Результат интеллектуальной деятельности: СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ
Вид РИД
Изобретение
Изобретение относится к электротехнике, в частности к способам изолировки пазов статоров электрических машин.
Известен способ изготовления пазовой изоляции магнитных сердечников статоров, заключающийся в том, что по размерам паза магнитного сердечника статора электродвигателя определяют размеры заготовок пазовой коробочки и, используя формовочное приспособление, придают необходимую форму пазовой коробке, после чего укладывают заготовки в пазы [1].
Недостаток такого способа изготовления пазовой изоляции магнитных сердечников электродвигателей заключается в том, что при укладке коробов в пазы магнитных сердечников статоров электродвигателей и последующем размещении в пазах обмотки электродвигателя между обмоткой, корпусной изоляцией и магнитным сердечником образуются два воздушных зазора: один - между обмоткой и пазовой изоляцией, а другой - и между пазовой изоляцией и магнитным сердечником, что ухудшает теплоотвод из обмотки в магнитный сердечник. Толщина материала, из которого изготавливается пазовый короб, относительно велика, что приводит к неэффективному использованию пазов и, как следствие, к снижению коэффициента заполнения паза проводом, к снижению мощности электродвигателей и повышению их габаритов. Кроме того, производительность указанного способа изолировки пазов низка из-за необходимости последовательного размещения в каждый паз обмотки короба пазовой изоляции и из-за невозможности группового изолирования пазов одновременно у нескольких обмоток.
Известен способ изготовления пазовой изоляции магнитных сердечников статоров напылением из порошка эпоксидной смолы для изоляции классов нагревостойкости В и F или полиамидэфирных порошков для изоляции класса Н [2].
Способ заключается в том, что холодное магнитный сердечник погружают в слой порошка эпоксидной смолы или полиамидэфирных порошков, находящегося под воздействием разряда тока высокого напряжения. Частицы полимера заряжаются и под действием электрических сил перемещаются к противоположно заряженному изделию - магнитному сердечнику статора и осаждаются на его поверхности. Магнитный сердечник извлекают из камеры напыления и удаляют напыленный порошок со всей поверхности магнитного сердечника, кроме пазов. Оставшийся в пазах порошок подвергают высокотемпературному воздействию, при котором происходит оплавление полимера и образуется изоляционное покрытие. После оплавления порошка магнитный сердечник охлаждают и вновь помещают в слой порошка эпоксидной смолы. Процесс изолировки пазов заканчивают после 7-8 таких циклов.
Недостатком способа является необходимость использования высокого напряжения для зажигания электрического разряда в порошке. Кроме того, напыление указанным способом происходит не только в пазы статора, но и на все остальные части магнитного сердечника, что приводит к необходимости извлекать магнитный сердечник из порошка и удалять его излишки с поверхностей магнитного сердечника, оставляя его только в пазах магнитного сердечника. Так как за один цикл на поверхность паза осаждается тонкий слой порошка, который после его оплавления не позволяет получать требуемую для пазовой изоляции электрическую прочность, то этот цикл приходится повторять 7-8 раз. За счет этого процесс изолировки пазов одного магнитного сердечника малопроизводителен, так как длится в течение 3-4 часов. Кроме того, многослойная напыленная пазовая изоляция из порошка весьма хрупкая, что, как правило, исключает возможность механизированной намотки обмоток и их приходится укладывать в пазы вручную.
Наиболее близким к заявляемому является способ, описанный в патенте [3].
Способ-прототип заключается в том, что всю поверхность магнитного сердечника, за исключением пазов, закрывают герметическим диэлектрическим кожухом, выполненным из эластичного агрессивно-устойчивого материала, размещают магнитный сердечник с упомянутым кожухом в сосуд, в который заливают электрофоретический состав, состоящий из следующих компонентов, в % по объему:
лак ПЭ-939 марки В - (29÷30),
1% - нашатырный спирт 1% - NH4OH-(11,0÷12,0),
диоксан (С4Н8О2) - остальное,
закрывают сосуд крышкой, подводят к торцам магнитного сердечника два электрода, выдерживая расстояние в 10-20 мм от торца магнитного сердечника, подают на магнитный сердечник положительный потенциал от источника постоянного напряжения, а на электроды подают отрицательный потенциал от упомянутого источника постоянного напряжения, и при плотностях тока j, лежащих в диапазоне 2-10 мА/см2, проводят электрофоретическое осаждение пленкообразующего вещества в течение времени, определяемого из выражения:
 ,
,
где с - плотность эмали, кг/м3, d - толщина пазовой изоляции, м, k - выход сухого остатка по току, кг/А×с,
после чего магнитный сердечник извлекают из электрофоретического состава, освобождают его от герметичного диэлектрического кожуха и осажденную на поверхность пазов пленку подвергают термообработке в течение 4-5 мин при температуре 380-390°С.
Недостатком способа-прототипа является то, что осажденная на поверхности пазов пленка имеет относительно низкую теплопроводность. Это затрудняет теплоотвод из статорной обмотки электрической машины в магнитный сердечник и в окружающую среду в процессе работы электродвигателя, что приводит к повышенному перегреву обмотки и в конечном итоге к снижению надежности и долговечности электродвигателя.
Кроме того, пленка, осажденная по способу-прототипу на поверхность пазов статора, содержит в себе растворитель, поэтому при ее термообработке при температурах 380-390°С происходит вскипание растворителя и его интенсивный выход из пленки, что приводит к нарушению ее однородности, к появлению на ней пор и других дефектов, что снижает ее электрическую прочность и, как следствие этого, надежность и долговечность двигателя.
Еще одним недостатком способа-прототипа является нестабильность свойств электрофоретического состава, что связано с нестабильностью свойств исходного пленкообразующего состава ПЭ-939 марки В, изменяющихся от одной партии лака к другой.
Техническая задача, на которую направлено настоящее изобретение, состоит в повышении теплопроводности пазовой изоляции магнитного сердечника и ее качества.
Задача решается тем, что в способе изготовления
Техническая задача, на которую направлено настоящее изобретение, состоит в повышении теплопроводности пазовой изоляции и ее качества.
