Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПРОДУКТОВ, СОДЕРЖАЩИХ ПЛОСКУЮ ЧАСТЬ
Вид РИД
Изобретение
[001] Изобретение относится к способу и устройству для изготовления композитных продуктов, в частности профилей, содержащих плоскую часть, в непрерывном процессе.
[002] Благодаря способности выдерживать большие нагрузки композитные продукты, содержащие армирующие волокна, встроенные в матричный материал, получили широкое распространение. Для продуктов, содержащих плоскую часть, в частности плоские композитные панели, традиционно используются различные наложенные слои тканого волокнистого материала, такие как стекловолокнистые маты или маты из углеродных волокон, внедренные в термореактивную смолу или термопластический матричный материал. Однако переплетенная структура волокон ограничивает компактность и плоскостность плоских частей таких продуктов. Таким образом, предложено создать продукты, содержащие плоскую часть, из наложенных слоев, которые сформированы из параллельных смежных отрезков лент, содержащих пучок однонаправленных волокон, внедренных в термопластичный матричный материал (однонаправленная лента), причем указанные ленты в смежных слоях проходят в различных направлениях. Поскольку каждый слой сформирован из однонаправленных и параллельных проходящих волокон, которые не являются переплетенными, в отличие от продукта, сформированного из слоев с переплетенными волокнами, указанные слои могут быть уложены в более плотную стопу, которая может быть более плоской для достижения компактности и плоскостности. Кроме того, может быть повышена прочность и/или жесткость этих продуктов. Кроме того, исключен этап переплетения волокнистой структуры, и таким образом снижены затраты на изготовление.
[003] Такие термопластичные ленты с однонаправленными волокнами могут быть размещены и соединены посредством нагрева и давления в пресс-форме в так называемом процессе "Улучшенной укладки волокон" (Advanced Fibre Placement), в которой используется, например, головка для укладки волокна, установленная на манипуляторе робота. Согласно другому способу указанные ленты могут быть наложены и сварены точечной сваркой для формирования не подвергнутой процессу соединения заготовки продукта, например, с использованием процесса "выковывания волокна" (Fibre Forge) или с использованием перекладчика обычного типа, после которого продукт может быть уплотнен при повышенной температуре и давлении в пресс-форме, например в нагретом прессе, нагретой пресс-форме, сушильной печи или автоклаве. Недостаток указанных известных способов состоит в том, что они являются достаточно затратными. В частности, производительность остается относительно невысокой из-за остановок и повторных пусков процесса при достижении края продукта, в результате чего процесс становится прерывистым. Кроме того, ленты могут вызывать износ краев продукта, что приводит к отходам.
[004] Задачей настоящего изобретения является устранение перечисленных недостатков. Таким образом настоящим изобретением предложены способ и устройство для изготовления композитного профиля, имеющего некруглое поперечное сечение, в непрерывном процессе, согласно которому: приводят в действие последовательность секций оправки, имеющих некруглое поперечное сечение, для перемещения в осевом одностороннем направлении по меньшей мере через одну кольцевую намоточную станцию, которая расположена с возможностью вращения вокруг продольной оси оправки по меньшей мере за один проход, и спирально наматывают с использованием по меньшей мере одной намоточной станции ленту, содержащую пучок параллельных и проходящих в продольном направлении волокон в термопластичном матричном материале, на секции оправки или предварительно намотанный на указанные секции слой для формирования слоев стенки тонкостенного профиля, имеющего закрытое некруглое поперечное сечение.
Таким образом ленты могут быть положены непрерывно, и может быть сэкономлено время для выполнения старт-стопных операций при укладке ленты. Кроме того, поскольку профиль намотки является непрерывным, краевые потери могут быть уменьшены.
[005] По завершении прохода профиль может быть разрезан в поперечном и/или в продольном направлениях для формирования композитного продукта. Некруглое поперечное сечение оправок позволяет комбинировать продольные секции разрезанного профиля в некруглые соответствующие формы.
