Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АРМИРОВАННОГО ПОЛИМЕРНОГО ПРЕСС-МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к способу и оборудованию для изготовления гранул армированного полимерного пресс-материала, используемого при производстве методами литьевого прессования, литья под давлением, а также прямого прессования изделий конструкционного назначения для аэрокосмической, автомобильной, судостроительной и других областей техники.
В промышленности при получении готовых изделий с заданными размерами, физико-механическими параметрами и высокими эксплуатационными характеристиками методами литьевого прессования, литья под давлением, а также прямого прессования используют пресс-материалы в виде гранул из композиционных материалов, которые могут быть изготовлены из непрерывных армирующих нитей, состоящих из множества элементарных волокон, посредством их пропитки связующим и рубки на отрезки заданной длины.
Известен способ изготовления гранул армированного полимерного пресс-материала, характеризующийся тем, что множество непрерывных нитей пропитывают связующим, после чего с них удаляют излишне нанесенное связующее, осуществляют их термообработку и рубку на отрезки заданной длины (WO 2009045190 A1, В29В 15/12, 2009). Данный способ принят в качестве прототипа.
Также известна установка для изготовления гранул армированного полимерного пресс-материала, содержащая последовательно расположенные узел смотки множества непрерывных нитей, ванну со связующим, узел удаления излишне нанесенного связующего, узел термообработки, узел протягивания множества непрерывных нитей и узел их рубки на отрезки заданной длины (WO 2009045190 A1, В29В 15/12, 2009). Данная установка принята в качестве прототипа.
Недостатками описанных выше способа изготовления гранул армированного полимерного пресс-материала и установки для его осуществления являются следующие. После пропитки множества непрерывных нитей связующим необходимо удалить с них излишне нанесенное связующее. Для этого множество непрерывных нитей пропускают через узел удаления излишне нанесенного связующего, который выполнен в виде множества фильер по количеству непрерывных нитей. Каждая из фильер для прохождения соответствующей непрерывной нити имеет сквозное отверстие очень маленького диаметра, на входе в которое происходит накапливание пропитанных связующим различных твердых частиц, например частиц распушенных нитей и тому подобное, что приводит к сужению сквозного отверстия, его быстрому засорению и, в конечном итоге, к обрыву непрерывной нити. В результате снижается качество пропитки непрерывной нити, в технологическом процессе требуются частые остановки для прочистки сквозных отверстий в фильерах, а также для замены фильер. В результате снижается производительность процесса изготовления гранул армированного полимерного пресс-материала и повышается себестоимость получаемого пресс-материала.
Еще одним недостатком является то, что сквозные отверстия малого диаметра сложны в изготовлении, особенно сложно осуществлять чистовую обработку их внутренней поверхности. К тому же, заправка каждой из множества нитей требует значительного времени и особой сноровки, т.к. каждую нить вводят в отверстие фильеры вручную.
Задачей настоящего изобретения является устранение перечисленных выше недостатков.
Технический результат достигается посредством способа изготовления гранул армированного полимерного пресс-материала, характеризующегося тем, что множество непрерывных нитей пропитывают связующим, после чего их собирают в пучок, и с собранных в пучок непрерывных нитей удаляют излишне нанесенное связующее, затем пропитанные связующим непрерывные нити отделяют одну от другой, осуществляют их термообработку и рубку на отрезки заданной длины. Особенностью предложенного способа является то, что после пропитки связующим множество непрерывных нитей собирают в пучок, и излишне нанесенное связующее удаляют с собранных в пучок непрерывных нитей. Это позволяет значительно упростить и ускорить операцию по удалению излишне нанесенного связующего и, следовательно, всего процесса изготовления гранул армированного полимерного пресс-материала в целом. После этого пропитанные связующим непрерывные нити необходимо отделить одна от другой и направить на операцию рубки на отрезки заданной длины, т.к. не допускается склеенных гранул в сплошные нерассыпающиеся комки, поскольку получаемый пресс-материал должен быть сыпучим и без посторонних включений.
