Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ
Вид РИД
Изобретение
Изобретение относится к области производства полуфабрикатов плоского поперечного сечения методом прокатки.
Обычно в практике прокатного производства стремятся выровнять скорость прокатки со скоростью вращения валков [1], добиваясь минимального скольжения, что позволяет уменьшить износ инструмента и снизить энергетические затраты [2]. Полностью исключить скольжение при прокатке не удается из-за наличия зон опережения и отставания [3]. Из практики прокатного производства известно, что при чрезмерно больших углах захвата может реализовываться режим пробуксовки полосы относительно поверхности валков. В этом случае при конечной скорости вращения валков скорость полосы оказывается равна нулю, а скорость скольжения становится равной скорости вращения валков.
При прокатке также может применяться переднее натяжение, цель применения которого - уменьшить уровень давлений, действующих на рабочие валки, и тем самым снизить упругий прогиб валков и повысить точность получаемого проката. Переднее натяжение можно назначить такой величины, что привод валкам не потребуется, и деформация перейдет в стадию роликового волочения [4-6].
Из уровня техники известны способы деформации с одновременным нагревом заготовок до входа в очаг деформации [7, 8]. Цель применения приема нагрева заготовки перед деформацией волочением состоит в повышении уровня пластичности металла, благодаря чему становится возможным применение способа волочения, несмотря на высокий уровень растягивающих напряжений, характерных для этого способа деформации. Недостатком предложенных способов деформации является необходимость использования расплавов металлов в качестве теплоносителей для передачи тепла заготовке. Во многих случаях применение расплавов крайне нежелательно из-за возможной его диффузии в поверхностные слои заготовки.
Наиболее близким по совокупности существенных признаков является способ обработки металлов по патенту РФ №2252091 [9], включающий формоизменение заготовки протягиванием ее через деформирующий инструмент с нагревом от тепла деформации и трения за счет повышения скольжения на поверхности контакта между деформирующим инструментом и заготовкой, с обеспечением выделения тепла, достаточного для нагрева заготовки до заданной температуры.
В способе по прототипу протягивание осуществляется через деформирующий инструмент, в роли которого выступает волока. Нагрев от тепла деформации и трения за счет повышения скольжения на поверхности контакта между деформирующим инструментом и заготовкой, с обеспечением выделения тепла, достаточного для нагрева заготовки до заданной температуры, осуществляется путем применения приема вращения волоки. Повышенное тепловыделение осуществляется за счет дополнительных перемещений в тангенциальном направлении рабочей поверхности волоки относительно поверхности протягиваемого изделия. Естественно, что такое тангенциальное перемещение возможно, если обе поверхности образованы вращением образующих относительно оси волочения. Тем самым способ по прототипу направлен только на обработку заготовок круглого сечения. Следует отметить, что продуктами обрабатывающих производств являются не только круглые профили, включая проволоку, но и плоский прокат, который невозможно обработать приемами способа по прототипу. Недостатком способа по прототипу являются ограниченные технологические возможности, а более конкретно, возможность обработки заготовок только круглого поперечного сечения.
