Результат интеллектуальной деятельности: СПОСОБ ДИСКРЕТИЗАЦИИ РЕЖУЩЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение относится к области производства абразивного инструмента и может быть использовано при изготовлении шлифовальных кругов с дискретной режущей поверхностью.
Известен способ дискретизации шлифовального инструмента, при котором на режущую поверхность сплошного стандартного круга наносят с использованием высококонцентрированного потока энергии (лазерного луча) большое количество радиальных отверстий диаметром 1,8-1,9 мм (патент США №4882878, B24D 5/00). Эти отверстия выполняют по образующим цилиндрической режущей поверхности (строкам) на расстоянии 2,8 мм друг от друга, при этом строки отверстий параллельны оси вращения инструмента. Этот способ дискретизации позволяет в процессе шлифования заготовок уменьшить изменение силы резания, что положительно сказывается на снижении уровня вибрации технологической системы.
Недостатком способа дискретизации по пат. США №4882878, B24D 5/00 является низкая геометрическая точность отверстий, выжженных на режущей поверхности инструмента.
Известен также способ дискретизации режущей поверхности шлифовального инструмента (прототип) (патент RU 2385216, МПК B24D 5/02), при котором радиальные отверстия располагают в чередующихся длинных и коротких строках со смещением на половину осевого шага в направлении строк, что позволяет стабилизировать силу резания, а следовательно, уменьшить уровень вибрации технологической системы.
Недостатком способа дискретизации по пат. RU 2385216, МПК B24D 5/02 является низкая геометрическая точность радиальных отверстий, нанесенных на режущую поверхность струей высококонцентрированного потока энергии (лазерным лучом или гидроабразивной струей высокого давления).
Низкая геометрическая точность радиальных отверстий, нанесенных на режущую поверхность инструмента, объясняется не только локальным расплавлением абразивных зерен и связки (при использовании лазерного луча), приводящим к искажению формы отверстий, но и появлением погрешностей, обусловленных траекторией движения струи высококонцентрированного потока энергии.
Технический эффект, достигаемый изобретением, - повышение геометрической точности радиальных отверстий, нанесенных на режущую цилиндрическую поверхность шлифовального инструмента струей высококонцентрированного потока энергии.
Технический эффект достигается тем, что в процессе вырезания каждого из радиальных отверстий в теле шлифовального инструмента струю высококонцентрированного потока энергии (гидроабразивную струю высокого давления или лазерный луч) перемещают по отрезкам прямых линий, параллельных оси симметрии поперечного сечения радиального отверстия, кратчайшее расстояние конечных точек отрезков от окружности радиального отверстия выдерживают равным радиусу пятна контакта струи с абразивным материалом, а на участках реверса скорости рабочей подачи струю перемещают по отрезкам прямых линий, наклонных к оси абсцисс под углом
βi=0,5π±arctg (ΔX/ΔYi),
где ΔХ=const - шаг параллельных отрезков (рабочих ходов струи) по оси абсцисс поперечного сечения радиального отверстия;
ΔYi=Yi+1-Yi - текущее приращение ординаты параллельного отрезка, обусловленное шагом ΔХ;
Yi+1 - значение текущей ординаты конечной точки параллельного отрезка, соответствующее аргументу Xi=2(i+1)rп;
 - текущее значение ординаты конечной точки параллельного отрезка, соответствующее аргументу Xi=2i·rп;
- текущее значение ординаты конечной точки параллельного отрезка, соответствующее аргументу Xi=2i·rп;
i - текущий порядковый номер параллельного отрезка, совпадающий с текущим порядковым номером шага ΔХ;
ro - радиус вырезанного радиального отверстия;
rп - радиус пятна контакта струи высококонцентрированного потока энергии с абразивным материалом.
Технический эффект достигается тем, что на трассе вырезания в интервале значений абсциссы (ro-rп)≥х≥0 длину рабочих ходов струи (параллельных отрезков) увеличивают, а на трассе вырезания в интервале значений 0≥х≥-(ro-rп) - уменьшают на величину
ΔYi=2rп/tgβi,
где βi - текущий угол наклона отрезка прямой линии, соединяющего конечную и начальную точки предыдущего и последующего параллельных рабочих ходов (параллельных отрезков) соответственно.
Шаг рабочих ходов струи назначают равным диаметру 2rп пятна контакта струи с абразивным материалом шлифовального инструмента, а общее число рабочих ходов струи, потребное для вырезания одного отверстия,

Заключительный рабочий ход выполняют перемещением струи высококонцентрированного потока энергии по окружности  радиусом R=ro-rп и с центром, совпадающим с центром поперечного сечения вырезанного радиального отверстия.
радиусом R=ro-rп и с центром, совпадающим с центром поперечного сечения вырезанного радиального отверстия.
