Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТРЕХМЕРНОЙ СТРУКТУРЫ В ОБЪЕМЕ ПЛАСТИНЫ ФОТОЧУВСТВИТЕЛЬНОГО СТЕКЛА
Вид РИД
Изобретение
Изобретение относится к технологии изготовления полых трехмерных структур в объеме фоточувствительного стекла (ФС) и может быть использовано в микрофлюидных системах химического анализа с высокой точностью, эффективностью и скоростью проведения. Подобные системы известны под названием µ-TAS (Sugioka K., Cheng Y. Femtosecond laser 3D micromachining for microfluidic and optofluidic applications, Chapter «Fabrication of Microfluidic Structure in Glass», pp. 35-48 - Springer Science & Business Media, 2014., 129 p.) и используются в области медицины для анализа генома человека и обычного белка (лаборатории на чипе), при освидетельствовании новых лекарственных препаратов (химические микрореакторы), а также в области экологического мониторинга (интегральные микро- и оптофлюидные системы).
Известен способ изготовления полой трехмерной структуры в объеме пластины фоточувствительного стекла (Livingston F.Е., Helvajian Н. Photophysical processes that activate selective changes in photostructurable glass ceramic material properties // Photon-based Nanoscience and Nanobiotechnology. - Springer Netherlands, 2006. - C. 225-265), являющегося литий-алюмосиликатным стеклом с добавками церия (Се3+), выступающего в качестве фотосенсибилизатора, и серебра, в котором прообраз будущей структуры создают перемещением пластины относительно сфокусированного пучка лазерного излучения УФ диапазона с наносекундной длительностью импульса в плоскости, совмещенной с фокальной плоскостью, при котором двухфотонное поглощение ионами Се3+, приводящее к образованию Се4+ с испусканием электронов, захватываемых ионами серебра, и тем самым, восстанавливающих ионы серебра до атомов. Последующей термической обработкой в районе 500°С обеспечивают диффузию атомов серебра и их агломерирование в форму нанокластеров, которые при дальнейшем повышении температуры до ~600°С содействует росту кристаллической фазы метасиликата лития на образовавшихся кластерах, выступающих в качестве ядер. На ~50 кратном различии в скоростях травления в разбавленном растворе HF при комнатной температуре под действием ультразвука образовавшейся кристаллической фазы и не модифицированной матрицы стекла основано создание полой структуры. К недостаткам данного способа можно отнести необходимость использования специальной оптики, прозрачной в УФ диапазоне, а также тот факт, что за формированием структуры на стадии «скрытого» изображения можно наблюдать только специальными методами, основанными на регистрации спектров люминесценции облученных участков пластины ФС. Кроме того, при записи «скрытого» изображения в глубине пластины ФС, возможна фотореакция, возбуждаемая УФ излучением, основанная на одно фотоном поглощении поверхности пластины и, таким образом, приводящая к уменьшению точности записи.
Наиболее близким к заявляемому изобретению и принят в качестве прототипа способ изготовления полых трехмерных структур в объем пластины ФС (Cheng Y., Sugioka K. et al. 3D microstructuring inside Foturan glass by femtosecond laser // Riken Review. - 2003. - C. 101-106.). Указанный способ включает три обязательные стадии - фотоактивацию, то есть запись «скрытого» изображения, двух ступенчатую термообработку, необходимую для образования кристаллической фазы и травление в 10% водном растворе HF, в котором стадию фотоактивации осуществляют с использованием излучения ближнего ИК диапазона с фемтосекундной длительностью импульса, обеспечивающего многофотонное поглощение, Механизм фотоактивации, инициируемой излучением лазера ближнего ИК диапазона отличен от одно- и двухфотонного возбуждения УФ излучением, так как при взаимодействии высокоинтенсивных импульсов фемтосекундного лазера с ФС образуется большое количество свободных электронов даже в отсутствие фотосенсибилизатора (Sugioka K., Cheng Y. Femtosecond laser 3D micromachining for microfluidic and optofluidic applications. - Springer Science & Business Media, 2014., 129 p.). Точность и скорость записи «скрытого» изображения в данном способе выше, чем в способе-аналоге, однако и в данном способе отслеживать формирование структуры на стадии «скрытого» изображения возможно только специальными методами, основами на регистрации спектров люминесценции облученных областей. Кроме того, длительная (от 4 до 12 ч.), в зависимости от устройства для реализации записи «скрытого» изображения, двухэтапная термическая обработка, направленная на образование кристаллической фазы в облученных областях в объеме пластины ФС, значительно увеличивает длительность процесса изготовления полых структур. Указанные недостатки способа-прототипа сдерживают создание полых трехмерных структур высокого качества, годных для использования в микрофлюидики.
Техническим результатом предполагаемого изобретения является повышение производительности процесса изготовления полых трехмерных структур в объеме пластины ФС.
Сущность заключается в том, что в заявляемом способе достигается тем, что согласно способу изготовления полой трехмерной структуры в объеме пластины ФС, прообраз будущей структуры создают перемещением пластины ФС относительно сфокусированного пучка лазерного излучения со сверхкороткой длительностью импульса в плоскости формирования прообраза будущей структуры, совмещенной с фокальной плоскостью, до окончания формирования прообраза будущей структуры в виде непрерывной линии дефектов с размером дефекта не более 100 мкм и не менее 1 мкм с перекрытием сечения пучка не менее 0.85 и не более 0.98 от размера дефекта, с плотностью мощности излучения в плоскости формирования непрерывной линии дефектов не ниже 5·1011 Вт/см2, соответствующей порогу разрушения плавленого кварца, и не выше 700·1011 Вт/см2, термическую обработку пластины с прообразом будущей структуры осуществляют расходящемся пучком излучения СО2 лазера с размером площади сечения пучка на поверхности пластины, превышающей 50% площади ее поверхности с плотностью средней мощности излучения не ниже 1.5 Вт/см2 и не выше 3.0 Вт/см2, длительность воздействия выбирают, исходя из плотности средней мощности излучения, но не более 400 с и не менее 15 с, а вслед за термической обработкой осуществляют химическое травление в водном растворе HF с концентрацией раствора не ниже 5% и не выше 10% при комнатной температуре при содействии ультразвука до полного устранения кристаллической фазы.
Выбор создания прообраза будущей структуры в объеме пластины ФС в виде непрерывной линии дефектов обусловлен тем фактом, что именно это позволяло осуществлять наблюдение и корректировать процесс возникновения кристаллической фазы на дефектах в ходе термической обработки в реальном времени. Кроме того, согласно современным представлениям о затратах энергии на кристаллизацию, мы предположили, что дефекты в непрерывной линии дефектов будут обеспечивать более выгодные условия возникновения кристаллической фазы по сравнению с затратами энергии на зарождение кристаллической фазы на поверхности и в приповерхностных слоях, через которые излучение проникало в плоскость формирования будущей структуры. В ходе предварительных экспериментальных исследований это наше предположение подтвердилось. Именно поэтому прообраз будущей структуры, создаваемой в объеме пластины ФС, формировался как непрерывная линия дефектов.
В ходе экспериментов по созданию дефектов в объеме пластины ФС было установлено, что при размерах дефекта, превышающих значение 100 мкм, пластина ФС с непрерывной линией дефектов разрушается, либо на этапе термической обработки, либо на этапе травления в водном растворе HF. Вместо зарождения кристаллической фазы на дефектах размером менее 1 мкм на стадии термической обработки во всех случаях экспериментов по созданию прообраза будущей структуры фиксировалось зарастание дефекта, проявляющееся в том, что дефект становился неотличим от матрицы необлученного стекла.
При перекрытии сечения лазерного пучка менее 0.85 от размера дефекта при формировании непрерывной линии дефектов было экспериментально установлено, что на этапе термической обработки зарождение кристаллической фазы происходило не по всей линии дефектов. Превышение перекрытия сечения лазерного пучка более 0.98 от размера дефекта снижало производительность процесса создания непрерывной линии дефектов.
В ходе экспериментов по созданию непрерывной линии дефектов в объеме пластины ФС было экспериментально установлено, что при плотностях мощности ниже 5·10 м Вт/см2 дефекты, как центры будущей кристаллизации, не образовывались, превышение значения плотности мощности в 700·1011 Вт/см2 во всех экспериментах сопровождалось возникновением макротрещин, приводящих к разрушению пластин на стадии создания непрерывной линии дефектов.