Задача решается тем, что в способе изолировки пазов магнитных сердечников статоров электродвигателей, заключающемся, в том, что всю поверхность магнитного сердечника, за исключением пазов, закрывают герметическим диэлектрическим кожухом, выполненным из эластичного агрессивно-устойчивого материала, размещают магнитный сердечник с упомянутым кожухом в сосуд, в который заливают электрофоретический состав, закрывают сосуд крышкой, подводят к торцам магнитного сердечника два электрода, выдерживая расстояние в 10÷20 мм от торца магнитного сердечника, подают на магнитный сердечник положительный потенциал от источника постоянного напряжения, а на электроды подают отрицательный потенциал от упомянутого источника постоянного напряжения, и при плотностях тока, лежащих в диапазоне 2÷10 мА/см2, проводят электрофоретическое осаждение пленкообразующего вещества в течение времени, определяемого из выражения:
где с - плотность эмали, кг/м3, d - толщина пазовой изоляции, м, k - выход сухого остатка по току, кг/А×с, j - плотность тока электрофореза, мА/см2, после чего магнитный сердечник извлекают из электрофоретического состава, освобождают его от герметичного диэлектрического кожуха и осажденную на поверхность пазов пленку подвергают термообработке, при этом процесс нанесения слоя эмаль-изоляции осуществляют, используя электрофоретический состав, состоящий из следующих компонентов, в мас.ч.:
|