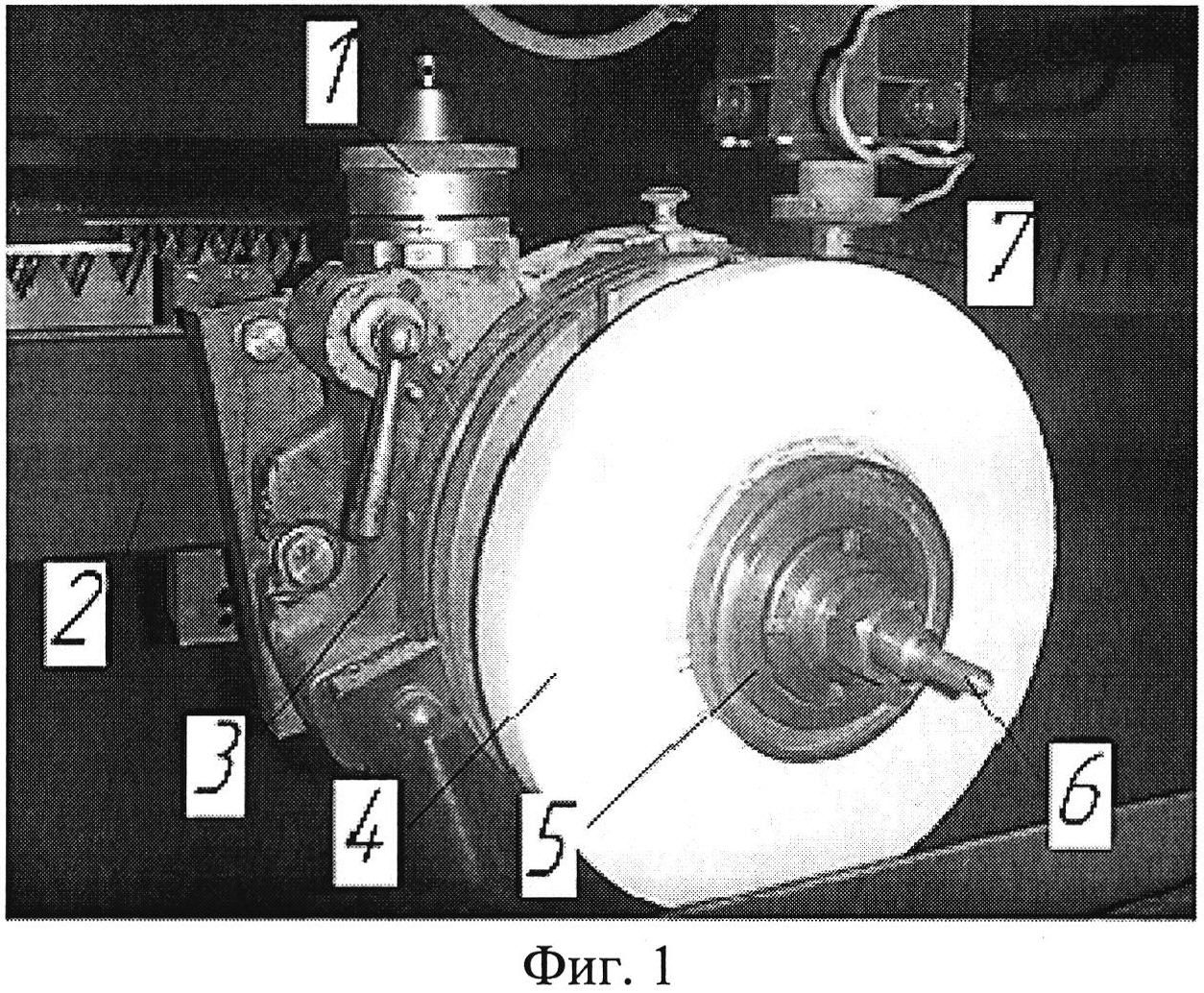
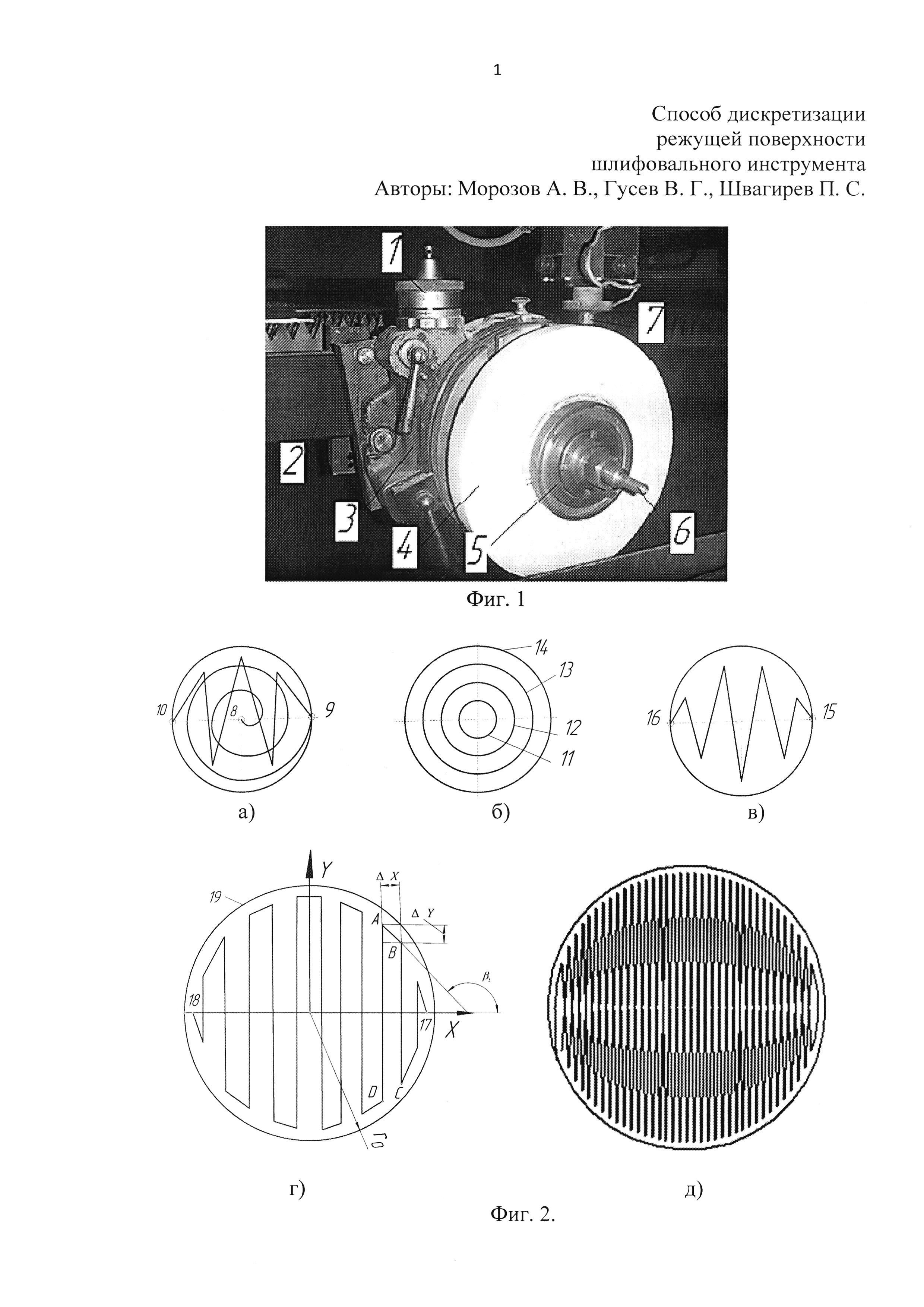
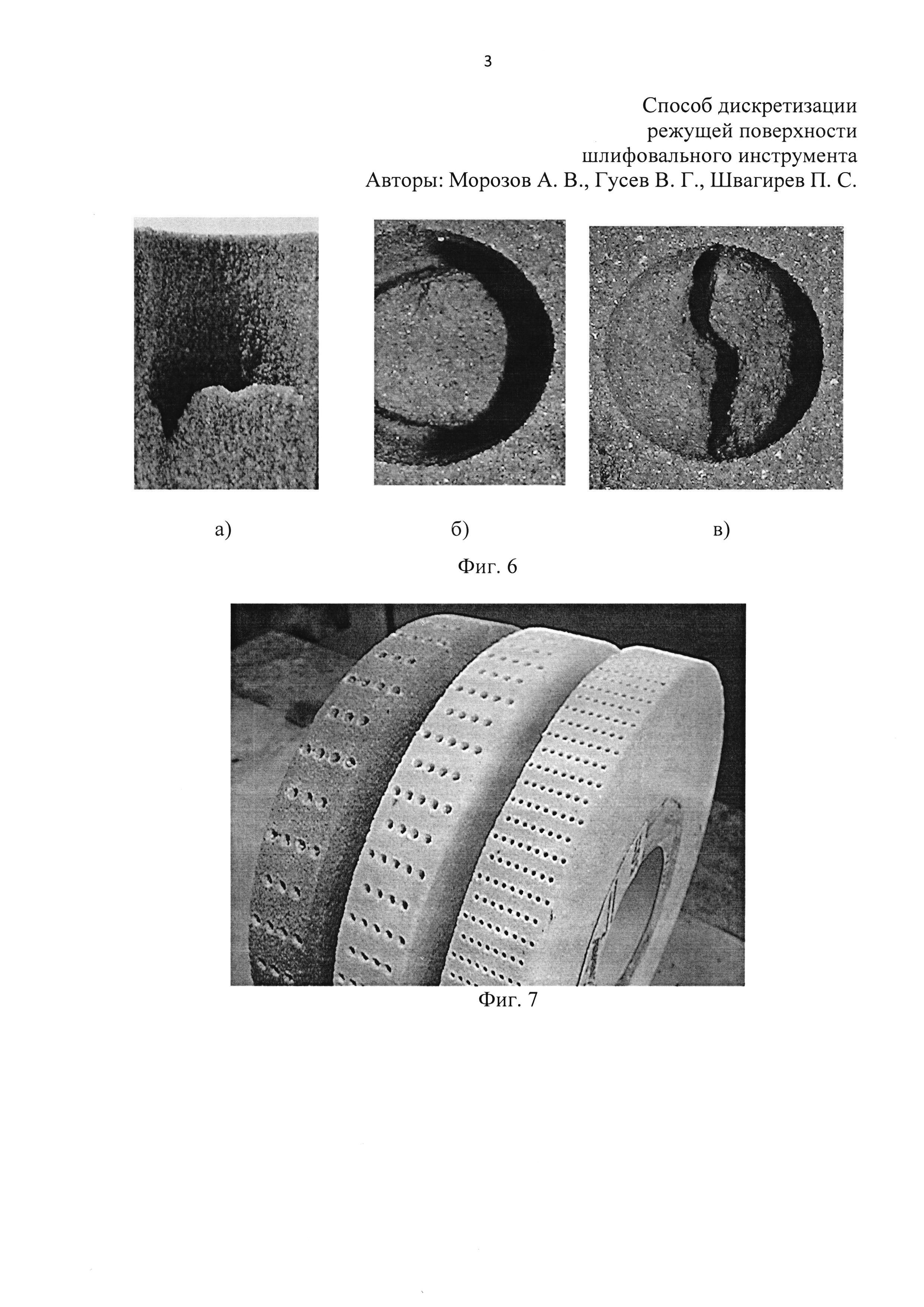
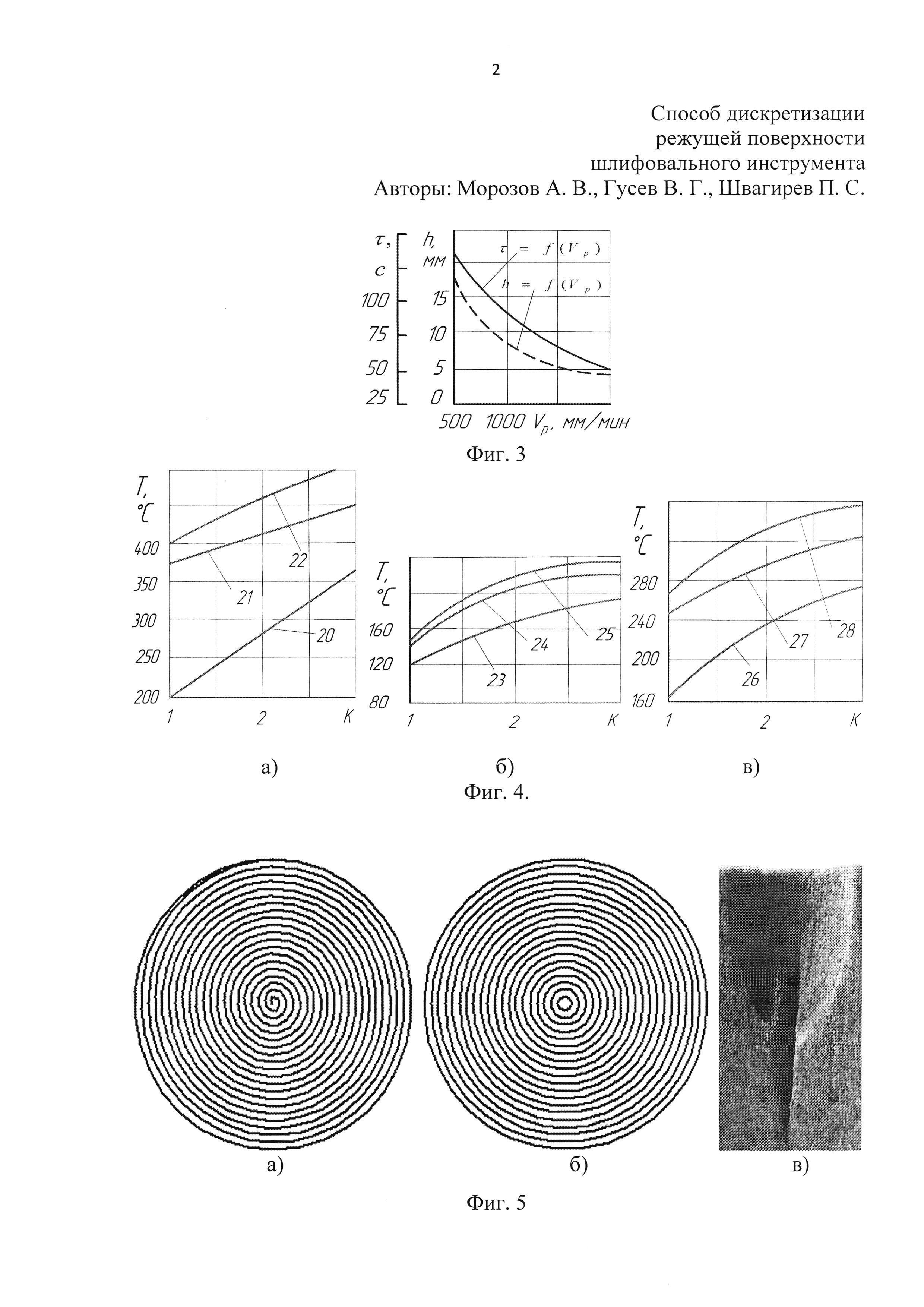
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 представлена реальная модель лазерной установки с делительным столом для вырезания радиальных отверстий в стандартном шлифовальном инструменте (шлифовальном круге); на фиг. 2 - альтернативные траектории движения струи высококонцентрированного потока энергии при вырезании радиального отверстия; на фиг. 3 - зависимости глубины h выполненных радиальных отверстий и времени обработки τ от скорости подачи Vp лазерного луча; на фиг. 4 - зависимость температуры в зоне прожигания от числа рабочих ходов лазерного луча; на фиг. 5 - элементарные траектории струи высококонцентрированного потока энергии в виде архимедовой спирали и концентрических окружностей, а также форма продольного сечения сформированного радиального отверстия; на фиг. 6 - форма радиальных отверстий, полученных