Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретно к технологии производства холоднокатаного проката, предназначенного для изготовления упаковочной ленты.
Холоднокатаный прокат, предназначенный для изготовления упаковочной ленты, должен отвечать определенным требованиям по механическим свойствам (прочности и относительному удлинению). Для обеспечения необходимой затяжки ленты при упаковке прочность холоднокатаного проката должна быть в диапазоне от 850 до 1200 Н/мм2, а необходимое удлинение δ100 - не менее 4% (стремиться к 6%), причем свойства должны быть однородными и стабильными по длине полосы. При этом для упрочнения холоднокатаного проката структура должна оставаться феррито-цементитной с нерекристаллизованным ферритным зерном, полученным при холодной прокатке.
Известен способ производства холоднокатаной полосы из углеродистой стали, включающий нагрев сляба, горячую прокатку, охлаждение и смотку полосы в рулон, травление и холодную прокатку, согласно которому сляб нагревают до температуры 1260-1320°С, горячую прокатку завершают при температуре 820-880°С, охлаждение полосы ведут до температуры 550-590°С, а холодную прокатку осуществляют с суммарным обжатием 60-73%. Кроме того, сталь имеет следующий химический состав, мас.%:
|
Недостаток известного способа состоит в том, что он не обеспечивает требуемые свойства для упаковочной ленты в части относительного удлинения.
Наиболее близким аналогом к предлагаемому изобретению является способ производства холоднокатаного проката для упаковочной ленты, включающий горячую прокатку полосы из стали, ее смотку, травление, холодную прокатку и термическую обработку, согласно которому горячую прокатку ведут с суммарным относительным обжатием не менее 70%, температуру конца прокатки и смотки поддерживают в диапазонах 790-870°С и 540-620°С соответственно, холодную прокатку ведут с суммарным относительным обжатием 55-80%, термическую обработку осуществляют путем нагрева до температуры 360-450°С и выдержки при этой температуре в течение 10-30 ч, при этом обрабатывают полосу из стали следующего химического состава, мас.%:
|
Недостаток известного способа состоит в том, что он не обеспечивает требуемого уровня механических свойств, в части показателя предела прочности, что уменьшает выход годного.
Техническим результатом предлагаемого изобретения является повышение выхода годного холоднокатаного проката за счет обеспечения требуемого комплекса механических свойств, стабильных и однородных по длине полосы.
Технический результат достигается тем, что в предлагаемом способе производства холоднокатаного проката, включающем горячую прокатку полосы из стали, ее смотку, травление, холодную прокатку, термообработку, согласно изобретению, температуру раската перед чистовой группой клетей поддерживают в диапазоне 1050-1200°С, горячую прокатку ведут с суммарным относительным обжатием не менее 90%, температуры конца прокатки и смотки поддерживают в диапазонах 810-880°С и 480-570°С соответственно, холодную прокатку ведут с суммарным относительным обжатием не менее 62%, а обрабатывают полосу из стали следующего химического состава, мас.%:
|
при этом углеродный эквивалент стали Сэ≤0,50. Кроме того, в варианте реализации способа сталь содержит не более 0,0005% водорода и кислорода соответственно, прочностные характеристики обеспечиваются термообработкой за счет сохранения в прокате феррито-цементитной структуры с нерекристаллизованным ферритным зерном, при этом отношение σт/σв не менее 0,70.
Сущность изобретения заключается в следующем. На прочностные характеристики холоднокатаного проката влияют как химический состав стали, так и режимы горячей прокатки, деформации при холодной прокатке и получаемая микроструктура проката.
Углерод - один из упрочняющих элементов. При содержании углерода менее 0,04% механические свойства стали ниже допустимого уровня. Увеличение содержания углерода более 0,18% приводит к снижению пластичности стали, что недопустимо.
Кремний раскисляет и упрочняет сталь. Снижение содержания кремния менее 0,10% приводит к снижению прочностных свойств полосы. Увеличение содержания этого элемента более 0,35% приводит к потере пластичности, имеет место охрупчивание стали.