причем предварительно осуществляют приготовление указанного электрофоретического состава в лаковарочном аппарате, снабженном рубашкой для обогрева и дисковой мешалкой, в который загружают указанную выше смесь растворителей (ксиленол, сольвент), полибутилтитанат, диэтиленгликоль, смолу ТС-1 и белые нанотрубки из нитрида бора, разогревают содержимое до 100÷110°С и производят постоянное перемешивание до полного растворения смолы в течение 1÷1,5 ч, остужают приготовленную смесь до 40÷50°С, добавляют в нее диоксан, 1%-ный нашатырный спирт, продолжая перемешивание полученной смеси в течение 0,5÷1,0 ч, после чего фильтруют полученный электрофоретический состав и переливают в эмаль-агрегат и в указанном составе проводят анафоретическое осаждение диэлектрической пленки на поверхность пазов, после чего магнитный сердечник извлекают из электрофоретического состава, освобождают его от герметичного диэлектрического кожуха, помещают магнитные сердечники в вакуумный термошкаф, создают в нем разрежение 30÷40 Торр и при температуре 40÷50°С сушат осажденную на поверхность пазов пленку в течение 3÷5 мин, затем повышают температуру в термошкафу до 380÷390°С и запекают диэлектрическую пленку в течение 2-3 мин.
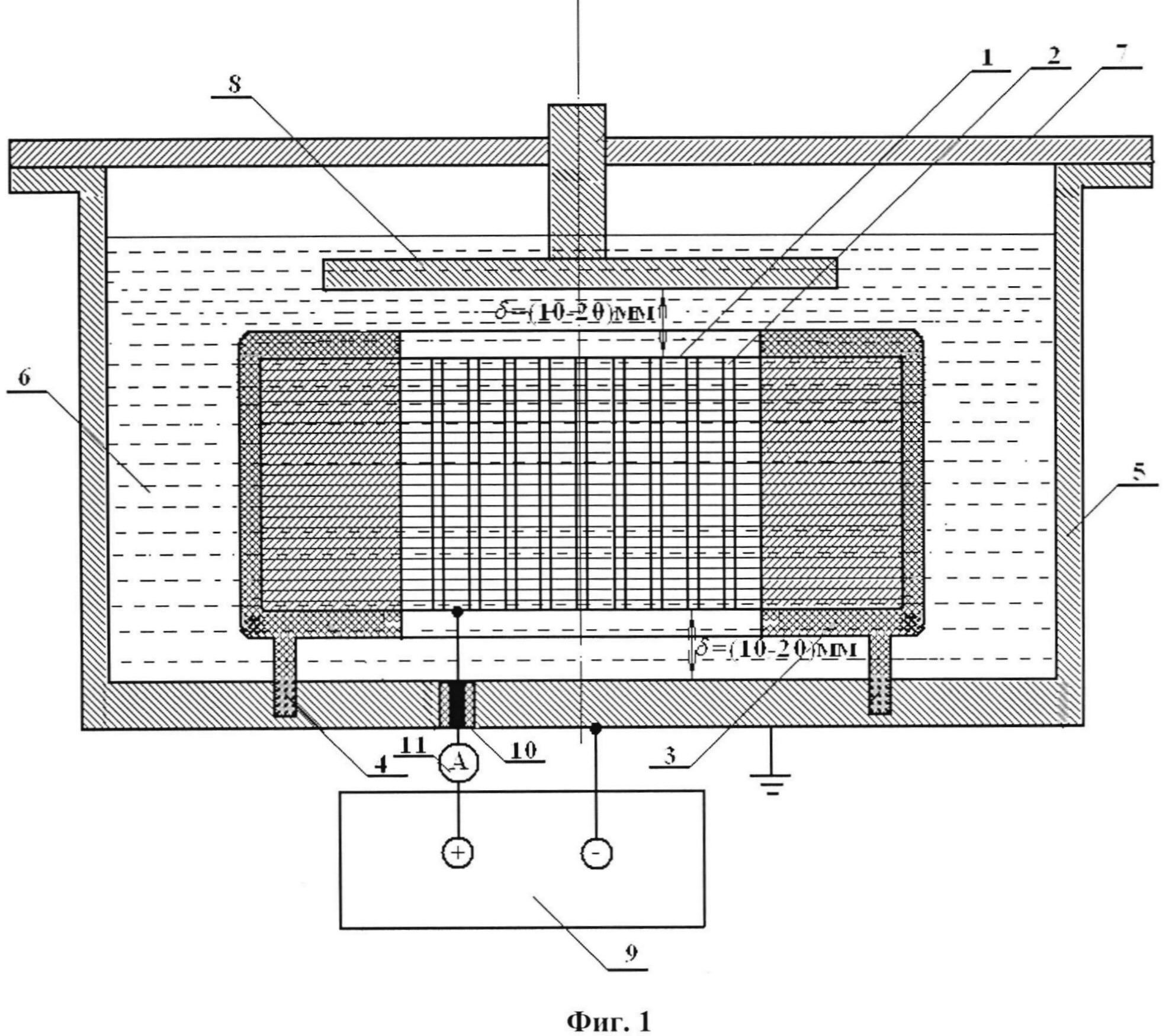
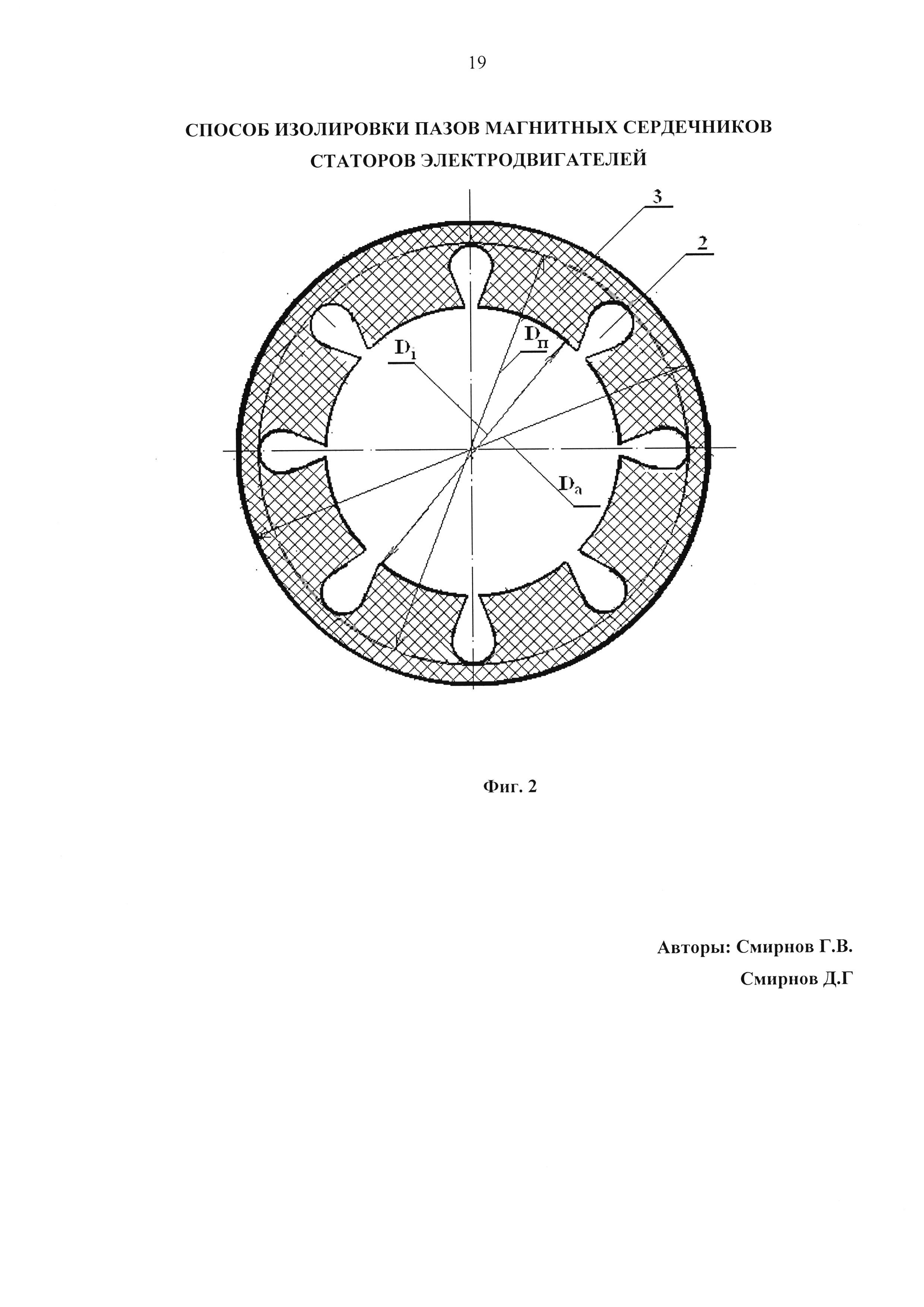
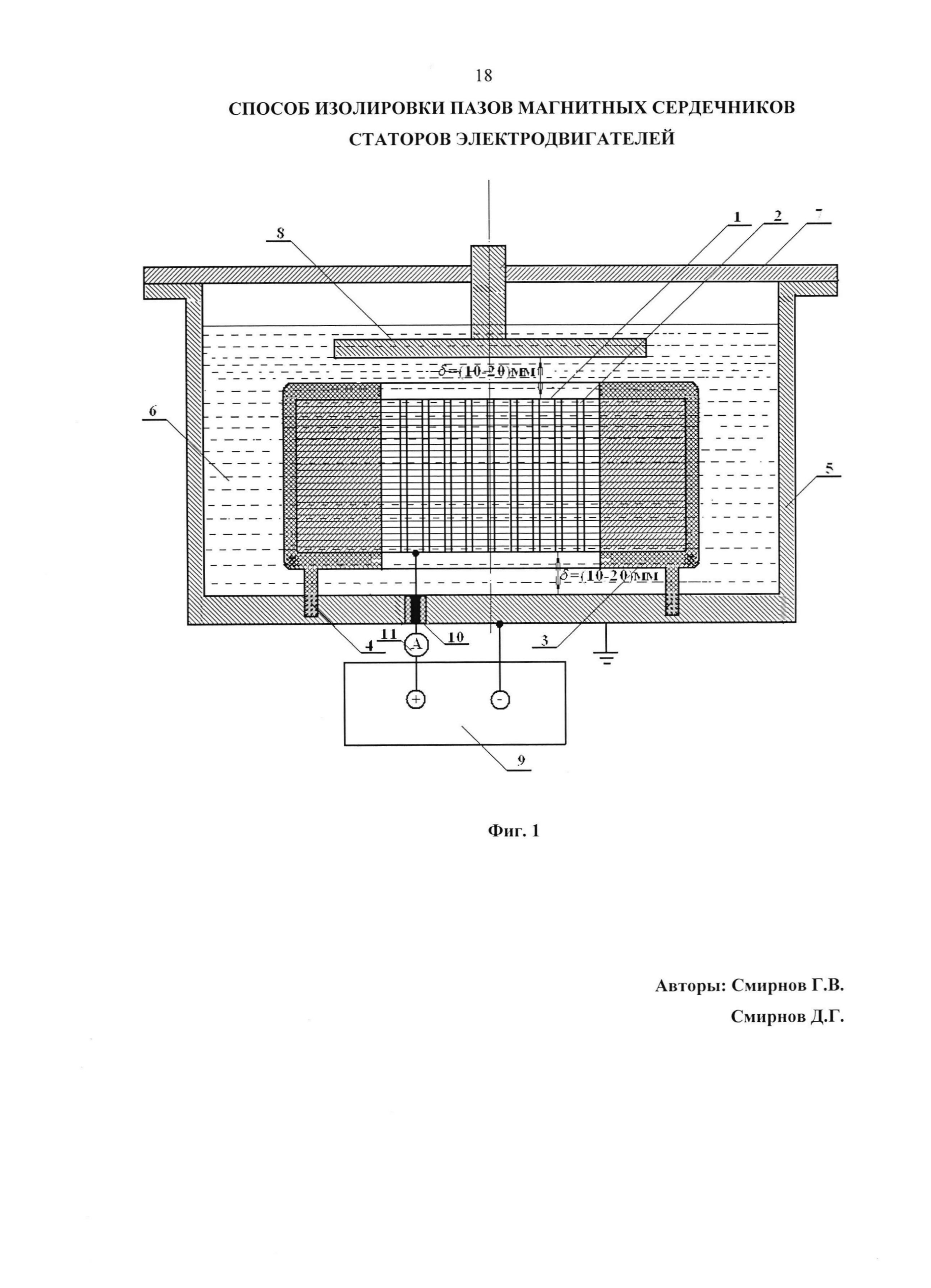
На фиг. 1 представлена схема реализации заявляемого способа. На фиг. 2 схематически изображен торец магнитного сердечника. Фиг. 1 и фиг. 2 служат для пояснения сущности изобретения.