Технический результат достигается также посредством установки для изготовления гранул армированного полимерного пресс-материала, содержащей последовательно расположенные узел смотки множества непрерывных нитей, ванну со связующим, фильеру со сквозным отверстием с возможностью удаления излишне нанесенного связующего с собранных в пучок множества непрерывных нитей, узел термообработки, узел отделения одна от другой пропитанных связующим непрерывных нитей, узел протягивания множества непрерывных нитей и узел их рубки на отрезки заданной длины. Особенностью предложенной установки является то, что в качестве узла для удаления излишне нанесенного связующего установка содержит фильеру с одним сквозным отверстием с возможностью удаления излишне нанесенного связующего с собранных в пучок множества непрерывных нитей. Использование в установке одной фильеры со сквозным отверстием для прохождения через него пучка непрерывных нитей вместо использования множества индивидуальных сквозных отверстий для каждой непрерывной нити обусловлено следующим: такая фильера более проста в изготовлении за счет увеличения по сравнению с прототипом диаметра сквозного отверстия, ее отверстие меньше засоряется различными пропитанными связующим твердыми частицами, при этом в сквозное отверстие фильеры большего диаметра (по сравнению с прототипом) упрощается заправка непрерывных нитей, к тому же осуществляется заправка не каждой непрерывной нити по отдельности, а целого пучка множества непрерывных нитей одновременно, что значительно упрощает процесс и ускоряет его. С целью избежания слипшихся нитей за фильерой расположен узел отделения одна от другой пропитанных связующим непрерывных нитей.
Вышеизложенные особенности и преимущества изобретения будут понятны из следующего описания предпочтительного примера осуществления со ссылками на прилагаемые чертежи:
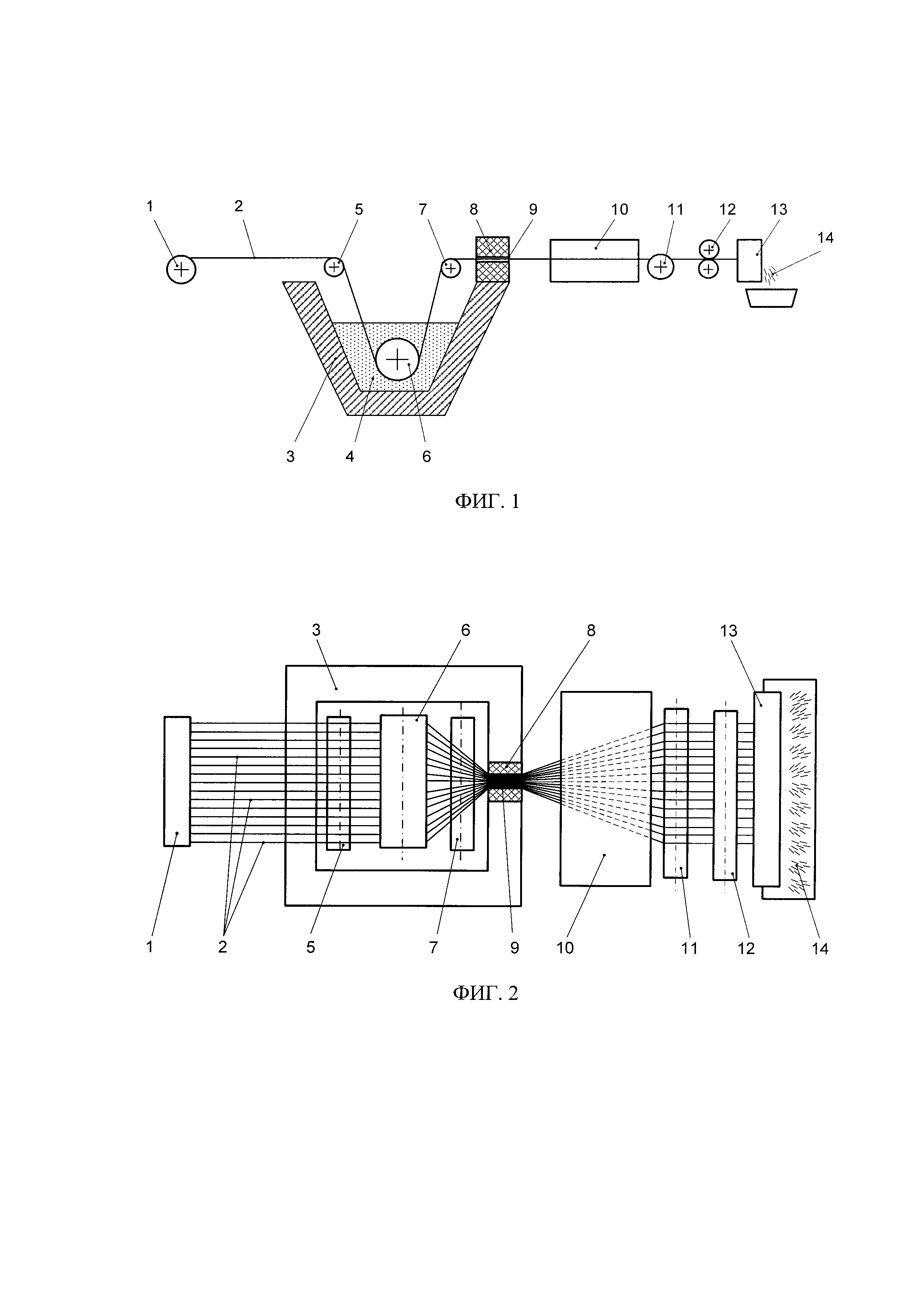
на фиг. 1 представлена схема установки для изготовления гранул армированного полимерного пресс-материала в соответствии с настоящим изобретением;
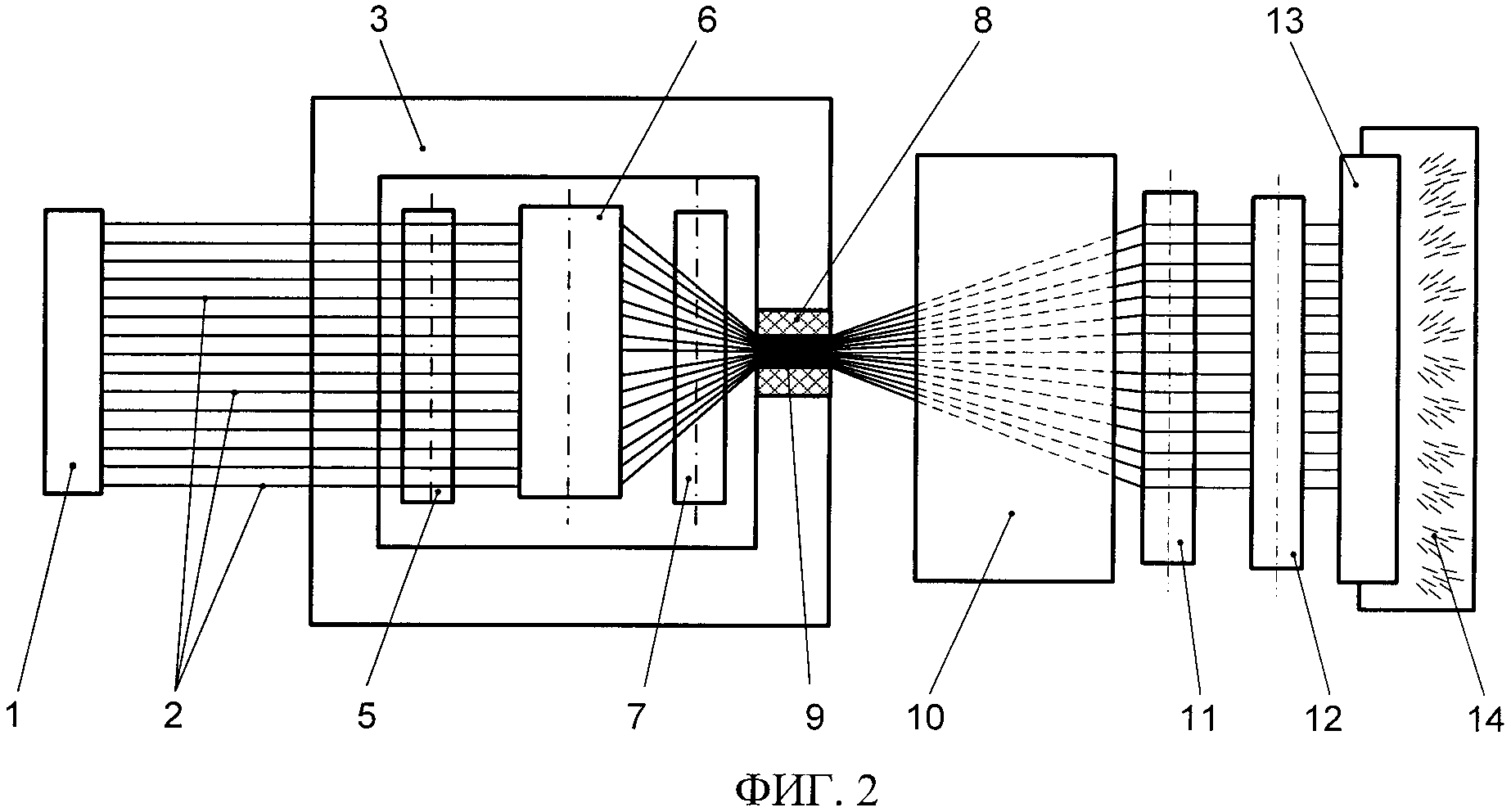
на фиг. 2 - то же, вид сверху.