При термической обработке, осуществляемой излучением CO2 лазера, в случае, если площадь сечения пучка СО2 лазера на поверхности пластины ФС занимало менее 50% поверхности пластины ФС, то это сопровождалось не только неравномерным зарождением кристаллической фазы до глубины залегания непрерывной линии дефектов, но и возникновением иных кристаллических фаз, например, дисиликата лития (Li2Si2O5) (Бережной А.И., Торопов Н. Ситаллы и фотоситаллы. - М.: Машиностроение, 1966. - 348). Сосуществование как минимум двух кристаллических фаз, возникающих в объеме при термической обработке, проявлялось на стадии химического травления в снижении скорости травления - скорости формирования полых трехмерных структур и приводило к снижению качества изготавливаемой структуры. В частности, снижение качества изготавливаемой структуры проявлялось в том, что сечение полой структуры на поверхности превышало сечение полой структуры в объеме, т.е. характеризовалось конусообразной формой.
Экспериментальные исследования на стадии термической обработки позволили установить, что зарождение кристаллической фазы на непрерывной линии дефектов в ходе термической обработки при плотности средней мощности излучения CO2 лазера ниже 1.5 Вт/см2, не происходило. Превышение плотности средней мощности излучения CO2 лазера значения 3 Вт/см2 приводило к зарождению помимо метасиликата лития (Li2SiO3) и дисиликата лития (Li2Si2O5) ряда других, еще более трудно растворимых фаз (β-кварц (β-SiO2), алюмосиликаты лития: β-сподумен (β-LiAlSi2O6), β-эвкриптит (β-LiAlSiO4)), по сравнению с необлученной матрицей стекла, о чем свидетельствовало значительное увеличение длительности травления, которое, как указывалось ранее, приводила к снижению качества создаваемой структуры. В ряде случаев добиться полного удаления кристаллической фазы не удавалось.
Что касается длительности термической обработки, то при длительностях более 400 с процесс зарождения и образования кристаллической фазы существенно замедлялся, и это приводило к снижению эффективности процесса, а при длительностях менее 15 с, зарождение кристаллической фазы не успевало произойти.
Экспериментальное исследование создания полых структур на стадии травления позволили установить, что при концентрации водного раствора HF менее 5% химическая реакция травления происходит крайне медленно, то есть удаление кристаллической фазы занимает длительный промежуток времени, а при концентрации водного раствора выше 10% продукты реакции не успевают покинуть область реакции, и это приводит к искажению формы полой трехмерной структуры, то есть к снижению качества.
Сущность изобретения поясняется чертежами, где:
на фиг. 1 приведена схема устройства для реализации этапа создания прообраза будущей структуры в виде непрерывной линии дефектов и этапа термической обработки;
на фиг. 2 приведена схема устройства для реализации третьего этапа создания полой трехмерной структуры в объеме пластины ФС - этапа химического травления пластины ФС с прообразом будущей структуры в виде области кристаллической фазы, возникшей на непрерывной линии дефектов, в ходе термической обработки, в водном растворе HF.
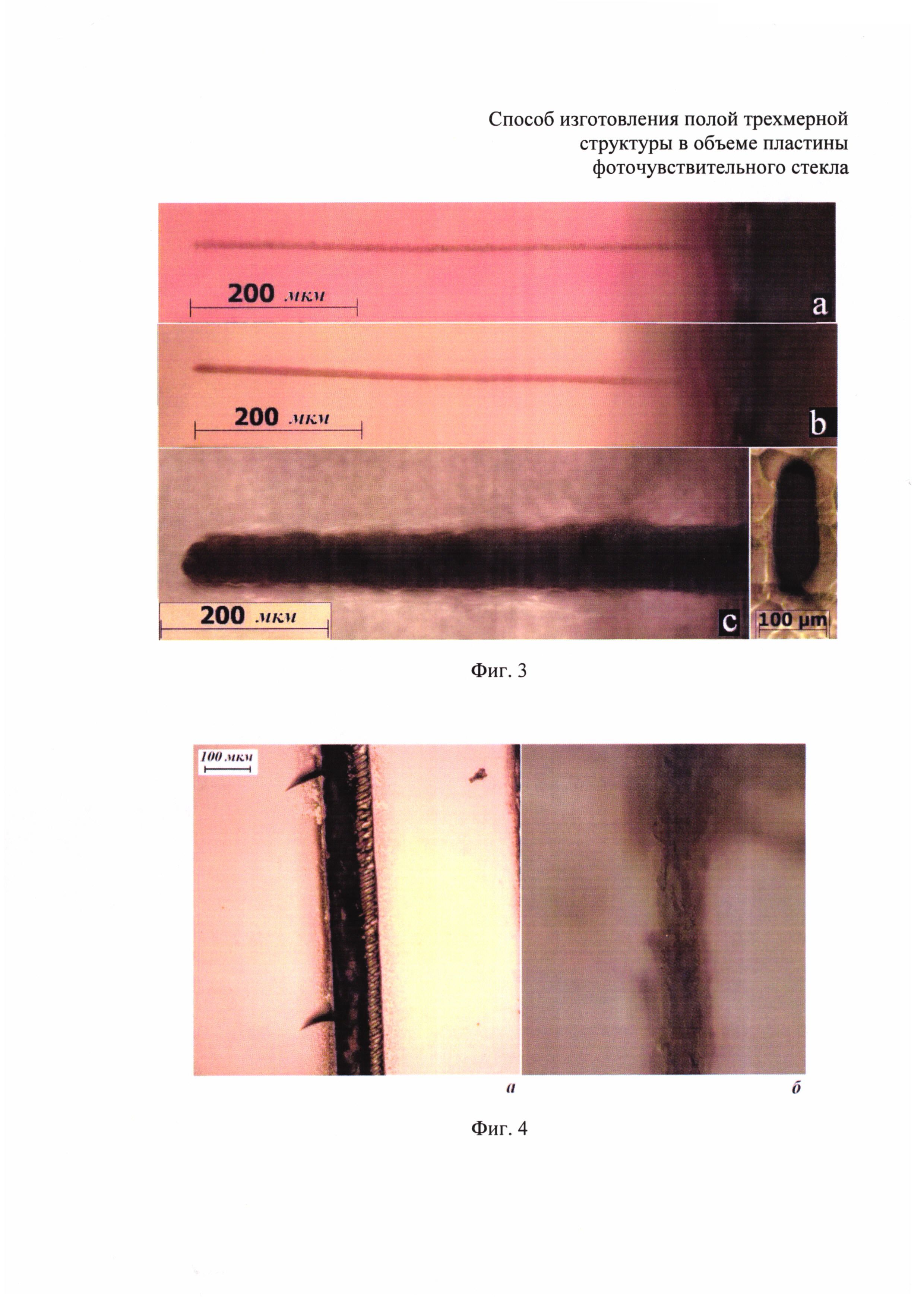
на фиг. 3 приведена компьютерная распечатка фотографии полой трехмерной структуры в объеме пластины ФС, непрерывная линия дефектов, в которой размер дефекта составлял 40 мкм и был создан с перекрытием сечения лазерного пучка, составляющим 0.9 от размера дефекта с плотностью мощности излучения лазера (λ=0.532 мкм, τ=30 пс, ν=10 Гц) 160·1011 Вт/см2, термическая обработка была выполнена излучением CO2 лазера (λ=10.6 мкм, τ=190 мкс, ν=5 кГц) с размером сечения пучка на поверхности пластины ФС, составляющим 70% от площади поверхности пластины, при плотности средней мощности 2 Вт/см2 и с длительностью облучения 300 с, а химическая обработка была проведена в водном растворе HF с концентрацией раствора 10% при комнатной температуре с использованием ультразвуковой ванны УЗВ-7/100-ТН до полного устранения кристаллической фазы.
Фотографии созданной структуры были выполнены на микроскопе Axio Imager Carl Zeiss в проходящем и линейно-поляризованном свете при скрещенных поляризаторе и анализаторе с увеличением ×100 - ×800. На фотографии видны четкие очертания объемных структур правильной геометрической формы. Темный фон фотографии при скрещенных поляризаторе и анализаторе свидетельствует об отсутствии термических и механических напряжений.
На фиг. 4 приведена компьютерная распечатка фотографии прообраза будущей структуры в объеме пластины ФС на непрерывной линии дефектов с размером дефекта ПО мкм, созданной с плотностью мощности Nd : YAG лазера 1 160·1011 Вт/см2 с перекрытием сечения лазерного пучка 0.9 от размера дефекта, отчетливо видны трещины, образовавшиеся в ходе формирования. Фиг. 4.а выполнена в проходящем свете, фиг. 4.б - в линейно-поляризованном свете при скрещенных поляризаторе и анализаторе.
