Результат интеллектуальной деятельности: СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ЛИТЫХ КОРПУСНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области неразрушающих методов контроля литых корпусных деталей и предназначено как для первичного контроля изделий литейного производства, так и для контроля изделий, находящихся в эксплуатации. В частном случае заявленное изобретение может быть использовано для неразрушающего контроля при производстве корпусов магистральных насосных агрегатов.
Для литых корпусных изделий характерны следующие дефекты: поры, раковины, рыхлоты, трещины, включения. Поры и раковины имеют директрисы рассеивания близкие к круговым. Плоскостные дефекты (в том числе трещины) имеют ярко выраженные направленные директрисы рассеивания, что приводит к сложности их выявления ультразвуковыми методами контроля. Для снижения вероятности пропуска дефектов отечественные стандарты [ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии] рекомендуют проведение ультразвукового контроля (УЗК) датчиками, имеющими нормальный угол ввода (0 градусов к вертикали к поверхности контроля, фиг. 1), а также наклонным датчиком, имеющим один фиксированный угол ввода. Причем контроль наклонным датчиком производится в четырех взаимно перпендикулярных направлениях. При УЗК сложных литых изделий, таких как корпуса насосов, эти рекомендации не всегда позволяют достоверно выявлять дефекты с произвольной ориентацией.
Известен способ ультразвукового контроля [заявка на изобретение JP 2001343370 А, опубл. 14.12.2001, МПК: G01N 29/22, G01N 29/30, G01N 29/44]. Известный способ направлен на разработку ультразвукового метода контроля, способного выполнять дефектоскопию материальных объектов, имеющих грубую кристаллическую структуру, таких как участки металлических сварных швов, литых изделий и т.п. Данные, зависимые от угла падения, получают посредством выполнения дефектоскопии испытуемого образца путем изменения угла падения ультразвуковой волны, и затем получают данные взвешенных функций на основе данных зависимостей угла падения. Получают данные зависимостей частоты путем выполнения дефектоскопии, посредством передачи ультразвуковой волны, имеющей полосу частот, или т.п., и получают данные о взвешенных функциях по данным зависимостей частоты. Дефектоскопии выполняется с фактической дефектоскопией материального объекта путем изменения угла падения ультразвуковой волны, а вес задается данными о взвешенных функциях. Для получения фактических данных дефектоскопии выполняют дефектоскопию ультразвуковой волной, имеющей полосу частот, для улучшения отношения сигнал/шум и обнаружения дефекта. Угол падения изменяется с помощью метода фазированных решеток, а полоса частот расширяется с помощью зонда, снабженного пьезоэлектрическим преобразователем составного типа.
Наиболее близким аналогом заявленного изобретения является способ обнаружения включения тяжелых альфа-частиц в титановых отливках [заявка на изобретение WO 0171337 A1, опубл. 27.09.2001, МПК: G01N 29/04, G01N 29/06, G01N 29/26, G01N 29/265], при котором проводят неразрушающий контроль сеточной или близкой к сеточной по форме отливки на основе титана, полученной по выплавляемым моделям, для чего сканируют внутреннее пространство отливки под ее наружной поверхностью при помощи ультразвуковых волн, образованных фазированной решеткой (ФАР) для контроля случайным образом расположенных внутри отливки включений альфа-частиц, раковин, образованных в процессе литья, и других вызывающих образование трещин включений, имеющихся в микроструктуре отливки. Способ наиболее полезен и имеет преимущества по отношению к детектированию включений альфа-частиц в микроструктуре критичных к разрушению областей конструктивной корпусной отливки на основе титана, полученной по выплавляемым моделям.
К недостаткам наиболее близкого аналога можно отнести проведение сканирования согласно известному способу таким образом, что зоны отливки прозвучиваются не во всем максимально возможном диапазоне углов ввода, а также отсутствие методики оценки условных размеров протяженных дефектов с использованием данных сканирования.
Задачей, на решение которой направлено заявленное изобретение, является повышение надежности контроля литых корпусных изделий.
Техническим результатом является повышение достоверности выявления дефектов литых корпусных изделий, что позволяет снизить вероятность пропуска опасных дефектов, снижающих прочность литых корпусных изделий.
