Результат интеллектуальной деятельности: СПОСОБ ПРЯМОЙ ПЛАВКИ
Вид РИД
Изобретение
Настоящее изобретение относится к способу на основе ванны расплава металла для прямой плавки металлосодержащего материала.
В частности, настоящее изобретение относится к параметрам, требуемым для вдувания твердого материала в ванну расплава в способе на основе ванным расплава металла для прямой плавки металлосодержащего материала в соответствии с данным изобретением.
Известный способ прямой плавки металлосодержащего материала, который построен на принципе ванны расплава металла в качестве плавильной среды и обычно называемый процессом HIsmelt, описан в Международной заявке PCT/AU96/00197 (WO 96/31627) на имя заявителя настоящего изобретения.
Процесс HIsmelt, описанный в вышеупомянутой международной заявке в контексте прямой плавки металлосодержащего материала в виде оксидов железа и производящий расплав железа, включает следующие стадии:
(a) наведение ванны расплавленного железа и шлака в емкости для прямой плавки;
(b) вдувание в ванну: (i) металлосодержащего материала, обычно оксидов железа; и (ii) твердого углеродсодержащего материала, обычно угля, который действует как восстановитель оксидов железа и как источник энергии; и
(c) плавку металлосодержащего материала до железа в ванне расплава.
В данном контексте термин "плавка" означает термическую переработку, где происходят химические реакции, в которых восстанавливают оксиды металлов с получением расплава металла.
Процесс HIsmelt также включает дожиг реакционных газов, таких, как СО и Н2, выделяющихся из ванны в пространство над нею, с кислородсодержащим газом, обычно воздухом, и перенос тепла, выделяемого при дожиге, в ванну, что дает дополнительную тепловую энергию, необходимую для плавки металлосодержащего материалов.
Процесс HIsmelt также включает формирование переходной зоны над уровнем ванны в спокойном состоянии, в которой присутствует полезная масса поднимающихся, а затем опускающихся капель, или всплесков, или струй расплавленного металла и/или шлака, которые обеспечивают эффективную среду для переноса в ванну тепловой энергии, выделяемой газами дожига над ванной.
В процессе HIsmelt металлосодержащий материал и твердый углеродсодержащий материал вдувают в плавильную ванну через множество фурм для вдувания твердых материалов (иногда называемых "воздушная фурма"), которые отклонены от вертикали таким образом, что проходят вниз и внутрь через боковую стенку емкости для прямого плавления и в нижнюю область емкости для того, чтобы доставлять по меньшей мере часть твердого материала в слой расплавленного металла внизу емкости. Для содействия дожигу реакционных газов в верхней части емкости, в верхнюю часть емкости вдувают поток горячего воздуха, который может быть обогащен кислородом, через направленную вниз фурму для вдувания горячего воздуха. Отработанные газы, получаемые в результате дожига реакционных газов в емкости, отводят из верхней области емкости через канал для отработанных газов. Емкость содержит охлаждаемые водой панели с огнеупорной футеровкой в боковой стенке и в своде емкости, а вода постоянно циркулирует в панелях в непрерывном контуре.
Процесс HIsmelt позволяет производить расплав железа в больших количествах путем прямой плавки металлосодержащих материалов в ванне расплава. Чтобы обеспечить производство на таком уровне, в емкость должны поступать большие количества как металлосодержащего материала, так и углеродсодержащего материала.
Приведенное выше описание не должно рассматриваться как признание хорошо известных в Австралии или других странах фактов.
Патент US 6989042, выданный на имя заявителя настоящего изобретения, раскрывает параметры для вдувания сырья (твердого материала и газа-носителя) в ванну расплава через фурмы для вдувания твердых материалов в способе HIsmelt. Эти параметры включают скорость вдувания, диаметр фурмы, ориентацию фурмы и поверхностный поток газа из слоя металла в результате вдувания твердого вещества.
В частности, п.1 патента США определяет стадии способа прямой плавки для производства металлов, которые включают металлические сплавы черного металла, который включает следующие стадии:
(a) наведение ванны расплавленного металла и расплавленного шлака в металлургической емкости;
(b) вдувание сырья, представляющего собой твердый материал и газ-носитель, в ванну расплава со скоростью не менее 40 м/сек через направленную вниз фурму для вдувания твердого материала, имеющую питающую трубу с внутренним диаметром 40-200 мм, которая расположена таким образом, что центральная ось выходного отверстия фурмы находится под углом от 20 до 90 градусов к горизонтальной оси, и формирование поверхностного потока газа, составляющего не менее 0,04 м3 (н.у.)/сек/м2 внутри ванны расплава (где м2 относится к площади горизонтального сечения ванны расплава), по крайней мере частично за счет реакций вдуваемого материала, что вызывает восходящие выбросы всплесков, капель и струй расплавленного металла и образует расширенную зону ванны расплава, при этом поток газа и восходящие выбросы расплавленного материала вызывают значительное движение материала в ванне расплава и сильное перемешивание ванны расплава, причем сырье выбирают таким образом, чтобы в целом реакции сырья в ванне расплава были эндотермическими; и
(с) вдувание содержащего кислород газа в верхнюю область емкости через по меньшей мере одну кислородную фурму и дожиг горючих газов, выделяющихся из плавильной ванны, где поднимающийся и затем опускающийся расплавленный материал расширенной зоны ванны расплава обеспечивает перенос тепла в ванну расплава.
Заявителем определено, что добиться необходимого восходящего потока расплавленного материала из слоя металла является трудной проблемой из-за увеличения размера емкости для прямой плавки. В частности, в емкости с эквивалентным диаметром 6 м и более выполнить требования к перемешиванию значительно более сложно, чем в случае меньшей емкости с вдвое меньшим эквивалентным диаметром. Кроме того, заявителем определено, что достижение необходимого восходящего потока расплавленного материала из слоя металла является определяющим для обеспечения устойчивой и экономичной работы процесса HIsmelt в большом масштабе.