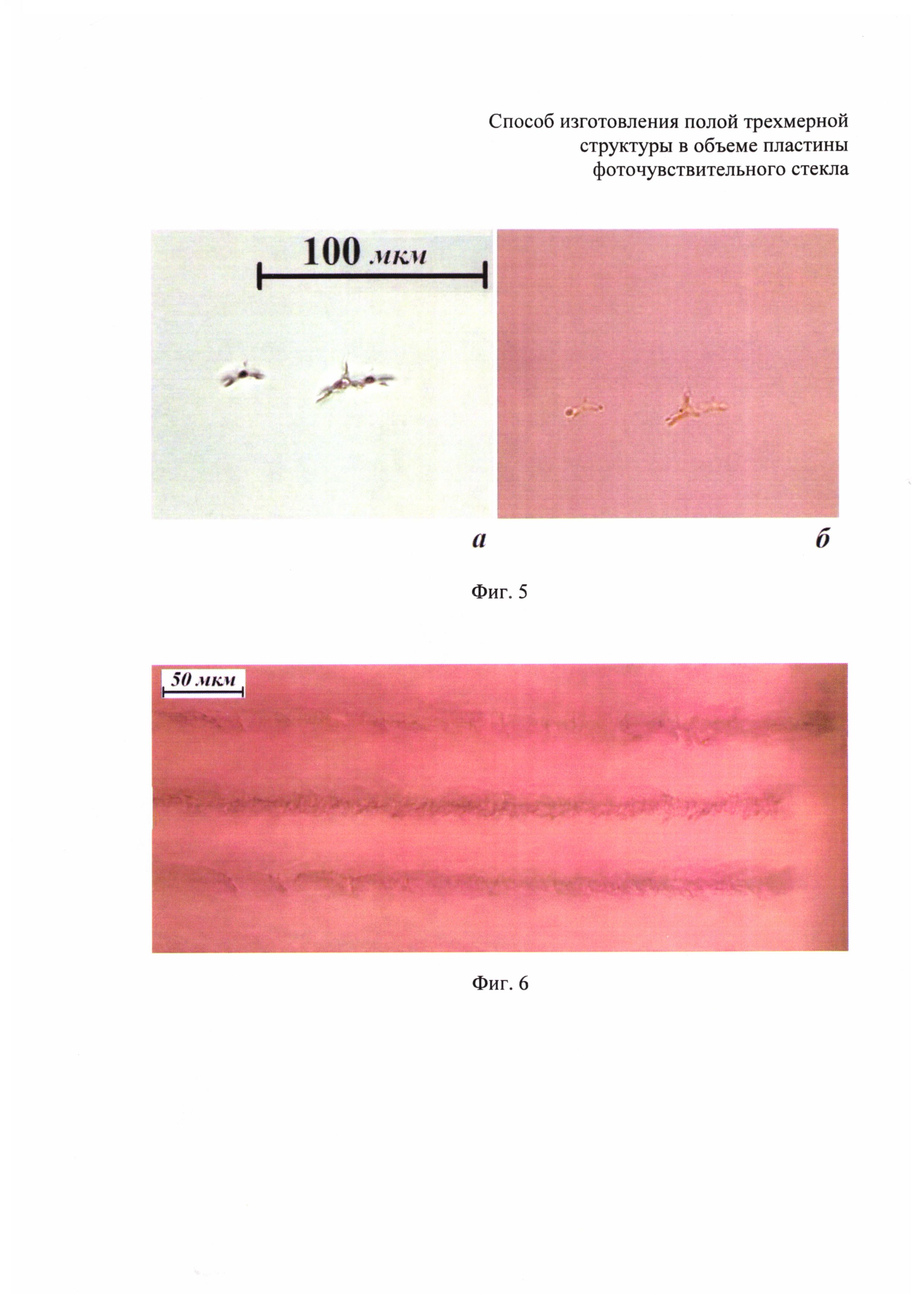
На фиг. 5.а приведена компьютерная распечатка фотографии прообраза будущей структуры в объеме пластины ФС в виде нескольких дефектов с размером дефекта 0.8 мкм была создана с плотностью мощности излучения лазера 1 5.5·1011 Вт/см2. На Фиг. 5.б видно зарастание дефектов, произошедшее в ходе термической обработки излучением CO2 лазера 5 с размером сечения пучка, составляющем 70% от площади поверхности пластины ФС при плотности средней мощности 2.0 Вт/см2 и длительностью облучения 200 с.
На фиг. 6 приведена компьютерная распечатка фотографии прообраза будущей структуры в объеме пластины ФС на непрерывной линии дефектов с размером 60 мкм, созданной с плотностью мощности излучения лазера 1 120·1011 Вт/см2 с перекрытием сечения лазерного пучка 0.8 от размера дефекта, отчетливо видна неоднородность поперечного сечения линии дефектов и участки, на которых произошел разрыв.
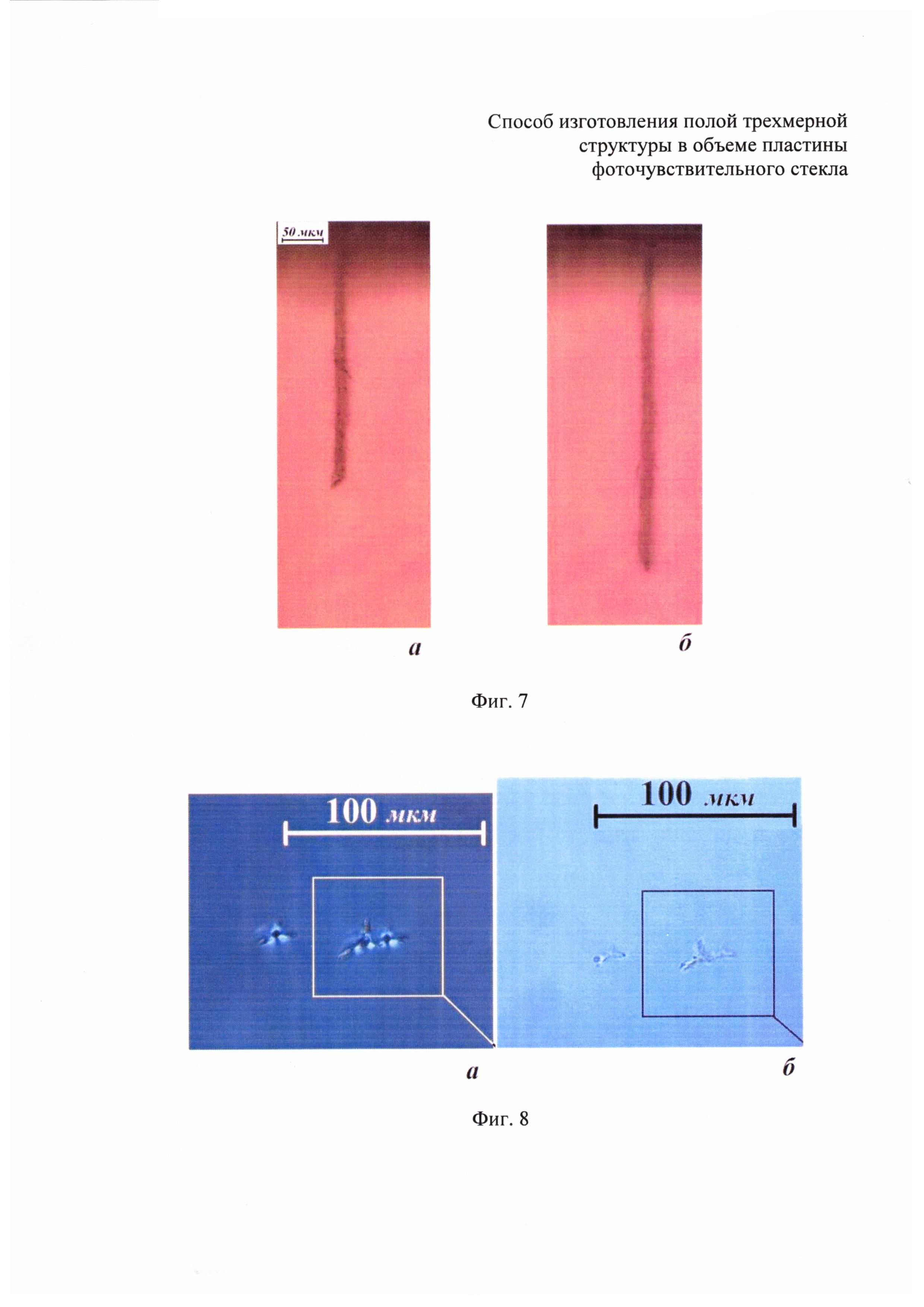
На фиг. 7 приведена компьютерная распечатка фотографии прообраза будущей структуры в объеме пластины ФС непрерывная линия дефектов с размером 15 мкм была сформирования с плотностью мощности 20·1011 Вт/см2 с перекрытием сечения лазерного пучка с перекрытием 0.99 от размера дефекта (фиг. 7.а). На этой же фотографии показан прообраз будущей структуры в объеме пластины ФС в виде непрерывной линии дефектов с размером 15 мкм, сформированной с плотностью мощности 20·1011 Вт/см2 с перекрытием сечения лазерного пучка 0.9 от размера дефекта (фиг. 7.б). Из сравнения длин линий 1 и 2 видно, что за одно и то же время формирования (~15 мин) при одинаковой плотности мощности линия на фиг. 7.а (l ~ 300 мкм) короче линии на фиг. 7.б (l ~ 350 мкм).
