Результат интеллектуальной деятельности: СПОСОБ ДИФФУЗИОННОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к способам упрочнения стальных деталей в соответствии с характером их износа, работающих в условиях абразивного изнашивания, и может быть использовано при производстве упрочненных деталей машин и инструмента, обладающих повышенным ресурсом работы, в машиностроительной, металлургической, химической, строительной и других отраслях промышленности.
Известен способ упрочнения стальных деталей, включающий нанесение на литейную форму для получения стальной детали слоя обмазки толщиной 2-3 мм, разведенной в воде до пастообразного состояния, содержащей диборид хрома, карбид бора, фторид натрия, бентонит, графит при следующем соотношении компонентов, мас.%: диборид хрома - 20-25, карбид бора - 50-60, фторид натрия - 2-3, бентонит - 5-7, графит 5-15, сушку на воздухе до получения твердой корки, насыщение из обмазки при заливке литейной формы расплавленной сталью и охлаждение расплава вместе с формой до 300-400°С (патент RU 2381299, МПК С23С 12/02 (2006.01)).
Основными недостатками вышеописанного способа являются низкая точность геометрических размеров стальных деталей, упрочненных в соответствии с описанным процессом, требующая обязательной механической обработки со снятием части упрочненного слоя, и небольшая стойкость названных деталей, вызванная необходимостью снятия части упрочненного слоя при дополнительной механической обработке (см. таблицу, №№ п/п 1, 2).
Наиболее близким к предлагаемому изобретению по технической сущности (прототипом) является способ упрочнения стальных деталей, заключающийся в том, что используют обмазку, содержащую следующие компоненты, мас.%: диборид титана - 20-25, карбид бора - 50-60, мелкодисперсный графит - 10-14, бентонит - 5-7, фторид натрия - 3-5, которую предварительно разводят в воде до пастообразного состояния, наносят обмазку на поверхность детали слоем тощиной 4-6 мм, проводят сушку на воздухе до получения твердой корки, осуществляют насыщение из обмазки при нагреве детали от 1050°С до 1150°С с выдержкой в термической печи в течение 4-6 ч и низкий отпуск при температуре 180-200°С в течение 2 ч (патент RU 2345175, МПК С23С 12/02, C21D 1/78 (2006.01)).
Основными недостатками вышеописанного способа являются низкая стойкость, а именно коррозионная стойкость в растворах кислот деталей, упрочненных таким образом (см. таблицу, №№ п/п 3, 4), пониженный ресурс упрочненных деталей вследствие повышенной хрупкости, повышенные энергозатраты на процесс упрочнения вследствие необходимости длительной, в течение 4-6 ч, выдержки упрочняемой детали в термических печах при высоких температурах.
Задачей настоящего изобретения является повышение стойкости и ресурса стальных деталей, упрочненных по предложенному способу, а также снижение энергозатрат процесса диффузионного упрочнения.
Поставленная задача решается тем, что в способе диффузионного упрочнения стальных деталей, включающем нанесение обмазки, содержащей диборид титана, карбид бора, фторид натрия, которую предварительно разводят в воде до пастообразного состояния, сушку на воздухе до получения твердой корки, насыщение из обмазки при нагреве деталей с выдержкой, закалку с температуры насыщения и низкий отпуск при температуре 180-200°С в течение 2 ч, согласно изобретению сначала наносят первый слой обмазки из ферротитана толщиной 0,1-0,2 мм, содержащей титан и железо, которую предварительно разводят в воде до пастообразного состояния, при следующем соотношении компонентов, мас.%: титан - 50-75, железо - остальное, затем наносят второй слой обмазки толщиной 3-5 мм, дополнительно содержащей иодид калия при следующем соотношении компонентов, мас.%: диборид титана - 20-25, карбид бора -70-75, фторид натрия - 2-3, иодид калия 2-7. Последующее насыщение из обмазки проводят при нагреве от 900°С до 1150°С в течение 0,5-4 ч.
Повышение стойкости и ресурса упрочненных деталей обеспечивается повышением коррозионной стойкости и снижением хрупкости вследствие формирования на поверхности упрочненного сплошного слоя боридов титана толщиной 1-7 мкм в зависимости от химического состава стали, образованных при насыщении из сложной двухслойной обмазки, содержащей титан, диборид титана, карбид бора, фторид натрия, иодид калия.
Снижение энергозатрат на процесс упрочнения обусловлено сокращением времени насыщения.
