Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ НА ОСНОВЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области получения изделий из композиционных материалов на основе сверхтвердых порошковых материалов, таких как алмаз, карбид вольфрама, которые применяются для оснащения лезвийного инструмента, используемого для резания труднообрабатываемых материалов, например никелевых сплавов, обладающих высокой жаропрочностью, коррозионной стойкостью и склонностью к сильному упрочнению обрабатываемой поверхности в процессе ее формирования.
Известен способ получения изделий из композиционных материалов на основе сверхтвердых порошковых материалов для изготовления режущего инструмента, например из твердого сплава ВРК-15, включающий смешивание в течение 72 часов исходных порошков карбида вольфрама, кобальта и рения с добавлением пластификатора. После просушивания смеси порошков при температуре 200°С на гидравлическом прессе прессуются заготовки изделий. После прессования заготовки помещают в графитовые лодочки и проводят сначала предварительное спекание при температуре 1150°С, а затем окончательное спекание в водородной или вакуумной печи при температуре 1500°С (Бабич М.М. «Неоднородность твердых сплавов по содержанию углерода и ее устранение», Наукова думка, 1975 г., стр. 143-146).
Недостатком данного способа получения изделий является рост зерен исходных материалов композиции в процессе длительного спекания (более 30 мин) при высокой температуре, что в конечном счете ведет к снижению прочности материала, образованию трещин на изделии при резании и тем самым снижается эксплуатационная стойкость инструмента.
Наиболее близким техническим решением - прототипом - является способ спекания композиционного порошкового материала, включающий спекание композиционной шихты при высоких значениях давления и температуры в камере высокого давления. Спекание проводят в две стадии: на первой стадии при давлении 0,1-3,9 ГПа шихту нагревают до температуры 700-1150°С, выдерживают в течение 0,2-3,0 мин, а на второй стадии давление повышают до 4-8 ГПа, температуру - до 1200-1800°С и выдерживают в течение 0,5-60 мин (патент UA №25281, публ. 15.05.2002 г.).
Недостатком данного способа является заметный рост зерен материалов, составляющих композицию, а также вытеснение более легкоплавких элементов к периферийным границам, что снижает эксплуатационную стойкость режущего инструмента.
Задачей предложенного технического решения является исключение роста зерен.
Технический результат - повышение эксплуатационной стойкости инструмента.
Поставленная задача решается, а заявленный технический результат достигается за счет того, что в способе изготовления изделий из порошковой композиции на основе сверхтвердых материалов, включающем предварительное нормализующее спекание при температуре нагрева до 1150°С и окончательное пресс-спекание, окончательное пресс-спекание осуществляют при температуре нагрева 1800-2200°С и давлении 8-10 ГПа, при этом нагрев производят прерывисто с интервалами нагрева длительностью Тн, составляющей 1,0<Тн<4,0, с паузой Тп между ними, составляющей а<Тп<2а, и с соблюдением условия i×Тн=a×V, где Тн - длительность интервала (с), Тп - длительность паузы (с), i - количество интервалов Тн в окончательном пресс-спекании, а - удельное время спекания изделия объемом 1 мм3 (мм3/с), V - объем спекаемого изделия (мм3), при этом все интервалы Тн устанавливают равными между собой, или интервалы Тн монотонно увеличивают от первого к последнему, или интервалы Тн монотонно уменьшают от первого к последнему.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного технического решения, позволил установить, что не обнаружены аналоги, характеризующиеся признаками и связями между ними, идентичными или эквивалентными всем существенным признакам заявленного технического решения, а выбранный из выявленных аналогов прототип (как наиболее близкий по совокупности признаков аналог) позволил выявить совокупность существенных (по отношению к усматриваемому заявителем техническому результату) отличительных признаков в заявленном объекте изобретения, изложенных в формуле.
Следовательно, заявленное техническое решение соответствует условию патентоспособности «новизна» по действующему законодательству.
Для проверки соответствия заявленного технического решения требованию условия патентоспособности «изобретательский уровень» заявитель провел дополнительный поиск известных из уровня техники сходных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного технического решения, результаты которого показывают, что заявленное техническое решение не следует (для специалиста) явным образом из известного уровня техники, поскольку из уровня техники (определенного заявителем) не выявлено влияния предусматриваемых существенными признаками заявленного технического решения преобразований на достижение усматриваемого заявителем технического результата.