На фиг. 8.а приведена компьютерная распечатка фотографии прообраза будущей структуры в объеме пластины ФС в виде нескольких дефектов с размером дефекта 10 мкм была создана с плотностью мощности лазера 1 4.4·1011 Вт/см2. На фиг. 8.б видно зарастание дефектов, происшедшее в ходе термической обработки излучением CO2 лазера 5 с размером площадью сечения пучка, составляющим 70% от площади поверхности пластины ФС при плотности средней мощности излучения 2.0 Вт/см2 и длительностью облучения 100 с.
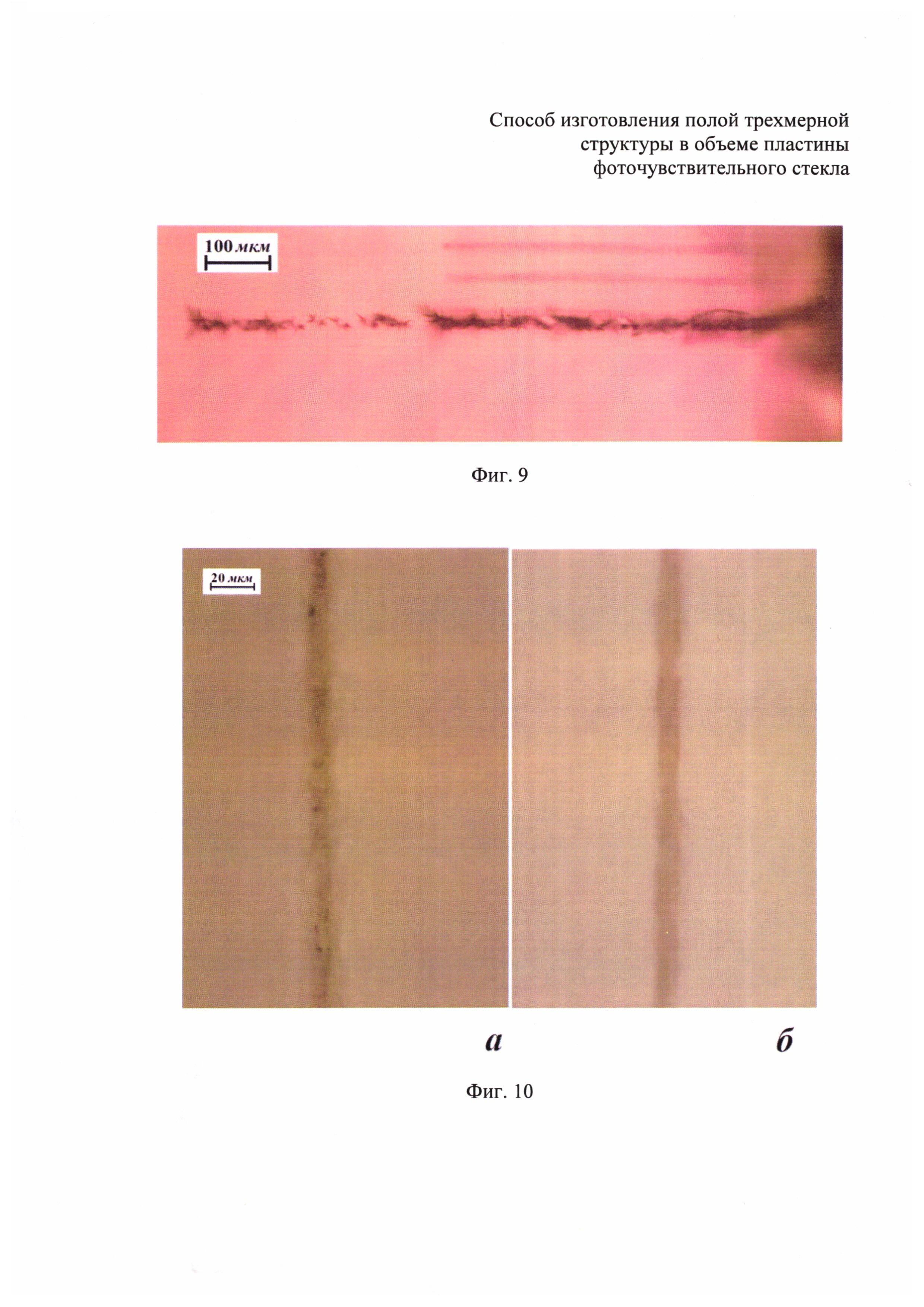
На Фиг. 9 приведена компьютерная распечатка фотографии прообраза будущей структуры в объеме пластины ФС на непрерывной линии дефектов, с размером дефекта 20 мкм, созданной с плотностью мощности излучения лазера 1 720·1011 Вт/см2 с перекрытием сечения пучка 0.9 от размера дефекта, отчетливо видны образовавшиеся в ходе создания трещины, окружающие линии дефектов.
На фиг. 10.а приведена компьютерная распечатка фотографии, показывающая отсутствие области кристаллизации, которая должна была бы возникнуть в ходе термической обработки излучением 40% лазера с площадью сечения пучка, составляющей 40% от площади пластины ФС при плотности средней мощности излучения 2.0 Вт/см2 и продолжавшееся 300 с на непрерывной линии дефектов с размером 12 мкм, созданной с плотностью мощности излучения лазера 1 100·1011 Вт/см2 с перекрытием сечения лазерного пучка 0.9 от размера дефекта. На фиг. 10.б для сравнения приведена компьютерная распечатка области кристаллизации, возникшей на непрерывной линии дефектов с размером 12 мкм, созданной с плотностью мощности излучения лазера 1 100·1011 Вт/см2 с перекрытием сечения лазерного пучка 0.9 от размера дефекта, в ходе термической обработки излучением CO2 лазера 5 с параметрами, совпадающими с параметрами примера, иллюстрируемого фиг. 10.а, за исключением площади сечения пучка, составляющей 70% от площади поверхности пластины ФС.