Предлагаемый способ обработки металлов, как и способ по прототипу, включает формоизменение заготовки протягиванием ее через деформирующий инструмент с нагревом от тепла деформации и трения за счет повышения скольжения на поверхности контакта между деформирующим инструментом и заготовкой, с обеспечением выделения тепла, достаточного для нагрева заготовки до заданной температуры.
Способ отличается тем, что формоизменение осуществляют двумя валками, при этом на начальной стадии обработки задают направление вращения валков в направлении протягивания заготовки, на последующей стационарной стадии задают направление вращения валков против направления протягивания заготовки, при этом заданную температуру нагрева обеспечивают назначением соотношения скорости протягивания и скорости вращения валков.
Сущность предложения состоит в том, что на начальной стадии валки захватывают металл и втягивают его в очаг деформации, часть заготовки при этом прокатывается на расстояние, достаточное для закрепления ее устройством вытягивания. После закрепления передней части заготовки в устройстве вытягивания привод вращения реверсируют. Очаг деформации теперь имеет развитую контактную поверхность, на которой за счет трения можно создать источник тепловыделения. Мощность тепловыделения зависит от площади контактной поверхности, коэффициента трения, удельного давления и скорости скольжения. Таким образом, управлять температурой можно, изменяя скорость вращения валков. Ограничением процесса является соотношение величины контактной поверхности и поперечного сечения. При малом сечении (тонкая полоса) и большой контактной поверхности (большой диаметр валка и большое обжатие) полоса может быть порвана усилием натяжения. В противоположном случае будет наблюдаться режим пробуксовки с величиной тепловыделения, зависящей от указанных выше параметров.
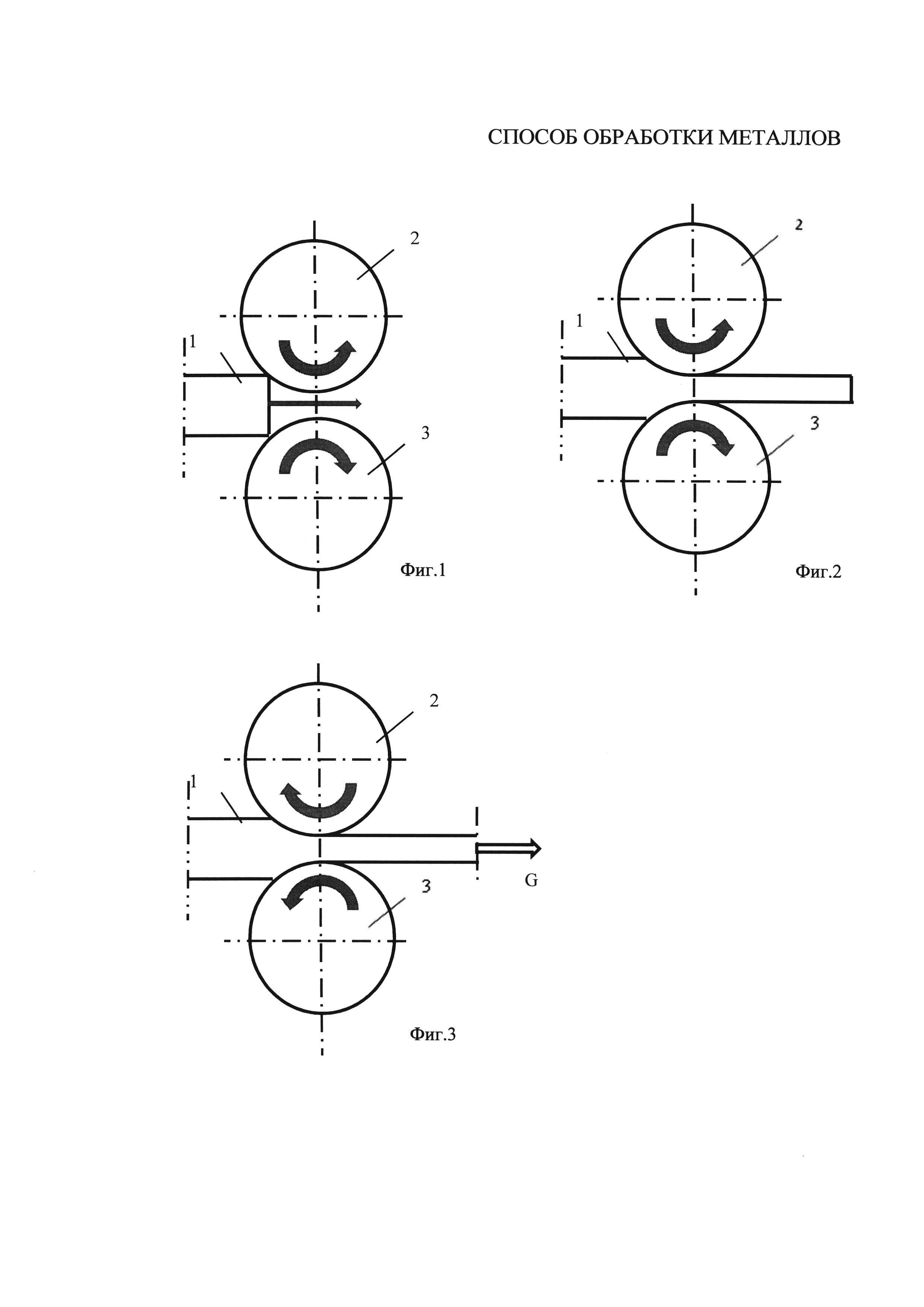
На фиг. 1 показана схема начального периода прокатки в момент захвата при вращении валков в направлении прокатки. На фиг. 1 показана схема начального периода прокатки при вращении валков в направлении прокатки с выходом части заготовки, достаточной для ее закрепления в устройстве вытягивания. На фиг. 3 показана схема стационарной стадии, в которой задают направление вращения валков против направления протягивания заготовки.
Способ осуществляется следующим образом.
Формоизменение заготовки 1 осуществляют двумя валками 2 и 3 (фиг. 1), при этом на начальной стадии обработки задают направление вращения валков (показано круговыми стрелками) в направлении протягивания заготовки (показано прямой стрелкой). На фиг. 2 показано, что часть заготовки при этом прокатывается на расстояние, достаточное для закрепления ее устройством вытягивания. На последующей стационарной стадии задают направление вращения валков против направления протягивания заготовки, что показано сменой направления круговых стрелок на фиг. 3, действующая на переднюю часть заготовки сила показана вектором G.
Из закона сохранения энергии практически вся мощность, расходуемая на трение, превращается в тепло, т.е. за счет процесса трения можно повысить температуру заготовки.
Энергия, необходимая для нагрева в очаге деформации массы m металла теплоемкостью с при разности конечной и начальной температур Δt, равна