В частности, заявленным техническим решением не предусматриваются следующие преобразования известного объекта-прототипа:
- дополнение известного объекта каким-либо известным признаком, присоединяемым к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно таких дополнений;
- замена какого-либо признака известного объекта другим известным признаком для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какого-либо признака известного объекта с одновременным исключением обусловленной наличием этого признака функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных признаков в известном объекте для усиления технического результата, обусловленного наличием в объекте именно таких признаков;
- выполнение известного объекта или его части из известного материала для достижения технического результата, обусловленного известными свойствами материала;
- создание объекта, включающего известные признаки, выбор которых и связь между ними осуществлены на основании известных правил, и достигаемый при этом технический результат обусловлен только известными свойствами признаков этого объекта и связей между ними.
Следовательно, заявленное техническое решение соответствует требованию условия патентоспособности «изобретательский уровень» по действующему законодательству.
В основу предложенного способа положены следующие соображения.
Исследования показывают, что спекание сверхтвердых материалов предпочтительно производить при температуре нагрева порядка 1800-2200°С и давлении порядка 8-10 ГПа, что гарантирует качественное спекание, однако вызывает нежелательный рост зерна. Во избежание последнего было предложено нагрев осуществлять дискретно. Конкретные параметры нагрева были получены экспериментальным путем, что нашло отражение в нижеприведенном примере осуществления заявленного способа. Требуемая дискретность нагрева обеспечивалась спеканием изделий из композиционных материалов в камере высокого давления путем дискретного прохождения электрического тока через нагреватель.
Опыты показали, что окончательное пресс-спекание с соблюдением заявленных режимов с нагревом в течение времени, определяемого соотношением Т=0,3×V, позволяет исключить быстрый рост зерна исходных материалов, обеспечивая при этом качественное спекание. При пресс-спекании с нагревом в течение времени менее Т=0,3×V зерна исходных материалов, составляющих композицию, не успевают образовать прочные связи между собой, что снижает твердость будущего изделия. При пресс-спекании с нагревом в течение времени более Т=0,3×V легко плавящиеся элементы композиции вытесняются к перефирийным границам, что также снижает твердость и ухудшает эксплуатационные свойства изделий. Прерывистое пресс-спекание в камере высокого давления равными кратковременными отрезками величиной 1,0-4,0 с обеспечивает контакт зерен исходных материалов с образованием прочных связей. Кратковременные по величине отрезки времени менее 1,0 с при спекании не обеспечивают расплавление зерна исходных материалов и не обеспечивают условий для создания прочных связей между зернами, при времени импульса свыше 4,0 с происходит интенсивный рост зерен, а в случае использования в композиции в качестве одного из компонентов сверхтвердого материала приводит к графитизации границ зерен этого сверхтвердого материала, что снижает общую твердость изделия. Использование прерывистого окончательного пресс-спекания исключает рост зерна и уменьшает образование радиальных трещин.
Таким образом, в процессе окончательного спекании при заявленном давлении зерна исходных материалов, вступая в контакт между собой, измельчаются и заполняют межзерновое пространство, а кратковременность отрезков, в течение которых происходит нагрев композиционной шихты, настолько мала, что рост зерен не происходит и исключается возможность образования и роста трещин.
Пример реализации заявленного способа.
Изделия из композиционного материала, включающего карбид вольфрама, кобальт и рений, изготавливали следующим образом. Твердосплавную шихту, состоящую из 85% WC, 6% Со, 9% Re, помещали в пресс-форму и прессовали заготовку. Затем заготовку помещали в водородную печь и проводили первое спекание при температуре 1150°С. После этого заготовку помещали в графитовый нагреватель, который устанавливали в катлинитовый контейнер, и помещали их в камеру высокого давления. Пресс-спекание проводили на гидравлическом прессе. Давление в камере высокого давления было 9,5 ГПа, температура нагрева - 2000°С. Для определения зависимости эксплуатационных свойств изделий от времени окончательного спекания, количества кратковременных отрезков и интервалов по предложенной технологии было изготовлено три партии заготовок изделий из композиционного материала ВРК-15 разных размеров, общее время окончательного спекания Т для каждой партии определялось соотношением Т=a×V,
гдеТ - время окончательного спекания (с);
А=0,3 мм3/с - время спекания изделия объемом 1 мм3 для композиционного материала ВРК-15, определяется экспериментально, для большинства композиций является универсальным;
V - объем спекаемого изделия (мм3).