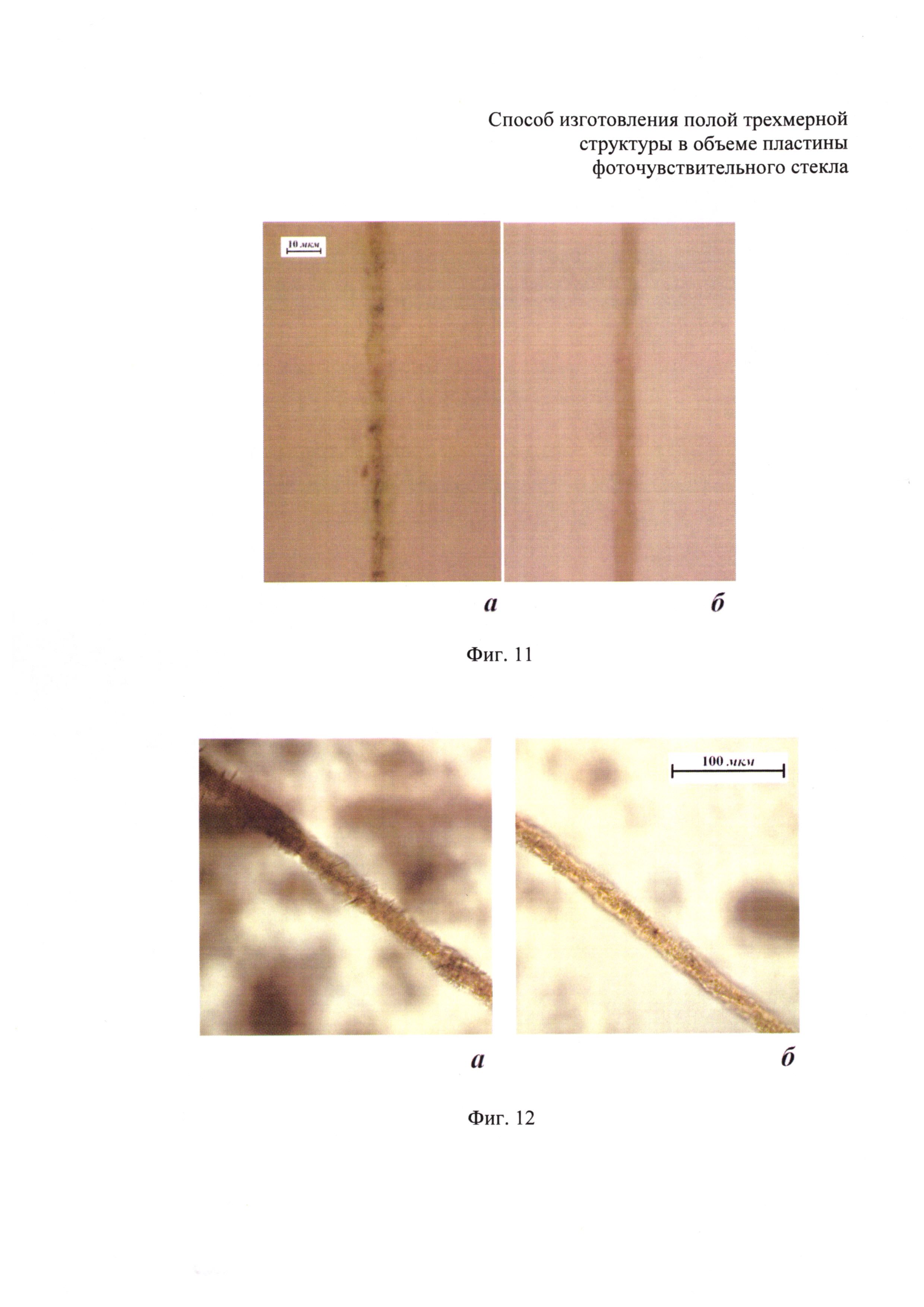
На фиг. 11.а приведена компьютерная распечатка фотографии прообраза будущей структуры в объеме пластины ФС в виде непрерывной линии дефектов с размером дефекта 5 мкм, которая была создана с плотностью мощности излучения лазера 1 80·1011 Вт/см2 с перекрытием сечения лазерного пучка 0.9 от размера дефекта. На фиг. 11.б в области кристаллизации вдоль непрерывной линии дефектов, в ходе термической обработки излучением CO2 лазера 5 с площадью сечения пучка, составляющим 70% от площади поверхности пластины ФС при плотности средней мощности излучения 1.2 Вт/см2 и при длительности облучения 300 с видны участки, на которых кристаллическая фаза отсутствует.
На фиг. 12.а приведена компьютерная распечатка фотографии прообраза будущей структуры в объеме пластины ФС в виде непрерывной линии дефектов с размером дефекта 25 мкм, созданной с плотностью мощности излучения лазера 1 80·1011 Вт/см2 с перекрытием сечения пучка 0.9 от размера дефекта. На фиг. 12.б в области кристаллизации, образующейся вдоль непрерывной линии дефектов, возникшей в ходе термической обработки излучением CO2 лазера 5 с площадью сечения пучка, составляющим 60% от площади поверхности пластины ФС при плотности средней мощности излучения 3.4 Вт/см2 и при длительности обработки 200 с видны участки, форма кристаллов которых отличается от формы кристаллов в области кристаллизации. На этой же фотографии (фиг. 12.б) для сравнения показана область кристаллизация, возникшая вдоль непрерывной линии дефектов, выполненной в соответствии с параметрами, проиллюстрированной фиг. 12.а в ходе термической обработки излучением CO2 лазера 5 с площадью сечения пучка, составляющим 60% от площади поверхности пластины ФС при плотности средней мощности излучения 3.0 Вт/см2 и при длительности обработки 200 с видны участки.
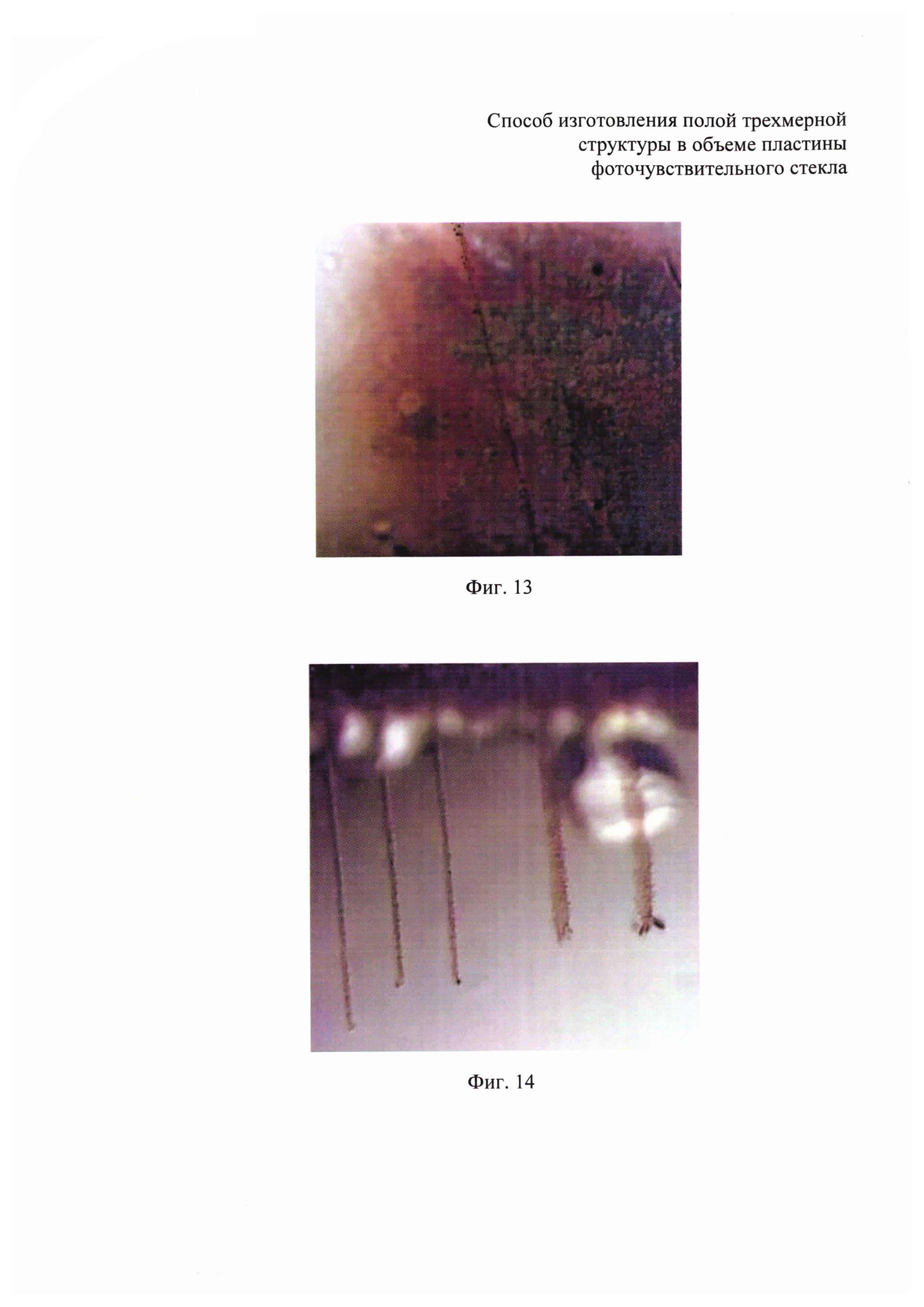
На фиг. 13 приведена компьютерная распечатка фотографии области кристаллизации вдоль непрерывной линии дефектов в объеме пластины ФС с размером дефекта 20 мкм, созданной с плотностью мощности излучения лазера 1 110·1011 Вт/см2 с перекрытием сечения пучка 0.9 от размера дефекта, возникшей в ходе термической обработки излучением CO2 лазера 5 с площадью сечения пучка, составляющим 60% от площади поверхности пластины ФС при плотности средней мощности излучения 2.2 Вт/см2 и длительности обработки 415 с. На фиг. 13 видна начавшаяся кристаллизация поверхности.
