Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ ПОГРЕШНОСТИ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ (ДОЭ)
Вид РИД
Изобретение
Изобретение относится к измерительной технике, а именно к оптическим средствам измерения и способам контроля линейных размеров дифракционных оптических элементов (ДОЭ) в процессе изготовления. Изобретение также может быть применено в оптическом приборостроении, в частности при изготовлении высокоточных и крупноразмерных дифракционных оптических элементов, таких как корректоры волнового фронта, дифракционные линзы, фокусаторы, оптические лимбы, шкалы и растры.
Известно техническое решение, реализованное в устройстве для контроля погрешности изготовления ДОЭ (например, шкал), основанном на интерферометрической регистрации карты разности фаз световых волн отраженных и дифрагированных, соответственно, от эталонной пластины и от контролируемой оптической детали, выполненной в виде дифракционной решетки (Патент на полезную модель №: 135116 «Оптическая угловая шкала и система контроля погрешности ее изготовления», МПК G01B 9/02, G01D 5/38, опубликовано 27.11.2013 г.).
Недостатком известного технического решения является большая погрешность контроля изготовления ДОЭ, а также ограниченная номенклатура типов контролируемых ДОЭ, а именно, линейных или скрещенных решеток.
Известно техническое решение, представленное в способе контроля погрешности изготовления ДОЭ (Авторское свидетельство №1670387 «Способ контроля точности изготовления круговых структур», МПК G01B 11/16, опубликовано 15.08.91.), выбранное в качестве прототипа.
Техническое решение включает использование оптической заготовки, содержащей в поверхностном слое координатные метки и дифракционную структуру в виде чередующихся прозрачных и непрозрачных зон, в процессе изготовления ДОЭ координатные метки наносят на оптическую заготовку с заданными интервалами, после изготовления проводят измерения характеристик координатных меток.
В известном способе изготовление дифракционной структуры осесимметричного ДОЭ и координатных меток, выполненных в виде колец, проводят на вращающейся оптической заготовке с поверхностным слоем (пленка алюминия) путем воздействия на этот слой, например, режущим алмазным инструментом. После окончания изготовления с помощью измерительного микроскопа измеряют расстояние между каждой координатной меткой, выполненной в виде кольца, и началом координат, которое расположено в центре оптической заготовки и сравнивают с заданным расчетным расстоянием.
Недостатком данного технического решения является большая погрешность контроля изготовления дифракционной структуры по положению координатных меток, особенно при изготовлении ДОЭ большого размера в полярной системе координат, а также невозможность контроля погрешности изготовления дифракционной структуры одновременно как в радиальном, так и в угловом направлениях (по двум ортогональным направлениям).
Перед авторами ставилась задача разработать способ уменьшения погрешности контроля при изготовления дифракционной структуры ДОЭ по положению координатных меток как в радиальном, так и в угловом направлениях, при изготовлении ДОЭ в полярной системе координат.
Поставленная задача решается таким образом, что в способе контроля погрешности изготовления ДОЭ, включающем использование оптической заготовки, содержащей в поверхностном слое координатные метки и дифракционную структуру в виде чередующихся прозрачных и непрозрачных зон, координатные метки наносят на оптическую заготовку с заданными интервалами в процессе изготовления ДОЭ, после изготовления проводят измерение характеристик координатных меток, кроме того, дополнительно на оптической заготовке формируют контрольные окна без дифракционной структуры для нанесения координатных меток, а каждую координатную метку выполняют состоящей хотя бы из двух групп периодических решеток, причем первую группу периодических решеток наносят в контрольные окна до начала изготовления дифракционной структуры, а последующие группы периодических решеток наносят одновременно с изготовлением ДОЭ сразу же после окончания нанесения первой группы периодических решеток во всех координатных метках, а после окончания процесса изготовления ДОЭ измеряют характеристику контрольных меток в виде взаимного смещения первой группы периодических решеток относительно последующих групп периодических решеток, причем координатные метки наносятся попарно, а направления периодических решеток в них ортогональны, при этом погрешность изготовления ДОЭ определяют в каждой координатной метке по взаимному смещению первой группы периодических решеток относительно последующих групп периодических решеток по формулам
Wx=KλSx/Tx
Wy=KλSy/Ty,
где Wx и Wy - соответственно, погрешности изготовления ДОЭ по двум ортогональным направлениям, K - номер порядка дифракции света, λ - длина волны света, Sy и Sx - смещение двух групп периодических решеток в паре координатных меток, Тх и Ty - периоды дифракционной структуры в области координатной метки, далее смещение двух групп периодических решеток в каждой паре координатных меток определяют по их сглаженным изображениям методом расшифровки интерферограмм.
Технический эффект заявляемого изобретения заключается в уменьшении погрешности контроля при изготовления дифракционной структуры ДОЭ по двум ортогональным направлениям и, следовательно, в увеличении точности и достоверности формирования с помощью ДОЭ асферических волновых фронтов для контроля асферической оптики.
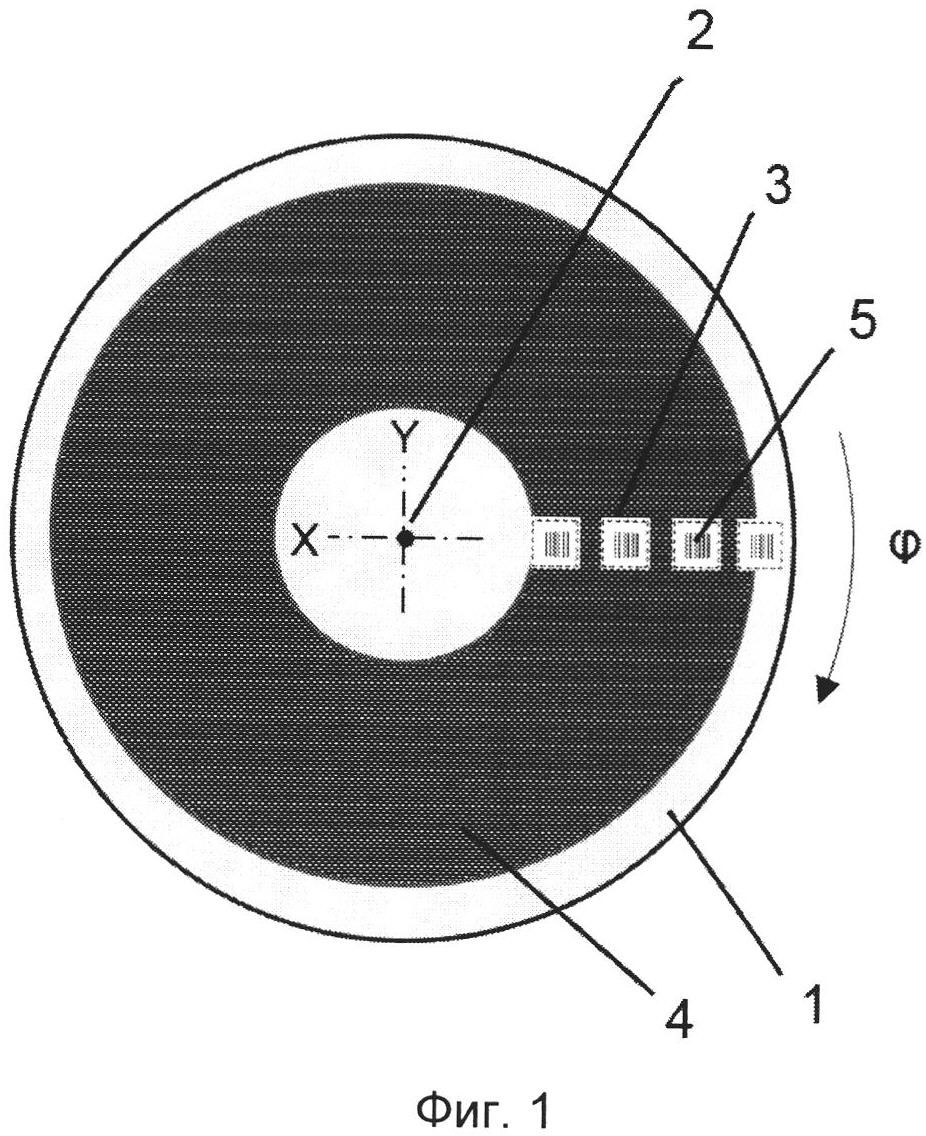
На фиг. 1 представлена схема, поясняющая работу заявляемого способа контроля погрешности изготовления дифракционных оптических элементов, где 1 - оптическая заготовка, 2 - ось вращения оптической заготовки, 3 - контрольное окно, 4 - дифракционная структура, 5 - координатная метка.
