Результат интеллектуальной деятельности: КАТОД ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области нанесения износостойких покрытий на режущий инструмент или детали машин.
Из существующего уровня техники известен катод электродугового испарителя для нанесения покрытия нитрида титана, который представляет собой монолит из титана (титанового сплава) (см. Верещака А.С. Повышение работоспособности режущих инструментов нанесением износостойких покрытий. Дисс… докт. техн. наук. - Москва, 1986. - 601 с.).
Недостатками данного технического решения является невозможность получения многокомпонентных покрытий при его использовании.
Способ изготовления таких катодов из титана (титанового сплава) включает непосредственно механическую лезвийную (токарную) обработку, так как используемый материал является пластичным и хорошо обрабатывается резанием.
Недостатком способа является невозможность получения таким образом катодов из хрупких и твердых материалов плохо обрабатывающихся с помощью лезвийной обработки.
Наиболее близким к заявленному техническому решению является катод электродугового испарителя (прототип), изготавливаемый в виде титановой оболочки с находящимся внутри сплавом из алюминида титана (см. А.с. СССР №1637372 А1, опубл. 20.05.1999).
Недостатком данного технического решения является неоднородность химического состава сплава по сечению катода, что связано непосредственно с различным проплавлением стенок титановой оболочки при изготовлении катода электродугового испарителя.
Наиболее близким к заявленному техническому решению является способ, в котором компоненты шихты из титана и алюминия расплавляются непосредственно в титановой оболочке, а затем титановая оболочка подвергается механической обработке для закрепления и установки самого катода в электродуговой испаритель (см. А.с. СССР №1637372 А1, опубл. 20.05.1999).
Недостатками данного способа являются сложность и большая длительность процесса сплавления компонентов шихты, необходимость использования высокотемпературных вакуумных печей для предотвращения окисления компонентов шихты, невозможность точно контролировать химический состав полученного катода по всему объему вследствие различной степени проплавления стенок титановой оболочки.
Задачей, на решение которой направлено заявляемое изобретение, является разработка конструкции и способа изготовления катода электродугового испарителя.
Технический результат - упрощение способа изготовления катода электродугового испарителя.
Указанный технический результат при осуществлении изобретения достигается тем, что катод электродугового испарителя для нанесения износостойких покрытий на основе нитридов титана и алюминия содержит расходуемую часть из сплава титана и алюминия при их соотношении, мас.%: титан 30-70, алюминий 30-70 и катододержатель, выполненный из титана с цилиндрической полостью глубиной 5-6 мм и имеющий внутренний радиус скругления буртика не менее 3 мм, а способ получения катода электродугового испарителя включает изготовление присадочного материала в виде цилиндрических прутков длиной 500-600 мм и диаметром 15-20 мм, состоящих из тонкостенной оболочки, выполненной в зависимости от химического состава из алюминиевой или титановой фольги, и находящейся внутри нее шихты, состоящей из титана в виде кусочков ленты размером 10×20 мм и алюминия в виде гранул размером 5-10 мм, подлежащих переплавке, при этом переплавку осуществляют с использованием неплавящегося вольфрамового электрода при токе 350-400 А и при подаче аргона 18-20 л/мин с получением слитков массой 40-70 грамм, а затем осуществление повторной переплавки полученных слитков в индукционной тигельной печи и заливку полученного сплава в катододержатель.
Такая конструкция катода электродугового испарителя позволяет по всему объему получить однородную по химическому составу структуру расходуемой части катода, многократно использовать нерасходуемый катододержатель после окончания эксплуатации катода для заливки в него нового сплава и формирования новой расходуемой части, а технологический процесс изготовления катода позволяет упростить и сократить процесс сплавления компонентов шихты и отказаться от использования дорогостоящих высокотемпературных вакуумных печей.
Сущность изобретений заключается в следующем. Для осаждения покрытия заданного химического состава необходимо, чтобы процесс испарения материалов расходуемой части катода происходил равномерно. В случае когда используется катод из титановой оболочки, содержащий вставку из другого сплава, вследствие различия их физико-химических свойств процесс испарения происходит с различной интенсивностью с разных участков катода. Кроме того, катод имеет области с химическим составом, отличающимся от состава расходуемой части катода и титановой оболочки, полученные при проплавлении последней. Все это приводит к тому, что при испарении катода осаждаемое покрытие может иметь химический состав, отличный от необходимого. Исключить это возможно лишь при использовании однородной по химическому составу расходуемой части катода. В то же время катододержатель должен быть изготовлен из материала, который хорошо обрабатывается резанием. Сплав титана и алюминия при их соотношении, мас.%: титан 30-70, алюминий 30-70 является хрупким труднообрабатываемым сплавом. Поэтому наиболее подходящим материалом для изготовления катододержателя является титан. При этом необходимо, чтобы крепление расходуемой части и катододержателя было прочным и надежным.