Размеры заготовок:
1 партия - диаметр ⌀ - 4,0 мм, высота h - 4,0 мм, общее время окончательного спекания Т - 15 с,
2 партия - диаметр ⌀ - 5,0 мм, высота h - 4,0 мм, общее время окончательного спекания Т - 24 с,
3 партия - диаметр ⌀ - 6,0 мм, высота h - 4,0 мм, общее время окончательного спекания Т - 34 с.
Для проведения сравнительных испытаний режущих свойств изделий, изготовленных по предлагаемой технологии, были изготовлены изделия диаметром 4,0 мм и высотой 4,0 мм из сплава марки ВК10-ХОМ и сплава марки ВРК-15 по стандартной технологии - 2-стадийное спекание в водородной или вакуумной печи: 1-е спекание проводили при температуре 1150°С, 2-е - при 1530°С.
Режимы резания выбраны в соответствии рекомендациями по обработке жаропрочных сплавов по ГОСТ 25751-83 и стандартом ISO-513-2004-07. Исследования проводили при продольном точении жаропрочного сплава ХН77ТЮР в соответствии с выбранной областью применения на следующих режимах резания: глубина резания t - 1,0 мм, подача S - 0,3 мм/об, скорость резания V1 - 3,0 м/мин, V2 - 4,0 м/мин.
В процессе резания фиксировали время работы и величину износа контактных площадок.
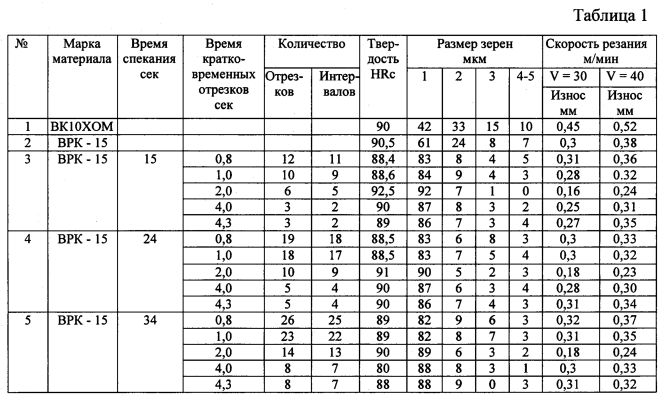
Анализ полученных данных показал, что при резании жаропрочного сплава резцы с использованием изделий из композиционного материала ВРК-15, изготовленных по предлагаемой технологии, во всем диапазоне исследуемых режимов резания показали лучшие результаты как по распределению зерен по классам зернистости, так и по износостойкости в сравнении с инструментом из сплава ВК10-ХОМ и ВРК-15, изготовленного по стандартной технологии.
Результаты сведены в Таблицу 1 и подтверждают возможность промышленного применения заявленного технического решения.
С учетом изложенного можно сделать вывод о том, что поставленная задача - исключение роста зерен - решена, заявленный технический результат - повышение эксплуатационной стойкости инструмента - достигнут, а техническое решение - способ изготовления изделий из порошковой композиции на основе сверхтвердых материалов - промышленно применимо и соответствует критериям изобретения «новизна» и «изобретательский уровень» по действующему законодательству.
Способ определения переднего угла в торцовом сечении концевых фрез
Твердый сплав на основе карбида вольфрама для обработки резанием труднообрабатываемых материалов
Способ правки нежестких длинномерных деталей
Электронный датчик тока и напряжения на высоком потенциале
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Способ установки осевых двухлезвийных режущих инструментов
Спиральное сверло с криволинейными режущими кромками
Способ установки осевого двухлезвийного режущего инструмента
Способ получения сверхтвердого композиционного материала на основе кубического нитрида бора или синтетического алмаза для режущего инструмента
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Способ определения переднего угла в торцовом сечении концевых фрез
Твердый сплав на основе карбида вольфрама для обработки резанием труднообрабатываемых материалов
Способ правки нежестких длинномерных деталей
Электронный датчик тока и напряжения на высоком потенциале
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Способ установки осевых двухлезвийных режущих инструментов
Спиральное сверло с криволинейными режущими кромками
Способ установки осевого двухлезвийного режущего инструмента
Способ получения сверхтвердого композиционного материала на основе кубического нитрида бора или синтетического алмаза для режущего инструмента
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения