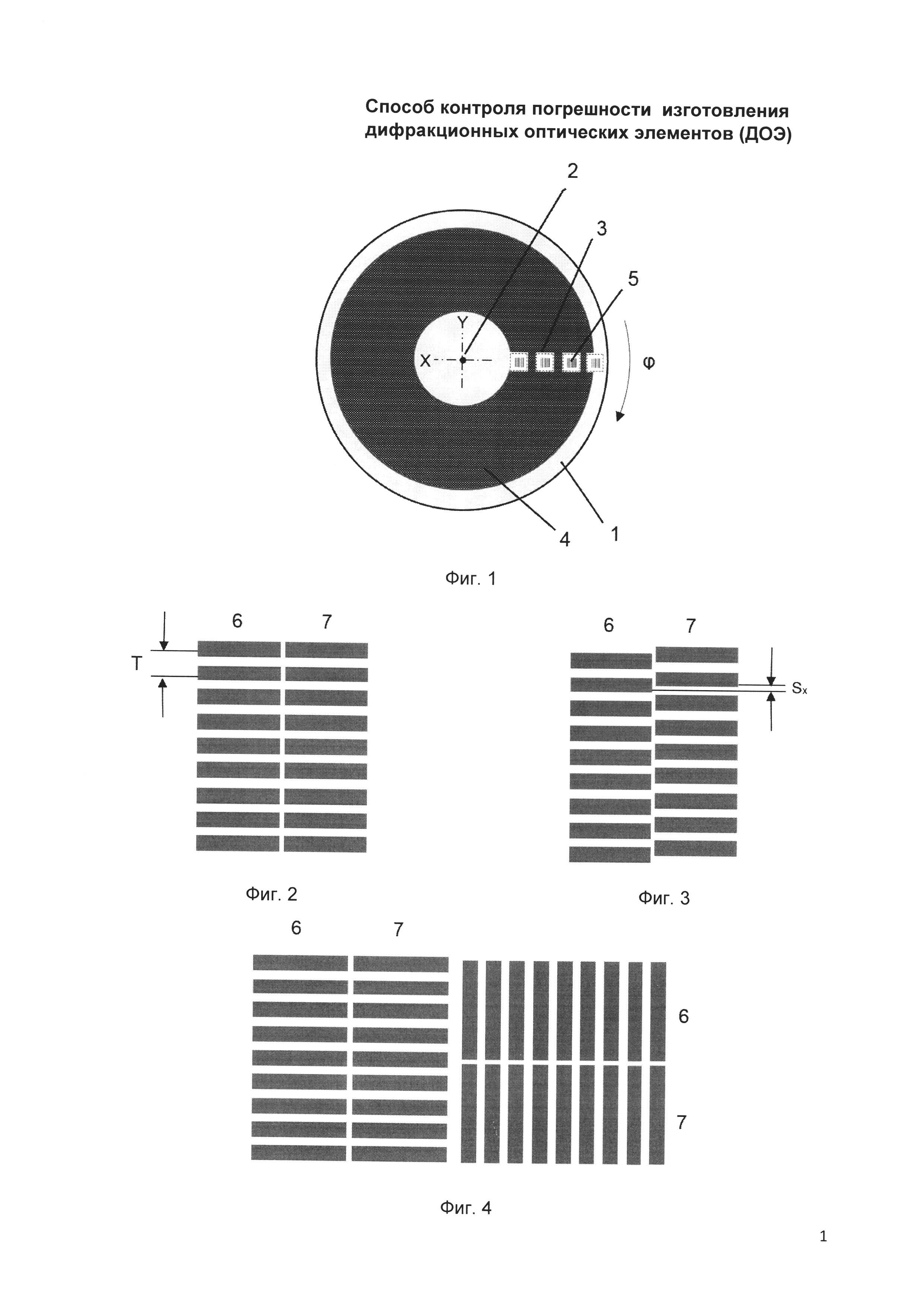
На фиг. 2 представлена координатная метка с двумя группами периодических решеток при отсутствии смещения, где 6 - первая группа периодических решеток, 7 - последующая группа периодических решеток.
На фиг. 3 представлена координатная метка с двумя группами периодических решеток при наличии смещения, где 6 - первая группа периодических решеток, 7 - последующая группа периодических решеток.
На фиг. 4 представлены две координатные метки с двумя группами периодических решеток при отсутствии смещения, где 6 - первая группа периодических решеток, 7 - последующая группа периодических решеток.
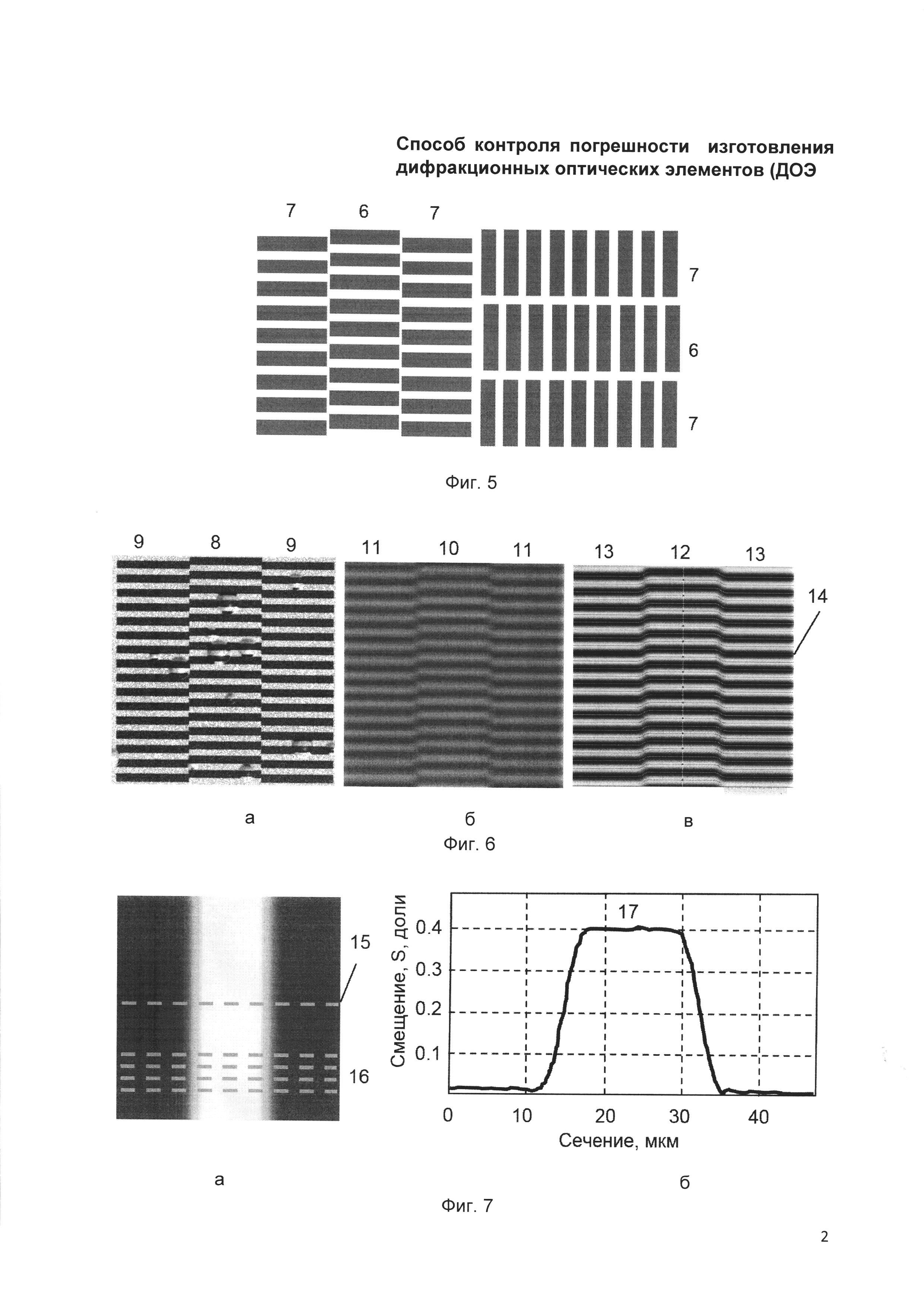
На фиг. 5 представлены две координатные метки с двумя группами периодических решеток при наличии смещения, где 6 - первая группа периодических решеток, 7 - последующая группа периодических решеток.