в результате практической реализации 3-й - 5-й схем дискретизации режущей поверхности шлифовального инструмента; на фиг. 7 - реальные образцы дискретных шлифовальных инструментов с радиальными отверстиями, нанесенными на режущую цилиндрическую поверхность по четвертой схеме обработки (дискретизации режущей поверхности).
Для обоснования схемы дискретизации режущей поверхности инструмента, обеспечивающей высокую геометрическую точность радиальных отверстий при отсутствии структурных изменений в абразивном материале, проведены экспериментальные исследования.
Радиальные отверстия в теле шлифовального инструмента вырезали на технологическом волноводном CO2 - лазере модели ТЛ-1000 с диффузионным охлаждением рабочей смеси. Длина волны лазерного излучения - 10,6 мкм; номинальная мощность - 850 Вт; максимальная мощность - 1000 Вт; частота - (100-500) Гц; длительность импульса излучения - (1,0-0,2) миллисекунды.
Радиальные отверстия в теле шлифовального инструмента вырезали также на гидроабразивной установке ALBA 4-1313. Давление рабочей смеси в гидроабразивной установке - 5,33 кПа. Давление воды в контуре высокого давления Р=(384-432) МПа. Для вырезания радиальных отверстий использовали гранатовый абразив типа GMA Garnet Mesh 80 (размер частиц абразива - 0,178 мм). Расход гранатового абразива Qaбp=150 г/мин. Диаметр сопла dc=0,25 мм, диаметр фокусирующей трубки dф.т.=0,76 мм, длина трубки Lф.т.=75 мм.
Рукоятка 1 (фиг. 1) служит для подвода в рабочую зону участков шлифовального инструмента, в которых требуется вырезать радиальные отверстия. На координатном столе 2 лазерной установки закрепили делительный стол 3 с обрабатываемым стандартным шлифовальным инструментом 4, закрепленным в металлических фланцах 5. Шлифовальный инструмент установлен на оправке 6, которая с помощью посадочного конуса центрируется относительно оси шпинделя делительного стола, что устраняет радиальное биение периферийной цилиндрической режущей поверхности шлифовального инструмента.
Вырезание радиальных отверстий осуществляли режущей головкой 7 лазерной установки. Отверстия вырезали по строкам, параллельным оси шлифовального инструмента, с дискретным угловым позиционированием (поворотом) инструмента вокруг своей оси. Для выбора траектории движения струи высококонцентрированного потока энергии, обеспечивающей минимальные геометрические погрешности радиальных отверстий, разработаны и исследованы пять принципиальных альтернативных схем дискретизации режущей поверхности (схем обработки радиальных отверстий).
Первая схема обработки (фиг. 2, а) характеризуется тем, что струя высококонцентрированного потока энергии (лазерный луч или гидроабразивная струя высокого давления) начинает свое движение из центра 8 формируемого радиального отверстия в точку 9 по спиралевидной траектории, откуда струя зигзагообразными движениями перемещается в точку 10. Из точки 10 струя движется по окружности для окончательного формирования профиля радиального отверстия.