На указанных фигурах для представления одинаковых элементов используются одинаковые позиции:
1 - узел смотки;
2 - непрерывная нить;
3 - ванна;
4 - связующее;
5 - направляющий ролик;
6 - пропитывающий валик;
7 - направляющий ролик;
8 - фильера;
9 - сквозное отверстие;
10 - узел термообработки;
11 - узел отделения одна от другой пропитанных связующим непрерывных нитей;
12 - узел протягивания множества непрерывных нитей;
13 - узел рубки непрерывных нитей;
14 - отрезки нитей заданной длины.
Способ изготовления гранул армированного полимерного пресс-материала характеризуется следующим.
Множество непрерывных нитей 2 пропитывают связующим 4. В качестве непрерывных нитей 2 для пропитки связующим 4 могут быть использованы непрерывные нити из углеродных, базальтовых, стеклянных, керамических и неорганических волокон. Наибольшее распространение получили пресс-материалы с использованием стеклянных/кремнеземных нитей, что связано с их доступностью, низкой стоимостью и высокими прочностными свойствами. При этом в качестве связующего 4 для пропитки непрерывных нитей 2 могут быть использованы как растворы - фенол-формальдегидные смолы, так и безрастворные связующие в жидком или раплавленном состоянии - эпоксидные, полиэфирные, полиуретановые, модифицированные фенольные.
Затем множество пропитанных связующим 4 непрерывных нитей 2 собирают в пучок, и с собранных в пучок непрерывных нитей 4 удаляют излишне нанесенное связующее 4. После этого пропитанные связующим непрерывные нити 2 отделяют одну от другой, осуществляют их термообработку и рубку на отрезки 14 заданной длины.
Описанный выше способ изготовления гранул армированного полимерного пресс-материала может быть реализован посредством следующей установки.
Установка для изготовления гранул армированного полимерного пресс-материала содержит узел 1 смотки множества непрерывных нитей 2.
За узлом 1 смотки установлена ванна 3, в которой размещен пропитывающий валик 6 и которая заполнена связующим 4. Перед и за пропитывающим валиком 6 расположены направляющие ролики 5 и 7.
Над ванной 3 или в боковой стенке ванны 3 выше уровня связующего 4 смонтирована фильера 8 со сквозным отверстием 9. Диаметр сквозного отверстия 9 фильеры 8 выбирают в зависимости от количества собранных в пучок протягиваемых через фильеру 8 множества непрерывных нитей 2, а также в зависимости от диаметра непрерывных нитей 2, их линейной плотности, вида (состава) нитей, температуры и вязкости связующего и т.д. При этом фильера 8 расположена таким образом, чтобы излишне нанесенное связующее 4, удаляемое с собранных в пучок множества непрерывных нитей 2, стекало назад в ванну 3.
За ванной 3 с фильерой 8 расположен узел 10 термообработки пропитанных связующим 4 непрерывных нитей. При пропитке нитей раствором исполнение узла термообработки выполнено таким образом, чтобы исключить контакт паров растворителя с нагревательными элементами (например, используется паровой обогрев). При пропитке нитей жидким связующим или расплавом допускается использование открытых нагревательных элементов (например, электрических ТЭНов). Узел термообработки помимо нагревательной печи включает участок охлаждения (после участка нагрева) путем обдува пропитанных нитей воздухом.
За узлом 10 термообработки расположен узел 11 отделения одну от другой пропитанных связующим непрерывных нитей 2, который может быть выполнен, например, в виде валика с множеством радиальных канавок по количеству обрабатываемых одновременно непрерывных нитей 2.
Далее установлен узел 12 протягивания множества непрерывных нитей 2, который может быть выполнен, например, в виде пары приводных тянущих валков.
За узлом 12 протягивания размещен узел 13 рубки для одновременного разделения множества непрерывных нитей 2 на отрезки 14 заданной длины.
