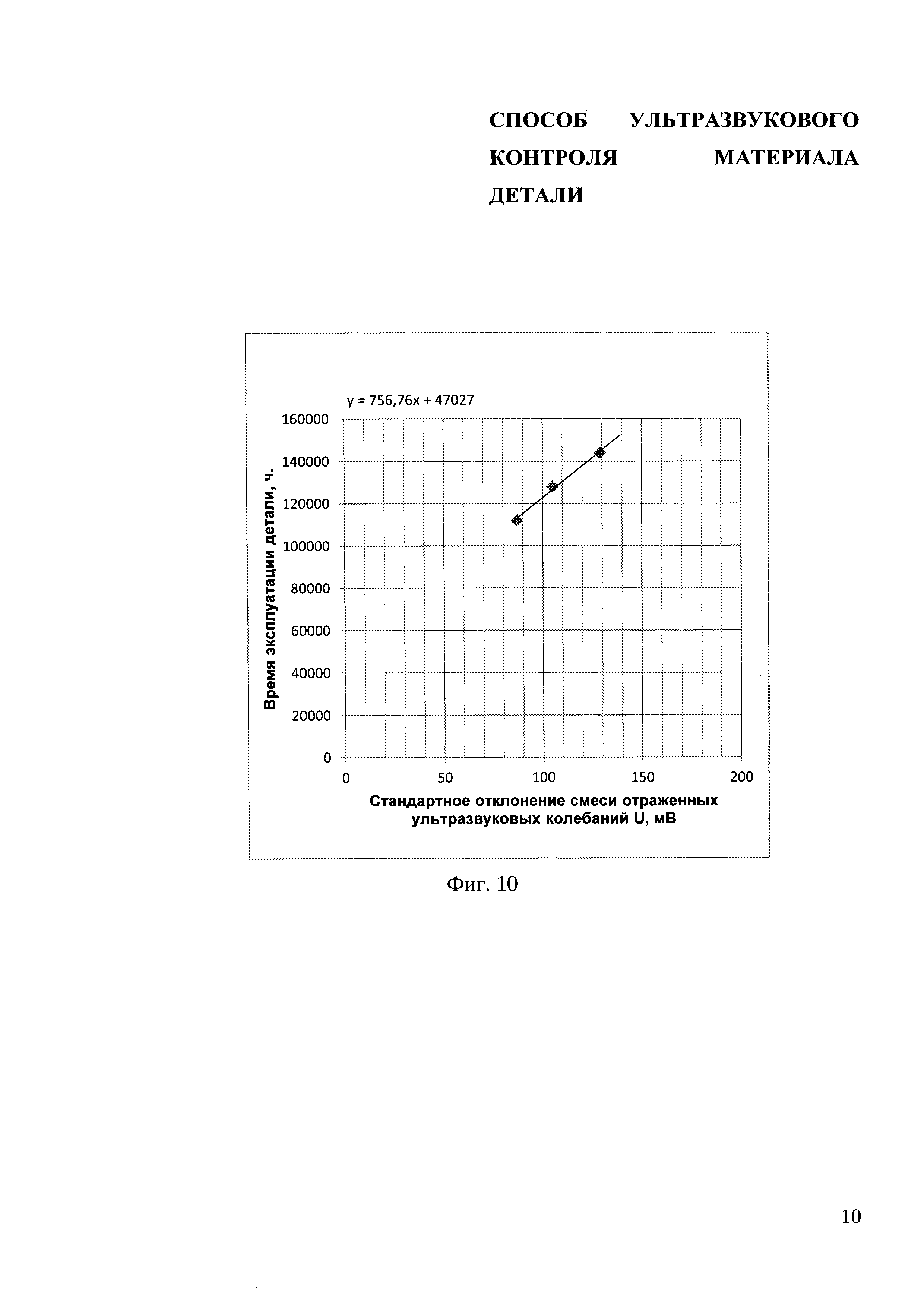
На фиг. 10 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе девятого планового обслуживания.