Поперечное сечение секций оправки предпочтительно является закрытым для поддержки слоев. Поперечное сечение оправки может быть, например, овальным, треугольным, квадратным, прямоугольным или многоугольным. Поперечное сечение секций оправки предпочтительно имеет прямую часть, так что секция профиля, сформированная на секции оправки, содержит плоскую часть, которая после продольного разрезания секции профиля может образовать плоскую заготовку. Например, последовательность секций оправки, имеющих квадратное поперечное сечение, может быть использована для изготовления тонкостенной армированной волокном заготовки с толщиной стенки, например, 0,5 см и поперечным сечением 30×30 см, которая может быть разрезана на плоские продукты размером 0,5×30×200 см.
Профиль, имеющий квадрат прямоугольного поперечного сечения, дополнительно может быть разрезан на продукт, имеющий Г-образную или С-образную форму поперечного сечения. Указанные продукты могут быть "выкованы" вместе, например, для формирования упрочненной пластины или двутавровой балки или они могут быть использованы в качестве изготовленных по заказу заготовок. Следует отметить, что в процессе формования продукта неразрезанные профили, т.е. замкнутые профили, могут быть использованы в качестве варианта для использования профилей, которые были разрезаны вдоль продольного направления.
[006] Если не указано иное, термин "поперечное сечение", используемый в настоящей заявке, означает поперечное сечение, перпендикулярное продольной оси, форма и размер которого остаются постоянными вдоль продольной оси.
Ленты могут быть нагреты и спрессованы на секциях оправки или предыдущем слое, если они уложены подходящим намоточным устройством, например, описанным в WO2006/107196.
Для выдерживания нагрева и давления, которые прикладывают для соединения слоев ленты, секции оправки предпочтительно выполнены из стали или подобного жаростойкого и стойкого к давлению материала. Секция может быть отделена от намотанной секции профиля после ее окончательного прохода, например, после продольного разрезания профиля.
[007] Последовательность секций оправки может содержать последовательность выровненных в осевом направлении и примыкающих друг к другу секций оправки.
Слои, намотанные во время прохода, разрезают в местах реза между примыкающими секциями с использованием режущего инструмента, а секции оправки могут быть возвращены назад для нового прохода через намоточные станции. Последовательность секций оправки предпочтительно проталкивают через намоточную станцию (намоточные станции). Секции оправки, расположенные последовательно, могут быть сцепляться, а в местах реза могут иметь пазы для размещения режущего инструмента. Режущий инструмент может быть расположен за намоточными станциями по технологической цепочке. Предпочтительно режущий инструмент расположен с возможностью перемещения во время разрезания вместе с перемещающейся секцией.
[008] Таким образом, ленты могут быть соединены вместе с предыдущим слоем до разделения профиля на секции. Соединение может быть достигнуто путем применения нагрева и давления, например, с использованием нагретых валов. Таким образом ленты и предыдущие слои могут быть закреплены вместе с формированием твердой секции. Путем соединения слоя перед разделением на секции разрезанные на секции профили могут быть обработаны без потери целостности. Кроме того, этап вторичного отверждения или соединения может быть исключен. Кроме того, риск вовлечения воздуха (пустот) может быть снижен.
[009] Например, профиль с заново наложенным слоем может быть разрезан на секции и обработан без потери прочности вновь добавленного слоя. Кроме того, секция может быть обработана после наложения только нескольких слоев без риска проскальзывания лент или прогиба волокон под действием сжимающих нагрузок. Такой подход облегчает отделение секций профиля от непрерывного профиля после того, как они прошли через линию намоточных станций. Они могут быть легко транспортированы к началу линии намоточных станций, где секция оправки может быть соединена с последовательностью секций оправки и обеспечивать полуфабрикатом поточную линию для следующего прохода.
Предпочтительно на последующих намоточных станциях выполнены спирально намотанные слои в прямой и обратной ориентациях.