Указанная задача решается, а технический результат достигается тем, что способ неразрушающего контроля литых корпусных деталей содержит этапы, на которых разбивают поверхность литой корпусной детали на участки контроля и наносят на них контактную смазку, проводят ультразвуковое сканирование выделенных участков литой корпусной детали по поперечно-продольной схеме передвижения датчика с фазированной решеткой (ФАР): выполняют секторное сканирование датчиком ФАР посредством качания луча с одновременным перемещением датчика ФАР по участку контроля сначала в поперечной, а затем в продольной плоскости в прямом и обратном направлении, причем направление перемещения датчика ФАР осуществляют в плоскости качания луча, проводят автоматическую запись результатов ультразвукового контроля совместно с записью координат перемещений датчика ФАР на поверхности участка контроля, посредством анализа записанных данных для каждого угла ввода секторного сканирования находят координаты ФАР на поверхности участка контроля, в которых амплитуда эхо-сигнала превышает уровень фиксации амплитуды эхо-сигнала, соответствующего дефекту, по найденным координатам на поверхности участка контроля и с учетом углов ввода секторного сканирования для каждой координаты, на которых определена максимальная амплитуда эхо-сигнала, определяют координаты точек в сечении отливки с амплитудой эхо-сигнала, превышающей уровень фиксации, причем условную протяженность дефекта определяют как расстояние между крайними положениями проекции определенных точек на плоскость сканирования.
Заявленное изобретение поясняется чертежами (фиг. 1-4), на которых изображены:
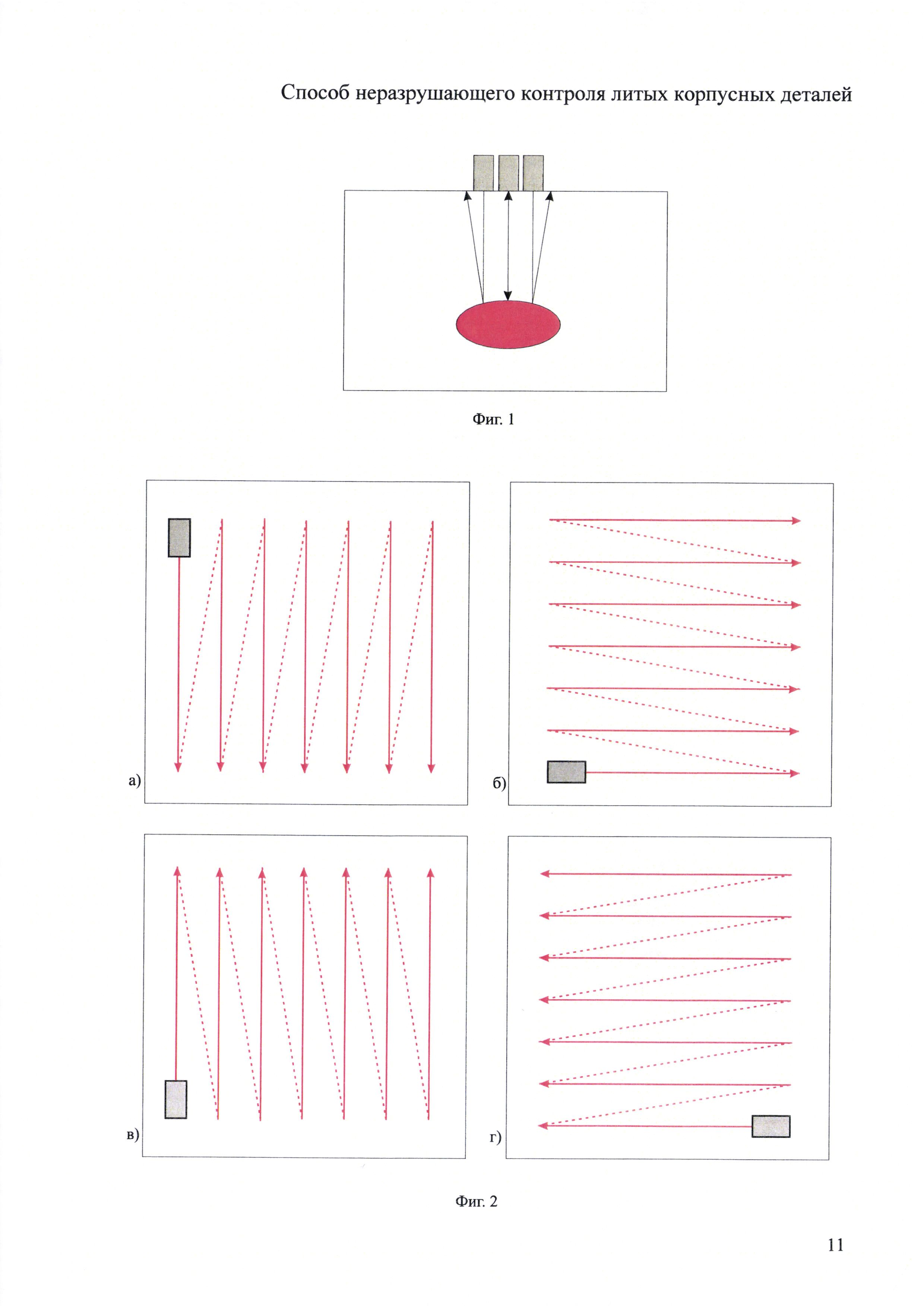