На фиг. 14 приведена компьютерная распечатка фотографии области кристаллизации вдоль ряда непрерывных линий дефектов в объеме пластины ФС с размером дефекта 40 мкм, созданной с плотностью мощности излучения лазера 1 140·1011 Вт/см2 с перекрытием сечения пучка 0.9 от размера дефекта, возникшей в ходе термической обработки излучением CO2 лазера 5 с площадью сечения пучка, составляющим 60% от площади поверхности пластины ФС при плотности средней мощности излучения 2.2 Вт/см2 и длительности обработки 12 с. На фотографии видно, что кристаллизация ни на одной линии дефектов не произошла.
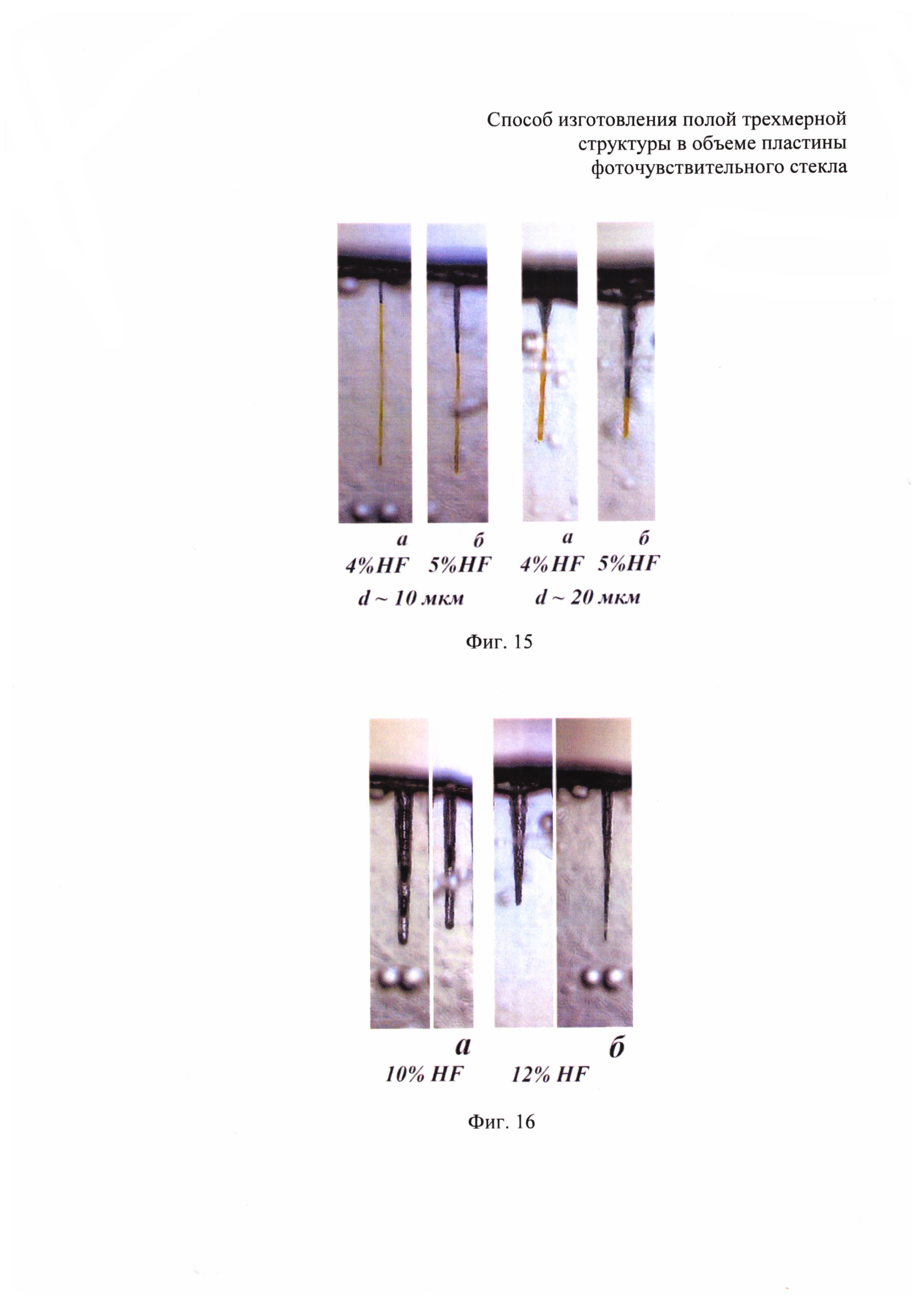
На фиг. 15 приведена компьютерная распечатка фотографий полых трехмерных структур с размерами 10 и 20 мкм в объеме пластины ФС, полученных в ходе химического травления в 4% водном растворе HF. Для сравнения на этой же фотографии (фиг. 15.б) приведена компьютерная распечатка фотографий таких же полых трехмерных структур, полученных в ходе химического травления в 5% водном растворе HF. Прообразы будущих структур в виде непрерывной линии дефектов с размером дефекта 10 и 20 мкм, были созданы в объеме пластины ФС с плотностями мощности излучения лазера 1 80·1011 и 120·1011 Вт/см2, соответственно, с перекрытием сечения пучка 0.9 от размера дефекта. Термическая обработка, направленная на кристаллизацию в линии дефектов была выполнена излучением CO2 лазера 5 с площадью сечения пучка, составляющим 60% от площади поверхности пластины ФС при плотности средней мощности излучения 2.5 Вт/см2 и длительности обработки 200 с. Из сравнения фотографий фиг. 15.а и 15.б видно, что скорость травления в 5% водном растворе HF значительно больше, о чем свидетельствует глубина протравленного канала за одну и ту же длительность травления.
На фиг. 16.а приведена компьютерная распечатка фотографии полой трехмерной структуры с размером 20 мкм, полученной в ходе химического травления в 12% водном растворе HF. Для сравнения приведена компьютерная распечатка фотографии полой трехмерной структуры с размером 20 мкм, полученной в ходе химического травления в 10% водном растворе HF. Прообраз будущей структуры в виде непрерывной линии дефектов с размером дефекта 20 мкм, был создан в объеме двух одинаковых пластины ФС с плотностью мощности излучения лазера 1 50-1011 Вт/см2 с перекрытием сечения пучка 0.9 от размера дефекта. Термическая обработка, направленная на кристаллизацию в линии дефектов была выполнена излучением CO2 лазера 5 с площадью сечения пучка, составляющим 60% от площади поверхности пластины ФС при плотности средней мощности излучения 1.8 Вт/см2 и длительности обработки 250 с. Из сравнения Фиг. 16.а и 16.б видно, что при концентрации водного раствора HF 12% вместо ожидаемой полой структуры в форме цилиндра образуется конусообразная полая структура.
Устройство для реализации предлагаемого способа представлено на фиг. 1. Устройство содержит блок для создания прообраза будущей структуры в объеме пластины ФС, включающий импульсный Nd : YAG лазер 1 с длиной волны излучения второй гармоники λ=0.532 мкм, длительностью импульса τ=30 пс, частотой следования импульсов ν=10 Гц и нестабильностью выходной энергии импульса не более 25%. Микрообъектив 2 с увеличением ×10, числовой апертурой NA=0.25 и фокусным расстоянием f=4.75±0.25 мм, за которым располагается пластина ФС 3 толщиной 1.2 мм, закрепленная перпендикулярно оптической оси источника излучения Nd : YAG лазера 1 на координатном столе 4, выполненном с возможностью перемещения относительно сфокусированного пучка лазерного излучения со скоростью 1-2 мкм/с. Блок для выполнения этапа термической обработки включает импульсный CO2 лазера 5 с длиной волны излучения λ=10.6 мкм, длительностью импульса τ=190 мкс, и частотой следования импульсов ν=5 кГц, характеризуемый качеством пучка М2<1.2 и распределением интенсивности по сечению пучка, соответствующем моде ТЕМ00, который размещен перпендикулярно оптической импульсного Nd : YAG лазера 1, ZnSe линзу 6 с фокусным расстоянием 70 мм, поворотное зеркало 7 с золотым напылением, установленное под углом 15° к оси излучения CO2 лазера и выполненное с возможностью поворота в пределах ±15°. В устройстве было предусмотрено использование двух измерителей оптической мощности Gentec Solo РЕ-2М с пироэлектрическим детектором энергии QE25LP-H-MB 8 и пироэлектрическим детектором мощности UP19K-110F-H9 9. Пироэлектрический детектор энергии 8 размещался за плоскопараллельной пластиной из стекла К8 10 с толщиной 200 мкм, расположенной под углом 45° к оптической оси Nd : YAG лазера 1. Детектор мощности 9 размещался за плоскопараллельной пластиной 11 из Ge, установленной под углом 60° к оптической оси CO2 лазера. Плоскопараллельная пластина 11 располагалась за поворотным зеркалом 7.