На фиг. 1 и 2 введены следующие обозначения:
1 - магнитный сердечник; 2 - пазы; 3 - кожух; 4 - диэлектрические стойки; 5 - сосуд; 6 - электрофоретический состав; 7 - крышка; 8 - электрод; 9 - источник постоянного напряжения; 10 - изолятор, 11 - амперметр.
Сущность изобретения заключается в следующем.
Изоляция обмоток электрической машины является одним из наиболее важных ее элементов. Она должна обладать одновременно целым комплексом свойств: высокой теплопроводностью, теплостойкостью, нагревостойкостью, высокой электрической и механической прочностью, стойкостью к воздействию пропиточных составов, технологичностью. В наибольшей степени указанным выше требованиям удовлетворяет способ-прототип.
В способе-прототипе для устранения недостатков аналогов предлагается использовать электрофоретическое осаждение изоляционной пленки в пазы магнитного сердечника статоров с последующей запечкой этой пленки.
Электроосаждение как метод получения лакокрасочных покрытий нашел промышленное применение примерно в середине 60-х годов. Быстрое распространение этого метода связано с целым рядом достоинств, из которых наиболее существенными являются:
а) высокая равномерность получаемых покрытий по толщине и ее относительная независимость от конфигурации и габаритов изделия;
б) более высокая коррозионная стойкость осаждаемых пленок по сравнению с пленками, полученными традиционным способом;
с) высокая экономичность при достаточно большой производительности;
д) возможность регулирования толщины пленок с помощью изменения плотности тока или потенциала;
е) быстрота роста покрытий;
ж) возможность автоматизации технологического процесса и проведение его при обычных условиях (комнатной температуре и нормальном давлении).
Электрохимические полимерные покрытия - одно из направлений современного развития лакокрасочной технологии.
Практическое применение электрохимических полимерных покрытий сдерживается недостаточной изученностью процессов формирования пленки на подложке.
Методика нанесения эмаль-изоляции состоит в следующем. В ванну с электрофоретическим составом погружается изделие, к которому подведен один из полюсов источника постоянного тока. Под действием постоянного электрического поля в среде с высокой диэлектрической проницаемостью осуществляется перенос ионов или ионизированных мицелл пленкообразователя в направлении приложенного поля (к изделию). Осаждение пленкообразующего материала начинается на острых кромках и выступах изделия, плотность заряда на которых наиболее высока. По мере увеличения осажденного слоя происходит перераспределение силовых линий поля и пленка равномерной толщины покрывает все изделие.
Выход осадка зависит от продолжительности электроосаждения и от количества поглощенного электричества и лимитируется электрическим сопротивлением полученного слоя. По мере нарастания толщины покрытия она вначале возрастает линейно от времени осаждения, затем при достижении некоторой критической толщины пленки, зависящей от свойств состава, происходит уменьшение плотности тока и снижение скорости электроосаждения. Поэтому электроосаждение можно рассматривать как процесс с саморегулирующимися значениями толщины и сплошности покрытий.
Полиион пленкообразующего в составе должен нести заряд, противоположный по знаку заряду изделия. В соответствии с этим различают электроосаждение на аноде, или анодное осаждение (анафорез), и электроосаждение на катоде, или катодное осаждение (катафорез).
Основное достоинство электрофоретического эмалирования проводов по сравнению с традиционными методами эмалирования - возможность наложения равномерной изоляции необходимой толщины за один цикл, в том числе и на острых углах изделий, поскольку толщина наносимого покрытия легко регулируется изменением подаваемого на электроды напряжения и времени электроосаждения.
Основными характеристиками электрофоретических систем являются: рассеивающая способность, условный выход по току, удельная электропроводность.
Под рассеивающей способностью понимают свойство лакокрасочного материала проникать в труднодоступные места изделий и образовывать равномерные по толщине покрытия. Рассеивающая способность зависит от режима электроосаждения и от состава материала (пленкообразующего, растворителя, электролита и др.).
Условный выход по току показывает, сколько лакокрасочного материала осаждается на поверхности изделия при протекании определенного количества электричества. Этот показатель важен для оценки энергозатрат.
Удельная электропроводность - величина, показывающая способность лакокрасочного материала проводить электрический ток. Она зависит от природы пленкообразующего, рН (кислотности) и температуры состава. Поскольку единой теории электрофореза нет, то поиск составов, обладающих электрофоретическими свойствами, и отработка режимов электрофореза осуществляются экспериментально.