Заявитель обнаружил, что необходимого уровня восходящего потока расплавленного материала можно добиться путем выбора рабочих параметров процесса HIsmelt таким образом, чтобы сырье (твердый материал и газ-носитель) в процессе имело достаточный импульс для проникновения на глубину не менее 100 мм в слой металла ванны расплава, глубина которого составляет не менее 900 мм.
Численные вычисления для достижения заданной глубины проникновения не являются точной наукой. Различные глубины проникновения можно рассчитать (для условно одинаковых условий), используя различные приближения и методы. С целью объяснения значения термина «глубина проникновения» был применен стандартный метод вычисления, основанный на модели, разработанной в McMaster University в Канаде. Подробности этой модели даны в приложении, а сама модель находится в широком доступе. Термин «глубина проникновения», как используется в данном документе, неявным образом определена как глубина проникновения, рассчитанная с использованием модели McMaster, как описано в приложении. Следовательно, ссылка на проникновение в слой металла плавильной ванны на глубину не менее 100 мм в предыдущем параграфе означает глубину проникновения не менее 100 мм, рассчитанную с использованием модели McMaster, как описано в приложении.
Настоящее изобретение предлагает способ на основе ванны расплава для прямой плавки металлсодержащего материала и производства расплава металла в емкости для прямой плавки, которая содержит ванну расплава со слоем металла, глубина которого составляет не менее 900 мм, и включает выбор рабочих параметров процесса таким образом, чтобы вдувание сырья, включающего твердый материал и газ-носитель, над слоем металла и в слой металла через по меньшей мере одну фурму для вдувания твердого материала происходило с достаточным импульсом для проникновения на глубину не менее 100 мм ниже уровня поверхности слоя металла в спокойном состоянии с тем, чтобы вызывать восходящее движение расплавленного материала и газа из слоя металла.
Рабочие параметры процесса, обеспечивающие достаточный импульс сырью, могут включать вдувание сырья при падении давления в фурме, составляющем не менее 1 бар, в фурме или фурмах для вдувания твердого материала.
Падение давления в фурме в фурме или фурмах для вдувания твердого материала является мерой ускорения и, следовательно, импульса и/или скорости прохождения сырья через фурму для вдувания твердого материала или каждую фурму для вдувания твердого материала.
Термин «падение давление в фурме» в данном документе означает падение давления между точкой (А) выше фурмы и «секцией ускорения» фурмы (см. ниже), где скорость газа по меньшей мере в 2 раза ниже, чем скорость на выходе из наконечника фурмы, и (В) самим выходом из наконечника фурмы. Во многих случаях давление в точке (В) неизвестно (например, в этом месте отсутствует датчик давления), но в этом случае давление в наконечнике фурмы можно достоверно рассчитать, используя давление над расплавом через расчетную плотность шлака и глубину погружения наконечника фурмы.
Термин «секция ускорения» здесь означает секцию в фурме, в которой поверхностная скорость газа сырья, проходящего через секцию, меняется по меньшей мере в 2 раза от входного конца до выходного конца секции.
Падение давления в фурме может составлять не менее 1,5 бар в фурме или фурмах для вдувания твердого материала.
Падение давления в фурме может составлять не менее 2 бар в фурме или фурмах для вдувания твердого материала.
Падение давления в фурме может составлять не менее 3 бар в фурме или фурмах для вдувания твердого материала.
Рабочие параметры процесса, обеспечивающие сырье с достаточным моментом, могут включать размещение нижнего конца фурмы для вдувания твердых материалов или каждой фурмы для вдувания твердых материалов как можно ближе к поверхности раздела металл/шлак.
Рабочие параметры процесса, обеспечивающие сырье с достаточным моментом, могут включать выбор рабочих параметров процесса, например химической природы шлака, таким образом, чтобы способствовать формированию продолжения трубы фурмы или фурм для впрыска твердых материалов, с тем, чтобы минимизировать путь прохождения вдуваемого твердого материала через фурму или фурмы, и таким образом позволить размещать нижний конец фурмы или каждой фурмы для вдувания твердого материала как можно ближе к поверхности раздела металл/шлак.
Рабочие параметры процесса, обеспечивающие сырье с достаточным моментом, могут включать скорость вдувания, равную не менее 40 м/сек для вдуваемого сырья.
Рабочие параметры процесса, обеспечивающие сырье с достаточным моментом, могут включать скорость вдувания, равную не менее 50 м/сек.
Рабочие параметры процесса, обеспечивающие сырье с достаточным моментом, могут включать скорость вдувания, равную не менее 60 м/сек.
Рабочие параметры процесса, обеспечивающие сырье с достаточным моментом, могут включать соотношение твердый материал/газ для вдуваемого твердого сырья и газа-носителя, равное не менее 10 кг твердого сырья на м3 (н.у.) газа.
Рабочие параметры процесса, обеспечивающие сырье с достаточным моментом, могут включать соотношение твердый материал/газ для вдуваемого твердого сырья и газа-носителя, равное не менее 15 кг твердого сырья на м3 (н.у.) газа.
Фурма или фурмы для вдувания твердых материалов может иметь внутренний диаметр не менее 40 мм.
Фурма или фурмы для вдувания твердых материалов может иметь внутренний диаметр не менее 60 мм.
Фурма или фурмы для вдувания твердых материалов может иметь внутренний диаметр не менее 80 мм.
Фурма или фурмы для вдувания твердых материалов может иметь внутренний диаметр более 200 мм.
Твердое сырье может представлять собой только твердый углеродсодержащий материал. Твердый углеродсодержащий материал может представлять собой уголь.