Перед началом работы установки для изготовления гранул армированного полимерного пресс-материала сначала осуществляют ее заправку множеством непрерывных нитей 2. Для этого множество непрерывных нитей 2 с узла 1 смотки подают к ванне 3, где, обогнув направляющий ролик 5, огибают пропитывающий валик 6, а затем направляющий ролик 7. Затем множество непрерывных нитей 2 собирают в пучок, и их концы пропускают через сквозное отверстие 9 в фильере 8. После выхода из отверстия 9 фильеры 8 множество непрерывных нитей 2 протягивают через узел 10 термообработки и подают к узлу 11 отделения одна от другой пропитанных связующим 4 непрерывных нитей 2, где каждую из множества непрерывных нитей 2 размещают в соответствующей ей канавке валика узла 11 отделения. Затем множество непрерывных нитей 2, расположенных между собой с зазором, подают к узлу 12 протягивания, заправляя их между приводными тянущими валками. Далее непрерывные нити заправляют в узел 13 рубки.
После заправки множества непрерывных нитей 2 в установку ванну 3 заполняют связующим 4 и осуществляют включение установки.
Установка для изготовления гранул армированного полимерного пресс-материала работает следующим образом.
Множество непрерывных нитей 2 с узла 1 смотки посредством приводных тянущих валков узла 12 протягивания, расположенного перед узлом 13 рубки, подают к ванне 3, где их пропитывают связующим 4.
После этого непрерывные нити 2, собранные в пучок, протягиваются через сквозное отверстие 9 в фильере 8, где излишне нанесенное связующее 4 удаляется и поступает обратно в ванну 3.
Затем пропитанные связующим 4 непрерывные нити 2, отделяясь одна от другой узлом 11 отделения, проходят через узел 10 термообработки, где осуществляется отверждение связующего. При этом непрерывные нити 2 между выходом из отверстия 9 фильеры 8 и узлом 11 отделения находятся в натянутом состоянии, при котором их отделение одну от другой и веерообразное расхождение начинается на выходе из отверстия 9 фильеры 8, постепенно увеличиваясь до максимального расстояния, соответствующего расстоянию между радиальными канавками валика узла 11 отделения. В результате непрерывные нити при прохождении через узел 10 термообработки находятся в натянутом состоянии и с зазором между собой. Узел 10 термообработки размещается перед узлом 11 отделения для того, чтобы пропитанные связующим непрерывные нити попадали в узел 11 отделения в уже отвержденном состоянии с целью предотвращения прилипания пропитанных связующим непрерывных нитей к валику узла 11 отделения.
За узлом 11 отделения пропитанные связующим 4 непрерывные нити 2 посредством узла 12 протягивания подаются к узлу 13 рубки. Скорость перемещения непрерывных нитей 2 рассчитывают в зависимости от линейной плотности непрерывных нитей 2, вида (состава) волокна, количества пропитываемых одновременно нитей 2, температуры и вязкости связующего 4 и т.д. В узле 13 рубки непрерывные нити 2 разделяются на отрезки 14 заданной длины.
Таким образом, предложенные заявителем способ изготовления гранул армированного полимерного пресс-материала и установка для его осуществления позволяют повысить производительность процесса изготовления, качество изготавливаемого армированного полимерного материала и снизить его себестоимость.
Описанный выше пример осуществления настоящего изобретения следует во всех аспектах рассматривать лишь как иллюстративный и не обуславливающий никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
Состав для огнезащитных покрытий резин
Способ получения терморасширенного графита
Состав для огнезащитных покрытий резин
Катализатор для отверждения модифицированного связующего на основе новолачных смол
Способ отверждения связующего
Модифицированное связующее на основе новолачных и резольных смол и способ его изготовления
Оснастка для формования изделий из полимерных композиционных материалов и способ ее изготовления
Способ изготовления панели с ребрами жесткости из полимерных композиционных материалов
Теплораспределяющая панель и способ ее изготовления
Теплораспределяющая панель и способ ее изготовления
Состав для огнезащитных покрытий резин
Способ получения терморасширенного графита
Состав для огнезащитных покрытий резин
Катализатор для отверждения модифицированного связующего на основе новолачных смол
Способ отверждения связующего
Модифицированное связующее на основе новолачных и резольных смол и способ его изготовления
Оснастка для формования изделий из полимерных композиционных материалов и способ ее изготовления
Способ изготовления панели с ребрами жесткости из полимерных композиционных материалов
Теплораспределяющая панель и способ ее изготовления
Теплораспределяющая панель и способ ее изготовления