Масса m может быть рассчитана через объем V и плотность ρ:

Объем V очага деформации определяется через его длину l, ширину В и среднюю за период обжатия толщину заготовки hc:

После подстановки (4) и (5) в (3) получим

Для определения необходимой мощности N следует правую часть разделить на время нахождения металла в очаге деформации τ:

Скорость протягивания ν может быть рассчитана как путь l, который проходит частица через очаг деформации в течение времени τ:

Тогда формулу (7) можно представить в виде

Тепловыделение W на поверхностях двух валков радиусом R в результате трения в очаге деформации определяется формулой

где F=R*α*B - площадь поверхности трения, α - угол захвата, τт=ψ*τs - напряжения трения, ψ - показатель трения по Зибелю; τs - сопротивление деформации на сдвиг; Δu - скольжение.
Мощность источника тепла Nт определяется тепловыделением в единицу времени, с учетом скорости скольжения νs=Δu/τ получим:

Используя закон сохранения энергии, приравняем правые части уравнений (7) и (9):

откуда соотношение скоростей скольжения и прокатки выражается формулой

В соответствии с последней формулой можно назначить температуру нагрева заготовки и определить соотношения скоростей скольжения и прокатки для достижения заданной температуры. Необходимая скорость скольжения будет тем выше, чем выше параметры: толщина заготовки, плотность материала, его теплоемкость, и ниже параметры: показатель трения, сопротивление деформации, радиус валка и угол захвата.
Пример 1. Заготовкой является лист из электротехнической меди толщиной h0=10 мм который прокатывают до толщины h1=7 мм. Температура начала рекристаллизации электротехнической меди зависит от чистоты и степени предшествующей деформации и ее величина составляет около 200°C [10], т.е. надо обеспечить повышение температуры от комнатной 20°C на Δt=180°C.
При обжатии в валках радиусом 200 мм угол захвата равен  . Средняя толщина заготовки равна hc=(0,010+0,007)/2=0,085 м.
. Средняя толщина заготовки равна hc=(0,010+0,007)/2=0,085 м.
При величине сопротивления деформации для меди σs=80 МПа получим сопротивление деформации на сдвиг  Показатель трения ψ=0,4; плотность ρ=8900 кг/м3.
Показатель трения ψ=0,4; плотность ρ=8900 кг/м3.
Рассчитанное по формуле (10) соотношение скоростей составляет величину k=νS/ν=58,3. Если назначить скорость протягивания ν=0,1 м/с, то следует обеспечить скорость скольжения νS=ν∗k=0,1∗58,3=5,83 м/с.