Марганец обеспечивает получение заданных механических свойств и связывает серу в сульфиды. При содержании марганца менее 1,10% прочность стали ниже допустимого уровня. Увеличение содержания марганца более 1,60% приводит к ухудшению пластичности стали.
Алюминий введен в сталь как раскислитель. При содержании алюминия менее 0,01% снижается пластичность стали, сталь становится склонной к старению. Увеличение содержания алюминия более 0,08% приводит к ухудшению комплекса механических свойств.
Содержание азота более 0,010%, фосфора более 0,025%, серы более 0,025% приводит к ухудшению комплекса механических свойств.
Хром, никель, медь упрочняют сталь, содержание более 0,10% каждого приводит к снижению пластичности стали ниже допустимого уровня. При содержании каждого менее 0,001% возникает необходимость применения особо чистых материалов при выплавке, что приводит к повышению себестоимости стали.
Титан, молибден стабилизируют и упрочняют сталь. Содержание титана выше 0,05% и молибдена выше 0,08% приводит к повышению себестоимости стали. Снижение содержания каждого менее 0,001% приводит к ухудшению комплекса механических свойств.
Ниобий, ванадий образуют мелкодисперсные частицы (карбонитриды), которые измельчают зерно и упрочняют сталь. Содержание более 0,08% каждого приводит к хладноломкости стали ниже допустимого уровня. При снижении содержания каждого менее 0,001% возникает необходимость применения особочистых материалов при выплавке, что приводит к повышению себестоимости стали.
Олово имеет склонность сегрегировать к границам зерен, при содержании более 0,015% может вызывать отпускную хрупкость в стали, что может приводить к снижению пластичности и разрыву ленты.
Сочетание предложенного химического состава стали обеспечивает углеродный эквивалент стали Сэ≤0,50, выраженный в виде приведения к содержанию углерода концентраций V, Cr, Mn, Si и других элементов и определяемый по формуле:

где С, Mn, Si, Cr, Ni, Cu, V, Р - массовые доли углерода, марганца, кремния, хрома, никеля, меди, ванадия и фосфора в стали, %.
В стали с Сэ≤0,50 обеспечивается формирование оптимальных структурных составляющих фаз и однородной микроструктуры, необходимых для получения высоких прочностных и пластических свойств. Повышение Сэ>0,50 приводит к снижению пластических свойств.
Регламентированная температура раската перед чистовой группой клетей в диапазоне 1050-1200°С приводит к обеспечению заданной температуры конца прокатки Ткп=810-880°С и полному выделению мелкодисперсных частиц, которые дополнительно упрочняют сталь.
Горячая прокатка полос с суммарным относительным обжатием не менее 90% позволяет получить толщину полосы менее 3,5 мм и обеспечить суммарное обжатие при холодной прокатке не менее 62% для получения требуемого сочетания показателей прочности и пластичности в холоднокатаном прокате.
Горячая прокатка с температурами конца прокатки 810-880°С и смотки 480-570°С обеспечивает получение однородных механических свойств по длине полосы. Окончание горячей прокатки полос при температуре ниже 810°С, в двухфазной области, приводит к значительной разнозернистости структуры, что влечет за собой нестабильность механических свойств в горячекатаном, а затем и в холоднокатаном состоянии. Повышение температуры конца горячей прокатки свыше 880°С приводит к укрупнению зерна и понижению прочностных свойств горячекатаного проката. Смотка полос ниже 480°С очень сильно повышает прочность стали, однако значительно снижает пластичность. При температуре смотки выше 570°С пластичность стали повышается, однако это приводит к снижению ее прочности ниже допустимого уровня.
Холодная прокатка с суммарным обжатием менее 62% требует уменьшения толщины горячекатаного подката, что приводит к снижению наклепа при холодной деформации, снижению прочностных характеристик, недостаточной деформации структуры и нестабильности механических свойств по длине полосы.
Кроме того, кислород в стали может образовывать с входящими в нее элементами химические соединения, приводящие к образованию неметаллических включений. При содержании кислорода более 0,0005% повышается склонность металла к хрупкости.
Водород в стали может проникать в пустоты и дефекты металла и приводить к наводораживанию стали. При содержании водорода более 0,0005% снижается пластичность стали и возникает водородная хрупкость.
Для повышения пластичности проката проводят окончательную термообработку таким образом, что в результате термообработки сохраняется феррито-цементитная структура с нерекристаллизованным ферритным зерном. Это позволяет обеспечить отношение предела текучести к пределу прочности σт/σв не менее 0,70. Отношение σт/σв показывает чувствительность материала к действию статических нагрузок. Обеспечение его не менее 0,70 свидетельствует о приближении предела текучести к пределу прочности и характеризует сталь как высокопрочную [3], имеющую запас прочности, необходимый для безопасной работы материала.
Пример реализации способа
В кислородном конвертере выплавили 6 плавок стали, химический состав которых приведен в таблице 1. Выплавленную сталь разливали на машине непрерывного литья в слябы толщиной 250 мм. Слябы нагревали в нагревательной печи с шагающими балками и прокатывали на непрерывном широкополосном стане 2000 в полосы толщиной 3,0 мм.
Суммарное относительное обжатие при этом составляет:

Горячекатаные полосы на отводящем рольганге охлаждали водой и сматывали в рулон. Охлажденные рулоны подвергали солянокислотному травлению в непрерывном травильном агрегате. Затем травленые полосы прокатывали на 5-ти клетевом стане до конечной толщины 1,0 мм с суммарным относительным обжатием, составляющим:

Холоднокатаные рулоны подвергали термической обработке в колпаковых печах. После всех операций отбирали пробы и проводили испытания для определения механических свойств и структуры проката. Холоднокатаный прокат в виде рулонов отгружали потребителям для дальнейшей переработки (резке, нанесению покрытия и др.). В таблице 2 приведены технологические параметры и механические свойства предложенного способа (варианты №2-4), способа при запредельных значениях заявленных параметров (варианты №1 и 5) и способа-прототипа (вариант №6).
