Результат интеллектуальной деятельности: СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Предлагаемый способ относится к области машиностроения и может применяться для повышения механических свойств высокопрочных деталей, работающих при воздействии значительных динамических и циклических нагрузок.
Основными недостатками сталей в высокопрочном состоянии являются низкие показатели ударной вязкости, усталостной долговечности и трещиностойкости.
Известен способ термомеханической обработки стальных изделий (а.с. СССР №1321075, опубл. 10.06.1999, МПК C21D 8/00), включающий нагрев до температуры аустенизации, охлаждение, нагрев в межкритический интервал, выдержку, деформацию при этой температуре и охлаждение, отличающийся тем, что, с целью повышения прочности и ударной вязкости, выдержку в межкритическом интервале осуществляют с обеспечением перераспределения легирующих элементов. После деформации осуществляют дополнительный нагрев до температуры закалки, подстуживание в воде до температуры 15-30°C с выдержкой и охлаждение на воздухе.
Основным недостатком данного способа является повторный нагрев до температуры закалки, что приводит к дополнительным затратам на проведение термомеханической обработки.
Известен также способ термомеханически регламентированной обработки стальных изделий (заявка на изобретение РФ №96106747, опубл. 20.07.1998, МПК C21D 1/78), включающий аустенизацию, пластическую деформацию, подстуживание, формообразование для уменьшения разнозернистости и получения заданных механических свойств, подстуживание осуществляют со скоростью 70°C/с до температуры выше температуры начала мартенситного превращения. Последующий нагрев производят до температуры выше АС3 на 20-40°C и изотермическую выдержку при этой температуре, а на последнем переходе осуществляют деформацию со степенью 5-8%.
Основным недостатком данного способа является то, что в стали формируется структура бейнита, не обладающая высоким уровнем прочности и твердости, поэтому изделия, упрочненные таким способом, не могут эксплуатироваться при воздействии значительных динамических и циклических нагрузок.
Наиболее близким к предлагаемому способу является способ термомеханической обработки стальных изделий (прототип) (Бернштейн М.Л. Термомеханическая обработка металлов и сплавов. М.: Металлургия, 1968, т. 1, с.695), включающий нагрев до температуры аустенитизации, пластическую деформацию в процессе изотермической выдержки, охлаждение в области мартенситного превращения до комнатной температуры (закалку) и заключительный отпуск.
Основным недостатком данного способа является то, что в стали в результате закалки формируется структура мартенсита, обладающая высокими внутренними напряжениями, которые могут релаксироваться появлением закалочных микротрещин, что приводит к снижению показателей ударной вязкости, усталостной долговечности и трещиностойкости стальных изделий.
Задачей (техническим результатом) является повышение ударной вязкости, усталостной долговечности и трещиностойкости стальных изделий при сохранении их прочности.
Поставленная задача достигается тем, что в способе термомеханической обработки стальных изделий, включающем нагрев заготовки до температуры аустенизации, пластическое деформирование, промежуточное охлаждение в область температур мартенситного превращения, дополнительный нагрев до температуры промежуточного (бейнитного) превращения 350°C и окончательное охлаждение, промежуточное охлаждение после пластического деформирования осуществляют в расплаве селитры, нагретом до температуры 180-270°С, а пластическое деформирование заготовки осуществляют со степенью 20-40%. На фиг. 1 представлена схема высокотемпературной термомеханической обработки, реализующая способ, на фиг. 2 - таблица механических свойств стали 40Х2Н2МА после различных видов термического упрочнения.
Способ осуществляют следующим образом.