Твердое сырье может представлять собой только твердый углеродсодержащий материал и флюс.
Твердое сырье может представлять собой металлсодержащее сырье и твердый углеродсодержащий материал.
Твердое сырье может представлять собой металлсодержащее сырье, твердый углеродсодержащий материал и флюс.
Металлсодержащее сырье может представлять собой железосодержащий материал.
Железосодержащий материал может представлять собой железную руду.
Железная руда может быть в виде тонких частиц.
Металлсодержащее сырье и твердый углеродсодержащий материал можно вдувать через одну и ту же фурму или фурмы для вдувания твердого материала или через отдельные фурмы для вдувания твердого материала.
Металлсодержащее сырье может быть предварительно нагрето.
Металлсодержащее сырье может иметь температуру окружающей среды.
Газ-носитель может быть инертным газом, например азотом или аргоном.
Глубина проникновения сырья в слой металла может быть не менее 150 мм.
Глубина проникновения в слой металла может быть не менее 200 мм.
Глубина проникновения в слой металла может быть не менее 300 мм.
Глубина проникновения в слой металла может быть менее 500 мм.
Глубина проникновения в слой металла может быть менее 400 мм.
Толщина слоя металла может составлять не менее 1 м.
Толщина слоя металла может составлять не менее 1,5 м.
Толщина слоя металла может составлять менее 2,5 м.
Фурма или фурмы для вдувания твердого материала могут быть расположены таким образом, чтобы проходить в нисходящем направлении в емкость, причем центральная ось выходного конца фурмы или фурм наклонена под углом 20-90 градусов к горизонтальной оси.
Фурма или фурмы для вдувания твердого материала могут включать противостоящую пару фурм для вдувания твердого материала, которые ориентированы внутри емкости и расположены таким образом, чтобы вдувание сырья через фурмы образовывало перекрывающиеся струи вдуваемого сырья в слое металла ванны расплава.
Фурмы для вдувания твердого материала могут включать по меньшей мере одну противостоящую пару фурм, проходящих в направлении вниз и внутрь в ванну расплава, причем продольные оси фурм пересекаются у дна емкости, или выше дна, или ниже дна таким образом, чтобы струи вдуваемого из фурм материала перекрывались в центральной области слоя металла, т.е. по меньшей мере на 100 мм ниже уровня поверхности слоя металла, при этом существует восходящее движение расплавленного материала и газа от центральной области слоя металла.
Термин "струи вдуваемого материала" в контексте данного документа следует понимать как струи (а) вдуваемого сырья и (b) продуктов, получаемых в результате такого вдувания через фурмы в емкость прямой плавки. В случаях, когда сырье включает твердый углеродсодержащий материал, продукты включают, в качестве примера, летучие вещества, выделяемые из углеродсодержащего материала и продукты реакции, такие как СО и СO2, и Н2O.
Емкость может иметь диаметр не менее 6 м.
Емкость может иметь диаметр не менее 7 м.
Данное изобретение далее описано на примерах и со ссылками на сопроводительные графические материалы, которые иллюстрируют емкость для прямой плавки, которая входит в состав оборудования установки, особенно пригодной для проведения процесса HIsmelt, как описано в международной заявке PCT/AU96/00197.
Примеры осуществления способа данного изобретения, описанные здесь и далее со ссылками на Фиг.1, могут рассматриваться как разновидность процесса HIsmelt, как описано в той международной заявке.
