Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СОСТАВНОЙ ДЕТАЛИ ТИПА ПОКОВКИ ТАРЕЛЬЧАТОГО КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к получению составных деталей посредством пластической деформации, и может быть использовано при штамповке поковок тарельчатых клапанов двигателей внутреннего сгорания.
Известен способ получения составных деталей, включающий образование центрально расположенного глухого отверстия в шаровидной заготовке, плоскость дна которого перпендикулярна оси отверстия, путем механической или пластической обработки, формообразование торца стержневой заготовки посредством выполнения на нем в первом случае двух взаимно перпендикулярных углублений треугольного профиля глубиной 0,05-0,10 диаметра стержня или выполнения во втором случае скоса под углом 5-7°, сборку шаровидной заготовки со стержневой заготовкой путем установки последней обработанным торцом в отверстие шаровидной заготовки, нагрев собранных заготовок в печи с защитной атмосферой до ковочной температуры и совместное пластическое деформирование собранных заготовок. В процессе совместного деформирования головка стержневой заготовки в первом случае приобретает симметричную форму, состоящую из четырех полукруглых частей, во втором случае при наличии скоса торца образуется асимметричная головка тарельчатой формы. В обоих случаях дополнительно повышается качество и надежность получаемой детали за счет увеличения контактных поверхностей соединяемых заготовок (авторское свидетельство SU 1697973, кл. B21K 1/22).
Однако известный способ не обеспечивает высокого качества получаемых составных деталей, так как стенка отверстия в одной из заготовок и поверхность стрежневой заготовки неизбежно загрязнены оксидами и другими адсорбатами, ухудшающими кузнечную сварку контактных поверхностей заготовок, что снижает механическую прочность соединения, особенно при нагреве заготовок перед сборкой.
Основной недостаток описанного способа устраняется наиболее близким по технической сущности и достигаемому результату (прототипом), в качестве которого использован способ получения составных деталей, включающий предварительную подачу стержневой заготовки в полость матрицы с упором в торец выталкивателя и размещение в полости матрицы нагретой до ковочной температуры головной заготовки, образование глухого отверстия в головной заготовке путем вдавливания в нее стержневой заготовки с одновременной сборкой ее со стержневой заготовкой и последующее их совместное деформирование с получением неразъемного соединения (патент RU 2056209, МПК6 B21K 1/22).
Однако при вдавливании стержневой заготовки в нагретую до ковочной температуры головную заготовку неизбежно образование утяжины, поверхность которой, загрязненная оксидами и другими адсорбатами, участвует в получении неразъемного сварного соединения заготовок при последующем их совместном деформировании, в результате чего снижается качество составных деталей.
В основу изобретения поставлена задача повышения качества составных деталей путем повышения качества неразъемного соединения заготовок.
Для решения поставленной задачи в способе получения составной детали типа поковки тарельчатого клапана двигателя внутреннего сгорания, включающем одновременное образование отверстия в головной металлической заготовке и сборку ее со стержневой металлической заготовкой путем вдавливания стержневой заготовки в нагретую до ковочной температуры головную заготовку и последующее их совместное деформирование с получением неразъемного соединения, согласно изобретению вдавливание стержневой заготовки в головную заготовку осуществляют с приложением к последней усилия противодавления

где σпр - напряжение противодавления, МПа;
Fк - площадь приложения усилия противодавления, мм2;
при этом величину напряжения противодавления σпр выбирают из следующего диапазона:

где σcp=0,72σbt - сопротивление срезу металла головной заготовки, МПа;
σbt - предел прочности металла головной заготовки при температуре среза, МПа.
Повышение качества неразъемного соединения заготовок и, в итоге, качества получаемых составных деталей объясняется, во-первых, тем, что приложение к головной заготовке усилия противодавления в процессе вдавливания в нее стержневой заготовки, создающего сжимающие напряжения в кромке прошиваемого отверстия, большие, чем напряжение среза металла при прошивке отверстия, исключает образование утяжины при прошивке отверстия и, следовательно, обеспечивает полное удаление оксидов и других адсорбатов с контактной поверхности внедряемой стержневой заготовки; во-вторых, тем, что создание гидростатического напряжения сжатия по контуру прошиваемого отверстия обеспечивает вязкое разрушение материала по плоскости скольжения, исключающее скол или разрыв межатомных связей в кристаллической решетке (Бэкофен В. А. Процессы деформации. / В.А. Бэкофен. - М: Металлургия, 1977. - С. 210-229).