Выявление оптимального компонентного соотношения в электрофоретическом составе осуществляли экспериментальным путем с применением теории планирования эксперимента. Было выявлено, что процесс электроосаждения эмаль-изоляции можно реализовать при следующих соотношениях компонентов электрофоретического состава, в мас.ч.:
|
Электрофоретическое осаждение пленкообразующего происходит при всех указанных соотношениях компонентов. Выход концентрации компонентов электрофоретического состава за указанные диапазоны приводит к снижению качественных показателей эмаль-изоляции (рассеивающей способности лака, равномерности пленки, электрической и механической прочности и др.).
При указанном соотношении компонентов электрофоретического состава величина получаемой толщины электрофоретической пленки зависит от плотности тока электрофореза и времени проведения электроосаждения. Было установлено, что качественные пленки получаются в диапазоне плотностей тока от 2 мА/см2 до 10 мА/см2. При плотностях тока с величиной меньше 2 мА/см2 пленка становится рыхлой и качество эмаль-изоляции ухудшается. Увеличение плотностей тока за 10 мА/см2 приводит к повышенному растворению материала проволоки, к дефектообразованию в осажденной пленке, что также ухудшает качество эмаль-изоляции.
Время проведения электроосаждения пленкообразующего зависит от плотности тока и требуемой толщины пленки. Рассмотрим процесс нанесения эмаль-изоляции более подробно.
Масса m пленкообразующего вещества, осевшая на металлическую основу, прямо пропорциональна прошедшему через электрофоретический состав заряду q: m=kq (1).
В свою очередь q=J×t (2), где k - выход сухого остатка пленкообразующего по току, кг/А×с, ток электрофореза J, A; t - время электрофореза, с.
Подставив в формулу (1) выражение (2), получим: m=kJt (3).
Выразим ток J через произведение плотности тока j на площадь S части поверхности проволоки, погруженной в электрофоретический состав:
J=jS (4), где S - площадь магнитного сердечника, на которую осаждают пленку, м2.
Подставив выражение (4) в выражение (3), получим: m=kSjt (5).
С другой стороны, массу m эмалевой пленки площади S магнитного сердечника можно определить по формуле: m=cV=cSd (6), где с - плотность эмали, кг/м3; d - толщина эмалевой изоляции, м, V - объем изоляционной пленки.
Приравняв правые части выражений (4) и (6) друг к другу и преобразовав полученное выражение относительно времени электрофореза t, получим:
 .
.
Однако теплопроводность электрофоретических пленок, осаждаемых на поверхность пазов по способу-прототипу, низка и составляет величину λ=0,2 Вт/м×K. Низкая теплопроводность пазовой изоляции, роль которой в прототипе выполняет электоосажденная на поверхность пазов диэлектрическая пленка, создает высокое тепловое сопротивление на границе обмотка - магнитный сердечник, который, помимо прочего, выполняет роль радиатора, служащего для теплоотвода из обмотки. Высокое тепловое сопротивление корпусной изоляции приводит к тому, что в процессе эксплуатации электрической машины тепло из обмотки в магнитный сердечник статора и в окружающую среду отводится плохо, что вызывает повышенные температурные нагрузки на витковую изоляцию обмотки и, как следствие этого, приводит к возрастанию вероятности отказа обмотки, к снижению ее надежности и долговечности.
Приготовление указанного электрофоретического состава осуществляют в лаковарочном аппарате, снабженном рубашкой для обогрева и дисковой мешалкой, в который загружают указанную выше смесь растворителей (ксиленол, сольвент), полибутилтитанат, диэтиленгликоль, смолу ТС-1 и белые нанотрубки из нитрида бора, разогревают содержимое до (100÷110)°С и производят постоянное перемешивание до полного растворения смолы в течение 1,2 ч.
Выбор диапазона температур 100÷110°С разогрева указанной выше смеси обусловлен следующими соображениями. С одной стороны, чем выше температура, тем более интенсивно и равномерно по объему происходит растворение и разбавление смолы ТС-1 и распределение нанотрубок из титаната бария. С другой стороны, температуру нельзя повышать выше температуры кипения входящих в состав компонентов. Значения температуры кипения входящих в состав компонентов следующие: у ксилола - 138,3÷144,4°С; у сольвента 120÷190°С; у этиленгликоля 245°С. Поэтому диапазон разогрева смеси, равный 100÷110°С, с одной стороны, достаточно высок, а с другой - он ниже температуры кипения входящих в состав компонентов. Непрерывное помешивание состава в течение 1+1,5 ч установлено эмпирически и необходимо для равномерного распределения компонентов состава по объему.
По истечении указанного времени остужают приготовленную смесь до (40÷50)°С, добавляют в нее диоксан, 1%-ный нашатырный спирт, продолжая перемешивание полученной смеси в течение 0,5÷1,0 ч, после чего фильтруют полученный электрофоретический состав и переливают в эмаль-агрегат.
Остужение указанной выше смеси до температуры 40°С÷50°С обусловлено тем, что температура кипения диоксана равна 101,4°С, нашатырного спирта - (78,15÷78,39)°С. Именно эти 2 компонента придают составу электрофоретические свойства и от точности их дозировки зависят режимы осаждения пленок и их качество. Поэтому диапазон температур выбран из условия исключения вскипания указанных компонентов и их интенсивного испарения в процессе перемешивания состава. Эмпирически установлено, что диапазон 40°С÷50°С и время 0,5÷1,0 ч является оптимальным, обеспечивающим получение качественного электрофоретического состава.
Выбор диапазона объемного содержания в составе наполнителя из белых нанотрубок нитрида бора был обусловлен следующими соображениями. При концентрации белых нанотрубок нитрида бора ниже, чем 10 мас.ч., снижается теплопроводность электрофоретически осажденных пленок, а при концентрациях выше 12 об. % резко снижается рассеивающая способность электрофоретического состава. Для обоснования выбора указанного диапазона концентрации нанотрубок из нитрида бора были проведены эксперименты. Сущность этих экспериментов заключалась в следующем. Две пластины из стали марки 2013, которая применяется для изготовления магнитных сердечников статоров электродвигателей, толщина которых была равна 1 мм, а размеры 15×50 мм, устанавливались плоскостями параллельно друг другу на расстоянии 20 мм и закреплялись в диэлектрической крышке и к ним подключалось постоянное напряжение. После этого пластины погружались в сосуд, наполненный электрофоретическим составом, указанным выше. Компонентное содержание состава и их количественное содержание в составе оставалось неизменным, а изменялось лишь массовая часть нанотрубок из титаната бария.