Следующее описание сделано с учетом плавки металлосодержащего материала, используемого в виде тонких частиц железной руды, обычно менее 6 мм, для получения расплава железа в соответствии с процессом HIsmelt. Однако следует понимать, что настоящее изобретение не ограничивается железной рудой и может применяться для плавки любого металлосодержащего материала в любом виде этого материала. Руда является одним примером вида металлосодержащего материала. Изобретение также распространяется на другие формы металлосодержащего материала, включая в качестве примера частично восстановленные руды и металлсодержащие отходы.
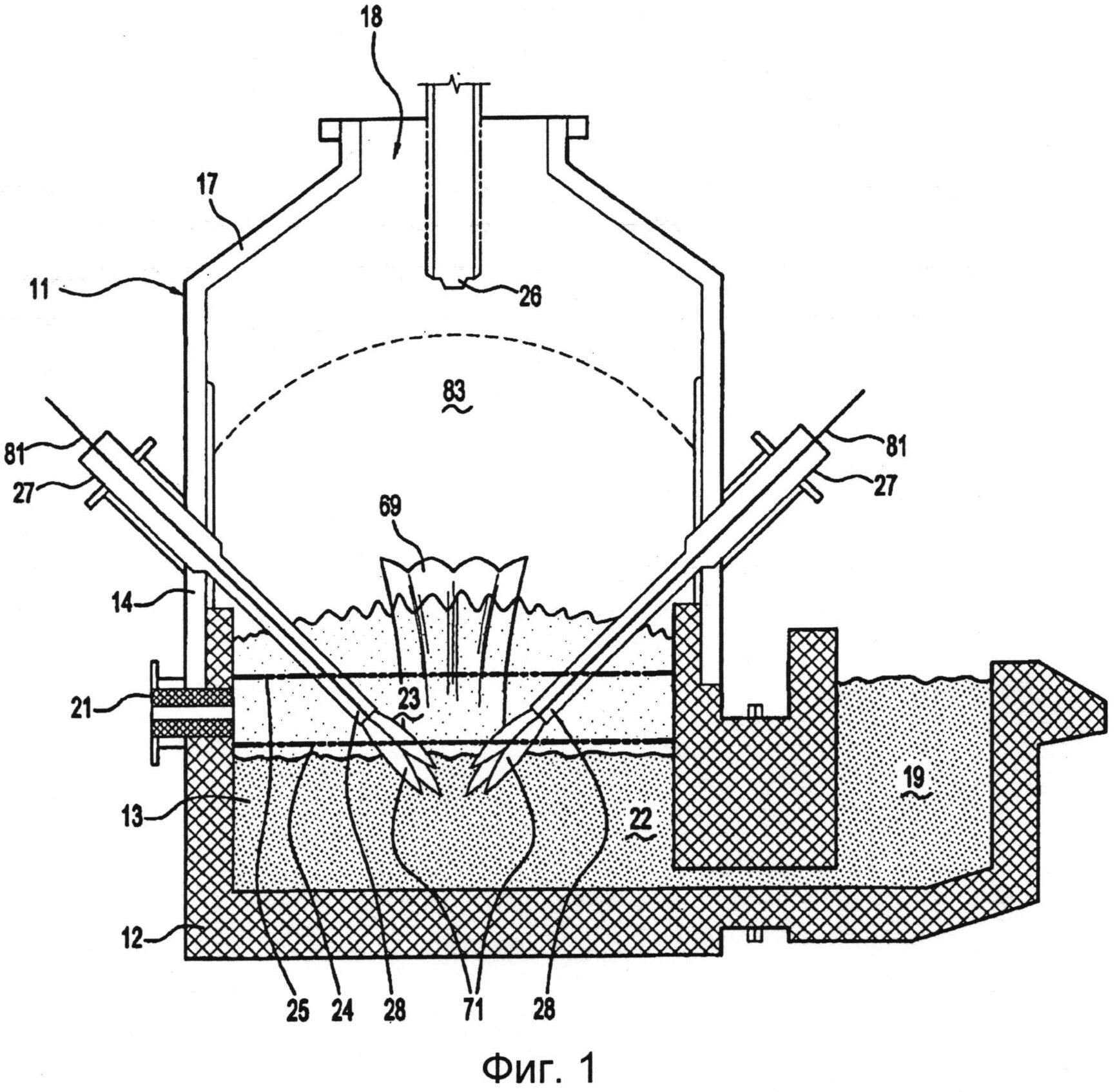
Рассмотрим Фиг.1. Емкость 11, показанная на Фиг.1, имеет лещадь для размещения ванны расплава железа и шлака, которая включает основание 12 и стороны 13, сформированные из огнеупорных кирпичей, боковую стенку 14, которая образует в основном цилиндрический барабан, проходящий вверх от сторон 13 лещади, и свода 17. Боковая стенка 14 и свод 17 содержат охлаждаемые водой панели (не показаны) для переноса тепла от боковой стенки 14 и свода 17. Водяное охлаждение панелей является основным механизмом контролирования температуры боковой стенки 14 и свода 17, обеспечивающим то, что подъем температуры не достигнет уровня, который может сказаться на целостности боковой стенки 14 и свода 15. Емкость 11 дополнительно оснащена подогревательной камерой 19, через которую расплавленное железо постоянно сливают во время плавки, и выпускным отверстием 21, через которое расплавленный шлак периодически сливают во время плавки. Свод 17 оборудован выходным отверстием 18, через которое выпускают отработанные газы процесса.
Использование емкости 11 предназначено для плавления тонких частиц железной руды для производства расплавленного железа в соответствии с осуществлением способа данного изобретения, емкость 11 содержит ванну расплавленного железа и шлака, которая включает слой 22, являющийся в основном расплавленным железом, и слой 23, являющийся в основном расплавленным шлаком на слое железа 22. Уровень поверхности слоя железа 22 в спокойном состоянии показан позицией 24. Уровень поверхности слоя шлака 23 в спокойном состоянии показан позицией 25. Термин «поверхность в спокойном состоянии» следует понимать как поверхность при отсутствии вдувания газа или твердых материалов в емкость 11. В условиях нормальной работы, процесс осуществляют в диапазоне давления между 0,5 бар и 1,2 бар, и предпочтительно 0,6-1,0 бар.
Емкость 11 снабжена множеством фурм для вдувания твердых материалов 27, которые проходят вниз и внутрь через отверстия (не показаны) в боковой стенке 14 емкости и в слой шлака 23. Фурмы могут быть такими, как описано более подробно в патенте US 7445747 на имя заявителя настоящего изобретения, и содержание данного патента США включено в данное раскрытие путем ссылки.
Фурмы 27 имеют внутренний диаметр не менее 40 мм и ориентированы внутри емкости таким образом, что выпускные концы 28 фурм 27 находятся над поверхностью слоя железа 22 во время работы процесса. Это расположение фурм 27 снижает риск повреждения из-за контакта с расплавом металла, а также позволяет охлаждать фурмы с помощью принудительного водяного охлаждения без значительного риска возникновения контакта воды с расплавленным металлом в емкости 11.
Предпочтительно выпускные концы 28 фурм 27 размещать как можно ближе к поверхности раздела металл/шлак ванны расплава из-за соображений безопасности, с тем, чтобы минимизировать расстояние, которое должен пройти вдуваемый в слой металла твердый материал, и, как результат, уменьшение момента.
Фурмы 27 проходят вниз и внутрь в емкость 11, обычно под углом 45° к горизонтальной оси. Фурмы 27 ориентированы внутри емкости 11 таким образом, чтобы продольные оси 81 фурм 27 пересекались в слое железа 22 в центральной области слоя железа 22.