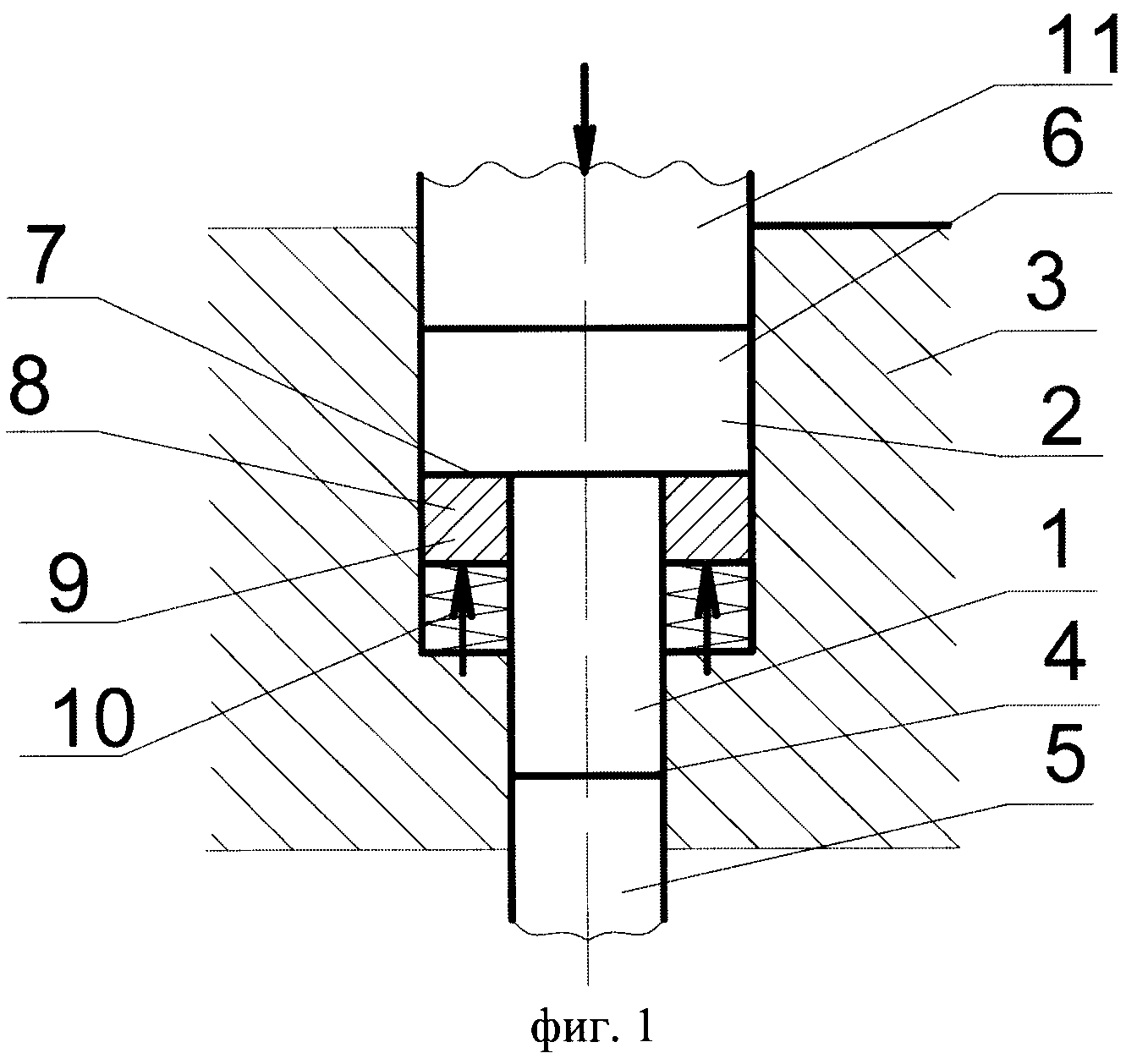
Реализация способа получения составной детали типа поковки тарельчатого клапана двигателя внутреннего сгорания поясняется чертежами, где на фиг. 1 показано исходное положение заготовок перед прошивкой и сборкой, на фиг. 2 - положение заготовок после сборки; на фиг. 3 - соединение заготовок, полученное после их совместного деформирования с получением составных деталей.