В состав всыпали порошок нанотрубок из нитрида бора, и от опыта к опыту последовательно увеличивали его концентрацию от 1 до 14 мас.ч. После введения в электрофоретический состав белых нанотрубок из нитрида бора состав тщательно перемешивали для равномерного распределения порошка нанотрубок по объему электрофоретического состава. Осаждение пленок на пластину-анод осуществляли при плотности тока j=6 мА/см2 в течение одинакового времени равного t=150 с. При каждой фиксированной концентрации белых нанотрубок в электрофоретическом составе осаждение вели не менее чем на 4 образцах пластин. После электрофоретического осаждения пленок их извлекали из электрофоретического состава и подвергали термообработке: осаждение пленок на пластину-анод осуществляли при плотности тока j=6 мА/см2 в течение одинакового времени, равного t=l50 с. При каждой фиксированной концентрации белых нанотрубок в электрофоретическом составе осаждение вели не менее чем на 4 образцах пластин. После электрофоретического осаждения пленок их извлекали из электрофоретического состава и подвергали термообработке: две из 4 пластин сушили, как в прототипе, в течение (4÷5) мин при температуре (380÷390)°С, а две других - по заявляемому способу в вакуумном термошкафу, где создавали разрежение (30÷40) Торр и при температуре (40÷50)°С сушили осажденную на поверхность пластин пленку в течение 3÷5 мин. Затем повышали температуру в термошкафу до (380÷390)°С и запекали диэлектрическую пленку в течение 2-3 мин. Исследования теплопроводности электрофоретически осажденных пленок проводили на приборе LFA447 при температуре 25°С. Экспериментально определяемой характеристикой тепловых свойств пленок являлась их температуропроводность, используя которую определяли теплопроводность пленок. Измерение температуропроводности было основано на методе вспышки. Данный метод удовлетворял требованиям ГОСТ 8.140.-82 и ГОСТ 8.141-75. Высохшие пленки подвергались пробою постоянным напряжением, при использовании универсальной пробивной установки УПУ-10. Пробой осуществляли путем подвода 5 мм шарика-электрода к пленке и подачи на него напряжения от УПУ-10. При этом пластина, на которую была осаждена пленка, заземлялась. Поскольку электрофоретическая пленка осаждалась на обе стороны анода (со стороны, повернутой к катоду и с обратной стороны), то определялось среднее пробивное напряжение с каждой стороны анода. Среднее пробивное напряжение определялось по результатам пробоя пленки, не менее чем в 5 точках осажденной пленки с каждой стороны анодной пластины. Рассеивающую способность электрофоретического состава оценивали по отношению среднего пробивного напряжения пленки, определенного с обратной стороны пластины, к среднему напряжению пробивного напряжения пленки со стороны, обращенной к катоду. Рассеивающая способность тем лучше, чем ближе к 1 отношение указанных средних значений пробивных напряжений.
Исследования показали, что при увеличении объемного содержания в электрофоретическом составе нанотрубок из нитрида бора теплопроводность до концентраций 7% растет практически прямо пропорционально увеличению концентрации нанотрубок. Теплопроводность пленок увеличивается пропорционально концентрации и при превышении последней 7%, но угол наклона указанной зависимости становится намного меньше.
В таблице 1 приведены некоторые экспериментальные результаты, позволяющие обосновать выбранные в заявляемом способе диапазоны величин и показать преимущества заявляемого способа по сравнению со способом-прототипом. Исследования показали, что при увеличении объемного содержания в электрофоретическом составе нанотрубок из нитрида бора теплопроводность до концентраций 10 мас.ч. растет практически прямо пропорционально увеличению концентрации нанотрубок. Теплопроводность пленок увеличивается пропорционально концентрации и при превышении последней 10 мас.ч., но угол наклона указанной зависимости становится намного меньше.
В таблице 1 приведены некоторые экспериментальные результаты, позволяющие обосновать выбранные в заявляемом способе диапазоны величин и показать преимущества заявляемого способа по сравнению со способом-прототипом.
|
Как следует из таблицы 1, теплопроводность пленок при добавлении в них нанотрубок из нитрида бора возрастает при увеличении концентрации трубок в составе. По сравнению с прототипом теплопроводность пленок в заявляемом способе в среднем в 2÷2,6 раза выше. Среднее пробивное напряжение пленок, полученных по способу-прототипу, в среднем на 20% ниже, чем пробивное напряжение пленок аналогичной толщины, но полученных по заявляемому способу. При увеличении концентрации нанотрубок за 12 мас.ч снижается рассеивающая способность состава. В частности, при концентрации в электрофоретическом составе нанотрубок из нитрида бора равной 14 вес.ч. среднее пробивное напряжение с обратной стороны анода (не повернутой к катоду) становится ниже, чем среднее пробивное напряжение пленки, осажденной на сторону анода, повернутую к катоду, ниже на 30% (рассеивающая способность 0,7). При увеличении массовых частей нанотрубок за 14 рассеивающая способность электрофоретического состава снижается. Снижение рассеивающей способности приводит к тому, что пленка, осажденная в разные участки проводов, будет иметь неоднородные электроизоляционные свойства, что существенно снижает надежность изоляции обмоток.
Создание разрежения в термошкафу на первом этапе сушки электрофоретических пленок, осажденных на поверхность пазов, обусловлено следующими причинами.
Запекание осажденных электрофоретическим путем пленок в способе-прототипе осуществляется при температуре (380÷390)°С и приводит к вскипанию и интенсивному испарению из осажденных пленок растворителя и иных жидких фракций, что вызывает нарушение монолитности пленок и приводит к образованию в них многочисленных дефектов. Чтобы этого не происходило, в заявляемом способе сушку пленок проводят в два этапа. На первом этапе в термошкафу создают разряжение и термообработку пленок производят при относительно низких температурах.