Скорость скольжения равна νS=ν-(-νв)=ν+νв, где νв - скорость вращения валков, здесь показано, что скорости протягивания и вращения валков складываются из-за противоположности их направлений. Из последней формулы следует, что νв=νS-ν=5,83-0,10=5,73 м/с. Для упрощения расчетов здесь не учтено, что при деформации происходит дополнительное выделение тепла. Предполагается, что это дополнительное тепловыделение компенсируется потерями тепла за счет диссипации энергии в окружающее пространство. Предложенные приемы управления процессом позволяют решить поставленную техническую задачу.
Пример 2. Заготовкой является лист из алюминиевого сплава Д16 толщиной h0=13 мм, который необходимо прокатать до толщины h1=6 мм. Температура начала рекристаллизации алюминиевого сплава Д16 зависит от чистоты и степени предшествующей деформации и ее величина составляет около 300°C, т.е. необходимо обеспечить повышение температуры от комнатной 20°C на Δt=280°C.
Обжатие происходит в валках радиусом R=250 мм. Угол захвата равен  Средняя толщина заготовки при этом равна hc=(0,013+0,006)/2=0,095 м.
Средняя толщина заготовки при этом равна hc=(0,013+0,006)/2=0,095 м.
При величине сопротивления деформации для сплава Д16 σs=140 МПа, получим сопротивление деформации на сдвиг 
Показатель трения для данного случая прокатки примем равным ψ=0,3. Плотность сплава Д16 - ρ=2770 кг/м3.
Соотношение скоростей, рассчитанное по формуле (10), составляет величину k=νS/ν=33,56. Если назначить скорость протягивания ν=0,3 м/с, то следует обеспечить скорость скольжения νS=ν∗k=0,3∗33,56=10,07 м/с.
Скорость вращения валков является разницей между скоростью скольжения и скоростью протягивания листа и равна νв=νS-ν=10,07-0,30=9,77 м/с. В данном расчете, выделение тепла при деформировании, для упрощения, не учитывается. Предполагается, что это дополнительное тепловыделение компенсируется потерями тепла за счет диссипации энергии в окружающее пространство.
Таким образом, здесь показано, что назначением соотношения скорости протягивания и линейной скорости вращения валков можно достичь заданной температуры нагрева.
Технический результат от применения заявляемого объекта в сравнении с прототипом заключается в расширении технологических возможностей, а более конкретно, в возможности обработки заготовок некруглого поперечного сечения, например, плоского проката.
СПИСОК ИСТОЧНИКОВ ИНФОРМАЦИИ
1. Патент РФ №2135314. Способ автоматического управления процессом непрерывной прокатки с минимальным натяжением или подпором сортового металла. МПК В21В 37/52. Заявка 98104480/02 от 12.03.1998. / Пазухин М.А., Бурмин М.Г., Черкасов Ю.Д., Коробов А.И., Никитин Г.С. Опубл. 27.08.1999.
2. Логинов Ю.Н. Анализ энергозатрат при горячей прокатке листовых полуфабрикатов из алюминия. Производство проката. 2005. №4. С. 19-24.
3. Коновалов Ю.В. Справочник прокатчика. T. 1. М.: Теплотехника. 2008. 640 с.
4. А.с. СССР №799856. Роликовая волока / Новожонов В.И., Логинов Ю.Н., Железняк Л.М. Заявка от 12.04.1978 №2603354/22-02. Бюл. №4 от 30.01.1981.