При использовании при нормальных условиях работы, твердое сырье в виде тонких частиц железной руды, твердый углеродсодержащий материал в виде угля, а также флюс совместно вдувают через выходной конец 28 фурм 27 с газом-носителем в виде азота при соотношении твердые материалы/газ для вдуваемого твердого сырья и газа-носителя не менее 10 кг твердых материалов на м3 (н.у.) газа, скорости вдувания не менее 40 м/сек для вдувания твердого сырья и газа-носителя в ванну расплава и при падении давления в фурме, равном не менее 1 бар в фурмах 27. Падение давления в фурме представляет собой падение давления между (а) точкой выше фурмы 27 и «секцией ускорения» фурмы, где скорость газа по меньшей мере в 2 раза ниже, чем скорость на выходе из наконечника фурмы, и (b) самим выходом из наконечника фурмы. Вдуваемое сырье образует движущиеся вниз струи 71 материала, которые проникают в слой металла 23 и перекрываются в центральной области слоя металла. Эти рабочие параметры обеспечивают достаточный импульс вдуваемому сырью и/или скорость для проникновения в нисходящем направлении в слой железа 22 на глубину проникновения не менее 100 мм ниже уровня поверхности 24 слоя железа 22 в спокойном состоянии, когда слой железа 22 имеет глубину не менее 900 мм, причем глубину проникновения рассчитывают, используя модель McMaster, как описано в приложении. Заявитель обнаружил, что вдувание сырья при этих рабочих параметрах позволяет добиваться необходимого уровня восходящего потока расплавленного материала для обеспечения устойчивой и экономичной работы процесса.
Уголь содержит летучие компоненты и поэтому выделяет газ по мере своего нисходящего движения в ванне расплава. Углерод частично растворяется в металле, а частично остается в виде твердого углерода. Железная руда выплавляется в металл, а в реакции при плавке образуется газообразный монооксид углерода. Газы, переносимые в слой железа 22 и образующиеся благодаря дегазации и плавке, производят значительное выталкивание вверх расплавленного материала (включая металл и шлак) и твердого углерода и газа из ванны расплава. Это выталкивание вверх вызывает восходящее движение всплесков, капель и струй расплавленного материала и газа в верхнюю область 83, т.е. в верхнее газовое пространство емкости. Движение наверху показано на Фиг.1, как область, обозначаемая позицией 69. Выталкивание вверх вызывает значительное перемешивание в ванне расплава, по существу, расширяет ванну расплава. Степень перемешивания такова, что имеет место сильное перемешивание расплавленного материала в ванне расплава до такой степени, что температура выравнивается и обычно составляет 1450-1550°C с отклонениями порядка 50°C по всей ванне расплава. Кроме того, восходящее движение расплавленного материала достаточно для того, чтобы минимизировать потери тепла через водоохлаждаемые панели, которые образуют боковую стенку 14 и свод 17 емкости 11, до такой степени, что потеря тепла через панели составляет менее 3000 кВт/м2, более предпочтительно менее 2000 кВт/м2, и вызывает значительное перемешивание.
Можно произвести много модификаций описанного выше осуществления метода данного изобретения, не выходя за рамки объема изобретения.
Например, в то время как на Фиг.1 изображена емкость 11 со множеством фурм 27 для вдувания твердых материалов, можно легко понять, что настоящее изобретение распространяется на конструкцию, в которой есть только одна фурма для вдувания твердых материалов.
Кроме того, несмотря на то, что на Фиг.1 изображены фурмы 27 для вдувания твердых материалов, проходящие вниз и внутрь в емкость 11 под углом 45° к горизонтальной оси, настоящее изобретение не ограничивается этим и распространяется на конструкции, в которых фурмы проходят вниз под любым подходящим углом в интервале 20-90° к горизонтальной оси.
Кроме того, несмотря на то, что осуществление изобретения включает совместное вдувание руды, угля и флюсов через фурмы 27 для вдувания твердых материалов, настоящее изобретение этим не ограничивается и распространяется на вдувание только угля и/или флюсов через фурмы 27, при этом руду загружают через верх емкости. Такая загрузка руды через верх может включать вдувание через фурмы, проходящие вниз через свод или внутрь и вверх в наклонном переходе между боковой стенкой и сводом.
Кроме того, несмотря на то, что осуществление включает вдувание горячего воздуха в емкость, настоящее изобретение этим не ограничивается и распространяется на вдувание холодного кислорода в качестве содержащего кислород газа.
Приложение
Математическая модель вдувания McMaster
Уровень техники
Расчет расстояния, на которое вдуваемый поток твердых материалов и газа-носителя может проникнуть в слой металла и шлака, не может быть сведен к простому расчету из первых принципов. По отношению к случаю вдувания одного только газа, присутствие твердого материала вносит определенные трудности, и анализ становится более сложным. Можно использовать различные приближения, которые приводят к разным результатам. Для приведения к минимуму влияния этих факторов можно найти «наилучший доступный метод расчета» и стандартизировать расчет на его основе.
Математическая модель вдувания McMaster широко используется для этой цели. Она была разработана в университете McMaster в Канаде в середине 1980-х, и ее основополагающие научные принципы (уравнения, приближения и т.д.) были широко опубликованы.
Обычно приводимые общедоступные ссылки
G. A. Irons and L. R. Farias, The Influence of Lance Orientation and Gas Evolution on Particle-Liquid Contact During Submerged Power Injection, Canadian Metallurgical Quarterly, Vol. 25, No 4, pp. 297-306, 1986.
L. R. Farias and G. A. Irons, A Unified Approach to Bubbling-Jetting Phenomena in Powder Injection into Iron and Steel, Metallurgical Transactions B, Volume 16B, June 1985, pp. 211-225.
Irons, G.A., 1992. "Fundamental Aspects of Solids Injection for Bath Smelting", Savard/Lee International Symposium on Bath Smelting, October 18-22, Montreal, QC, The Metallurgical Society and The Iron and Steel Society of AIME, and CIM, pp. 493-506.