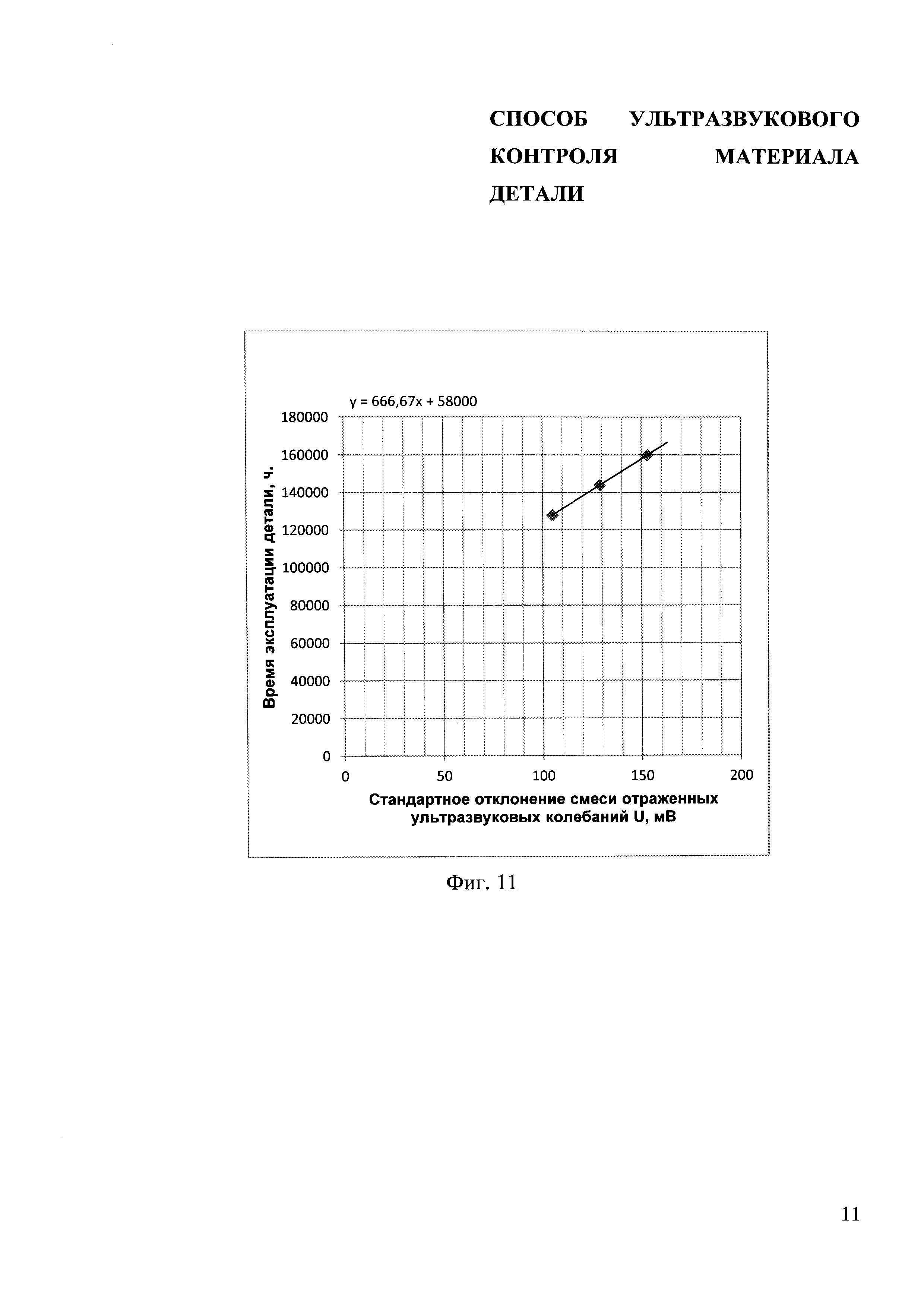
На фиг. 11 изображена зависимость времени эксплуатации детали от величины стандартного отклонения смеси ультразвуковых колебаний на этапе десятого планового обслуживания.