Способ получения составной детали типа поковки тарельчатого клапана двигателя внутреннего сгорания включает одновременное образование отверстия в головной металлической заготовке и сборку ее со стержневой металлической заготовкой путем вдавливания стержневой заготовки в нагретую до ковочной температуры головную заготовку с приложением к ней усилия противодавления (1) и последующее их совместное деформирование с получением неразъемного соединения. Величину напряжения противодавления выбирают из диапазона (2).
Способ получения составной детали типа поковки тарельчатого клапана двигателя внутреннего сгорания осуществляют следующим образом.
Стержневую заготовку 1 подают в полость 2 матрицы 3 с упором в торец 4 выталкивателя 5. Затем в полости 2 матрицы 3 размещают нагретую до ковочной температуры головную заготовку 6 на поверхности 7 устройства противодавления 8, содержащего упорную плиту 9 и упругий элемент 10, который предварительно сжимают до усилия противодавления (1), обеспечивающего напряжение противодавления на поверхности 7 согласно диапазону (2) (фиг. 1).
Далее, посредством пуансона 11 вдавливают стержневую заготовку 1 в головную заготовку 6, за счет чего производят прошивку глухого отверстия 12 и одновременную сборку заготовок 1 и 6 (фиг. 2). При этом осуществляют нагревание внедренного в головную заготовку 6 элемента 13 стержневой заготовки 1 за счет теплопередачи до ковочной температуры.
После совместного деформирования заготовок 1 и 6 в известном штампе (на чертеже не показан) получают составную деталь 14 (фиг. 3).
Пример. Получена опытная партия поковок тарельчатых клапанов ДВС. Материал головной заготовки сталь 40Х9С2; диаметр D2=32 мм, высота Н2=18 мм. Стержневая заготовка из стали 40Х9С2 диаметром 18 мм, длиной 120 мм.
Температура нагрева головной заготовки 1100°C, σbt=23 МПа.
Расчет технологических параметров:
1) определяют сопротивление срезу, используя выражение (1)
σcp=0,72σbt=16,6 МПа;
2) принимают напряжение противодавления равным
σпр=1,25σcp=1,25·16,6=20,8 МПа;
3) проверяют условие диапазона (2)
16,6<20,8<23,
то есть условие выполняется;
4) затем подают стержневую заготовку в полость 2 матрицы 3 лабораторного штампа (на чертеже не показан), нагревают головную заготовку 6 до температуры 1100°C и размещают ее в полости 2 матрицы 3 на поверхности 7 упорной плиты 9 устройства противодавления 8.
Посредством пуансона 11 вдавливают стержневую заготовку 1 в головную заготовку 6 и тем самым осуществляют прошивку глухого отверстия 12 и одновременную сборку заготовок 1 и 6.
Собранный полуфабрикат нагревают до температуры 1100°C и осуществляют совместную деформацию полуфабриката в лабораторном штампе (на чертеже не показан). Полученная поковка тарельчатого клапана ДВС имела правильную симметричную форму без внешних дефектов. Металлографические исследования показали качественную механическую связь контактных поверхностей на всем протяжении линии их сварки в плоскости разреза. Результаты прочностных испытаний на разрыв также отвечают требованиям к детали.