В соответствии со второй схемой обработки (фиг. 2, б) струя высококонцентрированного потока энергии движется по окружности 11 наименьшего диаметра, затем по окружностям 12, 13 большего диаметра и заканчивает обработку, двигаясь по окружности 14 максимального диаметра, обеспечивающего получение требуемого диаметра вырезанного радиального отверстия.
В соответствии с третьей схемой (фиг. 2, в) струя высококонцентрированного потока энергии перемещается по зигзагообразным отрезкам из точки 15 в точку 16, а окончательно отверстие формируется движением струи по окружности.
При четвертой схеме струю выводят в точку 17 (фиг. 2, г) с координатами х17=ro-rп, y17=0, после чего перемещают ее в точку 18 по отрезкам параллельных прямых, например, СВ, AD и др. При этом из конечной точки В предшествующего отрезка прямой линии (например, СВ) струя перемещается в начальную точку А последующего отрезка AD. Отрезок ВА наклонен к положительному направлению оси X под углом

где ΔХ=const - шаг параллельных отрезков прямых линий (рабочих ходов струи), равный диаметру 2rп пятна контакта струи с абразивным материалом; ΔYi=Yi+1-Yi - текущее приращение ординаты конечной точки отрезков параллельных прямых, приходящееся на шаг ΔХ; Yi+1 - значение текущей ординаты конечной точки параллельного отрезка, определяемое подстановкой абсциссы Xi+1=2(i+1)rп в уравнение окружности  и решения его относительно Yi+1;
и решения его относительно Yi+1;
Yi - текущее значение ординаты, которое определяется путем подстановки значения абсциссы Xi=2i·rп в уравнение окружности

и решения уравнения (2) относительно Yi.
Выполнена указанная процедура и получено текущее значение ординаты

где i - текущий порядковый номер шага ΔХ.
Из точки 18 центр струи высококонцентрированного потока энергии перемещается по окружности радиусом R=ro-rп на полный угол 360°, окончательно формируя контур поперечного сечения отверстия в виде окружности 19.
На трассе вырезания в интервале положительных значений абсциссы (ro-rп)≥x≥0 длину рабочих ходов струи (параллельных отрезков) увеличивают, а на трассе вырезания в интервале отрицательных значений 0≥х≥-(ro-rп) - уменьшают на величину

где βi - текущий угол наклона отрезка прямой линии, соединяющего конечную и начальную точки предыдущего и последующего параллельных рабочих ходов (параллельных отрезков) соответственно.
Упомянутое увеличение и уменьшение длины рабочих ходов струи позволяет более точно приблизить реальный профиль к окружности вырезанного отверстия, используя при этом линейную интерполяцию центра пятна контакта струи с абразивным материалом.
Ранее отмечалось, что шаг рабочих ходов струи назначают равным диаметру 2rп пятна контакта с абразивным материалом шлифовального инструмента, при этом длина участка оси абсцисс, на котором размещаются эти шаги, равна 2(ro-rп). При шаге рабочих ходов струи, равном 2rп, общее число рабочих ходов, потребных для формирования одного радиального отверстия (в том числе и заключительного рабочего хода струи по окружности 19, рис. 2, г), определится:

где число +1 учитывает выполнение заключительного рабочего хода по окружности 19.
Пятая схема вырезания радиального отверстия (фиг. 2, д) содержит все движения струи высококонцентрированного потока энергии, совершаемые при четвертой схеме, и отличается от четвертой схемы лишь тем, что после перемещения из точки 17 в точку 18 (фиг. 2, г) струя движется по зеркально отраженной траектории параллельных отрезков прямых линий из точки 18 в точку 17, то есть в обратном направлении.
Описанные схемы обработки радиальных отверстий реализованы, как отмечалось ранее, на лазерной и гидроабразивной установках. В процессе гидроабразивного вырезания радиальных отверстий температура в зоне резания почти не повышалась, в этой связи контроль температуры осуществляли лишь в процессе лазерного выжигания радиальных отверстий.
Для оценки каждой из схем обработки выбраны критерии: термическое повреждение обрабатываемого абразивного материала, геометрическая точность формы продольного и поперечного сечений отверстия, а также производительность процесса вырезания. Анализ пяти схем вырезания радиальных отверстий позволил выявить достоинства и недостатки каждой из них и выбрать схему, максимально удовлетворяющую названным критериям.