Устройство для реализации способа ультразвукового контроля материала детали, изображенное на фиг. 1, содержит последовательно соединенные генератор ультразвуковых колебаний 1, аналого-цифровой преобразователь 2, электронную вычислительную машину (ЭВМ) 3, также содержит раздельно-совмещенный пьезоэлектрический преобразователь 4, состоящий из передающего пьезоэлектрического преобразователя 5 и приемного пьезоэлектрического преобразователя 6. Второй выход генератора ультразвуковых колебаний 1 соединен со входом передающего пьезоэлектрического преобразователя 5, выход приемного пьезоэлектрического преобразователя 6 соединен со вторым входом аналого-цифрового преобразователя 2. На фиг. 1 изображен образец контролируемой детали 7, контактная жидкость 8, помещаемая на контролируемую деталь 7. Контактная жидкость 8 может быть в виде 0,5% раствора хромпика в глицерине. Все перечисленные выше блоки имеют систему электропитания, которая на чертеже не показана.
ЭВМ 3 - это соединенные между собой процессор, монитор, клавиатура.
Посредством клавиатуры в ЭВМ 3 вводят программу.
Рассмотрим осуществление предлагаемого способа ультразвукового контроля материала детали с помощью устройства, изображенного на фиг. 1.
В способе ультразвукового контроля материала детали устанавливают на поверхность контролируемой детали 7 в месте контроля материала детали 7 раздельно-совмещенный пьезоэлектрический преобразователь 4, включают устройство, изображенное на фиг. 1, вводят импульсы ультразвуковых колебаний от генератора ультразвуковых колебаний 1 в материал детали 7 через ее внешнюю поверхность и принимают смесь отраженных ультразвуковых колебаний от неоднородностей структуры материала детали 7, полученный сигнал направляется в аналого-цифровой преобразователь 2, затем - в ЭВМ 3, причем при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали 7 дискретно измеряют величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний и стандартное отклонение смеси отраженных ультразвуковых колебаний относительно вычисленного среднего значения в интервале времени (t2-t1). Первоначально определяют стандартное отклонение смеси отраженных ультразвуковых колебаний Uпр для материала детали, например жаропрочного сплава ЖС6УВИ, соответствующего предельному состоянию материала, которое определяется экспериментально, доводя материал детали до состояния, предшествующего ее разрушению, что приводит к невозможности эксплуатации детали. В примере конкретной реализации это значение составило 167,8 мВ.
n - может составлять, например, 800 измерений через 20 нс, в интервале времени от t1=24 мкс до 12=40 мкс.
Далее аналогично описанному выше определяют первую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U1 для детали из того же материала после выпуска из производства, в примере конкретной реализации это значение U1 составило 8 мВ.
Затем аналогично определяют вторую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U2 для той же детали, по времени эксплуатации соответствующей первому плановому обслуживанию, которое составляет в примере конкретной реализации 16000 ч. В примере конкретной реализации U2 составило 16 мВ.
Далее по двум измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U1 и стандартному отклонению смеси отраженных ультразвуковых колебаний U2 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U1,U2) в программной среде MS Excel, которое установлено в ЭВМ 3.
Программная среда MS Excel - это приложение к ЭВМ, разработанное и поставляемое корпорацией Microsoft, позволяющее осуществлять математическую обработку экспериментальных данных.
Зависимости T(U) отображаются на мониторе ЭВМ 3.
Уравнение зависимости T(U1,U2) представлено на фиг. 2. Значения величин U1,U2, графики зависимостей T(U1,U2) отображаются на мониторе ЭВМ 3.
Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 32000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз1, в примере конкретной реализации которое составило 24 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз1, составляющего 24 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз1<Uпр, т.е. 24<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Если Uпрогноз1 был бы больше Uпр, то был бы сделан вывод о снятии детали с эксплуатации.