Нанесение первого слоя обмазки толщиной 0,1-0,2 мм, содержащей 50-75% титана, гарантирует формирование на поверхности упрочняемой детали слоя боридов титана, имеющего равнопрочную связь с упрочняемым материалом. При содержании титана менее 50% слой боридов титана может иметь несплошности и недостаточную толщину, менее 0,1 мм, а при содержании титана более 75% нарушается прочность соединения слоя боридов титана с материалом упрочняемой детали. Нанесение первого слоя обмазки толщиной более 0,2 мм приводит к отслоению упрочняемого покрытия детали.
Содержание в обмазке диборида титана в количестве, составляющем 20-25 мас.%, является оптимальным, так как при данном содержании диборида титана образуются упрочненные слои с наиболее высоким ресурсом. При содержании в обмазке диборида титана в количестве, меньшем 20 мас.%, идет преимущественно насыщение бором, что приводит к высокой хрупкости диффузионного слоя, а вследствие этого - к снижению ресурса работы детали. При содержании в обмазке диборида титана в количестве, большем 25 мас.%, в процессе насыщения вследствие низкой пластичности обмазка растрескивается, что приводит к окислению поверхности детали.
Содержание в обмазке карбида бора в количестве, составляющем 70-75 мас.%, является оптимальным, потому что при этом содержании карбида бора образуются диффузионные слои с наибольшей пластичностью и износостойкостью. Содержание в обмазке карбида бора в количестве, меньшем 70 мас.%, приводит к получению диффузионных слоев малой толщины и снижению ресурса упрочненных деталей. При содержании в обмазке карбида бора в количестве, большем 75 мас.%, происходит преимущественное насыщение бором, что приводит к высокой хрупкости получающихся слоев.
Содержание в обмазке фторида натрия в количестве, составляющем 2-3 мас.%, является оптимальным, так как при данном содержании фторида натрия обеспечивается необходимая активность насыщающей обмазки, что приводит к формированию диффузионных слоев с оптимальными пластичностью и износостойкостью. При содержании в обмазке фторида натрия в количестве, меньшем 2 мас.%, вследствие недостаточной активности смеси возможно получение диффузионного слоя очень малой толщины либо полное его отсутствие. При содержании в обмазке фторида натрия в количестве, большем 3 мас.%, вследствие повышенной активности смеси возможен прогар обмазки и окисление поверхности детали, что приводит к снижению стойкости упрочненной детали.
Содержание в обмазке иодида калия в количестве, составляющем 2-7 мас.%, является оптимальным, потому что при данном содержании обеспечивается необходимая активность насыщающей обмазки, что приводит к формированию диффузионных слоев с оптимальными пластичностью и износостойкостью. При содержании в обмазке иодида калия в количестве, меньшем 2 мас.%, вследствие недостаточной активности смеси возможно получение диффузионного слоя очень малой толщины. При содержании в обмазке иодида калия в количестве, большем 7 мас.%, вследствие повышенной активности смеси возможен прогар обмазки и окисление поверхности детали, что приводит к снижению стойкости упрочненной детали.
Толщина второго слоя обмазки, составляющая 3-5 мм, является оптимальной, так как при толщине второго слоя обмазки, составляющей менее 3 мм, обмазка прогарает, а при толщине второго слоя обмазки, составляющей более 5 мм, наблюдается сползание обмазки с поверхности упрочняемой детали.
Температура насыщения деталей из обмазки, составляющая от 900°С до 1150°С, является оптимальной, так как при температуре ниже 900°С процесс диффузионного насыщения не протекает, в результате чего упрочненные слои не образуются, соответственно это приводит к снижению стойкости упрочненных деталей, а температура насыщения выше 1150°С для большинства сталей приводит к росту зерна под упрочненным слоем, что в свою очередь приводит к снижению ударной вязкости и пластичности металла под упрочненным слоем и снижению работоспособности готового изделия.
Продолжительность насыщения деталей из обмазки, составляющая 0,5-4 ч, является оптимальной, так как продолжительность процесса насыщения менее 0,5 ч приводит к недостаточной толщине упрочненного слоя, а при продолжительности процесса насыщения более 4 ч наблюдается рост зерна и чрезмерная толщина упрочненного слоя, что приводит к повышению его хрупкости и снижению стойкости готового изделия.