фиг. 1 - схема определения условной протяженности дефекта при традиционном ультразвуковом контроле;
фиг. 2 - ультразвуковое сканирование выделенных участков литой корпусной детали по поперечно-продольной схеме;
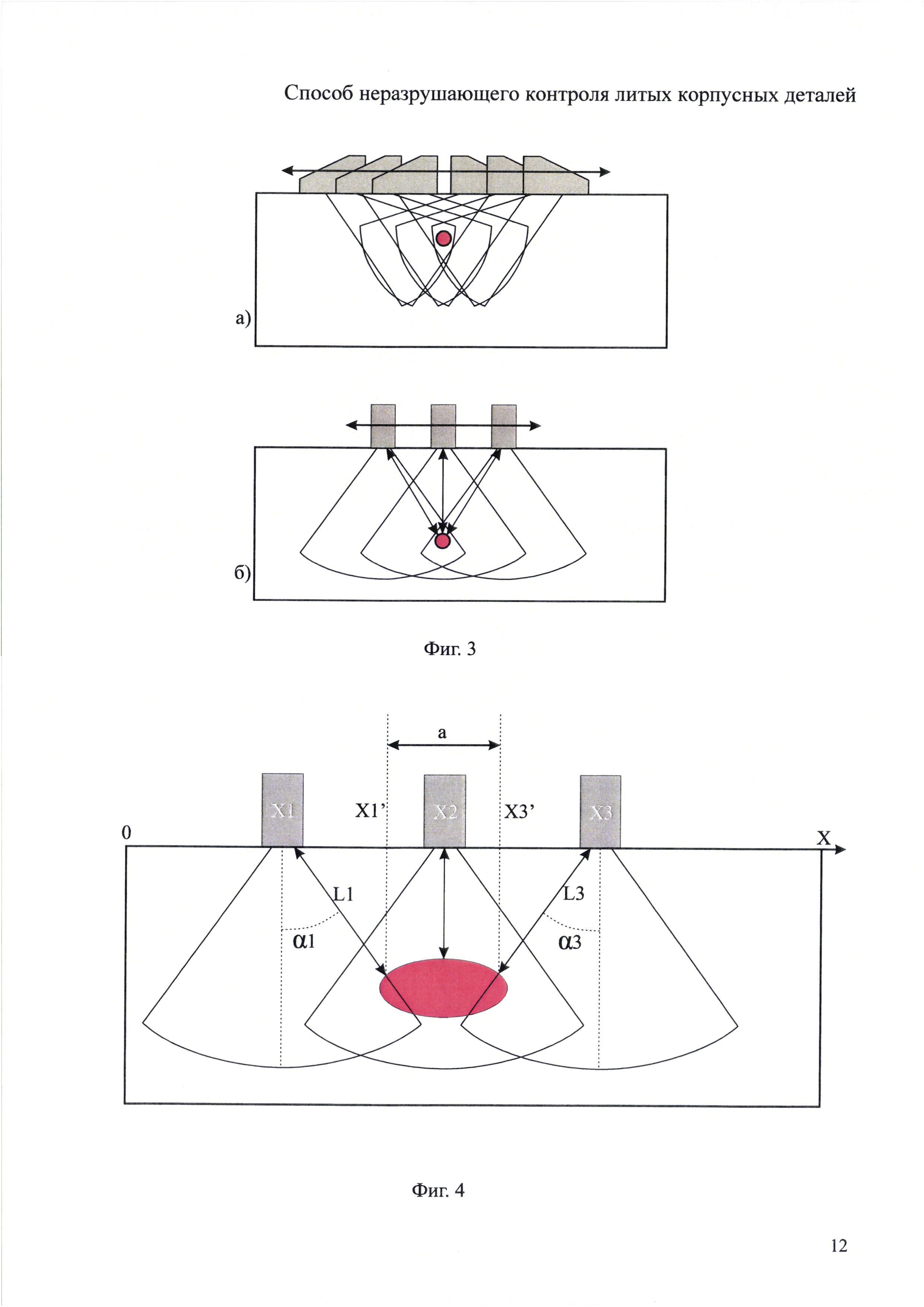
фиг. 3 - секторное сканирование: а) контроль поперечной волной,
б) контроль продольной волной;
фиг. 4 - схема определения условной протяженности дефекта.
Для контроля литых корпусных изделий используют дефектоскопы с ультразвуковыми фазированными решетками, включенными в режиме секторного сканирования (т.е. с изменяющимся углом ввода). Сканирование производится в продольном направлении датчика вдоль плоскости качания луча. Таким образом, один и тот же дефект фиксируется на разных углах ввода ультразвукового сигнала. Данный способ применим как для контроля через плоские и цилиндрические поверхности, так и на радиусных переходах.
Применение вышеуказанного метода сканирования дает возможность определить эквивалентную площадь отражателя (непротяженного дефекта) при большом числе углов ввода, а также позволяет:
- оценить тип дефекта - объемный или плоскостной;
- оценить направленность и ширину директрисы рассеивания, что дает возможность оценить ориентацию плоскостного дефекта;
- для дефектов, размер которых больше ширины диаграммы направленности ультразвукового луча, появляется возможность определить его эквивалентные размеры, оценить форму и положение границ дефекта.
Заявленный способ неразрушающего контроля литых корпусных деталей осуществляют следующим образом.
Первоначально проводят настройку дефектоскопа с ультразвуковыми фазированными решетками, обеспечивающую требуемую чувствительность контроля. Настройка проводится таким образом, чтобы соблюдалось условие, при котором для всех дефектов, имеющих одинаковую эквивалентную площадь, будет получена одинаковая амплитуда эхо-сигнала во всем диапазоне контроля.