Первая (рис. 2, а) и пятая (рис. 2, д) схемы выжигания радиального отверстия с использованием лазерного луча обеспечивают необходимую глубину h радиального отверстия и минимальные геометрические погрешности, однако в зоне резания появлялись пятна серовато-коричневатого цвета (цвета побежалости) и локальные вспучивания абразивного материала, что свидетельствовало о недопустимом изменении исходной структуры абразивного материала. В процессе испытания на механическую прочность путем вращения на специальном стенде такие дискретные шлифовальные круги не выдерживали инерционной нагрузки и разрушались под действием центробежных сил.
При прожиге отверстий по второй схеме (фиг. 2, б) на скорости подачи лазерного луча Vp=500 и 1000 мм/мин также возникали пятна серовато-коричневатого цвета, которые отчетливо образуются на стенках крайних отверстий, приближенных к торцам инструмента. Изменение глубины отверстия h=f(Vp) и времени обработки τ=f(Vp) в функции скорости подачи Vp представлено на фиг. 3. При скоростях подачи 1500 и 2000 мм/мин пятна с измененным цветом абразива исчезают, однако выжженное отверстие плохо геометрически сформировано: удален не весь объем абразива, отверстие имеет ярко выраженную коническую форму, что не отвечает требованию геометрической точности вырезанного радиального отверстия.
Третья схема прожигания радиальных отверстий (фиг. 2, в) не вызывает термического повреждения абразивного материала, но при этом в отверстиях оставался не полностью выжженный абразивный материал, вследствие чего его удаляли дополнительными проходами прожигания, что приводило к снижению производительности процесса дискретизации режущей поверхности шлифовального инструмента (круга).
В соответствии с четвертной схемой обработки (фиг. 2, г) были выполнены шлифовальные круги с лазерной дискретизацией режущей поверхности, на режимах: скорость подачи лазерного луча Vp=250 мм/мин, мощность лазерного излучения N=1 кВт, при этом установлено, что на точность формы отверстий и температуру в окрестности выжигаемого радиального отверстия влияют не только элементы режима резания, но и число рабочих ходов, а также диаметр 2ro отверстия.
При выжигании радиальных отверстий радиусом ro=0,9 мм поочередно в 1-й, 2-й и 3-й строках усредненная температура в зоне обработки возрастает с увеличением числа рабочих ходов K лазерного луча (кривые 20, 21 и 22, фиг. 4, а). Для радиальных отверстий радиусом ro=0,9 мм численные значения окружного и осевого шагов их расположения на режущей поверхности шлифовального круга малы (составляют единицы миллиметров, см. патент РФ №2385216, с. 7, таблица), поэтому к малой площади подводится большая плотность мощности лазерного излучения, что приводит к нагреву абразивного материала до высокой температуры. Анализ кривых 20, 21 и 22 позволяет сделать вывод о том, что скорость нарастания температуры по мере увеличения числа рабочих ходов K лазерного луча постепенно уменьшается, однако стабилизации температуры не происходит.
Для снижения температуры при обработке отверстий сравнительно малого диаметра (ro=0,9 мм) и сохранения исходной структуры абразивного материала прожигание отверстий проводили парами смежных параллельных строк, что обеспечивает охлаждение материала в течение времени позиционирования лазерного луча с одной строки на другую и позволяет увеличить расстояние между выжигаемыми отверстиями, однако эти меры приводят к снижению производительности процесса.
Для шлифовального круга с радиальными отверстиями ro=1,6 мм график зависимости температуры в зоне вырезания от числа последовательных рабочих ходов K лазера представлен на фиг. 4, б. Кривые 23, 24 и 25 характеризуют повышение температуры при прожигании последовательно трех строк радиальных отверстий. При прожигании отверстий радиусом ro=1,6 мм температура повышается незначительно по сравнению с данными, представленными на фиг. 4, а, что положительно сказывается на сохранении исходной структуры абразивного материала: отсутствуют цвета побежалости и локальные вспучивания материала шлифовального круга.
При прожигании отверстий радиусом ro=2,65 мм температура в зоне обработки выше (кривые 26, 27 и 28 фиг. 4, в,) по сравнению с предыдущим графиком (фиг. 4, б), что обусловлено большим объемом выжигаемого абразива. Однако температура в зоне обработки отверстий радиусом ro=2,65 мм не вызывала термического повреждения абразивного материала.
На основании многочисленных опытов прожигания лазерным лучом радиальных отверстий (по каждой из указанных выше пяти схем), измерения температуры и точности отверстий установлено, что наиболее полно выбранным критериям отвечает четвертая схема.
Ранее отмечалось, что опыты по вырезанию радиальных отверстий проводились также с использованием гидроабразивной струи жидкости высокого давления. Измерение температуры в окрестности радиального отверстия, формируемого с использованием гидроабразивной струи, показало, что температура составляла 24°C при исходной усредненной температуре шлифовального круга 22,5°C. Этот факт позволил исключить критерий «Термическое повреждение» при вырезании радиальных отверстий на гидроабразивной установке и учитывать лишь геометрическую точность отверстия и производительность процесса дискретизации.