Известно, что чем ниже величина разрежения, тем меньше температура вскипания жидкости. Например, при разрежении 10 Торр вода закипает при 18°С. При разрежении в 50 Торр вода начинает кипеть при сравнительно низкой температуре, равной 30°С. Растворитель, поскольку его температура кипения на (20÷40)°С выше температуры кипения воды, при разрежении (40÷50) Торр начинает кипеть при температуре (40÷50)°С. Получение разрежения в (40÷50) Торр достаточно просто осуществляется относительно дешевыми форвакуумными насосами. Достаточно низкая температура кипения растворителя (диоксана) при давлении в (40÷50) Торр дает возможность получения указанного разрежения более дешевыми форвакуумными насосами. Поэтому первый этап сушки требует поднять температуру в термошкафу только до (40÷50)°С. При разрежении (40÷50) Торр и указанной выше температуре испаритель улетучивается из обмотки в несколько раз интенсивнее, чем при нормальном давлении и температуре. Поэтому первый этап сушки в заявляемом способе потребует в 4÷5 раз меньше энергозатрат, чем если бы указанный этап производили при нормальном давлении и температуре.
Полное удаление растворителя из осажденных на поверхность пазов диэлектрических пленок при температуре (40÷50)°С и разрежение в (40÷50) Торр происходит в течение 3-5 мин. По истечении этого времени температуру в печи поднимают до 380÷390°С и проводят окончательную сушку в течении 2-3 мин.
Пример конкретного выполнения
По заявляемому способу производили изолировку пазов магнитного сердечника статора АИР71 В8, по номинальной мощности Рн=0,25 кВт. Число полюсов 2р=8.
Технические данные двигателя приведены ниже:
Размеры сердечника статора: а) наружный диаметр, Da=116,00 мм; б) внутренний диаметр, Di=78,00 мм; в) длина, L1=80,00 мм; г) число зубцов (пазов), Z1=36;
Паз статора: а) паз полуовальный; б) полная высота паза, h=12,40 мм; в) меньшая ширина паза, В1=4,00 мм; г) большая ширина паза, В2=5,40 мм; д) ширина шлица, m=1,90 мм; е) высота шлица, 1=0,60 мм
Обмоточные данные: число эффективных проводников в пазу, Sп=133; число элементарных проводников в одном эффективном, Nэл=1; число параллельных ветвей, а=1; диаметр голого провода, Dгол=0,40 мм; диаметр изолированного провода, Dиз=0,45 мм; марка провода - ПЭТВ-2 или ПЭТВ-М; класс изоляции - ″В″.
Размеры и материалы изоляции и выводов:
КОРОБКА ПАЗОВАЯ: Лавитерм (заменитель - Синтофлекс 515 или пленка полиэтилентерефталатная ПЭТ-Э), толщина dиз=0,25 мм.
КРЫШКА-КЛИН: те же материалы S=0,35 мм.
Вид обмотки - однослойная с дробным ″q″. Коэффициент заполнения паза, Кз=0,65.
Всю поверхность магнитного сердечника, за исключением пазов (фиг. 1 и фиг. 2, позиция 2), закрывали герметическим диэлектрическим кожухом (фиг. 1и фиг. 2 позиция 3), выполненным из маслостойкой резины «Эластосил R 502/80».
Устанавливали торцевой частью магнитный сердечник 1 с герметическим диэлектрическим кожухом 3 на диэлектрические стойки 4 на дно сосуда 5 (фиг. 1), выполненного из нержавеющей стали. Размещали магнитный сердечник 1 с герметическим диэлектрическим кожухом 3 в сосуд 5 (фиг. 1), выполненный из нержавеющей стали, в который заливали электрофоретический состав 6, состоящий из следующих компонентов, в мас. ч.:
|
К торцам магнитного сердечника подводили два электрода: стальной электрод 8, закрепленный в крышке 7, и второй электрод, которым служило дно сосуда 5.
Расстояние δ от торцов магнитного сердечника до электрода 8 и дна сосуда 5 выбирали в диапазоне 10-20 мм. Выбор этого диапазона расстояний обусловлен следующими причинами. При расстояние δ от торцов магнитного сердечника до электродов меньшим, чем 10 мм, резко снижается рассеивающая способность состава, что ухудшает качество изоляционной пленки в пазах магнитного сердечника. При расстояние δ от торцов магнитного сердечника до электродов большим, чем 20 мм, увеличиваются энергетические затраты, необходимые для реализации заявляемого способа, так как с увеличением расстояния возрастает сопротивление электрофоретического состава между электродами и магнитным сердечником, и для обеспечения в зазоре заданной плотности электрофореза требуется тем большее напряжение, чем выше заданная плотность электрофореза. Нами было выбрано расстояние δ=15 мм.
Закрывали сосуд 5 стальной крышкой 7 с плоским стальным электродом 8. Вторым электродом служило дно сосуда 5,. подводят к торцам магнитного сердечника два электрода, выдерживая расстояние δ в 10-20 мм от торца магнитного сердечника.
Подавали на магнитный сердечник 1 положительный потенциал от источника постоянного напряжения 9 через изолятор 10, а на электрод и сосуд 5, дно которого служило вторым электродом, подавали отрицательный потенциал от упомянутого источника постоянного напряжения, и при плотности тока j=6 мА/см2 проводили электрофоретическое осаждение пленкообразующего вещества в пазы магнитного сердечника 1 статора. Для того чтобы обеспечить плотность тока электрофореза j=6 мА/см2, поступали следующим образом. Исходя из размеров магнитного сердечника статора электродвигателя АИР71 В8, рассчитывали площадь одного паза S1:
S1=П×L1, где П - периметр паза;
П=π×В2/2+2(h-В2/2)+(B1-m)+1=3,14×2,7+2(12,4-2,7)+2,1+0,6=30,578 мм=3,0578 см;
S1=П×L1=3,0578×8=24,4624 см2.
Общая площадь всех n=36 пазов будет равна:
S=n×S1=880,6 см2.
Общий ток электрофореза, необходимый для реализации электроосаждения в пазы, равен I=j×S=6×880,6=5283,6 мА≈5,3 А.
При подключении источника постоянного напряжения 9 между магнитным сердечником 1 электродом 8 и корпусом сосуда 5 измеряли амперметром 11 ток электрофореза I, и напряжение на источнике постоянного напряжения изменяли до тех пор, пока ток электрофореза I не принимал значения 5, 3 А. Значение I=5, 3 А свидетельствовало о том, что плотность тока электрофореза j=6 мА/см2=6×10-3×104=60 А/м2.
Процесс электрофоретического осаждения изоляционной пленки на поверхность пазов производили в течение времени t, которое рассчитывали из выражения:
 .
.