Нагревают заготовку до температуры аустенизации и производят пластическое деформирование заготовки со степенью 20-40%. Пластическое деформирование заготовки после нагрева до температуры аустенитизации со степенью 20-40% обеспечивает формирование в аустените полигонизованной равноосной субзеренной структуры с высокой стабильностью против статической рекристаллизации. При горячей деформации со степенью менее 20% в стали формируется крупнозернистая структура аустенита, что снижает эффект от термомеханической обработки. Увеличение степени деформации более 40% является нерациональным, т.к. не приводит к дальнейшему значительному уменьшению размера зерен в рекристализованной структуре аустенита после горячей деформации. Затем производят промежуточное охлаждение заготовки в расплаве селитры, нагретом до температуры 180-270°С. Охлаждение в расплаве селитры обеспечивает ускоренное охлаждение заготовки до температуры расплава селитры, в результате чего происходит частичный распад аустенита с образованием в стали 40-60% мартенситной фазы. Уменьшение температуры расплава селитры менее 180°С приводит к увеличению количества мартенсита (более 60%) и снижению усталостной долговечности и трещиностойкости стальных изделий. Обработка при температуре более 270°С увеличивает долю бейнитной составляющей и приводит к снижению прочностных характеристик стальных изделий. Затем осуществляют повторный нагрев заготовки до температуры промежуточного (бейнитного) превращения 350°. При этом оставшийся аустенит превращается в структуру нижнего бейнита, а образовавшийся ранее мартенсит отпускается. После чего производят окончательное охлаждение изделия.
Предлагаемая обработка имеет ряд достоинств. Горячая деформация приводит к измельчению зерен аустенита, способствует формированию при охлаждении развитой субструктуры α - твердого раствора и измельчению пластин мартенсита и бейнита. При обработке по предлагаемому способу мартенситное превращение характеризуется своей незавершенностью. Мартенситные кристаллы окружены аустенитом, обеспечивающим релаксацию внутренних напряжений в стали. Кроме того, мартенсит преимущественно образуется в микрообъемах, обедненных углеродом и обладающих повышенной температурой начала мартенситного превращения Мн, что способствует образованию в структуре стали реечного мартенсита, характеризующегося повышенной трещиностойкостью. В результате такой обработки в стали формируется мелкодисперсная смешанная структура, состоящая из нижнего бейнита и продуктов отпуска мартенсита, обеспечивающая повышенную ударную вязкость, усталостную долговечность и трещиностойкость материала изделия при сохранении его высокой прочности.
Пример конкретного выполнения термомеханической обработки изделий из стали марки 40Х2Н2МА со смешанным мартенсито-бейнитным превращением аустенита по предлагаемому способу.
Заготовки из стали нагревают до температуры аустенитизации 910°С и выдерживают при этой температуре в течение 20 минут. Затем производят деформацию заготовок со степенью 40% с последующим ускоренным охлаждением в расплаве солей при температуре 270°С в течение 5 минут. Дальнейшую изотермическую выдержку производят в камерной печи при температуре промежуточного превращения 350°С. Окончательное охлаждение полученных изделий осуществляют на спокойном воздухе.
Способ высокотемпературной термомеханической обработки стальных изделий с мартенсито-бейнитным превращением аустенита (ВТММБ) позволяет обеспечить их высокую прочность, ударную вязкость, усталостную долговечность и трещиностойкость. Стальные изделия, обработанные по технологии ВТММБ, при сопоставимых показателях прочности имеют показатели ударной вязкости полтора раза, а усталостной долговечности при малоцикловой усталости в два раза выше по сравнению с изделиями, упрочненными по известной технологии высокотемпературной термомеханической обработки. Новый технологический процесс целесообразно применять для упрочнения поковок деталей машин, изготавливаемых с использованием технологии горячей объемной штамповки.
Преимущества предлагаемого способа перед прототипом показаны в таблице, приведенной на фиг. 2.