[010] Соединение во время укладки ленты также позволяет выполнить только локальную укладку и фиксацию дополнительных лент без круговой намотки вокруг всего профиля. Например, ленты могут быть наложены в продольном направлении только на часть окружности в дополнение к непрерывно намотанным слоям. Или при использовании намоточной станции, оборудованной автоматизированным резательным узлом и системой повторного запуска, дополнительные спиральные слои могут быть наложены только на часть продольной длины. Также могут быть использованы дополнительные станции, в которых слои ленты накладываются параллельно или перпендикулярно оси профиля.
Количество слоев в стенке профиля и/или ориентация волокон могут быть выбраны с изменением вдоль длины профиля, например, для достижения локального усиления.
Секции оправки могут иметь изменяющееся поперечное сечение и, например, могут иметь коническую форму.
Далее в качестве неограничивающего примера подробно описано и схематически показано на фиг.1 настоящее изобретение и объяснено его использование.
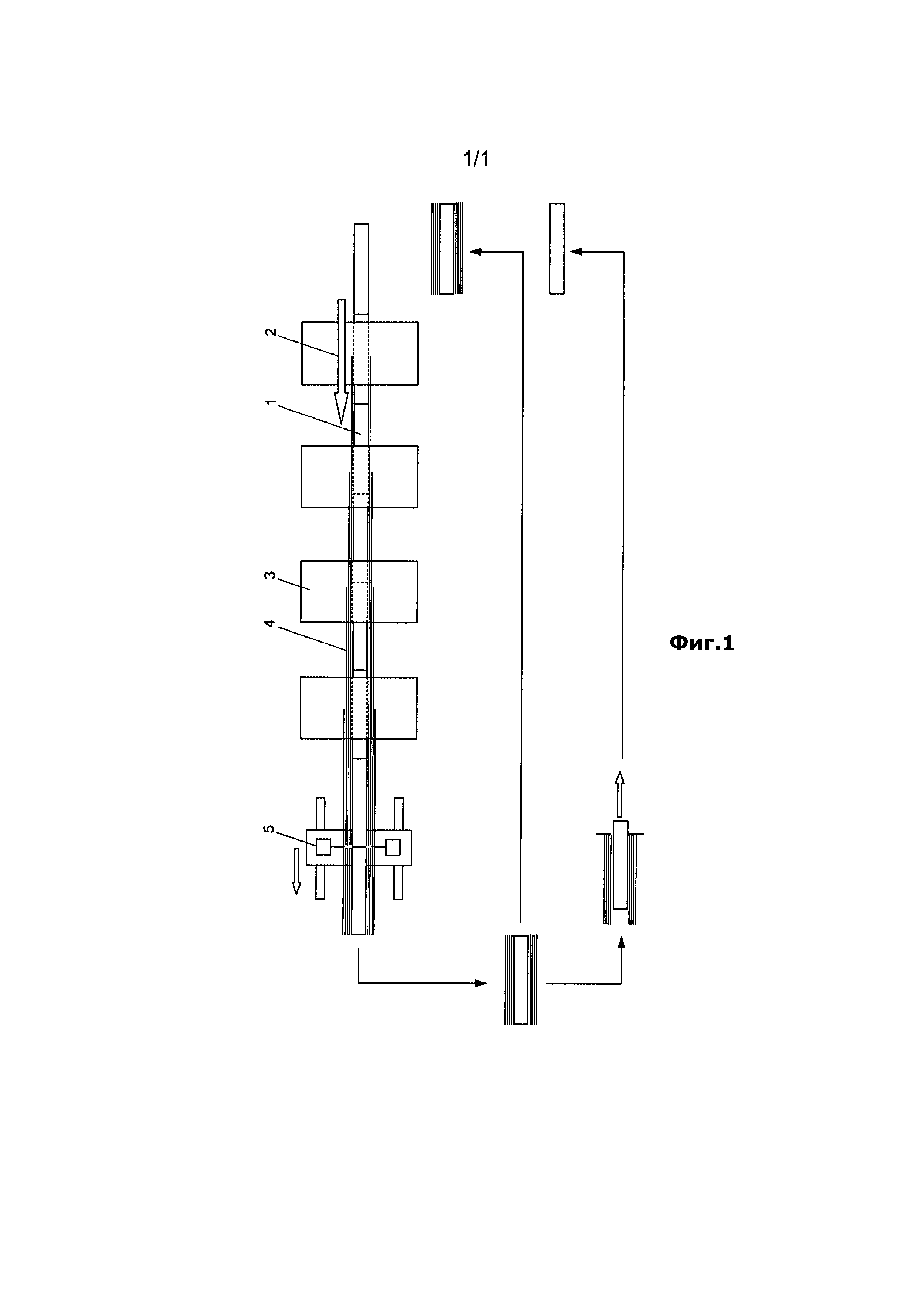
[011] На фиг.1 показан способ изготовления композитного профиля, содержащего плоскую часть.