Для контроля и наблюдения за ходом создания прообраза будущей структуры и ходом зарождения кристаллической фазы на этапе термической обработки в устройстве использовались видеокамера MDA 2000 USB Digital Microscope 12, оснащенная микроскопом с увеличением ×100 - ×200, расположенная под углом, не превышающем 30° относительно оптической оси Nd : YAG лазера 1, инфракрасная камера "Flip Titanium" 520 М 13, работающая в спектральном диапазоне 3.6÷5.1 мкм с точностью измерений ±2.5°С в интервале температур 20÷1200°С и расположенная под углом, не превышающим 75° относительно оптической оси Nd : YAG лазера 1.
Для проведения третьего завершающего этапа изготовления полой трехмерной струкутры - химического травления фиг. 2 использовалась емкость 14 для раствора кислоты объемом 25-40 мл, размещаемая в ультразвуковой ванне 15, наполненной водой 16. Для фиксации длительности пребывания пластины с прообразом будущей структуры в растворе кислоты блок химической обработки был оснащен таймером 17. В блоке химической обработки была предусмотрена возможность поддержания заданной температуры раствора кислоты в ходе процесса - тумблером 18.
Устройство для реализации первых двух этапов предлагаемого способа (фиг. 1) работает следующим образом. Излучение Nd : YAG лазера 1 попадает в микрообъектив 2, фокусирующий излучение в объем пластины ФС 3 в плоскость формирования непрерывной линии дефектов. Одновременно с включением лазера 1, начинается перемещение координатного стола 4, на котором закреплена пластина ФС 3, относительно сфокусированного пучка лазерного излучения по заданной траектории в плоскости перпендикулярной оси излучения лазера 1. Во время формирования непрерывной линии дефектов энергия лазерных импульсов фиксируется пироэлектрическим детектором энергии 8, размещенным за плоскопараллельной пластиной 10, перенаправляющей часть энергии излучения на детектор 8.
Скорость перемещения координатного стола 4, с закрепленной на нем пластиной ФС 3, задавалась, исходя из предполагаемого размера прообраза будущей структуры d, а также из коэффициента перекрытия сечения лазерного пучка в плоскости создания непрерывной линии дефектов, значение которого не менее 0.85 и не более 0.98 от размера дефекта, найденные нами в ходе экспериментальных исследований создания прообраза будущей структуры, в соответствии с зависимостью, определяемой выражением υ=(1-η)·d·ν, где ν - частота следования импульсов. Перемещение координатного стола 4 с закрепленной на нем пластиной ФС 3, прекращалось в момент окончания формирования прообраза будущей структуры, о чем свидетельствовало отсутствие сигнала на прироэлектрическом детекторе 8.
Сразу же за этапом создания прообраза будущей структуры в объеме пластины ФС 3 следовал этап термической обработки, который осуществлялся излучением CO2 лазера, размеры сечения пучка которого на поверхности пластины ФС 3 изменялись в соответствии с параметрами, оговоренными в формуле изобретения смещением ZnSe линзы 6 вдоль оптической оси CO2 лазера 5. Диапазон температур термической обработки пластины ФС 3 с прообразом будущей структуры, играющей исключительно важную роль в ходе процесса кристаллизации, определялся значениями плотности средней мощности падающего на поверхность пластины ФС 3 пучка излучения. Значение плотности средней мощности в ходе процесса кристаллизации, на прямую связанное с температурой, отслеживались детектором мощности 9, на который плоскопараллельная пластина из Ge 11 отводила часть излучения CO2 лазера.
Кроме того, для контроля в реальном времени температуры нагрева поверхности пластины ФС 3 с прообразом будущей структуры, т.е. фактически за контролем хода процесса термической обработки, объектив ИК камеры 13 совмещался с центром зоны облучения, при этом коэффициент серости пластины ФС принимался равным 0.85-0.87. Коэффициент серости пластины ФС, характеризующегося сложным составом, был определен экспериментально.
Наблюдения за ходом процесса кристаллизации, также осуществляемые в реальном времени, выполнялись видеокамерой 12, оснащенной микроскопом с увеличением ×100 - ×200, объектив которого совмещался с центром зоны облучения CO2 лазером 5.
Показания ИК камеры 13 и снимки, создаваемые видеокамерой 12 с точностью до единиц секунд позволяли фиксировать момент завершения процесса кристаллизации, то есть образование кристаллов, характерного вида - кристаллов метасиликата лития, характеризующихся значительно более высокой скоростью травления на стадии химической обработки по сравнению с необлученной матрицей стекла.
Столь сложная система фиксации момента завершения процесса кристаллизации с образованием кристаллической фазы определенного вида - метасиликата лития была обусловлена тем, что различие в диапазонах температур формирования кристаллических фаз различного вида, способных к возникновению и образованию в ходе термической обработки, не велико и составляет 20-50°С (Бережной А.И., Торопов Н. Ситаллы и фотоситаллы. - М.: Машиностроение, 1966. - 348). В частности, температура кристаллизации ближайшей к фазе метасиликата лития дисиликата лития превышает температуру последней всего на 20-30°С.
Для создания полых трехмерных структур - микроканалов в объеме пластины ФС 3, прообраз будущей структуры в которой был закристаллизован в ходе этапа термической обработки, было использовано химическое травление пластин в водном растворе HF с применением ультразвуковой ванны 15.
Управление размером дефекта на стадии формирования непрерывной линии дефектов осуществляли изменением размера области воздействия излучения Nd : YAG лазера 1, энергией в импульсе и скоростью перемещения пластины ФС относительно сфокусированного пучка лазерного излучения. Для формирования непрерывной линии дефектов был использован твердотельный Nd : YAG лазер модели EXPLA PL2143 с параметрами излучения: λ=532 нм, τ=30 пс, f=10 Гц, с расходимостью излучения θ<0.5 мрад.
Для проведения этапа термической обработки был использован импульсный CO2 лазер модели Synrad′s 48-1(S)W с параметрами излучения: λ=10.6 мкм, τ=190 мкс, f=5 кГц, с распределением интенсивности по сечению пучка ТЕМ00, расходимостью излучения θ=6 мрад и качеством пучка М2<1.2.
Этап химической обработки проводился с использованием ультразвуковой ванны модели УЗВ-7/100-ТН.
Полая трехмерная структура в объеме пластины ФС с ровно очертанными краями и одинаковым сечением по всей длине (фиг. 3), образующаяся в ходе трех этапов обработки пластины ФС, включающих этап формирования прообраза будущей структуры в виде непрерывной линии дефектов в объеме пластины ФС излучением Nd : YAG лазера 1 в соответствии с параметрами, заявляемыми в формуле изобретения, этап термической обработки, выполняемой излучением CO2 лазера 5 в соответствии с параметрами, заявляемыми в формуле изобретения, в ходе которого на непрерывной линии дефектов возникала и обрабатывалась кристаллическая фаза и этапа химической обработки в водном растворе HF при соблюдении параметров, приведенных в формуле изобретения.
На первом этапе изготовления полой трехмерной структуры в объеме пластины ФС при формировании прообраза будущей структуры в виде непрерывной линии дефектов, нарушение хотя бы одного из параметров, заявляемых в формуле изобретения, приводило: к образованию трещин при повышении размера дефекта (фиг. 4); зарастанию дефекта при размере дефекта меньшем размеру, указанному в формуле изобретения (фиг. 5); к неоднородной по сечению линии дефектов с участками разрыва при перекрытии сечения лазерного пучка меньшем перекрытия, указанного в формуле изобретения (фиг. 6); к увеличению длительности процесса формирования непрерывной линии дефектов при перекрытии сечения лазерного пучка большем перекрытия, указанного в формуле изобретения (фиг. 7); зарастанию дефектов, сформированных с плотностью мощности излучения Nd : YAG лазера 1 меньшей значения плотности мощности, указанной в формуле изобретения (фиг. 8); к образованию трещин, окружающих непрерывную линию дефектов, сформированных с плотностью мощности излучения Nd : YAG лазера 1, превышающей значение плотности мощности, указанной в формуле изобретения (фиг. 9).