Способ термомеханической обработки стальных изделий, включающий нагрев изделия до температуры аустенизации, пластическое деформирование, промежуточное охлаждение в область температур мартенситного превращения, дополнительный нагрев до температуры промежуточного бейнитного превращения 350°C и окончательное охлаждение, отличающийся тем, что промежуточное охлаждение после пластического деформирования осуществляют в расплаве селитры до температуры 180-270°C, а пластическое деформирование заготовки осуществляют со степенью 30-40%.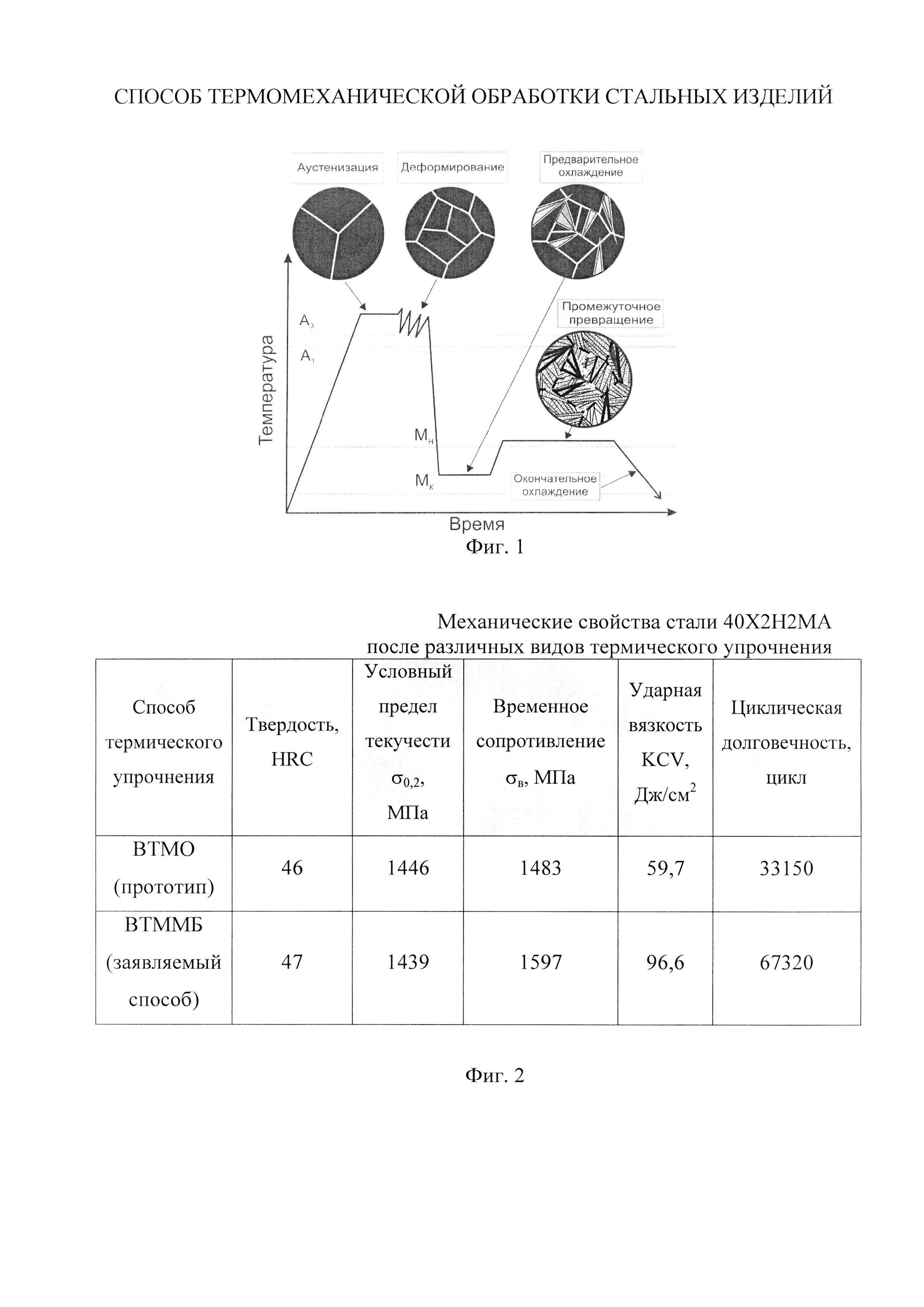
Привод вибровозбудителя газовых скважин
Имплантат для устранения дефектов костной ткани
Привод вибровозбудителя газовых скважин
Имплантат для устранения дефектов костной ткани
Вставка для сварки разнородных материалов
Способ получения сварного соединения разнородных металлических материалов