Последовательность стальных секций 1 оправки, имеющих закрытое прямоугольное поперечное сечение с четырьмя прямыми краями, толкают в осевом направлении, указанном стрелкой 2, для перемещения в одном направлении через различные намоточные станции 3 по меньшей мере за один проход. Намоточные станции 3 являются кольцевыми намоточными станциями, т.е. намоточными станциями, которые выполнены с возможностью вращения вокруг продольной оси оправки. Намоточные станции расположены с возможностью непрерывного спирального наматывания ленты, содержащей параллельные, проходящие в продольном направлении волокна в термопластическом матричном материале, на окружность секции оправки или предварительно намотанного слоя для формирования слоев 4 стенки тонкостенного профиля, имеющего прямоугольное поперечное сечение и четыре плоские поверхности.
Спиральная намотка является непрерывной и потому не требует реверсирования, и таким образом отсутствует необходимость в остановке процесса для реверсирования. Слои 4 укрепляют во время их нахождения в намоточной станции, например, с использованием нагретых прижимных роликов. Намотанные слои 4 разделяют на секции в местах примыкания секций оправки с использованием перемещающегося режущего инструмента 5, который перемещается вместе с последовательностью секций оправки. Таким образом формируют секции профиля, на которых размещены секции оправки. Затем секции оправки с намотанными слоями возвращают для повторного прохода через станции до достижения желательной толщины стенок.
Затем секции 1 оправки удаляют из секций профиля, а сами профили разрезают в продольном направлении на четыре плоских продольных заготовки (не показаны). Затем секции оправки могут быть возвращены для нового прохода через намоточные станции.
[012] Изобретение не ограничивается описанным выше вариантом реализации. Например, термопластичные однонаправленные ленты могут быть так называемыми лентами сухого исполнения, содержащими термопластичный связующий материал. В дополнение к спирально намотанным слоям локально могут быть намотаны дополнительные слои ленты. Например, локальные слои могут быть намотаны при условии, что они проходят в продольном направлении вдоль оси профиля, например дополнительный слой на верхней и нижней поверхностях профиля, имеющего квадратное поперечное сечение. Такие слои могут быть или не быть непрерывными. Кроме того, дополнительные периферийные слои могут быть намотаны без подачи, а дополнительные спиральные витки могут проходить только вдоль части длины профиля. Кроме того, разделенный на секции профиль может содержать по меньшей мере одну секцию оправки, и место поперечного реза необязательно должно находиться в месте примыкания секций оправки. Кроме того, последующие секции оправки необязательно должны быть идентичными и в случае необходимости могут, например, иметь различные поперечные сечения. Различные изменения и варианты являются очевидными для специалиста и должны рассматриваться как входящие в объем защиты настоящего изобретения, установленный в пунктах приложенной формулы.
Способ изготовления непрерывной композитной трубы, устройство для изготовления непрерывной композитной трубы
Способ изготовления непрерывной композитной трубы, устройство для изготовления непрерывной композитной трубы
Способ изготовления непрерывной композитной трубы, устройство для изготовления непрерывной композитной трубы
Способ изготовления непрерывной композитной трубы, устройство для изготовления непрерывной композитной трубы

