Результат интеллектуальной деятельности: ОБЖИМАЮЩЕ-ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ВОЛОКНИСТОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к области изготовления направляющей лопатки газотурбинного двигателя из композитного материала. Предпочтительной областью применения изобретения является выходной направляющий аппарат (ВНА) компрессора низкого давления авиационного газотурбинного двигателя.
Изготовленная обычным способом из композитного материала направляющая лопатка газотурбинного двигателя выполнена из волокнистой заготовки (полученной путем трехмерного плетения или путем вакуумного формования двумерной ткани), при этом заготовку помещают в обжимающе-литьевую пресс-форму, имеющую внутреннюю выемку, форма и размеры которой соответствуют форме и размерам готовой формованной детали. После герметичного закрытия пресс-формы через выемку инжектируют термореактивную смолу для обеспечения пропитки заготовки, и узел нагревают для полимеризации смолы. После этого этапа полимеризации пресс-форму открывают и извлекают из нее готовую формованную деталь, которая образует направляющую лопатку требуемой формы и размеров для использования.
Создание обжимающе-литьевой пресс-формы для этого типа производства должно соответствовать определенному ряду ограничений. Во-первых, когда пресс-форма закрыта, она должна быть совершенно герметичной для инжектируемой смолы. Во-вторых, волокнистая заготовка, помещаемая внутрь пресс-формы, должна быть достаточно и нормально обжата (подпрессована) для обеспечения конечного содержания волокон в получаемой детали. Известно, что во время изготовления волокнистой заготовки плетение приводит к удлинению волокон и создает дополнительную толщину в заготовке, которая должна быть устранена.
Были внесены предложения по обжимающе-литьевой пресс-форме (инжекционной пресс-форме), которые удовлетворяют таким ограничениям. Например, известна пресс-форма, которая выполнена из множества участков, собираемых и удерживаемых вместе посредством болтов, при этом каждый участок формы после скрепления болтами создает усилие на одной из поверхностей волокнистой заготовки. Тем не менее, направляющая лопатка газотурбинного двигателя имеет геометрически довольно сложную форму, при этом изготовление такой формы для детали данного типа требует большого числа элементов, которые на практике сложно собрать вместе, равно как и обеспечить хорошую герметичность.
Известна другая обжимающе-литьевая пресс-форма, в которой укупоривание достигается посредством пресса, создающего усилие в одном направлении, со стойками отклонения усилия, соединенными с подвижными участками пресс-формы, служащими для осуществления обжимающих усилий в различных других направлениях. Тем не менее, усилия, необходимые для обжимания детали, например, направляющей лопатки газотурбинного двигателя, приводят к появлению сложных и не очень надежных пресс-форм.
ЗАДАЧА И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, основной задачей настоящего изобретения является устранение этих недостатков, для чего предложена обжимающе-литьевая пресс-форма, которая проста в эксплуатации, обеспечивает хорошее обжатие различных лицевых поверхностей детали, геометрически так же сложна, как и направляющая лопатка газотурбинного двигателя, и которая надежно герметизирована от протечек смолы.
В соответствии с изобретением эта задача достигается с помощью обжимающе-литьевой пресс-формы, содержащей оболочку, образующую желоб, который должен вместить в себя волокнистую заготовку и который закрыт, по существу, плоскими нижней и верхней крышками, обжимающие (подпрессовывающие) блоки, расположенные внутри желоба, каждый из которых имеет поверхность, нормально прижатую к поверхности обжимаемой волокнистой заготовки, а также закрывающие блоки, расположенные внутри желоба, причем каждый закрывающий блок имеет поверхность, нормально прижатую к поверхности обжимающего блока, и не имеет поверхности, находящейся в контакте с волокнистой заготовкой.
