Результат интеллектуальной деятельности: СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Изобретение относится к области производства червяков червячных передач, в частности гиперболоидных, и к производству червячных зуборезных инструментов, в частности гиперболоидных червячных фрез, шеверов и шлифовальных кругов.
Известен способ обработки гиперболоидных червяков и червячных колес, входящих с ним в зацепление, у которого зубья адекватны виткам данного червяка, а сам червяк сформирован винтовым движением начальной зубчатой рейки, которая содержит полный ряд зубьев, входящих в станочное зацепление с червячным колесом, и развернута к оси этого червяка под углом наклона, равным углу подъема его витков на начальном цилиндре, при этом винтовое движение образующей его профиля сформировано вращением и косой подачей, перпендикулярной к линии подъема витков червяка на начальном цилиндре, которую выполняют под наклоном ωω к оси червяка, равным углу подъема его витков на начальном цилиндре диаметра dω, (см. патент Российской Федерации на изобретение №2200262, МПК 7 F16h 1/16, F16h 55/22, B23f 21/16, B23f 13/00 Червячная передача, способ ее изготовления, оборудование и инструмент для ее выполнения. Заявка №98116838/28 от 1998.09.08, авт. изобрет. В.А. Настасенко, Опубл. 2003.03.10).
Недостатком данного способа является потребность в существенной переделке базового оборудования и оснастки для производства гиперболоидных червяков при косой подаче формирующего витки червяка инструмента.
Известен также червячный инструмент для обработки гиперболоидных червячных колес, у которого образующая винтовая поверхность выполнена гиперболоидной, а в сечении, нормальном к витку, его профиль полностью копирует профиль зубьев исходной зубчатой рейки при любой точности и любом количестве заходов червяка, при этом передняя поверхность его зубьев выполнена плоской в сечении, нормальном к витку, их профиль повторяет профиль начальной рейки при любой точности и любом количестве заходов, а затылованная поверхность зубьев сформирована без дополнительного поворота, необходимого для объединения плоскости затылования с осью вращения червячного инструмента (см. там же).
Для их обработки также используют сложные станки и оборудование при косой подаче инструмента, формирующего витки основного червяка и зубья гиперболоидных червячных инструментов.
Известно также, что движение инструмента под углом ωω к оси червяка можно обеспечить при смещении заднего центра в вертикальном или в горизонтальном направлении (см. книгу Резание конструкционных материалов, режущие инструменты и станки / В.А. Кривоухов, П.Г. Петруха, Б.Е. Бруштейн и др. Под общ. ред. П.Г. Петрухи. - М.: Машиностроение, 1974, с.359-360).
Однако такие варианты неприемлемы для обработки гиперболоидных червяков, поскольку не учитывают сдвига формирующих их инструментов.
Задачей данной заявки на изобретение является устранение указанных недостатков известных способов обработки гиперболоидных червяков путем выполнения продольной подачи режущего инструмента в горизонтальной плоскости и наклона оси вращения червяка под углом ωω, равным углу γω подъема его винтовой линии, за счет использования переднего и заднего центров с шариковой вершиной и сдвига заднего центра в задней бабке станка в вертикальной и горизонтальной плоскостях, в т.ч. с помощью приспособлений для расширения диапазона этого сдвига, при аналогичном сдвиге плоскости установки профиля инструмента, формирующего витки или впадины витков такого червяка, а также путем выполнения обработки основных поверхностей гиперболоидных червячных зуборезных инструментов - винтовой поверхности основного червяка, их стружечной канавки, передней поверхности зубьев и их затылованной задней поверхности. Учитывая, что большинство червяков имеет не более 4-х заходов, поэтому угол наклона их витков не превышает ωω=12°, что приемлемо для перекоса на шариковых центрах.
Примеры решения поставленной задачи показаны на чертежах.