В оригинальных работах в университете McMaster (выполненных двумя научными сотрудниками - доктором Л.Р. Фариас и доктором Г. Гоу под руководством профессора Дж.А. Айронса) использовалась математическая модель на языке Fortran для расчета характеристик процесса вдувания. Эта оригинальная программа McMaster на языке Fortran, переведенная на язык C# и перекодированная для условий Windows (при тщательном тестировании с целью обеспечить точность, проведенном Дж.А. Айронсом), является основой текущей математической модели вдувания McMaster. Это предпринято для обеспечения "лучшей практики" методологии математических расчетов. В компании HIsmelt также расширили математическую модель, чтобы вычисления были применимы к их процессу.
Целью является использовать эту математическую модель в качестве общего инструмента для расчета расстояния, на которое проникают твердый материал и газ-носитель в металл и шлак. Каждый может повторить данные расчеты (используя такие же исходные параметры, методологию и приближения), таким образом получая такие же результаты. Однако во избежание необходимости повторения таких вычислений (которые могут быть обременительными и продолжительными), в намерение входит сделать программу доступной (быстро и бесплатно) для любого заинтересованного лица.
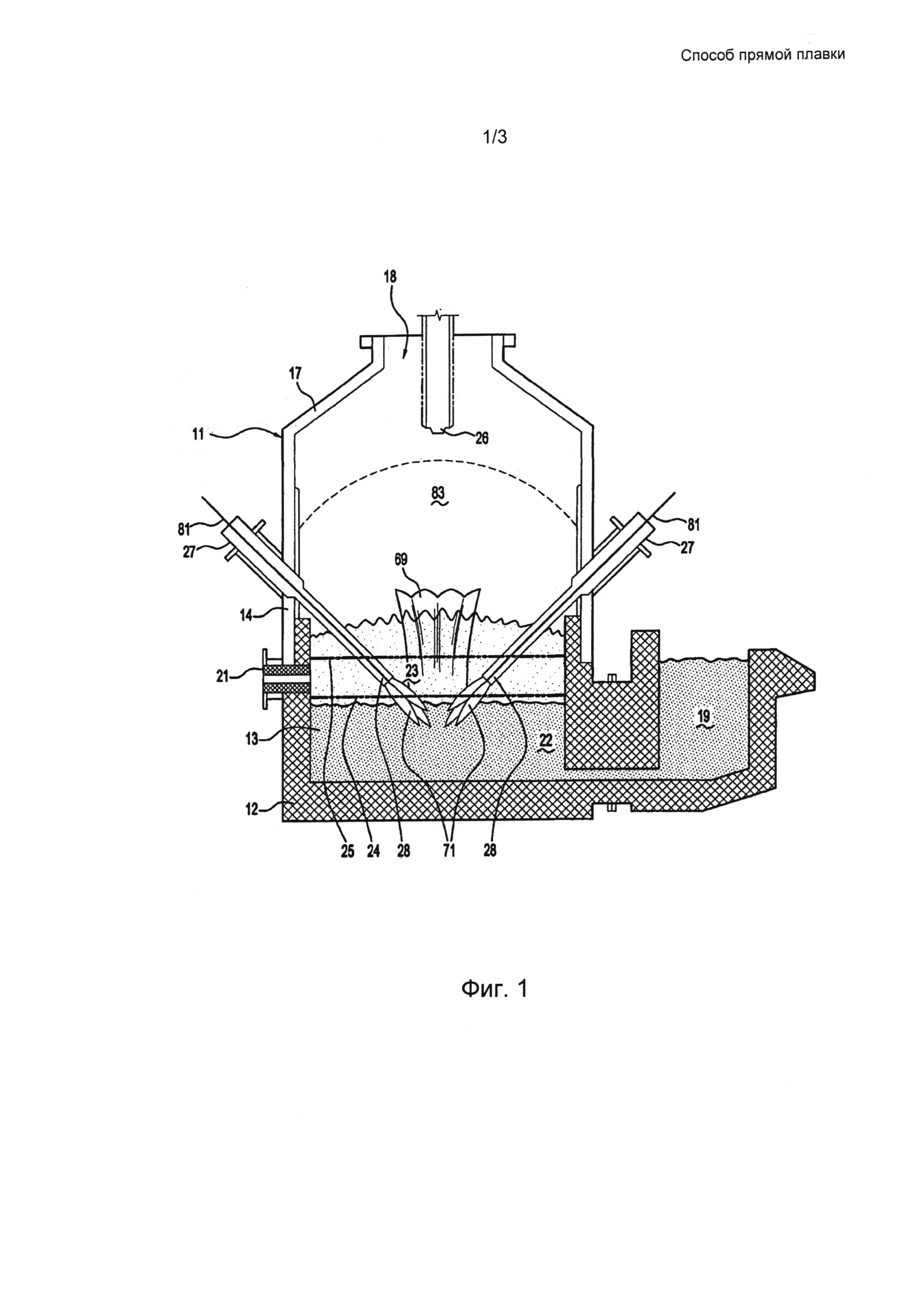
Параметры математической модели
На Фиг.2 в данном приложении показаны необходимые исходные параметры. Приведены объяснения каждой позиции исходных параметров, причем пять из них (исходные параметры 32-36) нуждаются в дополнительном объяснении (см. ниже).
Исходный параметр 32: Объяснение А
Исходный параметр "Фактор времени ускорения" ("Acceleration Time Factor") представляет собой параметр, который описывает, как быстро твердые материалы достигают их предельной скорости в потоке газа. Для каждой фракции частиц по размеру/плотности существует предельная скорость, которая соответствует скорости газа минус конечная скорость данного (только) типа частиц в газовой среде. На практике частицы имеют обыкновение собираться в кластеры, и им может требоваться достаточно длинное расстояние ускорения для достижения предельной скорости. Параметр "Фактор времени ускорения" позволяет пользователю подобрать уровень ускорения частиц, достигаемого при заданном расстоянии (которое обычно равно длине фурмы, исходный параметр 3). Расчет для каждого размера/плотности частиц приведен ниже:
- Скорость твердого материала в наконечнике=(скорость газа в наконечнике) - (конечная скорость частицы) x е-(длина фурмы)/(временная константа)
- где временная константа определяется как:
временная константа = (Фактор времени ускорения) x (размер частицы в микронах)/100
Чем выше "Фактор времени ускорения", тем медленнее движутся частицы в наконечнике фурмы. В целях вычисления численное значение параметра фактора времени ускорения ограничено интервалом 1-2.
