Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ НАМОТКОЙ
Вид РИД
Изобретение
Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипника скольжения.
Известен способ изготовления подшипника скольжения методом намотки на оправку ленты с полимерным связующим с последующим отверждением (патент РФ №2492368, В29С 53/60, F16C 17/00, опубл. 10.09.2013).
Однако указанный способ трудоемок и сложен из-за несовершенства технологической оснастки.
Ближайшим аналогом является способ изготовления подшипника скольжения намоткой тканной ленты на оправку с пропиткой тканной ленты полимерным связующим с наполнителями и последующей температурной обработкой, при этом при намотке между слоями тканной ленты располагают металлическую ленту, которая в зоне трения имеет перфорацию, выполненную в шахматном порядке на поверхности двух или трех слоев металлической ленты (патент РФ №2547949, В29С 53/60, F16C 17/00, опубл. 10.04.2015).
Однако известный способ не позволяет получать необходимую прочность и износостойкость покрытия из-за того, что после намотки тканной ленты получается непрочная структура материала в зоне трения, так как перфорация не обеспечивает прочного сцепления полимерного связующего с металлической лентой в зоне между отверстиями перфорации.
Технической задачей, на решение которой направлено изобретение, является повышение долговечности подшипника скольжения.
Поставленная задача решается тем, что в способе изготовления подшипника скольжения намоткой тканной ленты на оправку с пропиткой тканной ленты полимерным связующим с наполнителями и последующей температурной обработкой, при этом при намотке между слоями тканной ленты располагают металлическую ленту, которая в зоне трения имеет перфорацию, выполненную в шахматном порядке на поверхности двух или трех слоев металлической ленты согласно изобретению, на поверхности металлической ленты с перфорацией выполняют рифления между перфорацией.
Выполнение на поверхности металлической ленты с перфорацией рифлений между перфорацией повышает прочность рабочего слоя подшипника, а следовательно, долговечность. Это объясняется тем, что в контакте с полимерным связующим находится больше поверхности металлической ленты (рифлений), чем у прототипа.
Сущность изобретения поясняется чертежами, где на фиг. 1 приведена конструкция подшипника скольжения с металлической лентой; на фиг. 2 - узел I на фиг. 1, вид рифлений на металлической ленте.
Пример реализации способа
Непрерывную тканную ленту 1 сматывают с бобины, пропитывают композицией (например, эпоксидной смолой ЭД-20 с отвердителем ПЭПА, порошками графита и фторопласта и др.) и наматывают на цилиндрическую оправку за счет ее вращения.
При намотке первого слоя тканной ленты 1 на нее укладывают металлическую ленту 2 и далее наматывают на цилиндрическую оправку одновременно две ленты - тканную ленту 1 и металлическую ленту 2. При этом в зоне трения металлическая лента 2 имеет перфорацию 3, выполненную в шахматном порядке на поверхности двух или трех слоев металлической ленты 2. При этом на поверхности металлической ленты 2 с перфорацией 3 выполняют рифления 4 между перфорацией 3.
Процесс намотки продолжают до достижения требуемой толщины подшипника скольжения. При этом первый и последний слои должны состоять из тканной ленты 1, пропитанной композицией.
После создания требуемой толщины производят отверждение и температурную обработку подшипника скольжения.
После полного отверждения композиции подшипник скольжения снимают с оправки и обрабатывают на токарном станке путем обточки наружной и внутренней поверхности подшипника скольжения в размер.
После каждого изготовления подшипника скольжения цилиндрическую оправку обрабатывают известным антиадгезионным составом.
В отличие от аналогов предлагаемый способ обеспечивает высокую долговечность подшипника скольжения при длительной эксплуатации, независимо от наличия динамических нагрузок и перепада температур. Так как перфорация в комплексе с рифлениями значительно повышает износостойкость и ударную прочность подшипника скольжения.