На фиг. 6 приведен пример полученных экспериментально изображений координатной метки с двумя группами периодических решеток, (а) изображение координатной метки, где 8 - изображение, нанесенное на оптическую заготовку, первой группы периодических решеток, 9 - изображение, нанесенное на оптическую заготовку, последующей группы периодических решеток, (б) сглаженное изображение, где 10 - сглаженное изображение, нанесенное на оптическую заготовку, первой группы периодических решеток, 11 - сглаженное изображение, нанесенное на оптическую заготовку, последующей группы периодических решеток, (в) результат трассировки хребтовыми линиями, где 12 -трассированное изображение нанесенной первой группы периодических решеток, 13 - трассированное изображение нанесенной последующей группы периодических решеток, 14 - хребтовые линии, полученные методом трассирования.
На фиг. 7 приведен пример полутоновой карты координатной метки, полученной методом расшифровки интерферограмм (а), и график сечения полутоновой карты (б), где (а) 15 - сечение, 16 - несколько сечений полутоновой карты для получения усреднения, 17 - график, характеризующий погрешность изготовления ДОЭ (б) в данной координатной метке.
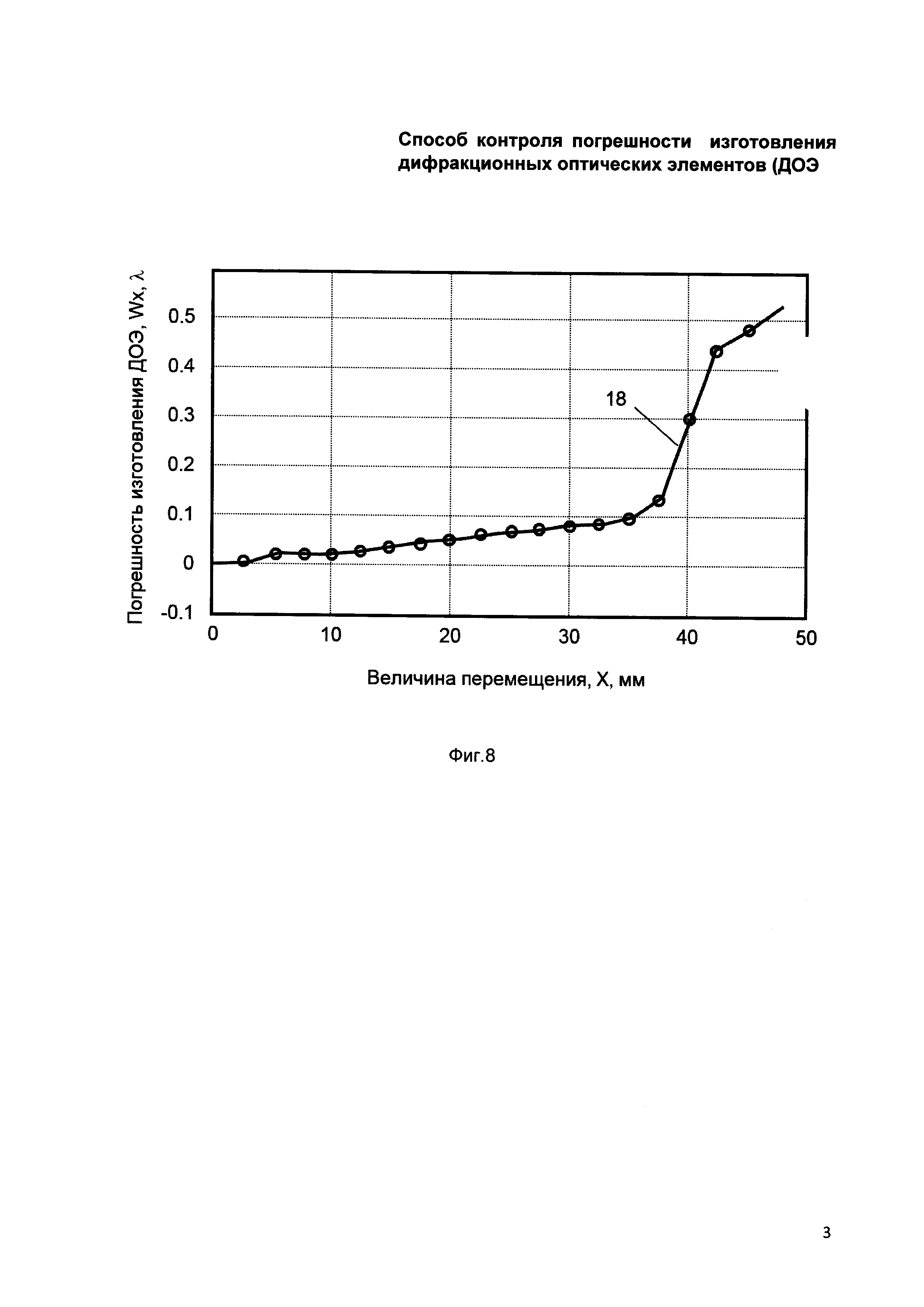
На фиг. 8 приведен пример зависимости погрешности изготовления ДОЭ от величины перемещения записывающего лазерного пучка по оптической заготовке, где 18 - график погрешности.
Процесс изготовления дифракционных оптических элементов (ДОЭ) включает два основных этапа: нанесение дифракционной структуры и контроль погрешностей изготовления. Изготовление ДОЭ осуществляют с помощью устройства лазерной записи в полярной системе координат (например, патент РФ №2540065 «Способ изготовления дифракционного оптического элемента (ДОЭ)» / Авторы: Полещук А.Г., Корольков В.П., Шиманский Р.В., Черкашин В.В. - Опубл. 27.01.2015). Оптическая заготовка 1 приводится в непрерывное вращение, а записывающий лазерный пучок перемещается по поверхности оптической заготовки 1 вдоль оси X (в радиальном направлении оптической заготовки), например, от внешней границы оптической заготовки 1 к оси вращения 2 оптической заготовки, как показано на фиг. 1. За счет вращения оптической заготовки 1 осуществляется перемещение записывающего лазерного пучка в угловом направлении