Исходные параметры 33 и 34: Объяснения В и С
Вдуваемые твердые материалы в зависимости от их характера способны реагировать с металлом и ишаком. В частности, уголь способен выделять газообразные вещества, а железная руда может плавиться (в содержащем углерод металле) с выделением газообразного СО. Поэтому возможно, что поступающие твердые материалы при их вхождении в металл могут испытывать газожидкостное суспендирование (со стороны ранее вдуваемых твердых материалов) в их целевой зоне «взаимодействия». Модель описывает данное явление путем предоставления пользователю возможности включать (или выключать) опцию «пенящегося» металла в целевой области (исходный параметр 33, отмечаемый флажком). Если эта опция включена (т.е. флажок установлен), то модель использует процент пористости (определенный непосредственно ниже как исходный параметр 34), чтобы модифицировать плотность целевого металла в соответствии с:
- Действительная плотность металла = (плотность по исходному параметру 11) x (1-(процент пористости)/100)
Результат состоит в том, что струи проникают глубже, если пористость целевой зоны увеличивается. Для прямой плавки это приближение стандартизовано (как показано) путем включения опции "Образовать пузырьки газа в целевой зоне" ("Generate Gas Bubbles in Target Zone") (флажок установлен) и ведением 50%-ной пористости в целевой зоне.
Исходные параметры 35 и 36: Объяснения D и Е
Иногда пользователь может по желанию непосредственно устанавливать среднюю скорость твердого материала в наконечнике фурмы. Модель позволяет это сделать путем предоставления опции обхода описанного выше вычисления ускорения. Чтобы воспользоваться этой опцией, пользователь должен выключить (убрать флажок) исходный параметр 35 ("Использовать автоматический процент ускорения" ("Use Auto Acceleration Percentage")) и указать непосредственно в исходном параметре 36 (т.е. в текстовом поле непосредственно ниже), какой процент скорости газа в наконечнике должен быть приписан твердому материалу.