Способ изготовления подшипника скольжения намоткой тканной ленты на оправку с пропиткой тканной ленты полимерным связующим с наполнителями и последующей температурной обработкой, при этом при намотке между слоями тканной ленты располагают металлическую ленту, которая в зоне трения имеет перфорацию, выполненную в шахматном порядке на поверхности двух или трех слоев металлической ленты, отличающийся тем, что на поверхности металлической ленты с перфорацией выполняют рифления между перфорацией.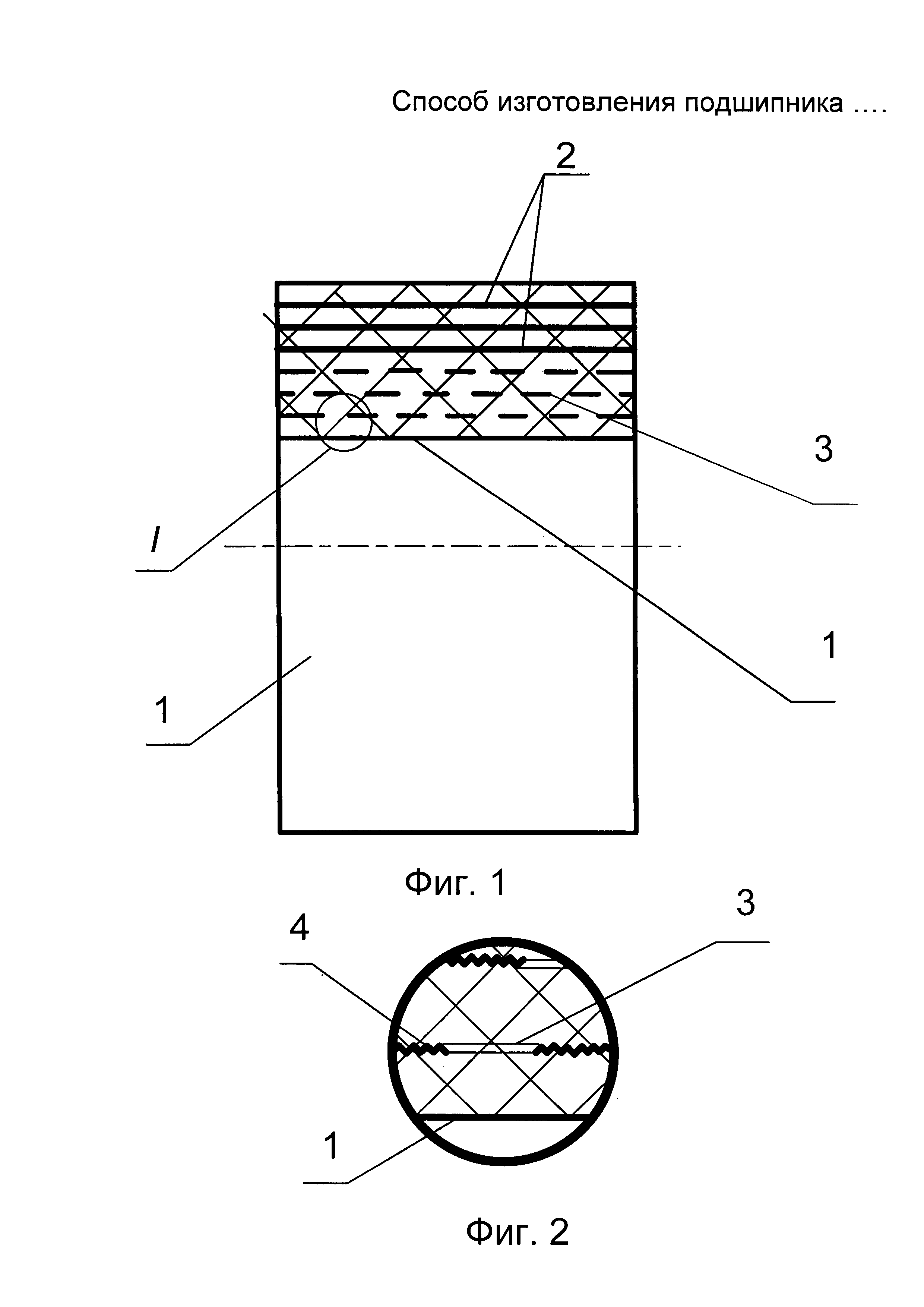
Способ защиты полимерных материалов от воздействия ультрафиолетового излучения
Способ склеивания рулонных материалов
Способ получения быстросхватывающего цемента
Способ герметизации стыков сборных железобетонных конструкций
Фильтр скважинный самоочищающийся
Способ изготовления подшипника скольжения
Способ изготовления подшипника скольжения
Способ рекультивации земель, нарушенных токсичными отходами, складированными в хвостохранилище, в условиях муссонного климата
Траверса для лесоматериалов
Водоочиститель
Способ защиты полимерных материалов от воздействия ультрафиолетового излучения
Способ получения быстросхватывающего цемента
Способ поиска неисправностей блоков в непрерывной динамической системе
Способ поиска неисправных блоков в динамической системе
Способ поиска неисправных блоков в дискретной динамической системе
Комбинированная адаптивная система управления для нестационарных динамических объектов с наблюдателем
Комбинированная робастная система управления для нестационарных динамических объектов
Фильтр скважинный самоочищающийся
Способ изготовления подшипника скольжения
Стенд для исследования запирающей способности забоек взрывных скважин