После настройки дефектоскопа проводят подготовку поверхности литой корпусной детали для обеспечения соответствия шероховатости ее поверхности значениям, пригодным для проведения ультразвукового сканирования. Стандартное значение шероховатости поверхности изделия для проведения ультразвукового контроля (УЗК) составляет Rz-40. Для контроля поверхности стальных литых изделий допускается значение шероховатости Rz-80 и более. Подготовка поверхности литой корпусной детали для соблюдения этого требования проводится посредством пескоструйной, дробеструйной обработки или т.п.
Разбивают поверхность литой корпусной детали на участки контроля. Количество и размеры участков контроля выбираются в зависимости от сложности поверхности литой корпусной детали. На контролируемые участки поверхности наносят контактную смазку для обеспечения передачи ультразвукового сигнала от датчика непосредственно в изделие.
Проводят ультразвуковое сканирование выделенных участков литой корпусной детали по поперечно-продольной схеме (фиг. 2). При сканировании датчик с фазированной решеткой (ФАР) выполняет секторное сканирование, посредством качания луча, с одновременным перемещением датчика ФАР по линиям сканирования. Плоскость качания луча ФАР должна совпадать с направлением перемещения датчика. Сканирование участка контроля производят в четырех перпендикулярных направлениях: в двух взаимно перпендикулярных направлениях при контроле продольными волнами (фиг. 2 а) и в)) и в двух перпендикулярных направлениях при контроле поперечными волнами со сканированием в прямом и обратном направлении (фиг. 2 а), б), в) и г)).