5. А.с. СССР №812374. Роликовая волока / Логинов Ю.Н., Железняк Л.М. Заявка №2751614/22-02 от 13.04.1979. Опубл. 15.03.1981. Бюл. №10.
6. А.с. СССР №835554. Роликовая волока / Железняк Л.М., Стукач А.Г., Логинов Ю.Н. Заявка №2553771/22-02 от 13.12.1977. Опубл. 7.06.1981. Бюл. №21.
7. А.с. СССР №591244. Устройство для теплого волочения проволоки из малопластичного материала. / Колмогоров В.Л., Новожонов В.И., Логинов Ю.Н. Опубл. 05.02.1978. Бюл. №5.
8. А.c. СССР №710714. Устройство для теплого волочения проволоки. / Колмогоров В.Л., Новожонов В.И., Логинов Ю.Н., Бюл. №3 от 25.01.1980
9. Патент РФ №2252091. Способ волочения заготовок круглого поперечного сечения. Заявка 2004107760/02 от 15.03.2004. / Логинов Ю.Н., Буркин С.П. Опубл. 20.05.2005. Бюл. №14.
10. Патент РФ №2496103. Способ изучения первичной рекристаллизации / Демаков С.Л., Логинов Ю.Н., Илларионов А.Г., Иванова М.А., Степанов С.И. Заявка: 2012107942/28 от 01.03.2012. МПК G01N 19/00. Опубл. 20.10.2013. Бюл. №29.
Способ обработки металлов, включающий формоизменение заготовки протягиванием ее через деформирующий инструмент с нагревом от тепла деформации и трения скольжения на поверхности контакта между деформирующим инструментом и заготовкой, при этом обеспечивают выделение тепла, достаточного для нагрева заготовки до заданной температуры, отличающийся тем, что используют деформирующий инструмент в виде двух валков, которые на начальной нестационарной стадии обработки вращают в направлении протягивания заготовки, а на последующей стационарной стадии обработки - против направления протягивания заготовки, причем температуру нагрева задают соотношением скорости протягивания заготовки и скорости вращения валков.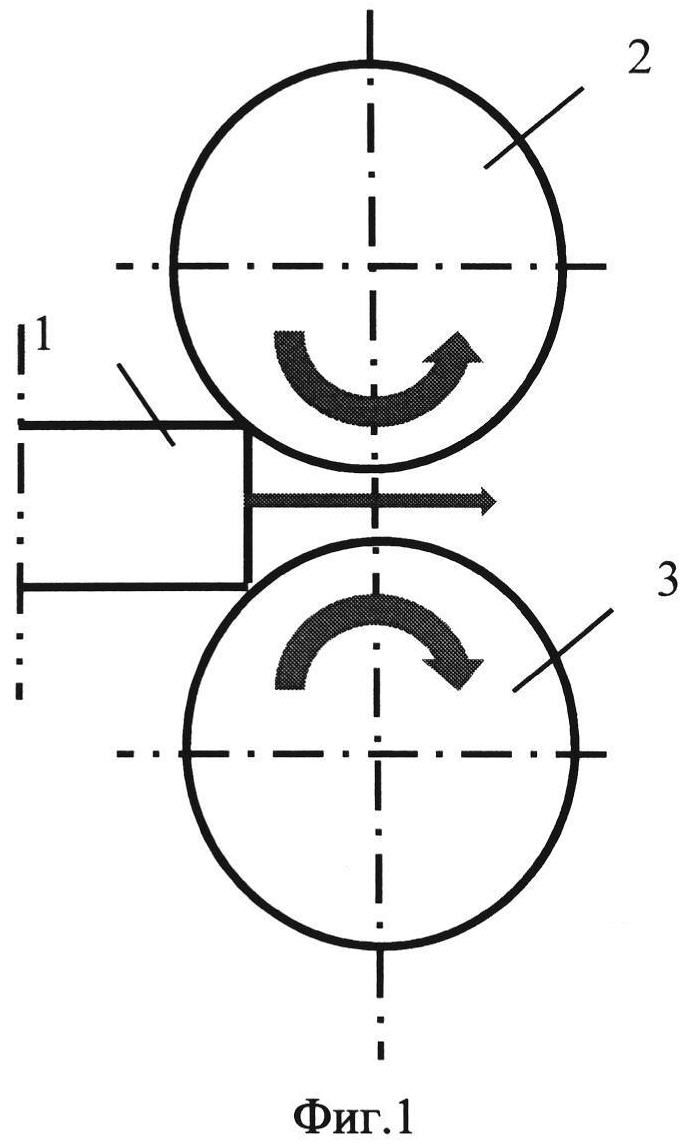
Материал датчика для эпр дозиметрии ионизирующих излучений
Способ определения вязкости металлических материалов
Гидродинамический теплогенератор для сети теплоснабжения
Универсальный термоэнергетический генератор. варианты
Твердый экстрагент с высокой динамической обменной емкостью для извлечения скандия и способ его получения
Способ получения нанокристаллического магнитотвердого материала из сплава системы (nd, ho)-(fe, co)-b
Гелиодистиллятор
Солнечный опреснитель
Способ переработки жидких отходов производства диоксида титана
Способ получения безобжигового зольного гравия
Ячеистая структура имплантатов
Ячеистая структура имплантата
Комплекс для переработки бокситового сырья
Способ упрочнения пластической деформацией проволоки
Способ переработки бокситов на глинозем
Имплантат для остеотомии
Имплантат для замещения костных трабекулярных дефектов
Комплекс для переработки золоотвалов