Вырезание радиальных отверстий на гидроабразивной установке в соответствии с первой и второй схемами (см. фиг. 2, а, б) приводит к значительным геометрическим погрешностям формы в продольном сечении. Было выполнено вырезание радиальных отверстий при перемещении гидроабразивной струи высокого давления по элементарной траектории: архимедовой спирали и концентрическим окружностям (фиг. 5, а, б) с меньшим значением радиуса пятна контакта rп по сравнению с фиг. 2, б.
Вырезание отверстий при давлении (384-432) МПа, диаметре сопла 0,25 мм, скорости подачи высококонцентрированного потока энергии 120 мм/мин, расходе рабочего абразива 150 г/мин приводит к значительному отклонению профиля продольного сечения радиальных отверстий (примерно 1 мм). Форма вырезанного отверстия получается параболической (фиг. 5, в), при этом в центре отверстия образуется опережающее углубление. Выполнение последующих рабочих ходов гидроабразивной струей высокого давления не приводило к исправлению геометрических погрешностей, образованных на первых проходах. В этой связи от первой и второй схем вырезания радиальных отверстий гидроабразивной струей высокого давления следует отказаться.
Неудовлетворительные результаты по точности вырезанного радиального отверстия получены также при использовании третьей схемы. В отверстии остается неудаленный абразивный материал (фиг. 6, а).
Хорошие результаты по точности радиальных отверстий, вырезанных гидроабразивной струей высокого давления, обеспечивают четвертая и пятая схемы (фиг. 2, г и д). После вырезания отверстие имеет четко сформированный профиль поперечного сечения (фиг. 6, б, в) в виде окружности (отклонение от круглости составило 0,07 мм для четвертой схемы и 0,05 мм для пятой схемы) с отклонениями профиля продольного сечения 0,12 мм.
После окончания заключительного прохода гидроабразивной струи по окружности наблюдается вырезание углубления при четвертой схеме (фиг. 6, б) и диаметральной канавки при пятой схеме (фиг. 6, в). Для устранения этих погрешностей необходимо после перемещения гидроабразивной струи в конечную точку окружности немедленно выключить движение резания.
Сравнение данных, представленных на фиг. 6, б и в, свидетельствует о более высокой точности радиального отверстия при использовании пятой схемы дискретизации. Диаметральная точность отверстия при вырезании по пятой схеме измеряется сотыми долями миллиметра, но пятая схема существенно уступает четверной схеме по производительности процесса.
Сравнение траекторий движения концентрированного потока энергии, представленных на фиг. 2, г и д, показывает, что количество рабочих ходов при использовании пятой схемы значительно больше, чем при четвертой. Поэтому производительность процесса дискретизации режущей поверхности шлифовальных кругов с использованием четвертой схемы примерно в 2 раза выше, чем при пятой схеме. По геометрической точности вырезанного отверстия четвертая схема уступает пятой схеме, однако различие в точности отверстий для обеих схем незначительное и составляет сотые доли миллиметра.
В этой связи как при использовании лазерного луча, так и гидроабразивной струи высокого давления более предпочтительной является четвертая схема дискретизации режущей поверхности шлифовального инструмента.
Фотографии дискретных шлифовальных кругов, изготовленных с использованием четвертой схемы, представлены на фиг. 7. Слева направо представлены инструменты с радиусами вырезанных отверстий: ro=2,65; 1,60 и 0,90 мм. Дискретные шлифовальные круги не имеют термического повреждения абразивного материала и характеризуются сравнительно высокой геометрической точностью вырезанных отверстий.
Таким образом, в результате проведенных исследований установлено, что способ дискретизации режущей периферийной поверхности шлифовальных кругов на основе четвертой схемы вырезания радиальных отверстий в наибольшей степени отвечает сформулированным выше критериям.






Сборная торцовая фреза
Модульный шлифовальный инструмент для обработки отверстий
Способ дискретизации абразивного инструмента
Устройство прецизионного механического позиционирования
Инструмент для очистки поверхностей
Устройство для непрерывной экструзии некомпактных материалов
Устройство для подачи смазочно-охлаждающей жидкости при плоском периферийном шлифовании
Шлифовальный инструмент с дискретной режущей поверхностью
Способ шлифования
Способ гибкого ленточного шлифования
Сборная торцовая фреза
Модульный шлифовальный инструмент для обработки отверстий
Способ дискретизации абразивного инструмента
Устройство прецизионного механического позиционирования
Инструмент для очистки поверхностей
Устройство для непрерывной экструзии некомпактных материалов
Устройство для подачи смазочно-охлаждающей жидкости при плоском периферийном шлифовании
Шлифовальный инструмент с дискретной режущей поверхностью
Способ шлифования
Способ гибкого ленточного шлифования