Обжимающие блоки пресс-формы согласно изобретению нормально прижаты (т.е. в направлении, которое, по существу, перпендикулярно) ко всем поверхностям волокнистой заготовки. Другими словами, каждая поверхность обжимаемой волокнистой заготовки сопряжена с обжимающим блоком, который нормально прижат к ней. Между обжимающими блоками и боковыми стенками желоба расположены закрывающие блоки, чтобы удерживать обжимающие блоки прижатыми к различным поверхностям волокнистой заготовки. Нижняя и верхняя крышки служат для закрытия узла и обеспечения хорошей герметизации от смолы (между двумя плоскими поверхностями), и они также облегчают последующую расформовку узла.
Разделение функций обжимающих блоков и закрывающих блоков, таким образом, служит для облегчения изготовления пресс-формы, особенно с учетом конкретной геометрической формы волокнистой заготовки для производства направляющей лопатки газотурбинного двигателя.
Предпочтительно, что обжимающие блоки и закрывающие блоки имеют коэффициент теплового расширения, который больше, чем у желоба и крышек. Наличие разницы теплового расширения обеспечивает закрытие обжимающей пресс-формы в ее холодном состоянии без полного обжатия волокнистой заготовки, при этом окончательное обжатие происходит, когда пресс-форма нагревается во время этапа полимеризации смолы.
Желоб может включать в себя боковые стенки с внутренними поверхностями, которые заметно наклонены относительно плоскости, обычной для нижней и верхней крышки. Этот наклон облегчает укладку закрывающих блоков на место между боковыми стенками желоба и некоторыми обжимающими блоками.
Кроме того, когда волокнистая заготовка предназначена для изготовления лопатки газотурбинного двигателя, пресс-форма может содержать первый обжимающий блок, имеющий поверхность для нормального прижимания к поверхности волокнистой заготовки, образующей вогнутую сторону (корытце) пера лопатки, второй обжимающий блок, имеющий поверхность для нормального прижимания к поверхности волокнистой заготовки, образующей выпуклую сторону (спинку) пера лопатки, третий обжимающий блок, имеющий поверхность для нормального прижимания к поверхности волокнистой заготовки, образующей верхнюю полку лопатки, четвертый обжимающий блок, имеющий поверхность, нормально прижатую к поверхности волокнистой заготовки, образующей нижнюю полку лопатки, а также пятый и шестой обжимающие блоки, имеющие поверхности для нормального прижимания к соответствующим поверхностям волокнистой заготовки, образующим верхние и нижние по потоку фланцы лопатки.
В этих обстоятельствах по меньшей мере один из обжимающих блоков может быть выполнен по меньшей мере из двух отдельных участков для облегчения его извлечения из формы.
В этих же обстоятельствах пресс-форма может содержать первый закрывающий блок, имеющий поверхность, нормально прижатую к поверхности третьего обжимающего блока, удаленную от его поверхности, прижатую к поверхности волокнистой заготовки, образующей верхнюю полку лопатки, второй закрывающий блок, имеющий поверхность, нормально прижатую к поверхности четвертого обжимающего блока, удаленную от его поверхности, прижатую к поверхности волокнистой заготовки, образующей нижнюю полку лопатки, а также третий и четвертый закрывающие блоки, имеющие поверхности, нормально прижатые к соответствующим поверхностям пятого и шестого обжимающих блоков, удаленным от их поверхностей, прижатых к поверхностям волокнистой заготовки, образующим верхние и нижние по потоку фланцы лопатки.
Данное изобретение обеспечивает также способ сборки обжимающе-литьевой пресс-формы, как указано выше, при этом способ содержит последовательные нижеследующие этапы: герметичную установку нижней крышки на желоб; размещение волокнистой заготовки, предназначенной для использования при изготовлении детали турбомашины вместе с обжимающими блоками внутри желоба; размещение закрывающих блоков внутри желоба, а также герметичную установку верхней крышки на желоб.
Предпочтительно внутри желоба перед размещением закрывающих блоков располагают прижимные устройства для приложения нормальных усилий к обжимающим блокам. Эти устройства, которые удаляют непосредственно перед установкой закрывающих блоков на место, служат для содействия обжатию волокнистой заготовки.