φ. Центр записывающего лазерного пучка совмещается перед началом изготовления ДОЭ с началом координат Х=0 и Y=0 и осью вращения 2 оптической заготовки. Величина перемещения записывающего лазерного пучка вдоль координат X и Y непрерывно контролируется измерительным устройством, например, лазерным интерферометром, входящим в состав устройства лазерной записи.
Процесс изготовления ДОЭ, состоящего из дифракционной структуры 4 в виде чередующихся прозрачных и непрозрачных зон (выполненных, например, из хрома) и координатных меток 5, основан на экспонировании локального участка светочувствительного поверхностного слоя оптической заготовки 1 сфокусированным лазерным пучком. В процессе изготовления на оптической заготовке 1 формируют контрольные окна 3 без дифракционной структуры 4. Координатные метки 5 наносят в контрольные окна 3, которые располагаются на поверхности оптической заготовки 1 с заданными интервалами С, например, вдоль координаты X (по радиусу оптической заготовки), как показано на фиг.1. Величина интервала С выбирается в диапазоне С=0.5÷5 мм в зависимости от параметров устройства лазерной записи.
Согласно заявляемому способу, каждая координатная метка 5 выполняется хотя бы в виде двух групп периодических решеток (фиг. 2). Период штрихов периодических решеток Τ выбирается в диапазоне 1.5÷5 мкм. Первая группа периодических решеток, например 6, наносится до начала изготовления дифракционной структуры 4. Размер первой группы периодических решеток 6 выбирается так, чтобы время нанесения было небольшим, и, следовательно, дрейф координаты записывающего лазерного пучка заведомо отсутствовал или был мал. Например, если размер координатной метки 5 составляет h=30×30 мкм, то при скорости вращения оптической заготовки 1 n=20 об/сек и шаге перемещения записывающего лазерного пучка s=0.5 мкм, время нанесения координатной метки 5 составит около t1=3 сек, а всей линейки, состоящей, например, из 10 координатных меток, составит около t2=30 сек. При характерной величине температурного дрейфа устройства лазерной записи около 1 мкм за 2.5 часа работы, величина дрейфа за время t2 нанесения линейки будет менее 3 нм, что много меньше шага перемещения s. Таким образом можно считать, что все первые группы периодических решеток в координатных метках нанесены без погрешностей.