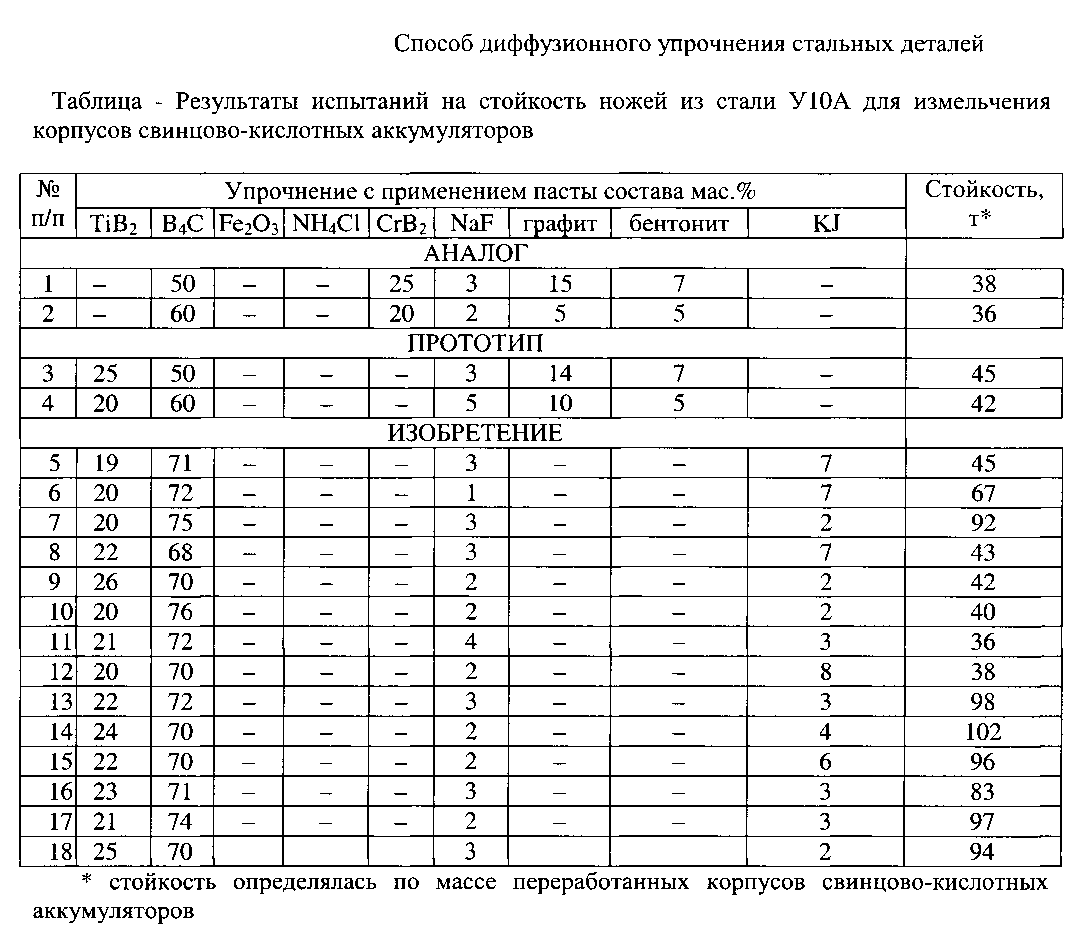
Предложенное изобретение поясняется таблицей, в которой приведены результаты испытаний на стойкость ножей из стали У10А для резки корпусов свинцово-кислотных аккумуляторов.
Способ диффузионного упрочнения стальных деталей осуществляется следующим образом. Предварительно обмазку из ферротитана марки ФТ-50 или марки ФТ-75, содержащую титан и железо при следующем соотношении компонентов, мас.%: титан - 50-75, железо - остальное, и обмазку, содержащую диборид титана, карбид бора, фторид натрия, иодид калия при следующем соотношении компонентов, мас.%: диборид титана - 20-25, карбид бора - 70-75, фторид натрия - 2-3, иодид калия - 2-7, разводят в воде до пастообразного состояния. Затем наносят на упрочняемую поверхность детали первый слой приготовленной обмазки толщиной 0,1-0,2 мм из ферротитана марки ФТ-50 или марки ФТ-75 и далее второй слой приготовленной обмазки толщиной 3-5 мм, содержащей диборид титана, карбид бора, фторид натрия, иодид калия, после чего деталь сушат на воздухе до получения твердой корки. Последующее насыщение поверхности детали из данной двухслойной обмазки производят в термической печи при нагреве деталей от 900°С до 1150°С с выдержкой в течение 0,5-4 ч. Потом осуществляют закалку непосредственно с температуры насыщения и низкий отпуск при температуре 180-200°С в течение 2 ч. Обмазку отделяют от поверхности упрочненной детали. При этом на поверхности детали образуется диффузионный слой боридов толщиной 80-95 мкм с микротвердостью 1920-2100 HV в зависимости от химического состава стали, имеющий поверхностный слой боридов титана толщиной 1-3 мкм с микротвердостью 2500-3700 HV в зависимости от химического состава стали.