Сходным образом перед установкой верхней крышки на желоб на некоторых обжимающих блоках размещают держатели стержней, что также содействует обжатию волокнистой заготовки до того, как пресс-форма будет полностью закрыта.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие характеристики и преимущества настоящего изобретения станут понятны из нижеследующего описания со ссылками на прилагаемые чертежи, на которых показаны не имеющие ограничительного характера варианты осуществления. На фигурах:
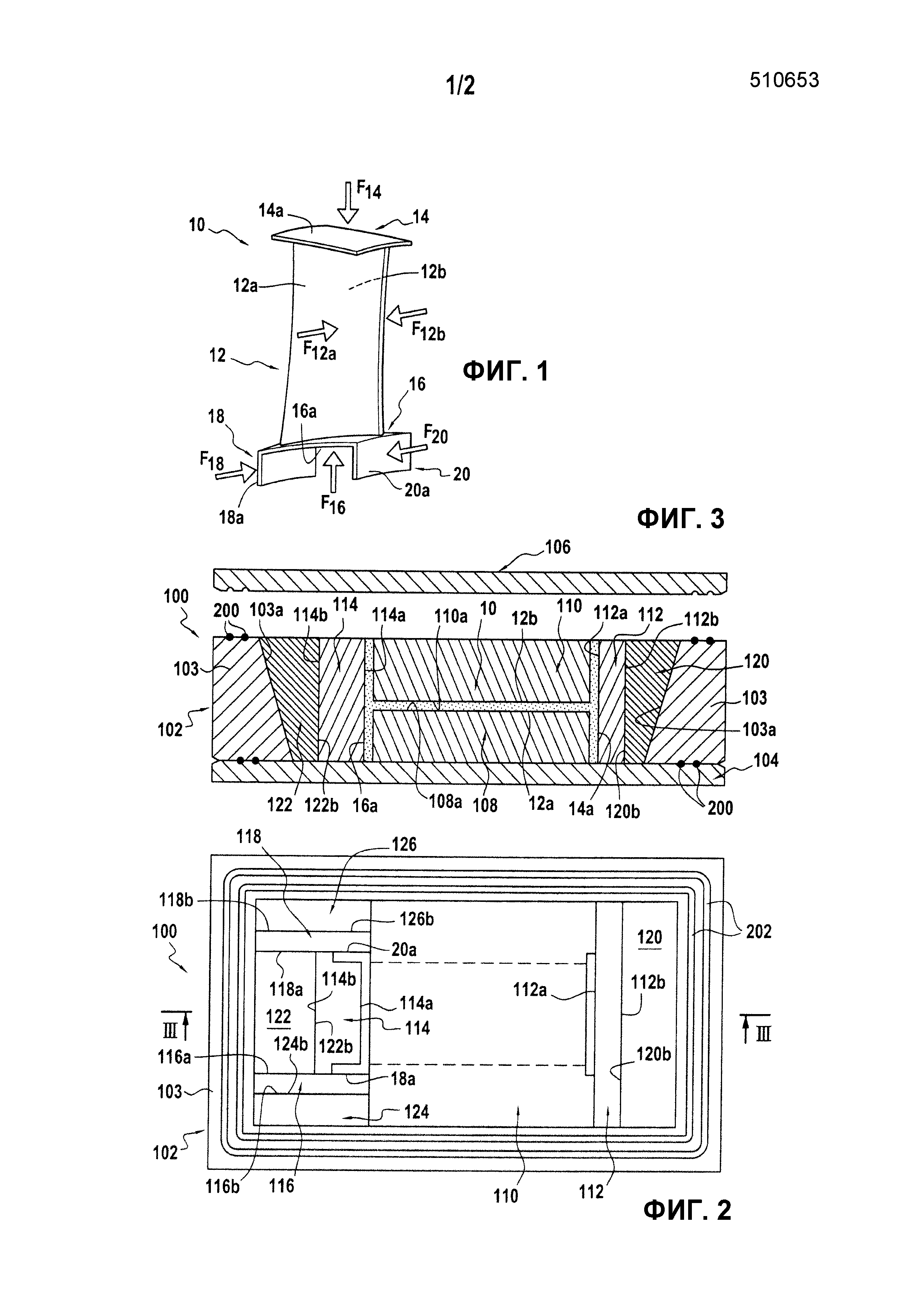
- фиг.1 представляет собой вид в перспективе волокнистой заготовки для использования при изготовлении направляющей лопатки газотурбинного двигателя;