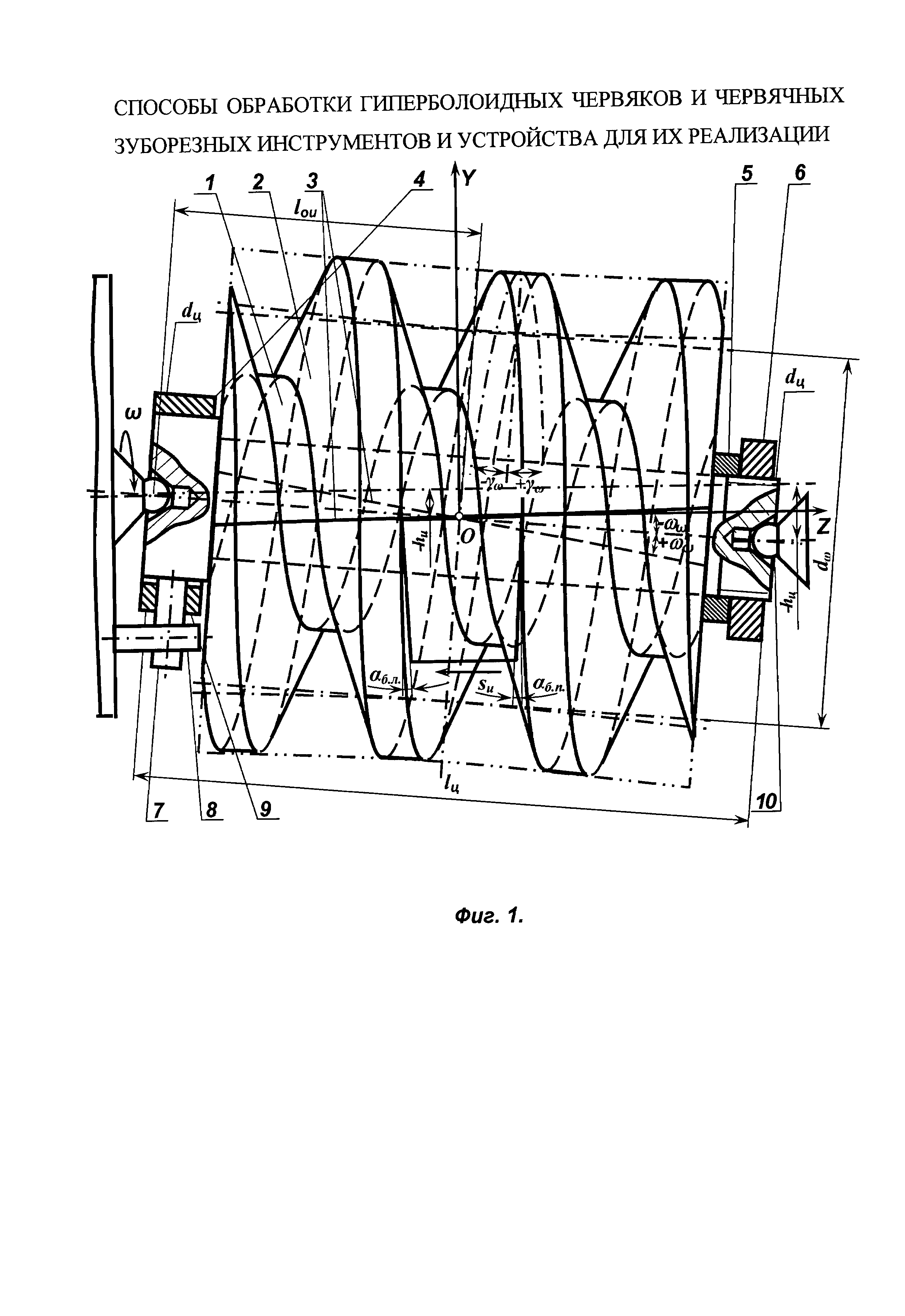
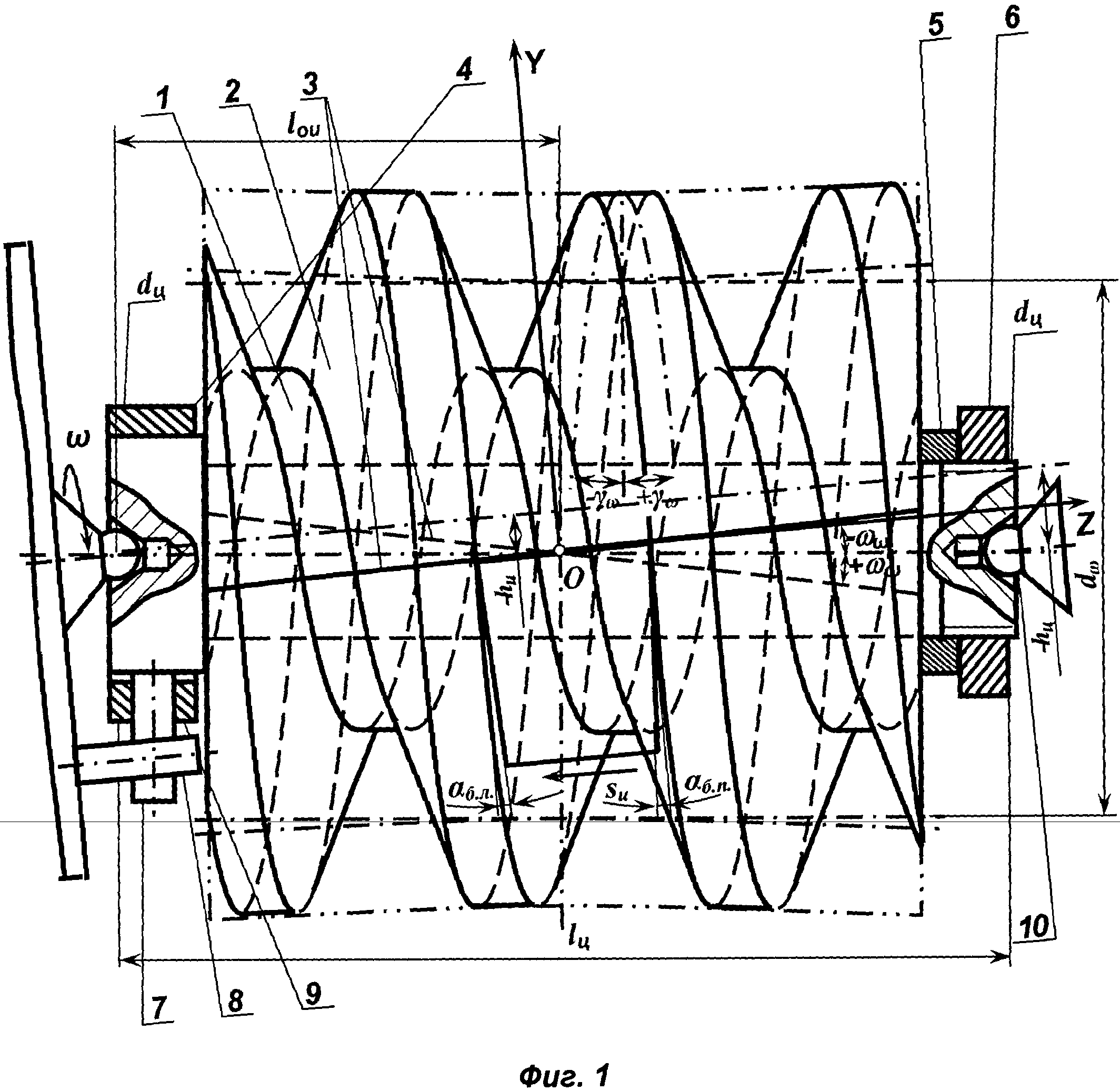
На фиг.1 показан гиперболоидный червяк 1, имеющий витки 2, которые формируют винтовым движением начальной зубчатой рейки, содержащей ряд зубьев, входящих с ним в станочное зацепление, и развернутой к оси OZ червяка по винтовой линии 3 под углом наклона ±ωω, равным углу ±γω подъема витков червяка на его начальном цилиндре. Червяк может быть цельным или установлен на оправке 4 с упором в ее буртик и с зажимом втулкой 5 и гайкой 6 с возможностью вращения ω червяка или оправки зажимным поводковым устройством 7 и поводком 8. При этом установку червяка на станке выполняют под углом наклона ±ωω вводом в центровые отверстия переднего 9 и заднего 10 центров станка с шариковыми вершинами диаметра dц, которые адекватны диаметру этих центровых отверстий, путем сдвига заднего центра относительно переднего центра на величину ±hц=(lц-dц)sinωω, где lц - расстояние, полученное измерением, выполненным перед установкой червяка в центрах станка, между введенными в центровые отверстия шариками, диаметр которых равен диаметру dц шаровых конечностей переднего и заднего центров станка, с вычетом из этого расстояния величины одного диаметра dц.
Подачу su формирующего червяк инструмента, например, резца с левым αб.л. и правым αб.п. боковыми задними углами, выполняют продольным ходом суппорта станка, при сдвиге плоскости установки производящего профиля резца относительно переднего центра станка на величину ±hu=(lou-0,5dц)sinωω, где lou - расстояние, полученное измерением перед установкой червяка на станке, между начальным поперечным сечением винтового участка червяка, в котором диаметры dω его начального цилиндра и начального гиперболоида едины, и между введенным в переднее центровое отверстие червяка шариком, диаметр которого равен диаметру dц шаровой конечности переднего центра станка, с вычетом из этого расстояния половины величины диаметра dц.
Для обработки правозаходного червяка продольную подачу su выполняют по направлению к переднему центру, при этом возможны 4 варианта сдвига заднего центра и установки инструмента: 1) сдвиг заднего центра выполняют вверх в вертикальной плоскости на высоту +hц, а инструмент для обработки червяка устанавливают на суппорте станка за червяком со сдвигом вверх на высоту +hu; 2) сдвиг заднего центра выполняют вниз в вертикальной плоскости на высоту -hц, а инструмент для обработки червяка устанавливают на суппорте станка перед червяком со сдвигом вниз на высоту -hu; 3) сдвиг заднего центра станка выполняют на величину +hц в горизонтальной плоскости (ось ОХ в системе координат OXYZ) поперек продольной подачи суппорта в направлении от его фартука, а инструмент для обработки червяка устанавливают на суппорте станка под червяком снизу вверх в вертикальной плоскости со сдвигом его в горизонтальном направлении на величину +hu; 4) сдвиг заднего центра станка выполняют на величину -hц в горизонтальной плоскости поперек продольной подачи суппорта в направлении к фартуку, а инструмент для обработки червяка устанавливают на суппорте станка над червяком сверху вниз в вертикальной плоскости со сдвигом его в горизонтальном направлении на величину -hu.
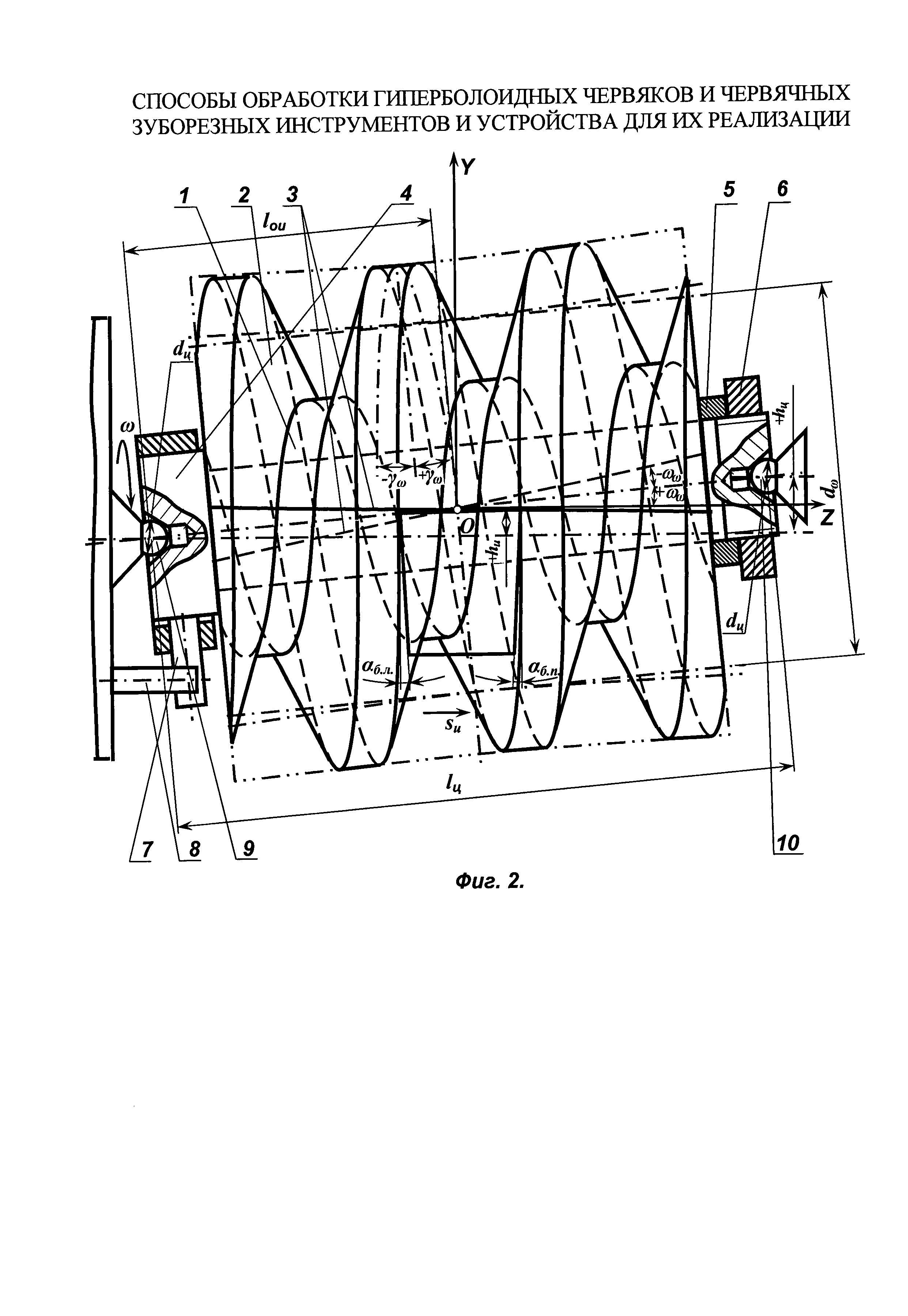
На фиг.2 показана схема для обработки левозаходного червяка, основные элементы которой аналогичны схеме на фиг.1. При этом продольную подачу su выполняют по направлению к заднему центру станка, а при обработке также возможны 4 варианта сдвига заднего центра и установки инструмента: 1) сдвиг заднего центра станка выполняют вверх в вертикальной плоскости на высоту +hц, а инструмент для обработки червяка устанавливают на суппорте станка перед червяком со сдвигом вверх на высоту +hu; 2) сдвиг заднего центра станка выполняют вниз в вертикальной плоскости на высоту -hц, а инструмент для обработки червяка устанавливают на суппорте станка за червяком со сдвигом вниз на высоту -hu; 3) сдвиг заднего центра станка выполняют на величину +hц в горизонтальной плоскости поперек продольной подачи суппорта в направлении от фартука, а инструмент для обработки червяка устанавливают на суппорте станка над червяком сверху вниз в вертикальной плоскости со сдвигом его в горизонтальном направлении на величину +hu; 4) сдвиг заднего центра станка выполняют на величину -hц в горизонтальной плоскости поперек продольной подачи суппорта в направлении к фартуку, а инструмент для обработки червяка устанавливают на суппорте станка под червяком снизу вверх в вертикальной плоскости, со сдвигом его в горизонтальном направлении на величину -hu.
Аналогичные варианты установки червяка и смещения инструмента на высоту ±hu возможны при обработке гиперболоидных червячных зуборезных инструментов - червячных фрез, шеверов и шлифовальных кругов, у которых образующая поверхность сформирована гиперболоидным основным червяком по схемам, показанным на фиг.1 и 2. При этом стружечную канавку выполняют винтовой по нормали к виткам основного червяка и нарезают ее дисковой угловой фрезой или коническим шлифовальным кругом при их вращении и продольной подаче su, а согласованное с этой подачей вращение ω основного червяка выполняют вокруг его оси, которая развернута к направлению этой подачи под углом наклона ωω, равным углу γω подъема винтовой линии основного червяка на его начальном цилиндре в начальном сечении диаметра dω. Переднюю поверхность зубьев червячных фрез также выполняют винтовой по нормали к витку основного червяка и затачивают профилем конического шлифовального круга при его вращении и продольной подаче, а согласованное с ней вращение ω основного червяка выполняют вокруг его продольной оси, которая развернута к направлению этой подачи под углом наклона ωω, равным углу γω подъема винтовой линии основного червяка на его начальном цилиндре в его начальном сечении диаметра dω. Затылование зубьев гиперболоидных червячных инструментов выполняют лезвийным инструментом, установленным по нормали к витку или впадине основного червяка при радиальной возвратно-поступательной и продольной подаче, или абразивным шлифовальным кругом, установленным по нормали к витку, или ко впадине, или к боковым сторонам профиля витка основного червяка, при вращении шлифовального круга и его радиальной возвратно-поступательной и продольной подачах, а согласованное с этими подачами вращение основного червяка выполняют вокруг его продольной оси, которая развернута к направлению продольной подачи инструмента под углом наклона ωω, равным углу γω подъема винтовой линии основного червяка на его начальном цилиндре в его начальном сечении диаметра dω.
Для расширения диапазона регулирования величины ±hц смещения заднего центра станка его выполняют укороченным, а сдвиг на величину ±hц выполняют путем установки его в каретке и движения ее по направляющей, закрепленной на пиноли задней бабки станка, или на втулке, введенной в эту пиноль, которые имеют возможность поворота и установки в вертикальной или горизонтальной плоскостях.
Реализация всех предлагаемых способов обеспечивается совокупностью следующих действий: 1) введением до начала обработки в центровые отверстия червяка или оправки, на которую он установлен, шариков, диаметр которых равен диаметру dц шаровых вершин центров станка; 2) измерением расстояния lц между этими шариками; 3) измерением расстояния lou между введенным в переднее центровое отверстие шариком и начальным поперечным сечением винтового участка червяка, в котором диаметры dω его начального цилиндра и начального гиперболоида едины, (для упрощения этого измерения возможно измерение расстояния lm до торца червяка и прибавление к нему половины длины lom винтовой части червяка); 4) расчетом величины смещения заднего центра по зависимости ±hц=(lц-dц)sinωω; 5) расчетом величины смещения инструмента по зависимости ±hu=(lm+lom-0,5dц)sinωω, где ωω - угол наклона винтовой линии основного червяка на его начальном цилиндре диаметра dω; 6) смещение заднего центра станка на величину ±hц и инструмента на величину ±hu. Далее обработка гиперболоидного червяка не отличается от обработки аналогичных известных цилиндрических червяков.
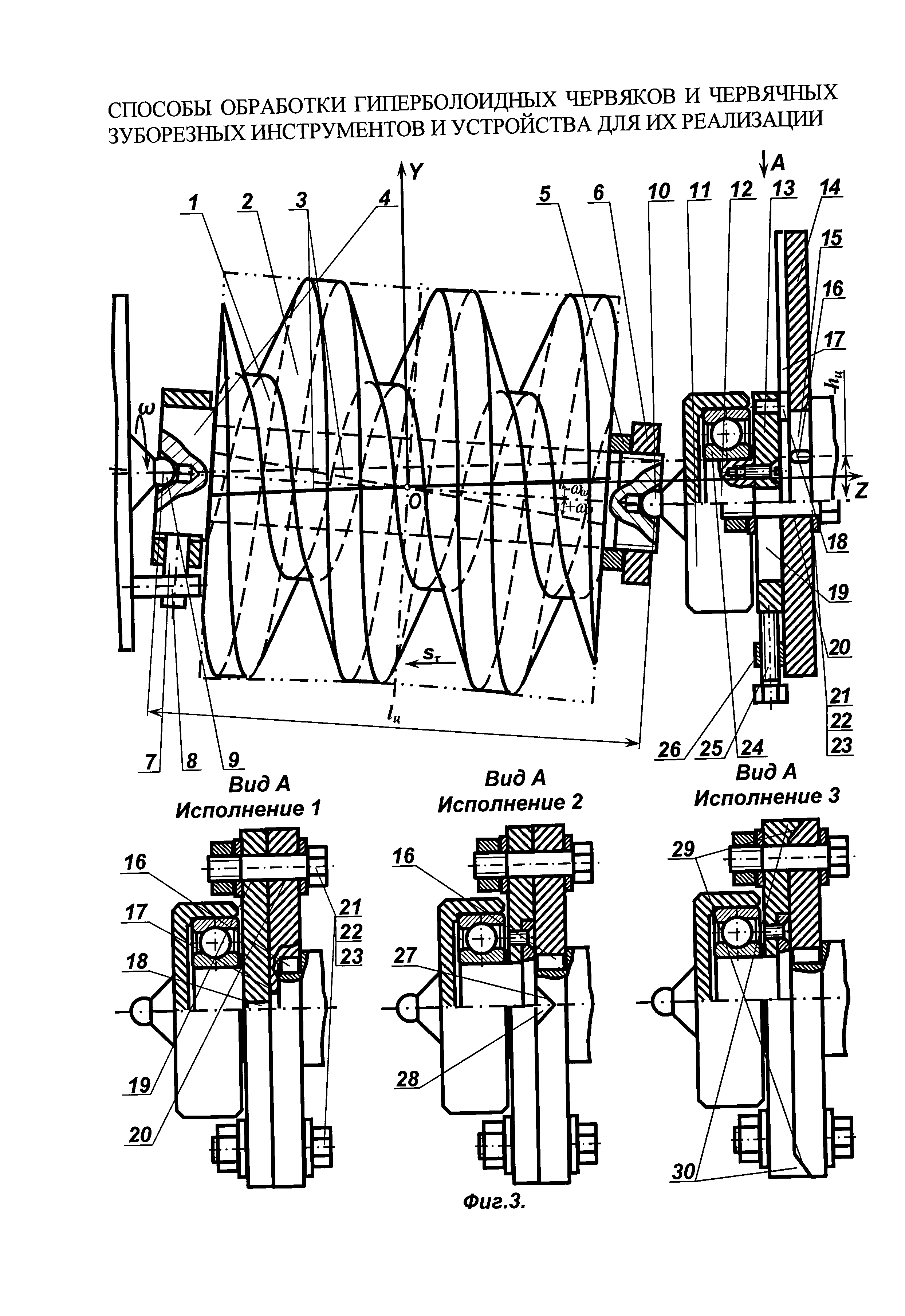
На фиг 3 показано устройство для обработки гиперболоидных червяков по любому из приведенных выше способов, у которого укороченный задний центр 10 закреплен на корпусе 11 с возможностью его вращения на полуоси 12, закрепленной на подвижной каретке 13, установленной на направляющей 14, закрепленной на пиноли 15 задней бабки станка, например, шпонками 16, или на втулке, которая введена в пиноль, а эта направляющая имеет продольную канавку 17, ось которой по нормали пересекает ось пиноли, с возможностью их поворота и установки в вертикальной или горизонтальной плоскостях. На торце по краям подвижной каретки на оси, которая пересекает ось заднего центра, закреплены пальцы 18, диаметр которых равен ширине канавки (исполнение 1), выполненной на направляющей, в которую они введены с возможностью продольного движения, а для закрепления подвижной каретки на направляющей, на ней выполнены продольные боковые пазы 19 и адекватные им отверстия 20 выполнены по бокам на основании каретки, в которые введены крепежные болты 21 с гайками 22 и опорными шайбами 23. При этом для улучшения условий вращения заднего центра между его корпусом 11 и полуосью 12 может быть установлен упорный шариковый подшипник 24. Для фиксации величины смещения ±hц с кареткой может быть введен в контакт винт 25, а на направляющей закреплена связанная с ним гайка 26, при этом винт может быть микрометрическим со шкалой для фиксации перемещений и вместо гайки он закреплен в адекватной ему опоре, установленной на направляющей.