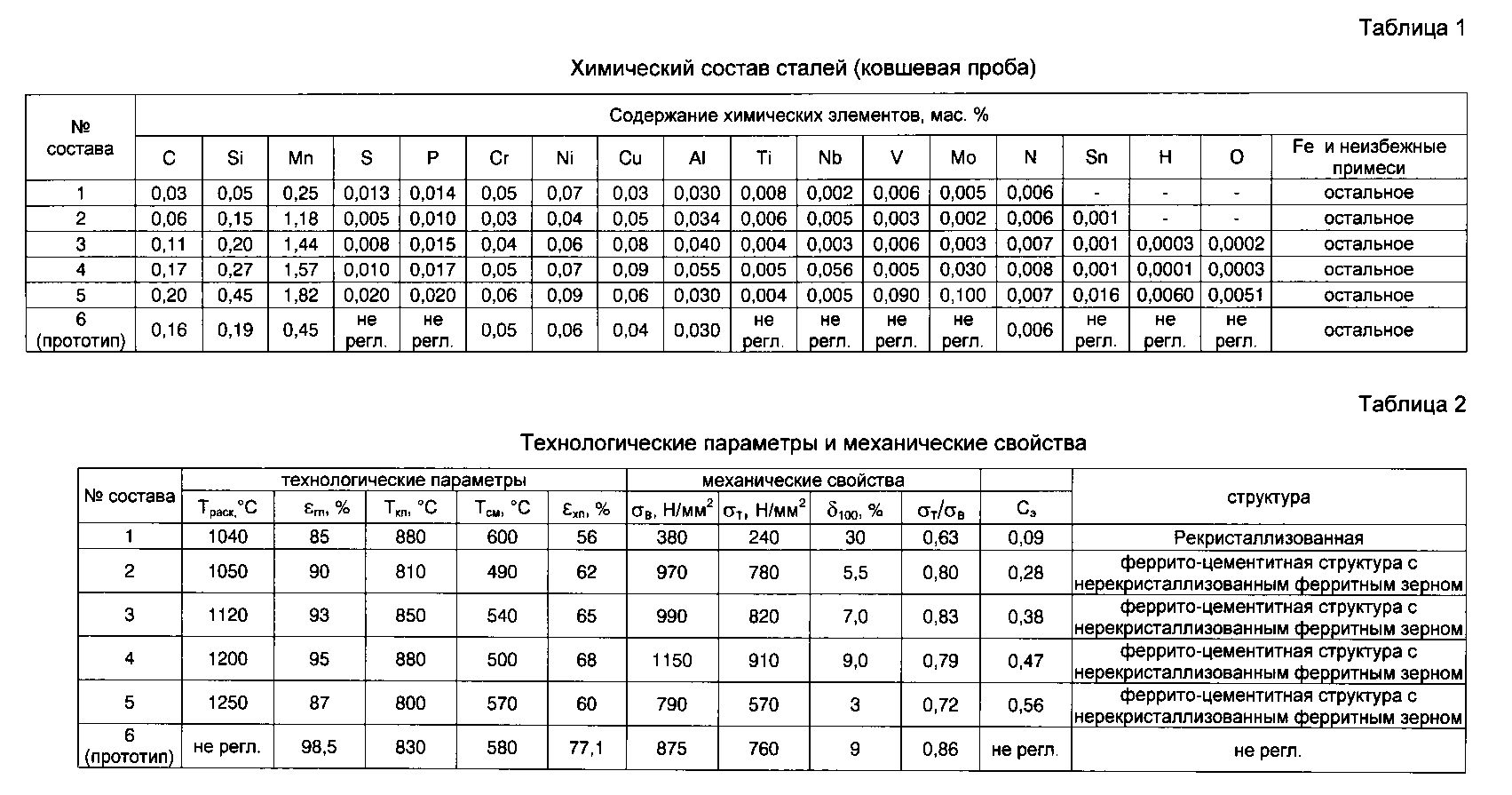
Из таблиц 1, 2 видно, что при реализации предложенного способа (варианты №2-№4) достигается увеличение выхода годного за счет повышения комплекса механических свойств, стабильных и однородных по длине полосы.
В случае запредельных значений заявленных параметров (варианты №1 и №5), а также при реализации известного способа (вариант №6) достигнут более низкий уровень механических свойств.
Литературные источники
1. Патент Российской Федерации №2203965, МПК С21D 8/02, С22С 38/04, 2003 г.
2. Патент Российской Федерации №2499640, МПК C21D 8/02, С22С 38/04, 2013 г.
3. Металлические конструкции. Общий курс. Учебник для Вузов/Е.И. Беленя и др. М.: Стройиздат, 1986 г., 560 с.
Способ производства штрипсов из низколегированной стали
Способ производства низколегированных рулонных полос с повышенной коррозионной стойкостью
Способ производства горячекатаного проката из конструкционной стали
Способ производства горячекатаного проката из конструкционной стали
Способ производства низкоуглеродистой стали с повышенной коррозионной стойкостью
Способ производства коррозионностойкого проката из низколегированной стали
Способ производства особонизкоуглеродистой стали
Газогорелочное устройство
Конструкционная криогенная сталь и способ ее получения
Способ установки теплоизолирующей вставки в дутьевой канал воздушной фурмы доменной печи
Способ производства холоднокатаного проката
Способ производства горячеоцинкованной полосы (варианты)
Способ отжига в колпаковой печи
Способ производства горячекатаного проката
Сталь и изделие, выполненное из нее
Способ изготовления активной массы катода литиевого источника тока
Стальной прокат повышенной коррозионной стойкости и изделие, выполненное из него
Способ производства горячекатаного проката повышенной прочности
Способ производства тонких холоднокатаных полос для нанесения полимерного покрытия
Способ производства толстолистового высокопрочного износостойкого проката (варианты)