При контроле поперечной волной и секторном сканировании передвижение датчика ФАР показано на фиг. 3(a). Диапазон «качания» луча устанавливают в диапазоне +40…+75 градусов (возможно отклонение от указанного диапазона, учитывающее специфику конкретного объекта контроля), соответственно дефект «озвучивается» во всем указанном диапазоне углов ввода. При сканировании в обратном направлении диапазон углов сканирования составляет -40…-75 градусов. При контроле продольной волной передвижение датчика ФАР показано на фиг. 3(б), диапазон «качания» луча может составлять, например, -45…+45 градусов. Таким образом, дефект озвучивается в максимальном диапазоне углов ввода, что повышает вероятность его обнаружения.
В процессе сканирования проводят автоматическую запись результатов ультразвукового контроля совместно с записью координат перемещений датчика ФАР на поверхности участка контроля. Для точной привязки к координатам на поверхности участка контроля сканирование производят с использованием датчика пути. Такой режим записи позволяет определить, при каком угле ввода амплитуда эхо-сигнала максимальна для каждой точки сечения контролируемого объекта. Знание зависимости амплитуды эхо-сигнала, отражаемого от поверхности дефекта, от расположения датчика ФАР позволяет оценить форму поверхности дефекта: объемный, плоскостной, и его ориентацию в теле литой детали.
Анализ записанных данных проводят следующим образом. 1. Находят совокупность координат датчика ФАР на поверхности участка контроля, на которых амплитуда эхо-сигнала превышает уровень фиксации амплитуды эхо-сигнала, соответствующего дефекту.
2. Для каждой из найденных координат датчика ФАР на поверхности участка контроля находят угол ввода ультразвуковой волны, на котором значение эхо-сигнала от дефекта максимально (фиг. 4).
3. С учетом найденных координат датчика ФАР и углов ввода ультразвуковой волны на данных координатах определяют координаты точек в сечении литой детали с максимальными значениями эхо-сигнала от дефекта.
4. Величину условной протяженности дефекта определяют как расстояние между проекциями крайних точек с максимальным значением эхо-сигнала в сечении литой детали на поверхность контроля (точки Х1′ и Х3′ на фиг. 4).
Условную протяженность дефекта определяют как расстояние между крайними положениями проекций найденных точек в сечении детали на плоскость сканирования по формуле (1).

где а - условная протяженность;
X1 и Х3 - крайние положения датчика ФАР при уменьшении эхо-сигнала до уровня фиксации;
α1 - угол ввода при максимальной величине эхо-сигнала от дефекта в положении датчика ФАР в точке X1;
α3 - угол ввода при максимальной величине эхо-сигнала от дефекта в положении датчика ФАР в точке Х3;
L1 - расстояние по лучу от поверхности до точки отражения на дефекте при максимальной величине эхо-сигнала от дефекта в положении датчика ФАР в точке X1;
L3 - расстояние по лучу от поверхности до точки отражения на дефекте при максимальной величине эхо-сигнала от дефекта в положении датчика ФАР в точке Х3;
X1′ - значение координаты X точки максимального эхо-сигнала от дефекта в положении датчика ФАР в точке X1;
Х3′ - значение координаты X точки максимального эхо-сигнала от дефекта в положении датчика ФАР в точке Х3.
Для определения формы и условных размеров найденного дефекта проводят сканирование и определение условной протяженности дефекта по всем четырем перпендикулярным направлениям.
Пример.
Был проведен ультразвуковой контроль литой корпусной детали -фланца, поверхность которого разбивали на участки контроля размером 300×100 мм. На контролируемые участки поверхности наносилась гелевая контактная смазка. Далее было проведено ультразвуковое сканирование прямым датчиком ФАР выделенных участков литой корпусной детали по поперечно-продольной схеме. При контроле поперечной волной и секторном сканировании диапазон «качания» луча устанавливался в диапазоне +40…+75 градусов, при сканировании в обратном направлении диапазон углов сканирования составлял -40…-75 градусов. При контроле продольной волной диапазон «качания» луча составлял -45…+45 градусов.