Способ получения составных деталей, включающий одновременное образование глухого отверстия в головной заготовке и сборку ее со стержневой заготовкой путем вдавливания стержневой заготовки в нагретую до ковочной температуры головную заготовку, и последующее их совместное деформирование с получением неразъемного соединения, отличающийся тем, что образование глухого отверстия в головной заготовке осуществляют с приложением к последней усилия противодавления, причем напряжение противодавления определяют из соотношения:σ<σ<σ,где σ=0,72σ - сопротивление срезу металла головной заготовки, МПа;σ - предел прочности металла головной заготовки при температуре среза, МПа;σ - напряжение противодавления, МПа,;σ=P/F,P - усилие противодавления, МН;F - площадь приложения усилия противодавления, мм;σ - сопротивление деформации металла головной заготовки, МПа.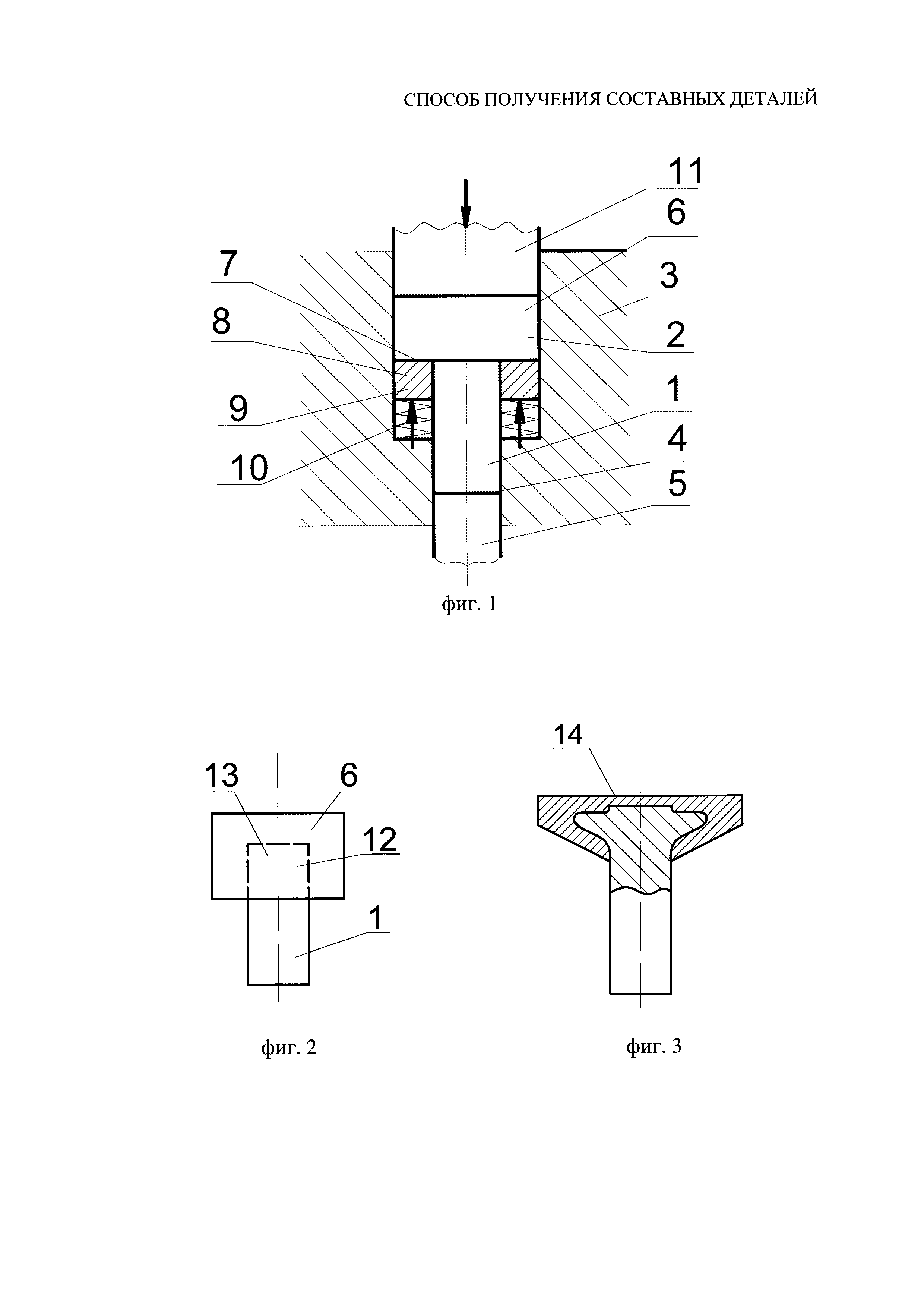
Глушитель шума выхлопа двигателя внутреннего сгорания
Глушитель шума выхлопа двигателя внутреннего сгорания
Способ получения монофазного интерметаллидного сплава с высокой степенью однородности на основе титана
Высоковольтная трехфазная воздушная линия
Роторно-поршневой двигатель внутреннего сгорания
Дульный тормоз
Способ разрезки прутка на мерные заготовки
Двигатель внутреннего сгорания с утилизацией теплоты отработавших газов
Универсальный транзисторный регулируемый реверсивный электропривод с коллекторным двигателем
Роторно-поршневой двигатель внутреннего сгорания
Способ изготовления дисков бороны
Способ разрезки прутка на мерные заготовки
Способ накатывания фасок на стержневых изделиях