Стандартное использование модели предполагает включение исходного параметра 35 (флажок установлен), как показано, позволяя модели вычислять средний процент от скорости газа в наконечнике, который достигают твердые материалы.
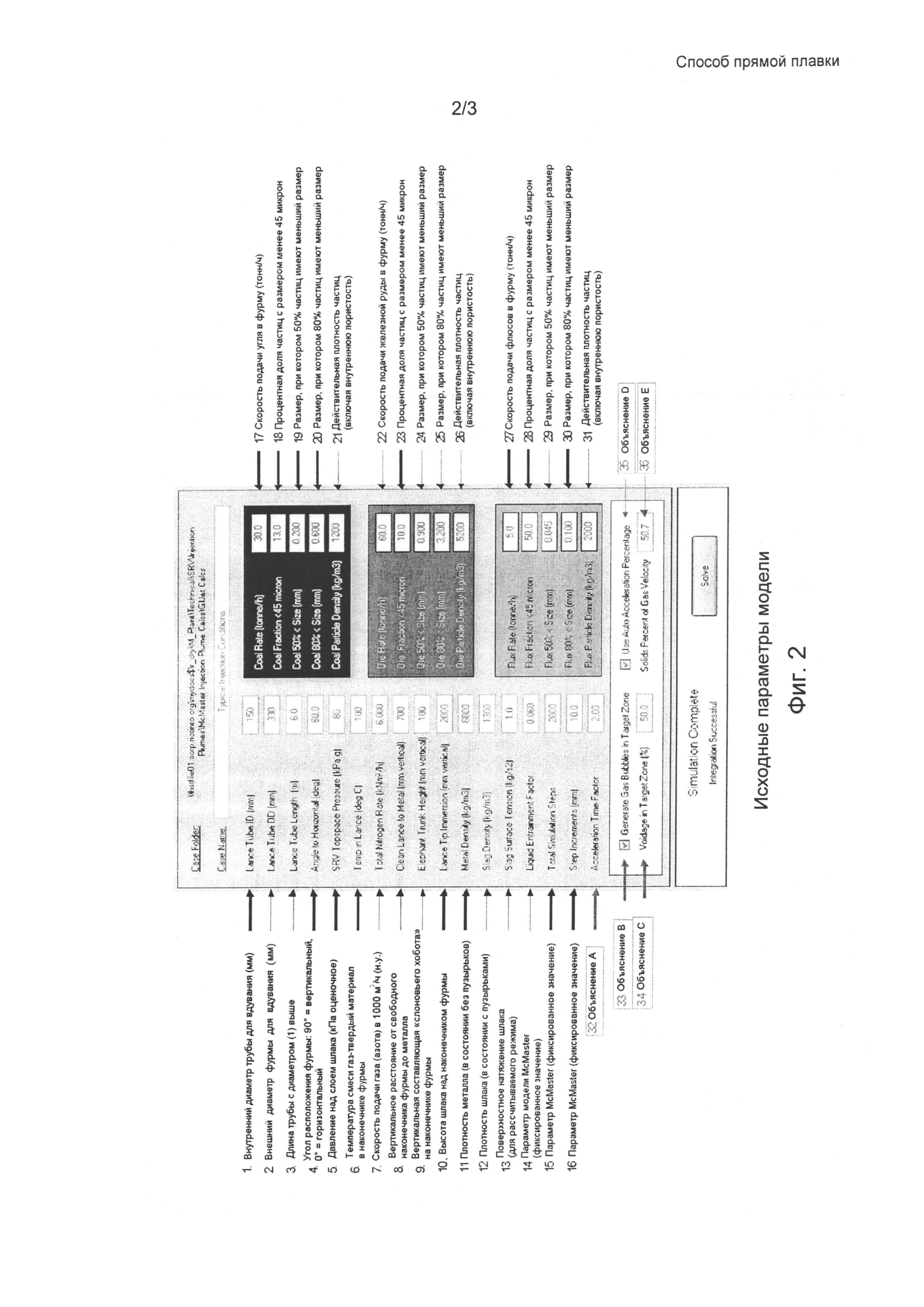
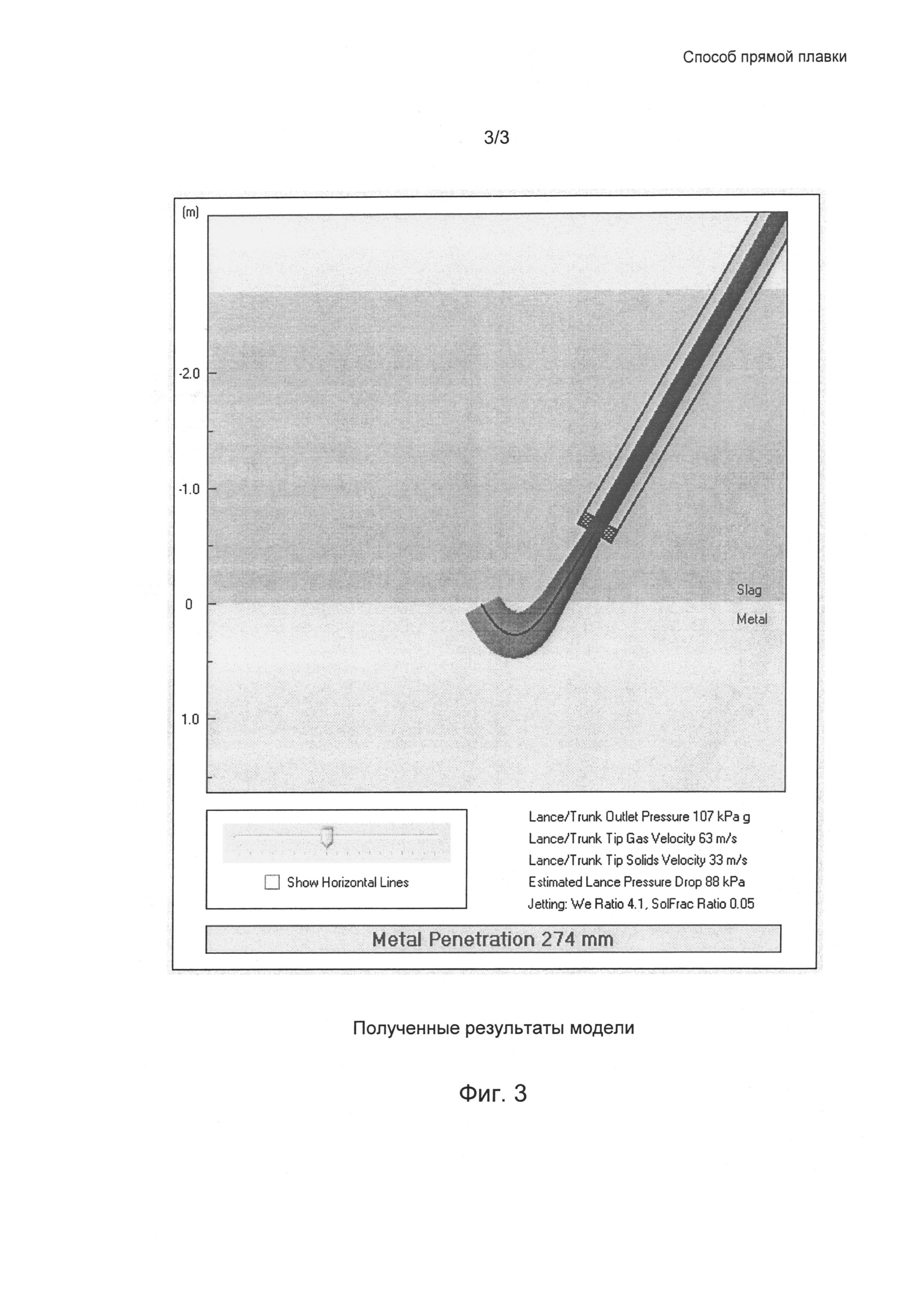
Результаты, полученные с помощью математической модели для исходных условий, показанных на Фиг.2, приведены на Фиг.3 данного Приложения.
Основным получаемым параметром является "Проникновение в металл" ("Metal Penetration").
"Проникновение в металл" определяется как расчетная максимальная глубина проникновения в слой металла вдоль кривой центральной линии вдуваемой струи (показано как черная линия в середине красной струи).
Способ и устройство для сортировки добытого ископаемого материала
Способ и устройство для сортировки добытого ископаемого материала
Обнаружение минерала в материале
Способ прямой плавки
Способ прямой плавки
Способ прямого плавления сырья с высоким содержанием серы
Способ запуска плавильного процесса
Способ запуска плавильного процесса
Способ запуска плавильного процесса
Способ перемещения компонента или материала к горизонту и в пределах горизонта системы бурения шахтного ствола
Способ и устройство для сортировки добытого ископаемого материала
Способ и устройство для сортировки добытого ископаемого материала
Обнаружение минерала в материале
Способ прямой плавки
Способ прямой плавки
Способ прямого плавления сырья с высоким содержанием серы
Способ запуска плавильного процесса
Способ запуска плавильного процесса
Способ запуска плавильного процесса