Далее, на этапе второго планового обслуживания, которое составляет 32000 ч, аналогично определяют третью величину стандартного отклонения смеси отраженных ультразвуковых колебаний U3 для той же детали. В примере конкретной реализации данная величина U3 составила 27 мВ.
Далее по трем измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U1, U2 и U3 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U1, U2, U3) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U1,U2,U3) представлено на фиг. 3 и будет отображено на мониторе ЭВМ 3. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 48000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз2, в примере конкретной реализации которое составило 36,2 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз2, составляющего 36,2 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз2<Uпр, т.е. 36,2<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Далее, на этапе третьего планового обслуживания, которое составляет 48000 ч, аналогично определяют четвертую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U4 для той же детали. В примере конкретной реализации данная величина U4 составила 34 мВ.
Далее по трем последним измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U2, U3, U4 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U2,U3,U4) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U2,U3,U4) представлено на фиг. 4. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 64000 ч. от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз3, которое составило 44 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз3, составляющего 44 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз3<Uпр, т.е. 44<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Далее, на этапе четвертого планового обслуживания, составляющего 64000 ч, аналогично определяют пятую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U5 для той же детали. В примере конкретной реализации данная величина U5 составила 48 мВ.
Далее по трем последним измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U3, U4, U5 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U3,U4,U5) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U3,U4,U5) представлено на фиг. 5. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 80000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз4, которое составило 58,1 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз4, составляющего 58,1 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз4<Uпр, т.е. 58,1<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Далее, на этапе пятого планового обслуживания, которое составляет 80000 ч, аналогично определяют шестую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U6 для той же детали. В примере конкретной реализации данная величина U6 составила 57 мВ.
Вся обработка данных осуществляется устройством, представленным на фиг. 1.
Далее по трем последним измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U4, U5, U6 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U4,U5,U6) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U4,U5,U6) представлено на фиг. 6. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 96000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз5, которое составило 69,7 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз5, составляющего 69,7 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз5<Uпр, т.е. 69,7<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Далее, на этапе шестого планового обслуживания, которое составляет 96000 ч, аналогично определяют седьмую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U7 для той же детали. В примере конкретной реализации данная величина U7 составила 73 мВ.
Далее по трем последним измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U5, U6, U7 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U5,U6,U7) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U5,U6,U7) представлено на фиг. 7. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 112000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз6, которое составило 85 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз6, составляющего 85 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз6<Uпр, т.е. 85<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Далее, на этапе седьмого планового обслуживания, которое составляет 112000 ч, аналогично определяют восьмую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U8 для той же детали. В примере конкретной реализации данная величина U8 составила 87 мВ.
Далее по трем последним измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U6, U7, U8 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U6,U7,U8) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U6,U7,U8) представлено на фиг. 8. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 128000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз7, которое составило 102,4 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз7, составляющего 102,4 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз7<Uпр, т.е. 102,4<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Далее, на этапе восьмого планового обслуживания, которое составляет 128000 ч. аналогично определяют девятую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U9 для той же детали. В примере конкретной реализации данная величина U9 составила 105 мВ.
Далее по трем последним измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U7, U8, U9 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U7,U8,U9) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U7,U8,U9) представлено на фиг. 9. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 144000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз8, которое составило 120,5 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз8, составляющего 120,5 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз8<Uпр, т.е. 120,5<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Далее, на этапе девятого планового обслуживания, которое составляет 144000 ч, определяют десятую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U10 для той же детали. В примере конкретной реализации данная величина U10 составила 129 мВ.
Далее по трем последним измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U8, U9, U10 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U8, U9, U10) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U8, U9, U10) представлено на фиг. 10. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 160000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз9, которое составило 149,3 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз9, составляющего 149,3 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз9<Uпр, т.е. 149,3<167,8, допускается эксплуатация детали до следующего планового ее обслуживания.
Далее, на этапе десятого планового обслуживания, которое составляет 160000 ч, определяют одиннадцатую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U11 для той же детали. В примере конкретной реализации данная величина U11 составила 153 мВ.