Температура процесса насыщения, время выдержки при данной температуре зависят от марки стали, из которой изготовлена деталь, назначения детали и требуемой толщины диффузионного слоя. Охлаждающую среду для закалки также выбирают в зависимости от марки стали.
Изобретение иллюстрируется следующим примером.
В качестве упрочняемых деталей использовали ножи для измельчения корпусов свинцово-кислотных аккумуляторов из стали У10А. Предварительно обмазку из ферротитана марки ФТ-50 или марки ФТ-75, содержащую титан и железо, и обмазку, содержащую диборид титана, карбид бора, фторид натрия, иодид калия (см. таблицу, №№ п/п 5-18), разводили в воде до пастообразного состояния. Затем наносили на упрочняемые поверхности ножей первый слой приготовленной обмазки толщиной 0,1-0,2 мм из ферротитана и далее второй слой приготовленной обмазки толщиной 3-5 мм, содержащей диборид титана, карбид бора, фторид натрия, иодид калия, после чего ножи сушили на воздухе до получения твердой корки. При температуре 1050°С в термической печи из указанной двухслойной обмазки проводили насыщение ножей из стали У10А. Время процесса насыщения 2 ч. Затем была проведена закалка непосредственно с температуры насыщения в масле с температурой 40°С и последующий низкий отпуск при 180°С в течение 2 ч. Обмазка была отделена от поверхности детали. На деталях было получено равномерное покрытие толщиной 70-75 мкм со слоем боридов титана толщиной 1-2 мкм на поверхности боридного слоя. Стойкость определялась по массе переработанных корпусов свинцово-кислотных аккумуляторов.
Также осуществляли процесс упрочнения ножей для резки полипропиленовых корпусов из стали У10А в соответствии со способом упрочнения стальных деталей, выбранным в качестве аналога (см. таблицу, №№ п/п 1, 2), и способом упрочнения стальных деталей, выбранным в качестве прототипа (см. таблицу, №№ п/п 3, 4).
Как следует из приведенных в таблице данных, при насыщении деталей из обмазки с содержанием компонентов за заявленными пределами стойкость поверхностных слоев снижается (см. таблицу, №№ п/п 5, 6, 8-12), наблюдаются прогар обмазки и обезуглероживание детали (см. таблицу, №№ п/п 9), затруднение отделения обмазки от детали и высокая вероятность скола упрочненного слоя детали вместе с обмазкой (см. таблицу, №№ п/п 12, 11), частичное либо полное разрушение обмазки, а также ее сползание с упрочняемой детали в процессе насыщения (см. таблицу, №№ п/п 10, 11), снижение толщины упрочненного слоя, а следовательно, стойкости (см. таблицу, № п/п 5, 8).
Стойкость ножей в производственных условиях по сравнению со стойкостью ножей, упрочненных в соответствии со способом, выбранным в качестве прототипа, возросла в среднем в 2,02 раза (см. таблицу, №№ п/п 13, 14, 15, 17, 18).
Таким образом, использование предложенного изобретения позволяет увеличить стойкость и ресурс деталей, упрочненных в соответствии с предложенным способом, и повысить энергоэффективность процесса упрочнения. При этом заявленный способ может быть применен на любом металлообрабатывающем предприятии, имеющем термические печи, независимо от принципа их действия. Энергозатраты на процесс упрочнения при этом снижаются на 15-22%.
Способ нанесения керамического покрытия на детали из чугунов и сталей
Лабораторный способ дифференциальной диагностики ведущей позитивной и негативной симптоматики у больных шизофренией
Средство, обладающее противовоспалительным и противоаллергическим действием
Способ прогнозирования тяжести течения эпилепсии
Способ индукционного упрочнения и восстановления деталей
Способ изготовления упрочненных стальных и чугунных деталей
Способ прогнозирования эффективности терапии депрессивного эпизода
Способ упрочнения стальных деталей
Лабораторный способ диагностики биполярного аффективного расстройства
Лабораторный способ диагностики шизотипического расстройства
Способ нанесения керамического покрытия на детали из чугунов и сталей
Лабораторный способ дифференциальной диагностики ведущей позитивной и негативной симптоматики у больных шизофренией
Средство, обладающее противовоспалительным и противоаллергическим действием
Способ индукционного упрочнения и восстановления деталей
Способ изготовления упрочненных стальных и чугунных деталей
Способ прогнозирования эффективности терапии депрессивного эпизода
Способ упрочнения стальных деталей
Лабораторный способ диагностики биполярного аффективного расстройства
Лабораторный способ диагностики шизотипического расстройства
Лабораторный способ диагностики ведущей негативной симптоматики у больных шизофренией