На втором этапе изготовления полой трехмерной структуры в объеме пластины ФС - этапе термической обработки нарушение хотя бы одного из параметров, заявляемых в формуле изобретения, приводило: к возникновению участков, на которых кристаллизация не произошла в случае, если площадь сечения пучка CO2 лазера составляла менее 50% площади поверхности пластины ФС (фиг. 10.а, б) или в случае, если значение плотности средней мощности излучения CO2 лазера 5 было меньше значения, указанного в формуле изобретения (фиг. 11.а, б); к возникновению участков с иными формами кристаллической фазы в случае, если значение плотности средней мощности излучения CO2 лазера 5 превышало значение, указанное в формуле изобретения (фиг. 12.а, б); к возникновению кристаллических областей на поверхности пластины ФС при длительности облучения, превышающей длительность облучения, указанную в формуле изобретения (фиг. 13); к тотальному отсутствию кристаллической фазы на непрерывной линии дефектов при длительности облучения меньше длительности, указанной в формуле изобретения (фиг. 14).
На третьем этапе изготовления полой трехмерной структуры в объеме пластины ФС - этапе химического травления нарушение хотя бы одного из параметров, заявляемых в формуле изобретения, приводило: к замедлению скорости процесса химического травления при использовании концентрации водного раствора HF меньше, чем указано в формуле изобретения (фиг. 15.а, б); к образованию полой конусообразной структуры при использовании концентрации водного раствора HF большей, чем указано в формуле изобретения (фиг. 16.а, б).
На основании вышеизложенного очевидно, что заявляемая совокупность позволяет сократить длительность изготовления полой трехмерной структуры в объеме пластин ФС, то есть повысить производительность процесса изготовления, по крайней мере, более чем в 50 раз.
Способ изготовления полой трехмерной структуры в объеме пластины фоточувствительного стекла (ФС), включающий этап формирования прообраза будущей структуры перемещением пластины ФС относительно сфокусированного пучка лазерного излучения со сверхкороткой длительностью импульса в плоскость формирования прообраза будущей структуры, совмещенной с фокальной плоскостью до момента окончания формирования прообраза будущей структуры, этап термической обработки пластины ФС с прообразом будущей структуры, по завершении которого осуществляют этап химического травления в водном растворе HF при комнатной температуре до полного удаления кристаллической фазы, появившейся в местах облучения вследствие термической обработки, отличающийся тем, что прообраз будущей структуры формируют в виде непрерывной линии дефектов с размером не более 100 мкм и не менее 1 мкм с перекрытием сечения лазерного пучка не менее 0.85 и не более 0.98 от размера дефекта, плотность мощности излучения в плоскости формирования непрерывной линии дефектов ограничивают диапазоном, нижнюю границу которого выбирают превышающей порог разрушения плавленого кварца, равный 5·10 Вт/см, а верхнюю границу выбирают не превышающей 700·10 Вт/см, термическую обработку пластины ФС с прообразом будущей структуры осуществляют расходящимся пучком излучения CO лазера с площадью сечения пучка на поверхности пластины ФС, превышающей 50% площади поверхности пластины ФС, с плотностью средней мощностью не ниже 1.5 Вт/см и не выше 3 Вт/см, с длительностью воздействия, определяемой плотностью средней мощности, но не более 400 с, и не менее 15 с, а химическое травление осуществляют в водном растворе HF с концентрацией раствора не ниже 5% и не выше 10%.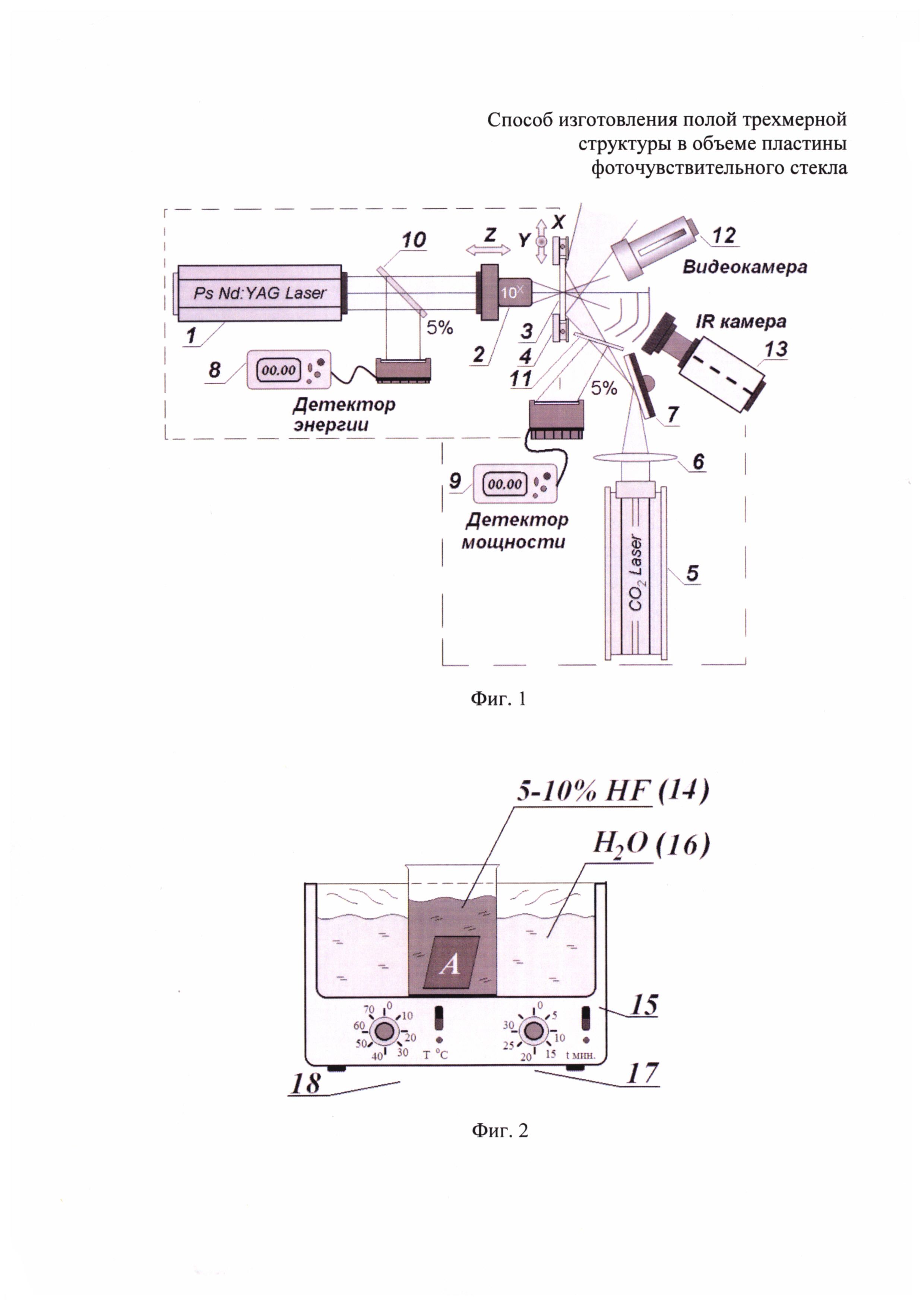
Устройство для контроля погрешности преобразователя поворота вала в код
Устройство для ограничения разворота корпуса преобразователя вращения в код
Способ разделения минерального сырья оптическим методом
Способ сушки высоковлажных растительных продуктов
Ахроматический зеркально-линзовый объектив
Способ сушки термолабильных материалов
Способ получения металлических пленок заданной формы
Способ проектирования многорежимной интеллектуальной системы управления распределенной средой мягких вычислений
Способ и устройство контроля неравномерности толщины стенок недоступных трубопроводов
Магнитно-резонансный томограф
Устройство для контроля погрешности преобразователя поворота вала в код
Устройство для ограничения разворота корпуса преобразователя вращения в код
Способ разделения минерального сырья оптическим методом
Способ сушки высоковлажных растительных продуктов
Ахроматический зеркально-линзовый объектив
Способ сушки термолабильных материалов
Способ получения металлических пленок заданной формы
Способ проектирования многорежимной интеллектуальной системы управления распределенной средой мягких вычислений
Способ и устройство контроля неравномерности толщины стенок недоступных трубопроводов
Магнитно-резонансный томограф