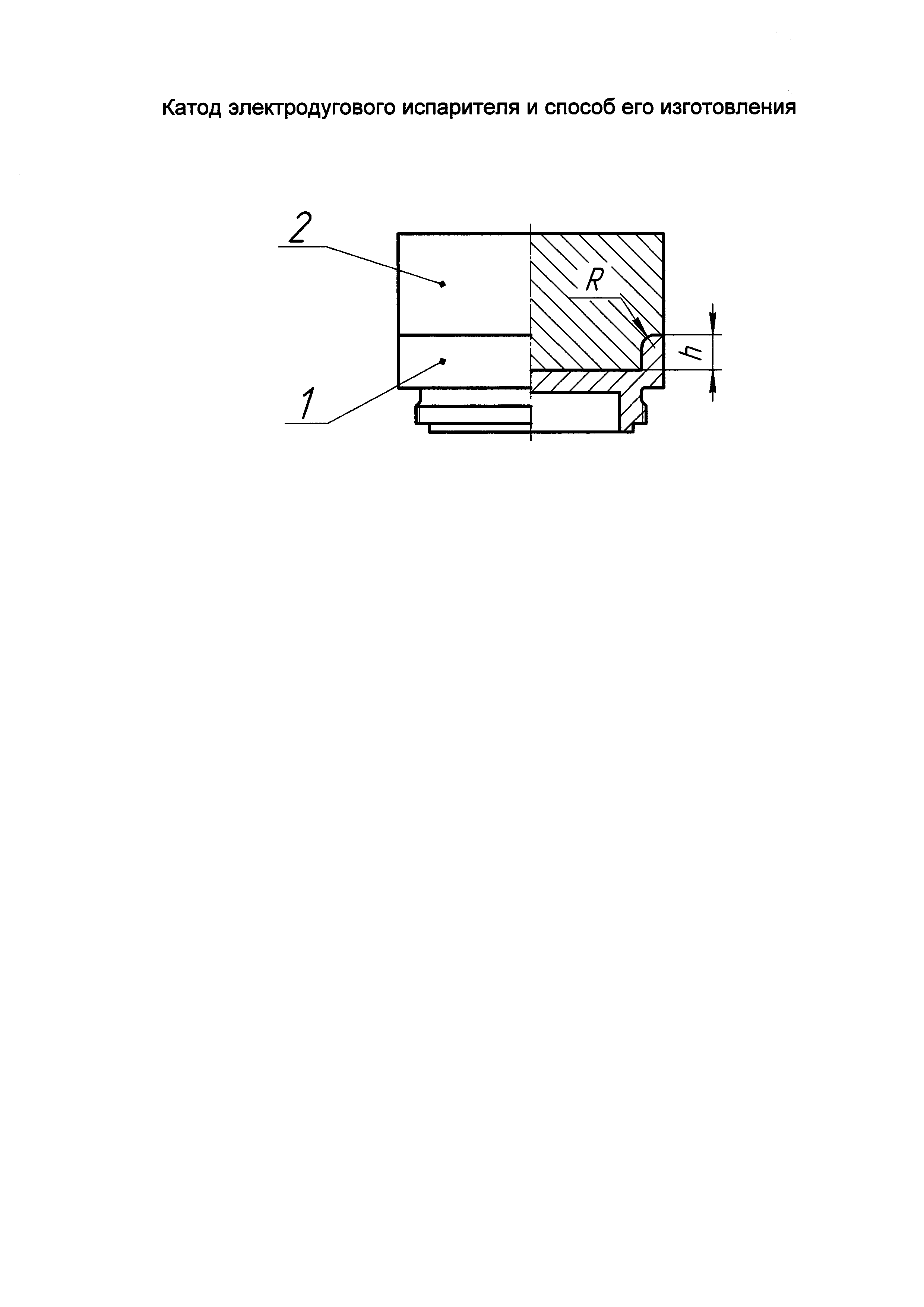
На чертеже схематично представлен катод электродугового испарителя. Он состоит из титанового катододержателя 1 и расходуемой части катода 2.
В своем конструктивном исполнении катододержатель имеет внутреннюю цилиндрическую полость глубиной h для заливки расходуемой части катода при его изготовлении.