Так как процесс изготовления ДОЭ осуществляется в полярной системе координат, то штрихи групп периодических решеток 6 и 7, которые ориентированы вдоль траектории движения сфокусированного лазерного пучка, представляют собой отрезки дуг. Однако, если выполняется условие C>>h, то штрихи имеют вид коротких прямых отрезков вдоль оси Y, как показано на Фиг. 1.
Последующая группа (например, вторая) периодических решеток, например 7 (фиг. 2), наносится одновременно с нанесением дифракционной структуры 4 ДОЭ. Этот процесс нанесения начинается сразу после окончания нанесения первой группы периодических решеток 6 во всех координатных метках 5. В области координатных меток 5 дифракционная структура 4 отсутствует. Так как размер h координатных меток 5 мал, они не вносят искажений в работу изготовленных ДОЭ.
Время нанесения дифракционной структуры 4 ДОЭ составляет несколько часов. При нормальной работе устройства лазерной записи температурный дрейф корректируется и смещение между первой группой периодических решеток 6 и последующей группой периодических решеток 7 отсутствует или мало. Однако из-за погрешностей работы устройства лазерной записи, возможно возникновение температурного дрейфа как по оси координат X, так и по оси Y. При этом между первой группой периодических решеток 6 и последующей группой периодических решеток 7, расположенных вдоль оси X, возникает смещение Sx, как показано на фиг. 3. Так как штрихи периодических решеток 6 и 7 ориентированы вдоль оси Y, смещение Sx характеризует величину дрейфа вдоль координаты X.
Для того чтобы одновременно регистрировать погрешность изготовления ДОЭ как по координате X, так и по координате Y, координатные метки 5 наносятся попарно, а направления штрихов периодических решеток в них ортогональны, как показано на фиг. 4.
Погрешность изготовления ДОЭ определяют в каждой координатной метке 5 по взаимному смещению первой группы периодических решеток 6 относительно последующих групп периодических решеток 7 по формулам

где Wx и Wy - соответственно, погрешности изготовления ДОЭ по двум ортогональным направлениям, K - номер порядка дифракции света, λ - длина волны света, Sy и Sx - смещение групп периодических решеток в паре координатных меток, Tx и Ty - периоды дифракционной структуры.
Величины Wx и Wy вычисляются в области каждой координатной метки 5 и характеризуют искажения волнового фронта, дифрагированного на ДОЭ. Величина этих искажений определяет пригодность данного ДОЭ, например, для контроля асферической оптики.
Координатная метка 5 может быть выполнена в виде трех групп (фиг. 5) периодических решеток. В этом случае вначале наносится, например, первая группа периодических решеток 6, а затем последующая группа периодических решеток 7, которая состоит из двух групп периодических решеток, расположенных симметрично относительно первой группы периодических решеток 6. Симметричное расположение первой группы периодических решеток 6 и последующей группы периодических решеток 7 позволяет увеличить точность измерения смещения, так как штрихи групп периодических решеток 6 и 7 образуют бисектор.
Группы периодических решеток (фиг. 2 - фиг. 5) в координатных метках 5 выглядят как интерферограммы, где изображения штрихов могут быть представлены как интерференционные полосы. При этом смещение Sx между группами периодических решеток (фиг. 3) интерпретируется как смещение интерференционных полос. Смещение двух групп периодических решеток и, соответственно, интерференционных полос, в каждой паре координатных меток 5 определяют по их сглаженным изображениям методом расшифровки интерферограмм с использованием программы, например, ZEBRA (В.К. Кириловский. Оптические измерения. Часть 5. Аберрации и качество изображения. Спб ГУ ИТМО. 2006. - 107 С. http://aco.ifmo.ru/upload/publications/bookopt_mes_part5.pdf), или аналогичной. Полученный результат измерения непосредственно соответствует формуле (1) при K=1.