Далее по трем последним измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U9, U10, U11 определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U9, U10, U11) в программной среде MS Excel, введенной в ЭВМ 3.
Уравнение зависимости T(U9, U10, U11) представлено на фиг. 11. Далее по определенной этой зависимости и известному сроку следующего планового обслуживания, составляющему 176000 ч от начала эксплуатации, определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз10, которое составило 177 мВ. Затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний Uпрогноз10, составляющего 177 мВ, и стандартного отклонения смеси отраженных ультразвуковых колебаний Uпр, составляющего 167,8 мВ. Так как Uпрогноз10>Uпр, т.е. 177>167,8, деталь снимают с эксплуатации.
Технический результат предлагаемого способа заключается в обеспечении возможности определения допустимого времени дальнейшей эксплуатации детали. По сравнению с прототипом предлагаемый способ ультразвукового контроля материала детали позволяет определить прогнозируемую величину значения стандартного отклонения смеси отраженных ультразвуковых колебаний, предшествующую разрушению детали, т.е. определяет возможность или невозможность ее дальнейшей эксплуатации.
Способ ультразвукового контроля материала детали, включающий установку на поверхность контролируемой детали в месте контроля материала детали раздельно-совмещенного пьезоэлектрического преобразователя, ввод импульсов ультразвуковых колебаний в материал детали через ее внешнюю поверхность и прием смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали, причем при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали дискретно измеряют величины сигналов с момента заданного времени t по момент заданного времени t с дискретностью (t-t)/n, где n - число измерений в интервале времени от t до t, запоминают величины измеренных значений, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний и стандартное отклонение смеси отраженных ультразвуковых колебаний относительно вычисленного среднего значения в интервале времени (t-t), отличающийся тем, что первоначально определяют стандартное отклонение смеси отраженных ультразвуковых колебаний U для детали, соответствующей предельному состоянию материала, которое определяют экспериментально, доводя материал детали до состояния, предшествующего ее разрушению, что приводит к невозможности эксплуатации детали, далее определяют первую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U для детали после выпуска из производства из того же материала, что и деталь, соответствующая предельному состоянию материала, затем определяют вторую величину стандартного отклонения смеси отраженных ультразвуковых колебаний U для детали из того же материала, по времени эксплуатации соответствующей первому плановому обслуживанию, далее по двум измеренным предыдущим значениям стандартного отклонения смеси отраженных ультразвуковых колебаний U и стандартного отклонения смеси отраженных ультразвуковых колебаний U определяют линейную зависимость времени эксплуатации детали от стандартного отклонения смеси отраженных ультразвуковых колебаний T(U), далее по определенной этой линейной зависимости и известному сроку следующего планового обслуживания определяют предполагаемое значение стандартного отклонения смеси отраженных ультразвуковых колебаний U, затем сравнивают величины стандартного отклонения смеси отраженных ультразвуковых колебаний U и стандартного отклонения смеси отраженных ультразвуковых колебаний U, если U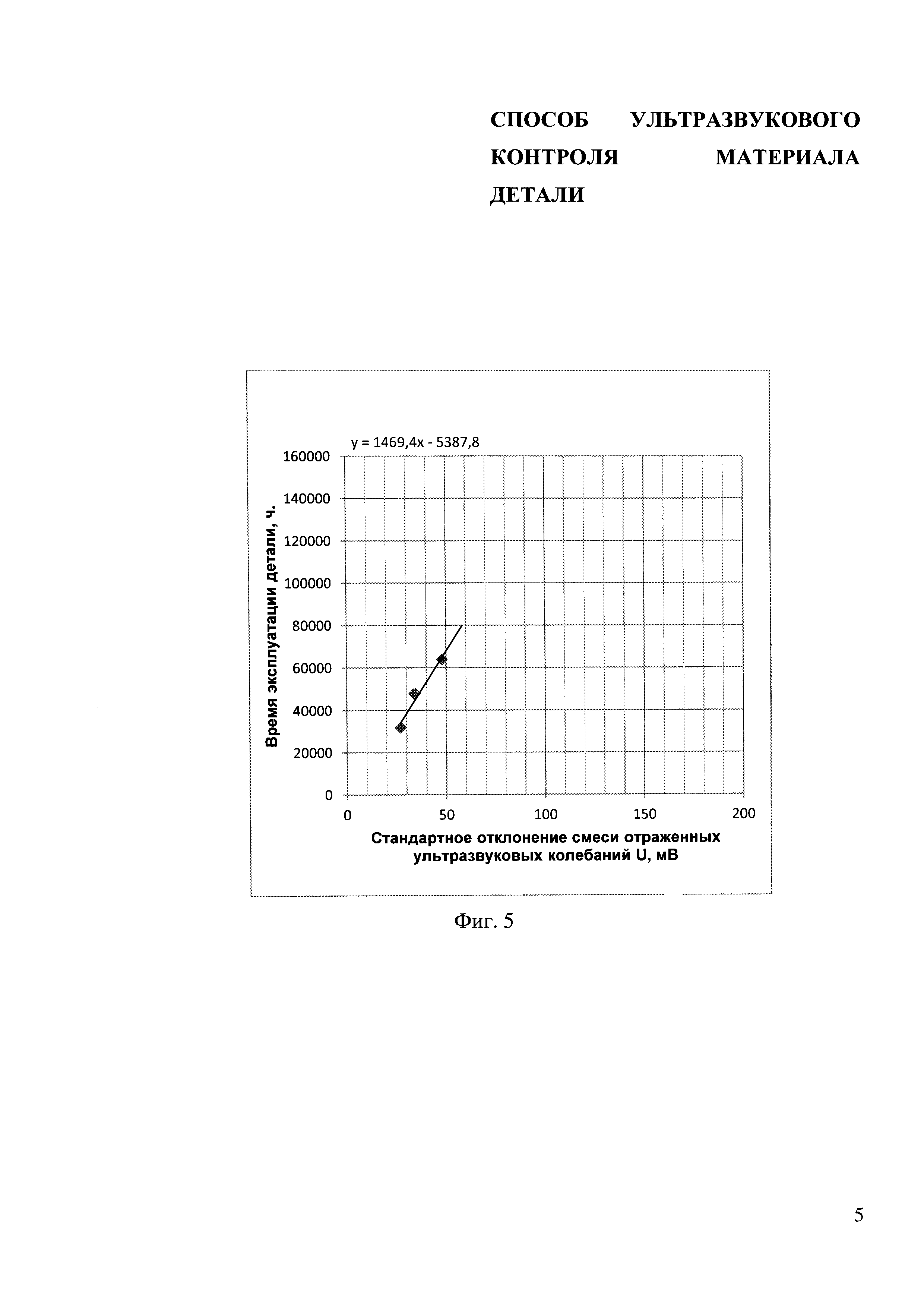
Способ задержки развития дефектов в конструкциях и устройство "кыскыч" для его осуществления
Турбогенератор без выходного вала
Способ параметризации локальных углублений на цилиндрических телах и устройство для его осуществления
Способ задержки развития дефектов в конструкциях и устройство "токмач" для его осуществления
Клапан-отсекатель
Гидромеханический перфоратор
Труборез-труболовка
Способ заканчивания скважин
Расширитель
Способ опорожнения участка магистрального трубопровода от газа и устройство для его осуществления
Способ задержки развития дефектов в конструкциях и устройство "кыскыч" для его осуществления
Турбогенератор без выходного вала
Способ параметризации локальных углублений на цилиндрических телах и устройство для его осуществления
Способ задержки развития дефектов в конструкциях и устройство "токмач" для его осуществления
Клапан-отсекатель
Гидромеханический перфоратор
Труборез-труболовка
Способ заканчивания скважин
Расширитель
Способ опорожнения участка магистрального трубопровода от газа и устройство для его осуществления