В связи с тем, что сплавление исходных компонентов в воздушной среде невозможно вследствие их активного взаимодействия с кислородом воздуха с последующим образованием тугоплавких оксидов, предлагается использовать электродуговой переплав в среде защитного газа аргона с использованием неплавящегося вольфрамового электрода. Такой метод позволяет также значительно интенсифицировать процесс сплавления и перемешивания исходных компонентов, так как для нагрева используется высокотемпературная электрическая дуга (температура дуги достигает нескольких тысяч градусов Цельсия, что значительно выше, чем при использовании печного вакуумного нагрева). Для реализации этого метода первоначально изготавливают присадочный материал в виде цилиндрических прутков длиной 500-600 мм и диаметром 15-20 мм, состоящих из тонкостенной оболочки, выполненной в зависимости от химического состава получаемого сплава из алюминиевой или титановой фольги, и находящейся внутри нее шихты, состоящей из компонентов, подлежащих переплавке. В качестве компонентов шихты для получения сплавов использовался алюминий марки ХЧ в виде гранул размером 5-10 мм и титан марки ВТ1-0 в виде кусочков ленты размером 10×20 мм.
Переплавку полученного таким образом присадочного материала осуществляли на установке аргонодуговой сварки AWI TIG 500 неплавящимся вольфрамовым электродом при токе 350-400 А и подачей аргона 18-20 л/мин. После такой переплавки получали слитки массой 40-70 г.
Полученные слитки подвергались повторной переплавке в индукционной тигельной печи. В качестве материала тигеля использовался графит. Плавка осуществлялась на воздухе. После расплавления и перегрева сплава выше температуры его плавления на 60…70°С он заливался в катододержатель, помещенный в огнеупорную форму. После остывания полученная заготовка извлекалась из формы и подвергалась механической обработке (шлифованию) для придания катоду окончательной формы.
При таком способе изготовления катода электродугового испарителя крепление катододержателя 1 и расходуемой части катода 2 осуществляется за счет образующейся в процессе охлаждения посадки с натягом вследствие разности коэффициентов термического расширения материалов катододержателя - титана и расходуемой части катода - сплава титана и алюминия при их соотношении, мас.%: титан 30-70, алюминий 30-70. Причем для рассматриваемого состава сплава коэффициент термического расширения меньше коэффициента термического расширения титана. Такое условие может не выполняться для других, отличных от заявленного состава, сплавов, что приведет к невозможности изготовления такой конструкции катода электродугового испарителя.
Для крепления расходуемой части катода 2 к катододержателю 1 в последнем при его изготовлении растачивалась цилиндрическая полость глубиной h=5-6 мм. При этом радиус скругления буртика R имел размер не менее 3 мм.
Получение полости большей глубины приводит к уменьшению высоты расходуемой части катода, что приводит к сокращению его срока службы.
При получении полости меньшей глубины в ряде случаев изготовления катода наблюдалось появление трещин и разрушение расходуемой части катода в месте его крепления к катододержателю.
Такое же разрушение расходуемой части катода с образованием трещин наблюдалось и при уменьшении радиуса скругления буртика R менее 3 мм в связи с концентрацией напряжений в этой области.
Таким образом, глубина цилиндрической полости h=5-6 мм при радиусе скругления буртика R не менее 3 мм является необходимым и достаточным условием для данного способа изготовления катода электродугового испарителя.
Готовый катод устанавливали в вакуумно-дуговой испаритель установки «Булат-6» и наносили покрытия на многогранные неперетачиваемые пластины из твердого сплава М8. Период стойкости режущих пластин с покрытиями, нанесенными с использованием катода данной конструкции, не уступает периоду стойкости режущего инструмента с покрытиями, наносимыми при распылении катодов, изготовленных по известному способу.
Таким образом, предлагаемое изобретение позволяет упростить способ изготовления катода электродугового испарителя, содержащего расходуемую часть из сплавов титана и алюминия.
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Ограждение автомобильной дороги
Антитравматические качели
Антитравматические качели
Способ работы открытой системы теплоносителя
Способ получения многослойного покрытия для режущего инструмента
Седельно-сцепное устройство автопоезда
Устройство сравнения двоичных чисел
Устройство для управления электрическим режимом дуговой сталеплавильной печи
Способ получения объемных сложнопрофильных наноструктурных конструкционных и функциональных материалов
Устройство для удаления сосулек
Устройство для сброса сосулек, наледи и снега со свеса кровли
Способ работы тепловой электрической станции
Устройство для включения вентилятора
Торсион для подрессоривания транспортного средства
Контактный теплоутилизатор
Градирня