В качестве примера на фиг. 6а приведено изображение координатной метки (микроскоп C. Zeiss с видеокамерой 3072×2048 пикселей) с периодом Т=3 мкм, ее сглаженное изображение (фиг. 6б) и результат трассировки хребтовыми линиями 14 (фиг. 6в), полученный с помощью программы расшифровки интерферограмм POINT (см. В.Г. Максимов, В.А. Тартаковский, С.А. Чудинов. Программный комплекс для обработки интерференционных измерений / Международная конференция Интерэкспо Гео-Сибирь, Новосибирск 2013. - №3. - том 5. - C. 1-6, http://geosiberia-2013.ssqa.ru/events/conference-5/sekcia-5-2). На фиг. 7а приведен пример построения полутоновой карты с помощью программы расшифровки интерферограмм, в которой уровни серого отображают величину смещения интерференционных полос в этой координатной метке. График 17 поперечного сечения 15 полутоновой карты показан на фиг. 7б. Величина смещения определяется по графику 17, характеризующему погрешность изготовления ДОЭ в данной координатной метке как S=0.4T. В данном примере при Т=3 мкм смещение, обусловленное погрешностью изготовления ДОЭ, составляет S=1.2 мкм. Для уменьшения погрешности измерения и устранения случайных шумов проводится усреднение полутоновой карты по нескольким сечениям 16 полутоновой карты для получения усреднения.
На фиг. 8 приведен пример зависимости погрешности изготовления осесимметричного ДОЭ диаметром 100 мм от величины перемещения записывающего лазерного пучка по оптической заготовке, вдоль оси координат X изготавливаемого ДОЭ. Координатные метки наносились с интервалом С=2.5 мм. Их координаты вдоль оси X отмечены на фиг. 8 кружками. График погрешности 18 показывает, что, начиная с величины перемещения (координаты) 35 мм, скорость дрейфа значительно увеличилась.
Программы расшифровки интерферограмм имеют собственную погрешность измерения смещения интерференционных полос 0.01λ-0.001λ. Таким образом, при Т=2 мкм, K=1, λ~633 нм, минимальная обнаруживаемая погрешность, как следует из выражения (1), будет равна Wx=Wy=(0.01-0.001)λ или 0.6-6 нм, что значительно меньше, чем погрешность измерения смещения, выполненная с помощью измерительного микроскопа.
Таким образом, предлагаемое техническое решение обеспечивает высокоточный контроль погрешности изготовления дифракционной структуры ДОЭ одновременно по двум координатам. Это позволяет повысить точность и достоверность формирования асферических волновых фронтов с помощью ДОЭ, предназначенных для контроля формы асферической оптики, в том числе внеосевых сегментов, цилиндров, торических линз, поверхностей свободной формы и т.п.
Способ выставления вертикали лазерного луча в баллистическом гравиметре и устройство для его осуществления
Многоэлементный генератор терагерцового излучения
Эталонный дифракционный оптический элемент (варианты)
Способ изготовления дифракционного оптического элемента (доэ)
Компактное устройство записи изобразительных голограмм
Способ измерения уровня расплава и его скорости вращения при выращивании кристаллов
Способ определения скорости и направления ветра и некогерентный доплеровский лидар
Способ прокачки раствора красителя для лазерных резонаторов
Устройство для визуализации инфракрасного излучения
Волоконный источник однонаправленного одночастотного поляризованного лазерного излучения с пассивным сканированием частоты (варианты)
Способ выставления вертикали лазерного луча в баллистическом гравиметре и устройство для его осуществления
Многоэлементный генератор терагерцового излучения
Эталонный дифракционный оптический элемент (варианты)
Способ изготовления дифракционного оптического элемента (доэ)
Компактное устройство записи изобразительных голограмм
Способ измерения уровня расплава и его скорости вращения при выращивании кристаллов
Способ определения скорости и направления ветра и некогерентный доплеровский лидар
Способ прокачки раствора красителя для лазерных резонаторов
Устройство для визуализации инфракрасного излучения
Волоконный источник однонаправленного одночастотного поляризованного лазерного излучения с пассивным сканированием частоты (варианты)