- фиг.2 и 3 представляют собой соответственно вид сверху и вид в разрезе обжимающе-литьевой формы согласно изобретению для размещения в ней волокнистой заготовки с фиг.1, а также
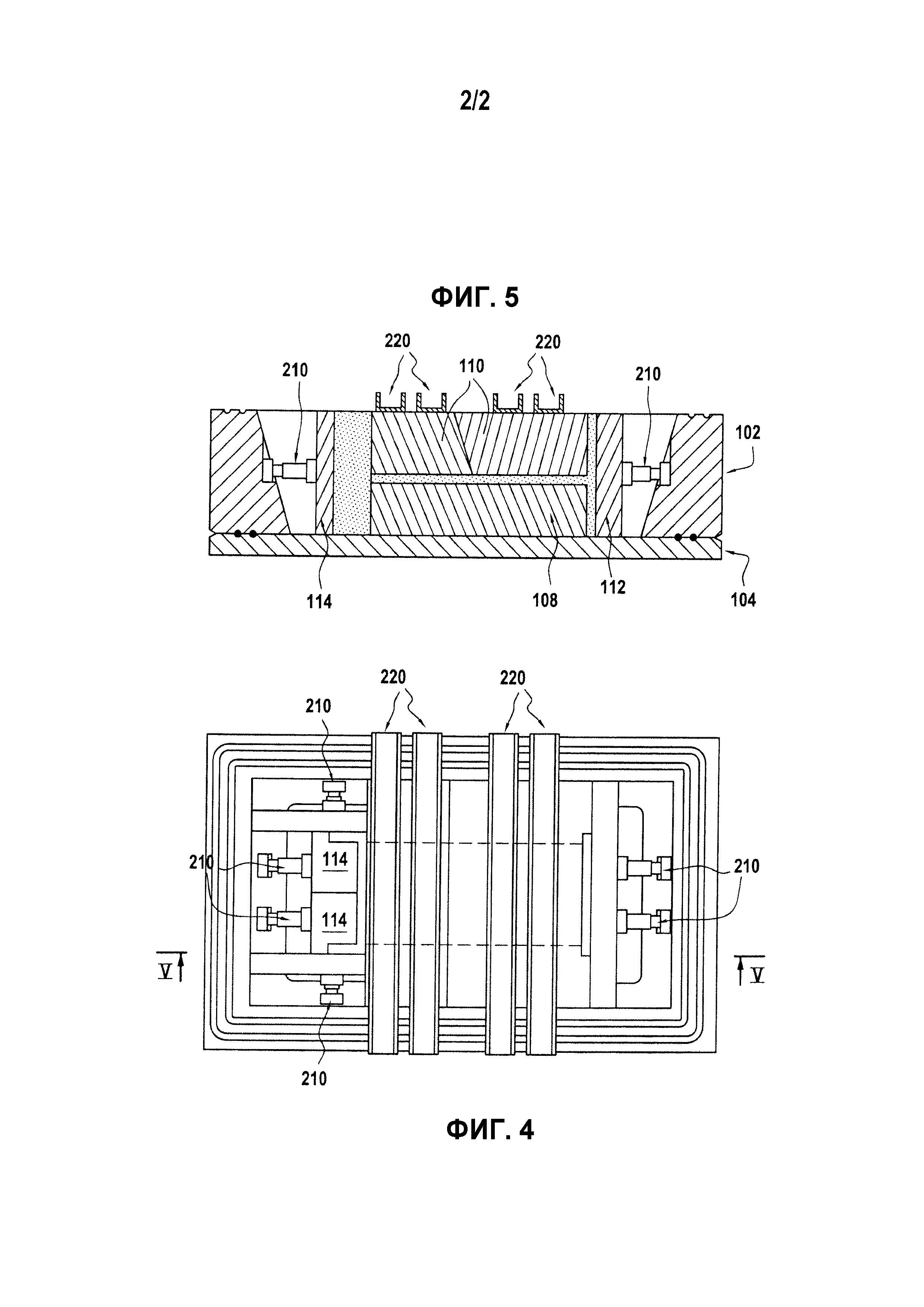
- фиг.4 и 5 представляют собой соответственно вид в плане и вид в разрезе обжимающе-литьевой формы согласно варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Изобретение применимо к волокнистым заготовкам для использования при изготовлении различных деталей газотурбинного двигателя из композитного материала, например волокнистой заготовки для использования в создании выходной направляющей лопатки (ВНЛ) компрессора низкого давления авиационного газотурбинного двигателя, такой, как показана на фиг.1.
Известным образом волокнистая заготовка 10 такой лопатки имеет участок 12, образующий перо, при этом участок 14 составляет верхнюю полку, которая образована на радиально наружном конце пера, участок 16 составляет нижнюю полку, которая образована на радиально внутреннем конце пера, участок 18 образует верхний по потоку фланец, пролегающий выше по потоку от нижней полки, а участок 20 образует нижний по потоку фланец, пролегающий ниже по потоку от нижней полки.
Эти различные участки заготовки вместе образуют шесть поверхностей, которые должны быть обжаты внутри пресс-формы до впрыска смолы, а именно: поверхности корытца и спинки 12а и 12b участка 12, образующие перо, внешняя поверхность 14а участка 14, образующая верхнюю полку, а также внутренняя поверхность 16а участка 16, образующая нижнюю полку, а также верхние и нижние по потоку боковые поверхности 18а и 20а участков 18 и 20, образующие верхние и нижние по потоку фланцы.
Более конкретно, усилия, приложенные внутрь обжимающей пресс-формы, должны быть ориентированы по обычным направлениям к этим поверхностям. Для сведения они представлены на фиг.1 шестью соответствующими стрелками F12a, F12b, F14, F16, F18, F20.
Подробно описанная выше волокнистая заготовка 10 может быть получена непосредственно путем трехмерного плетения нитей (например, из углеродных волокон) или путем драпировки двухмерной волокнистой ткани. После изготовления заготовки ее помещают внутрь обжимающе-литьевой пресс-формы, как описано ниже. После этого впрыскивают термореактивную смолу (например, из группы эпоксидных или группы бисмалеимидов) во внутреннюю часть пресс-формы для того, чтобы пропитать заготовку, а узел нагревают для полимеризации смолы. После этого этапа полимеризации пресс-форму открывают и готовая формованная деталь, которую извлекают из нее, образует выходную направляющую лопатку для компрессора низкого давления, при этом лопатка имеет форму и размеры, необходимые для использования.
Вариант осуществления обжимающе-литьевой пресс-формы согласно изобретению схематически показан на фиг.2 и 3. Каналы подачи смолы внутрь пресс-формы для ясности не показаны.
Обжимающе-литьевая пресс-форма 100 содержит различные собранные вместе участки, в частности желобообразующую оболочку 102, нижнюю крышку 104, верхнюю крышку 106, обжимающие блоки 108-118, а также закрывающие блоки 120-126.
Желоб 102 имеет, по существу, прямоугольную форму с боковыми стенками 103. В сочетании с нижней крышкой 104, на которой он герметично смонтирован, он образует контейнер, который вмещает в себя волокнистую заготовку 10 и различные обжимающие и закрывающие блоки. Верхняя крышка 106 смонтирована на боковых стенках 103 желоба для герметичного закрытия пресс-формы.
В этом варианте осуществления имеется шесть обжимающих блоков и каждый из них, когда находится внутри пресс-формы, оказывает обжимающее усилие на одну из поверхностей для обжатия 12а-20а волокнистой заготовки 10 в различных направлениях, показано стрелками F12a-F20 на фиг.1.
Более конкретно, первый обжимающий блок 108 имеет поверхность 108а, которая упирается в поверхность 12а корытца участка заготовки, образующую перо, в то время как второй обжимающий блок 110 имеет поверхность 110а, которая прижимается к поверхности 12b участка заготовки, образующей спинку пера.
Третий обжимающий блок 112 имеет поверхность 112а, прижатую к поверхности 14а участка волокнистой заготовки, образующей верхнюю полку. Аналогичным образом четвертый обжимающий блок 114 имеет поверхность 114а, которая прижата к поверхности 16а участка заготовки, образующей нижнюю полку.
Наконец, пятый и шестой обжимающие блоки 116 и 118 имеют соответствующие поверхности 116a и 118a, которые прижаты к поверхностям 18а и 20а соответствующих участков заготовки, образующим верхние и нижние по потоку фланцы.
В результате множество поверхностей 12а-20а для обжатия волокнистой заготовки 10 может быть сжато путем приложения тягового усилия к этим обжимающим блокам по направлениям, которые, по существу, перпендикулярны упомянутым поверхностям.
Существуют четыре закрывающих блока 120-126 в этом варианте осуществления, и они служат для прижимания обжимающих блоков к различным поверхностям обжимаемой волокнистой заготовки. Эти закрывающие блоки расположены между боковыми стенками 103 желоба и обжимающими блоками. Таким образом, когда они находятся на месте внутри пресс-формы, они не имеют поверхностей, контактирующих с волокнистой заготовкой.
Таким образом, первый закрывающий блок 120 имеет поверхность 120b, нормально прижатую к поверхности 112b третьего обжимающего блока 112, которая противоположна поверхности 112а. Закрывающий второй блок 122 обладает поверхностью 122b, нормально прижатой к поверхности 114b четвертого обжимающего блока 114, удаленной от его поверхности 114а. Наконец, третий и четвертый закрывающие блоки 124 и 126 имеют соответствующие поверхности 124b и 126b, нормально прижатые к соответствующим поверхностям 116b и 118b пятого и шестого обжимающих блоков 116 и 118, удаленным от их поверхностей 116а и 118а.
Такая пресс-форма может быть собрана в следующем порядке. Первоначально желоб 102 герметично устанавливают на нижней крышке 104, например, посредством прокладок 200, которые устанавливают в окружные канавки 202, образованные вокруг желоба. Затем первые обжимающие блоки 108 помещают внутрь желоба, по существу, в его центре. Затем волокнистую заготовку 10 помещают внутрь желоба, при этом его участок, образующий перо, опирается поверхностью 12а своего корытца на поверхность 108а первого обжимающего блока. После этого другие обжимающие блоки 110-118 размещают один за другим внутри желоба таким образом, чтобы их соответствующие прижимающие поверхности надавливали на обжимаемые поверхности волокнистой заготовки.
После надлежащего размещения обжимающих блоков, в свою очередь, закрывающие блоки размещают в желобе между боковыми стенками 103 желоба и обжимающими блоками. Верхнюю крышку 106 пресс-формы затем собирают на желобе для герметичного закрытия пресс-формы, например посредством прокладок 200, установленных в пазах 202. Затем пресс-форма может быть соединена с контуром подачи смолы для впрыска смолы. После выполнения этапов впрыска и полимеризации, пресс-форму вновь открывают и извлекают оттуда готовую деталь, образующую лопатку, имеющую конечные формы и размеры.
Различные предпочтительные характеристики обжимающе-литьевой формы согласно изобретению описаны ниже.
В предпочтительном варианте осуществления изобретения, обжимающие блоки 108 и 118 и закрывающие блоки 120-126 имеют коэффициент теплового расширения, который больше, чем коэффициент теплового расширения желоба 102 и крышек 104, 106. В результате пресс-форма может быть закрыта холодной без полного обжатия волокнистой заготовки, при этом окончательное обжатие происходит при нагревании пресс-формы во время этапа полимеризации смолы.
Таким образом, можно выбрать материалы, имеющие низкий коэффициент теплового расширения для желоба и крышек (например, сталь, инвар или композит), а также материалы, имеющие большой коэффициент теплового расширения для обжимающих блоков и закрывающих блоков (например, алюминий или силикон).
Как показано на фиг.3, нижние поверхности 103а боковых стенок 103 желоба могут быть наклонены относительно плоскости, обычной к нижней и верхней крышкам формы, чтобы облегчить вставку закрывающих блоков в пресс-форму, а также облегчить их извлечение оттуда при расформовке.
В варианте осуществления с фиг.4 и 5, и второй обжимающий блок 110, и четвертый обжимающий блок 114 соответственно выполнены из двух отдельных частей, что делает их более удобными для расформовки.
Также в данном варианте осуществления перед размещением закрывающих блоков предусмотрено размещение прижимных устройств 210 внутри желоба для приложения заданных усилий к обжимающим блокам 108-118. Эти устройства 210 обеспечивают обжатие волокнистой заготовки в пресс-форме перед установкой закрывающих блоков на место (устройства удаляют непосредственно перед установкой на место закрывающих блоков).
Такие устройства, также называемые спредерами, представляют собой системы типа винт-гайка, один конец которых расположен в полостях, образованных в боковых стенках 103 желоба, а противоположный конец оказывает усилие на обжимающие блоки в направлении, по существу перпендикулярном к ним. В варианте осуществления на фиг.4 и 5 имеется шесть таких устройств.
Аналогичным образом, что также видно из фиг.4 и 5, держатель 220 стержней предпочтительно может быть расположен на некоторых обжимающих блоках 25 перед установкой верхней крышки на желоб, также с целью содействия обжатию волокнистой заготовки перед полным закрытием пресс-формы.
Такой держатель 220 стержней может представлять собой, например, балки двутаврового сечения из обычной стали, которые обычно используются в строительной промышленности. Они могут быть просто размещены на втором обжимающем блоке 110.
Способ ремонта механически обрабатываемых деталей, таких как лопатки турбомашин или лопатки моноблочного лопаточного диска
Компрессор турбореактивного двигателя
Устройство для охлаждения выемок роторного диска газотурбинного двигателя и газотурбинный двигатель
Сектор направляющего соплового аппарата турбины, способ изготовления сектора направляющего соплового аппарата турбины, газотурбинный двигатель
Узел вентиляторной лопатки с амортизатором, амортизатор вентиляторной лопатки и способ калибровки амортизатора
Компрессор для повторной закачки воздуха, турбомашина
Устройство детектирования разрушения вала турбомашины
Газотурбинный двигатель со средствами приведения в движение зубчатых передач блока вспомогательного оборудования и способ монтажа такого двигателя
Уплотнение кольца ротора в ступени турбины
Кольцевая камера сгорания газотурбинного двигателя
Способ ремонта механически обрабатываемых деталей, таких как лопатки турбомашин или лопатки моноблочного лопаточного диска
Компрессор турбореактивного двигателя
Устройство для охлаждения выемок роторного диска газотурбинного двигателя и газотурбинный двигатель
Сектор направляющего соплового аппарата турбины, способ изготовления сектора направляющего соплового аппарата турбины, газотурбинный двигатель
Узел вентиляторной лопатки с амортизатором, амортизатор вентиляторной лопатки и способ калибровки амортизатора
Компрессор для повторной закачки воздуха, турбомашина
Устройство детектирования разрушения вала турбомашины
Газотурбинный двигатель со средствами приведения в движение зубчатых передач блока вспомогательного оборудования и способ монтажа такого двигателя
Уплотнение кольца ротора в ступени турбины
Кольцевая камера сгорания газотурбинного двигателя