По результатам сканирования в теле фланца был обнаружен дефект. Максимальный размер между положениями датчика ФАР по линии сканирования на поверхности контроля, на которых уровень эхо-сигнала превышает уровень фиксации, составлял Х3-X1=65-10=55 (мм). Для каждого положения датчика ФАР, на котором уровень эхо-сигнала превышал уровень фиксации, были определены углы ввода ультразвуковой волны, при которых эхо-сигнал от данного дефекта максимален. Углы для найденных крайних положений датчика ФАР X1 и Х3 составили α1=+40° и α3=-35° соответственно. Расстояния по ультразвуковому лучу от поверхности сканирования до точки отражения на дефекте при максимальной величине эхо-сигнала от дефекта в положении датчика ФАР в точках X1 и Х3 составили L1=25 мм, L3=30 мм. Затем были найдены соответствующие точкам X1 и Х3 координаты дефекта в сечении литой детали X1′ и Х3′.
Условная протяженность дефекта, определенная как расстояние между крайними положениями проекций найденных точек в сечении детали на плоскость сканирования, была определена по формуле (1) и составила:
а=Χ3′-X1′=(65+30·sin(-35°))-(10+25·sin(+40°))≈21,7 (мм)
Был сделан вывод о недопустимости дефекта с выявленной условной протяженностью.
Способ неразрушающего контроля литых корпусных деталей, характеризующийся тем, что он содержит этапы, на которых разбивают поверхность литой корпусной детали на участки контроля и наносят на них контактную смазку, проводят ультразвуковое сканирование выделенных участков литой корпусной детали по поперечно-продольной схеме передвижения датчика с фазированной решеткой (ФАР): выполняют секторное сканирование датчиком ФАР посредством качания луча с одновременным перемещением датчика ФАР по участку контроля сначала в поперечной, а затем в продольной плоскости в прямом и обратном направлении, причем направление перемещения датчика ФАР осуществляют в плоскости качания луча, проводят автоматическую запись результатов ультразвукового контроля совместно с записью координат перемещений датчика ФАР на поверхности участка контроля, посредством анализа записанных данных для каждого угла ввода секторного сканирования находят координаты ФАР на поверхности участка контроля, в которых