Толщину изоляционной пленки d задавали исходя из среднестатистического пробивного напряжения пленки полиэтилентерефталатной ПЭТ-Э, толщиной dиз=0,25 мм, используемой при типовой технологии изготовления пазовой изоляции, которое оказалось равным 4,5 кВ. Для того чтобы изготавливаемая нами пазовая изоляции не уступала по уровню пробивного напряжения типовой пазовой изоляции магнитного сердечника статора АИР71 В8, мы задавались пробивным напряжением, равным 6 кВ. Такое пробивное напряжение имела осаждаемая нами при помощи электрофореза пленка толщиной d=30 мкм=30×10-6 м. Исходя из заданной толщины эмаль-изоляции 30×10-6 м, плотности эмали с=2,5×103 кг/м3, выхода сухого остатка по току k=8,33×10-6 кг/м2, плотности тока j=6 мА/см2=6×10-3×104=60 А/м2 определяли время t электрофореза:

После осаждения пленок на поверхность пазов магнитный сердечник извлекали из электрофоретического состава, освобождали его от герметичного диэлектрического кожуха, помещали магнитные сердечники в вакуумный термошкаф, создавали в нем разрежение 35 Торр и при температуре 45°С сушили осажденную на поверхность пазов пленку в течение 4 мин, затем повышали температуру в термошкафу до 385°С и запекали диэлектрическую пленку в течение 2,5 мин. Испытания пленки пазовой изоляции показали, что ее свойства и качественные характеристики практически не отличаются от характеристик пленок, нанесенных на стальные пластины, значения которых представлены в таблице 1.
Как следует из таблицы 1, изолировка пазов магнитных сердечников статоров электродвигателя АИР71 В8 по заявляемому способу по сравнению с прототипом позволила повысить теплопроводность пленок в среднем в 2÷2,6 раза, а среднее пробивное напряжение на 20%.
Список используемой литературы:
1. http://energo.ucoz.ua/publ/25-l-0-19.1
2. http://www.oifn.ru/notation/proizvodstvo/35/.
3. Патент РФ№2532541. Способ изолировки пазов магнитных сердечников статоров электродвигателей // Г.В. Смирнов, Смирнов Д.Г. Опубликовано: 20.05.2014 Бюл. №14 - (Прототип).
4. http://postnauka.ru/faq/39530.
5. http://scientific.ru/journal/news/n291101b.html.
Способ изолировки пазов магнитных сердечников статоров электродвигателей, заключающийся в том, что всю поверхность магнитного сердечника, за исключением пазов, закрывают герметическим диэлектрическим кожухом, выполненным из эластичного агрессивно-устойчивого материала, размещают магнитный сердечник с упомянутым кожухом в сосуд, в который заливают электрофоретический состав, закрывают сосуд крышкой, подводят к торцам магнитного сердечника два электрода, выдерживая расстояние в 10-20 мм от торца магнитного сердечника, подают на магнитный сердечник положительный потенциал от источника постоянного напряжения, а на электроды подают отрицательный потенциал от упомянутого источника постоянного напряжения, и при плотностях тока, лежащих в диапазоне 2-10 мА/см, проводят электрофоретическое осаждение пленкообразующего вещества, в течение времени, определяемого из выражения , где c - плотность эмали, кг/м, d - толщина пазовой изоляции, м, k - выход сухого остатка по току, кг/А×сек, j - плотность тока электрофореза, мА/см, после чего магнитный сердечник извлекают из электрофоретического состава, освобождают его от герметичного диэлектрического кожуха и осаженную на поверхность пазов пленку подвергают термообработке, отличающийся тем, что процесс нанесения слоя эмаль-изоляции осуществляют, используя электрофоретический состав, состоящий из следующих компонентов, в мас. ч.: причем предварительно осуществляют приготовление указанного электрофоретического состава в лаковарочном аппарате, снабженном рубашкой для обогрева и дисковой мешалкой, в который загружают указанную выше смесь растворителей (ксиленол, сольвент), полибутилтитанат, диэтиленгликоль, смолу ТС-1 и белые нанотрубки из нитрида бора, разогревают содержимое до 100÷110°C и производят постоянное перемешивание до полного растворения смолы в течение 1÷1,5 ч, остужают приготовленную смесь до 40÷50°C, добавляют в нее диоксан, 1%-ный нашатырный спирт, продолжая перемешивание полученной смеси в течение 0,5÷1,0 ч, после чего фильтруют полученный электрофоретический состав и переливают в эмаль-агрегат и в указанном составе проводят анафоретическое осаждение диэлектрической пленки на поверхность пазов, после чего магнитный сердечник извлекают из электрофоретического состава, освобождают его от герметичного диэлектрического кожуха, помещают магнитные сердечники в вакуумный термошкаф, создают в нем разрежение 30÷40 Торр и при температуре 40÷50°C сушат осажденную на поверхность пазов пленку в течение 3÷5 мин, затем повышают температуру в термошкафу до 380÷390°C и запекают диэлектрическую пленку в течение 2-3 мин.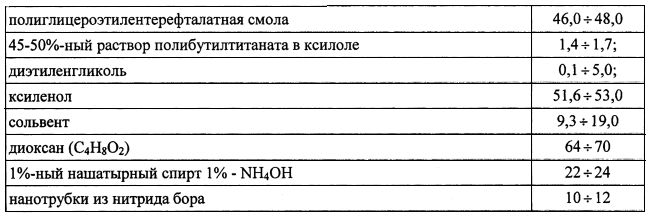

Способ изготовления эмалированных проводов
Способ получения концентрата сапропеля
Способ приготовления бетонной смеси
Способ пропитки обмоток электрических машин
Электроизоляционный лак и способ его нанесения на металлическую основу
Способ пропитки обмоток электротехнических изделий
Способ приготовления бетонной смеси
Способ контроля качества пропитки обмоток электротехнических изделий
Датчик для непрерывного контроля изоляции проводов
Способ контроля и ремонта изоляции проводов
Способ изготовления эмалированных проводов
Способ получения концентрата сапропеля
Способ приготовления бетонной смеси
Способ пропитки обмоток электрических машин
Электроизоляционный лак и способ его нанесения на металлическую основу
Способ пропитки обмоток электротехнических изделий
Способ приготовления бетонной смеси
Способ контроля качества пропитки обмоток электротехнических изделий
Датчик для непрерывного контроля изоляции проводов
Способ контроля и ремонта изоляции проводов