Исполнение 2 устройства отличается от предыдущего тем, что канавка на направляющей выполнена угловой 27 или трапецеидальной, а вместо пальцев на торце по краям каретки выполнены адекватные канавке выступы 28.
Исполнение 3 устройства отличается от предыдущего тем, что вместо канавки, на боковых сторонах направляющей выполнены фаски 29, а на торце по бокам подвижной каретки выполнены адекватные этим фаскам выступы 30, которые введены между собой в контакт.
Принцип работы устройства следующий. Перед установкой червяка 1 в центрах 9 и 10 станка по зависимости ±hц=(lц-dц)sinωω выполняют расчет величины смещения ±hц, затем устанавливают ее с помощью винта 25 или по шкале микрометрического винта и подводят к винту в контакт подвижную каретку 13, положение которой закрепляют на направляющей 11 болтами 21 и гайками 22, введенными в пазы 19 направляющей и отверстия 20 каретки, после чего данное устройство готово к работе.
Предложенные способы обработки гиперболоидных червяков, червячных зуборезных инструментов и устройства для их реализации отличаются от известных приведенными выше направлениями установки червяка, установки и подачи инструмента, что является новыми техническими решениями, которые не вытекают автоматически из известных и обеспечивают возможность их промышленного применения, что отвечает всем признакам изобретения.
Пример конкретного исполнения гиперболоидных червяков возможен для любого из приведенных вариантов, если угол ωω наклона их витков в пределах 12-15°, что приемлемо для перекоса шариковых центров. Поскольку наиболее часто применяют правозаходные червяки, обработанные с установкой профиля инструмента по нормали ко впадине витка, рассмотрен конкретный пример для однозаходного червяка модуля m=5 мм с начальным диаметром dω=70 мм, общей длиной червяка (lц-dц)=380 мм, длиной винтовой части 2lom=80 мм, длиной до торца червяка (lm-dц)=150 мм, с углом наклона его винтовой лини ωω=2°2'48". При этом величина вертикального смещения заднего центра станка ниже переднего составляет hц=13,571 мм, а величина вертикального смещения плоскости установки инструмента для обработки витков червяка от переднего центра вниз составляет hu=6,186 мм, что обеспечивает дальнейшую обработку гиперболоидного червяка без отличий от обработки цилиндрических червяков.
Экономический эффект от внедрения предлагаемой заявки на изобретение обеспечивается за счет лучших условий обработки профиля витка червяка и формирования профиля образующего его инструмента, которые облегчают получение профиля витка с наилучшими условиями формирования масляного клина, что обеспечивает повышение износостойкости и несущей способности червячных передач на 5-10%. Соответственно растет срок службы червячных пар и уменьшпются их габариты, что дает экономию на каждой из них от 5 до 100 $ в зависимости от размеров червяков. При потребности в таких передачах от 1 до 10 тыс. штук в год экономический эффект составит от 5000 до 1 млн $.
Ведется подготовка к их внедрению на комбайновых заводах Украины.
Совокупность приведенных данных свидетельствует о целесообразности широкого применения предлагаемых червяков и способов их обработки.
Плавучая прибрежная гидроволновая электростанция
Сборный гиперболоидный червячный зуборезный инструмент, сменные поворотные неперетачиваемые режущие пластины для его оснащения и способ их эксплуатации
Электроэнергетическая машина с мышечным приводом
Сборное кольцевое сверло с механическим креплением многогранных режущих пластин и неперетачиваемые пластины для его оснащения
Прибрежная волновая электростанция (варианты)
Плавучая прибрежная гидроволновая электростанция (варианты)
Плавучая прибрежная гидроволновая электростанция
Сборный гиперболоидный червячный зуборезный инструмент, сменные поворотные неперетачиваемые режущие пластины для его оснащения и способ их эксплуатации
Электроэнергетическая машина с мышечным приводом
Сборное кольцевое сверло с механическим креплением многогранных режущих пластин и неперетачиваемые пластины для его оснащения
Прибрежная волновая электростанция (варианты)
Плавучая прибрежная гидроволновая электростанция (варианты)