амплитуда эхо-сигнала превышает уровень фиксации амплитуды эхо-сигнала, соответствующий дефекту, по найденным координатам на поверхности участка контроля и с учетом углов ввода секторного сканирования для каждой координаты, на которых определена максимальная амплитуда эхо-сигнала, определяют координаты точек в сечении отливки с амплитудой эхо-сигнала, превышающей уровень фиксации, причем условную протяженность дефекта определяют как расстояние между крайними положениями проекции определенных точек на плоскость сканирования.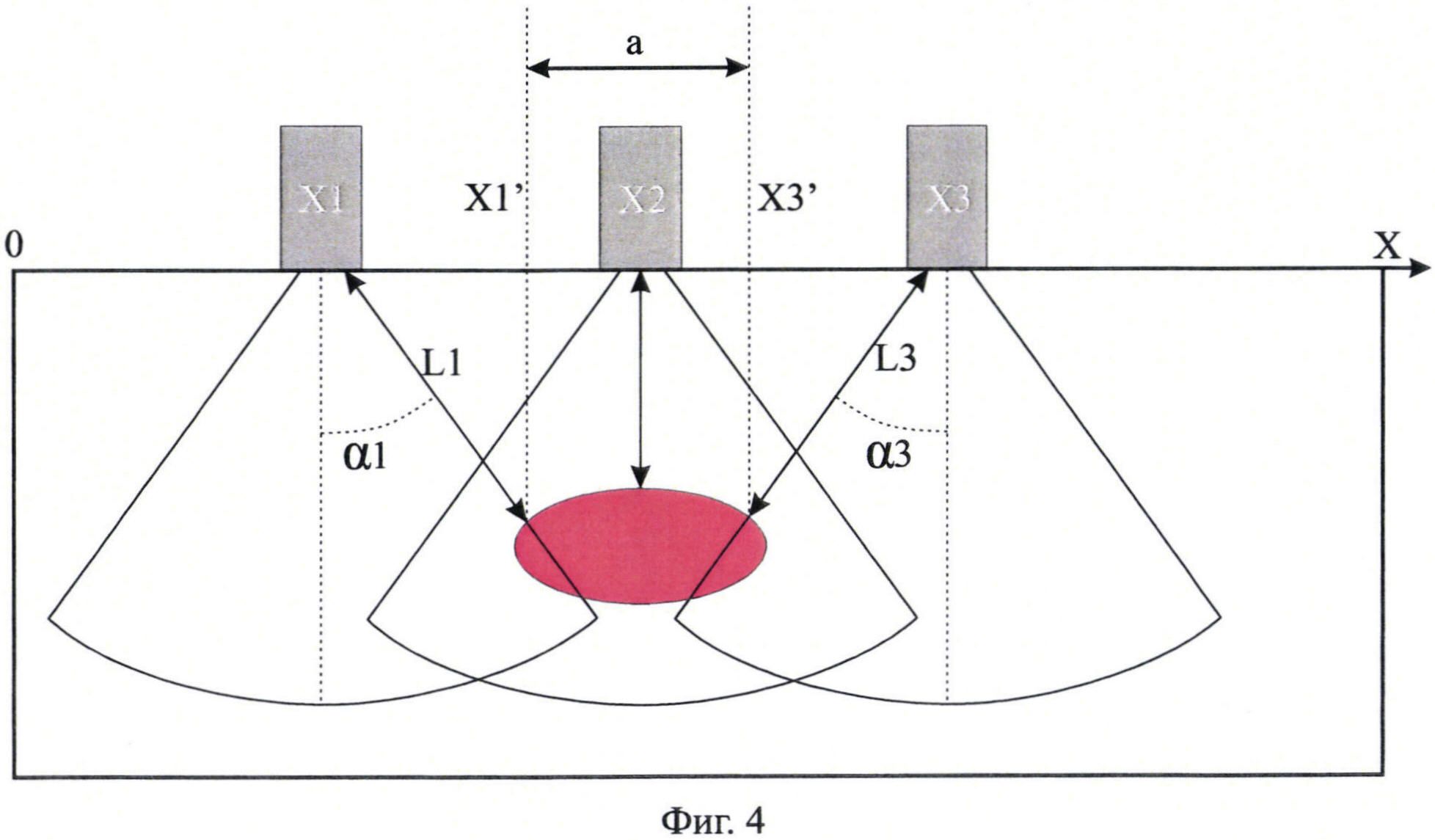
Способ ремонта трубопровода путем установки композитной муфты
Способ сварки трубопроводов без предварительного подогрева стыков
Способ испытания внутритрубного инспекционного прибора на кольцевом трубопроводном полигоне
Способ совместной обработки данных диагностирования по результатам пропуска комбинированного внутритрубного инспекционного прибора
Способ определения планово-высотного положения подземного магистрального трубопровода
Способ монтажа обводной линии трубопровода, находящегося под давлением
Способ очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы
Способ бестраншейной замены подземных трубопроводов
Способ определения высоты внутренней выступающей части патрубка вантуза с помощью ультразвукового дефектоскопа
Способ монтажа теплоизоляции сварного стыка труб для надземной прокладки
Способ ремонта трубопровода путем установки композитной муфты
Способ сварки трубопроводов без предварительного подогрева стыков
Способ испытания внутритрубного инспекционного прибора на кольцевом трубопроводном полигоне
Способ совместной обработки данных диагностирования по результатам пропуска комбинированного внутритрубного инспекционного прибора
Способ определения планово-высотного положения подземного магистрального трубопровода
Способ монтажа обводной линии трубопровода, находящегося под давлением
Способ очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы
Способ бестраншейной замены подземных трубопроводов
Способ определения высоты внутренней выступающей части патрубка вантуза с помощью ультразвукового дефектоскопа
Способ монтажа теплоизоляции сварного стыка труб для надземной прокладки

