Результат интеллектуальной деятельности: СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА
Вид РИД
Изобретение
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к способам обжига подины алюминиевого электролизера с обожженными анодами.
Обжиг необходим для коксования подовой массы, которой набиваются швы между катодными блоками и промежутки между катодными блоками и стенками шахты для просушки и прогрева катодных блоков и всей футеровки электролизера. Обжиг считается законченным, когда подовая масса скоксуется, а температура поверхности подины станет близкой к температуре электролиза. Обжиг осуществляется за счет тепла, выделяемого в обожженных анодах, в подине, выполненной из катодных блоков, и в слое материалов между обожженными анодами и катодными блоками при прохождении постоянного электрического тока через алюминиевый электролизер.
Известен способ обжига подины алюминиевого электролизера, включающий установку обожженных анодов на подину, крепление анододержателей обожженных анодов к анодным шинам анодной ошиновки, подъем обожженных анодов, заливку жидкого алюминия из расчета погружения в него обожженных анодов, подключение электролизера в электрическую цепь (Вольфсон Г.Е., Ланкин В.П. Производство алюминия в электролизерах с обожженными анодами. - М: Металлургия, 1974, с. 55 и 56).
Недостаток известного способа обжига подины алюминиевого электролизера заключается в том, что при заливке жидкого алюминия подина подвергается тепловому удару, что может привести к образованию трещин в катодных блоках, разрушению при дальнейшей эксплуатации электролизера. Также большим недостатком является прямой контакт подины с жидким алюминием, который имеет малую вязкость и температуру плавления. Алюминий может проникать глубоко внутрь подины перед затвердеванием и, реагируя с изоляцией, разрушать ее или создавать тепловой шунт.
Наиболее близким к заявленному изобретению по технической сущности является способ обжига подины алюминиевого электролизера с обожженными анодами, включающий покрытие подины, выполненной из катодных блоков, слоем углеродной засыпки, размещение на нем обожженных анодов, соединение анододержателей всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через слой углеродной засыпки и регулирование токовой нагрузки по обожженным анодам путем их контролируемого отключения (патент RU №2215825, МПК С25С 3/06, опубл. 10.11.2003).
Недостаток прототипа - способа обжига подины алюминиевого электролизера заключается в том, что при опускании обожженных анодов на слой углеродной засыпки за счет большой площади не обеспечивается гарантированное прилегание анодного блока на углеродную засыпку. Следовательно, тепло выделяется только в той части слоя углеродной засыпки, где наблюдается касание блока. Вследствие этого возникают большие перепады температур по ширине, что приводит к возникновению больших термических напряжений и разрушению крайних катодных блоков. Также накрытие всей подины углеродным материалом приводит к большим трудозатратам по его удалению после пуска электролизера. Другим недостатком описанного способа обжига подины алюминиевого электролизера является то, что допускается до 50% от общего числа обожженных анодов закреплять с анодными шинами анодной ошиновки электролизера посредством базовых замков (жестко). Из-за того, что при нагреве подины за счет естественного выгорания угольного материала, аноды, закрепленные с помощью гибких элементов будут опускаться, а жестко закрепленные аноды оставаться на месте, появляются локальные перегревы подины.
Задачей изобретения является устранение термического удара на подину при подключении электролизера в цепь без снижения технологической нагрузки.
Технический результат заключается в равномерном нагреве подины до 900°С за 48 часов, исключая локальные перегревы, а также в снижении объема используемого электропроводного материала.
Технический результат достигается тем, что в способе обжига подины алюминиевого электролизера с обожженными анодами, включающем покрытие подины, выполненной из катодных блоков, слоем электропроводного материала, размещение на нем обожженных анодов, соединение анододержателей всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера посредством гибких элементов, пропускание электрического тока через слой электропроводного материала и регулирование токовой нагрузки обожженных анодов путем контролируемого отключения анододержателей обожженных анодов, определяют перегрев поверхности подины путем непрерывного измерения температуры и токовой нагрузки по анодам и ниппелями, отключают анододержатели с максимально допустимой по технологии токовой нагрузкой или с неравномерным распределением тока по ниппелям анода, расположенного в районе «борт катодного кожуха - ближайший ниппель анода» и/или рядом стоящего анода, последовательно определяют перегрев поверхности подины между соседними рядами анодов, отключают анододержатели с максимально допустимой по технологии токовой нагрузкой или с неравномерным распределением тока по ниппелям анода и/или близлежащих анодов в следующей последовательности: рядом стоящий анод - напротив стоящий анод - анод по диагонали, при этом покрывают подину слоем электропроводного материала под анодами, расположенными по периферии подины с площадью контакта покрытия от 50% до 90%, под рядом расположенными анодами площадь контакта составляет от 30% до 70%, под всеми оставшимися анодами - от 10% до 50%, а подключают электролизер на обжиг после достижения температуры поверхности его подины заданного по технологии значения.
Предлагаемый способ дополняют частные отличительные признаки, способствующие достижению указанного технического результата.
Контроль температуры поверхности подины может осуществляться в автоматическом режиме.
При подключении электролизера на обжиг могут применять ручной разбор контактно-болтовых узлов шунтирования, извлечение клиньев по меньшей мере из двух узлов шунтирования с помощью экстракторов.
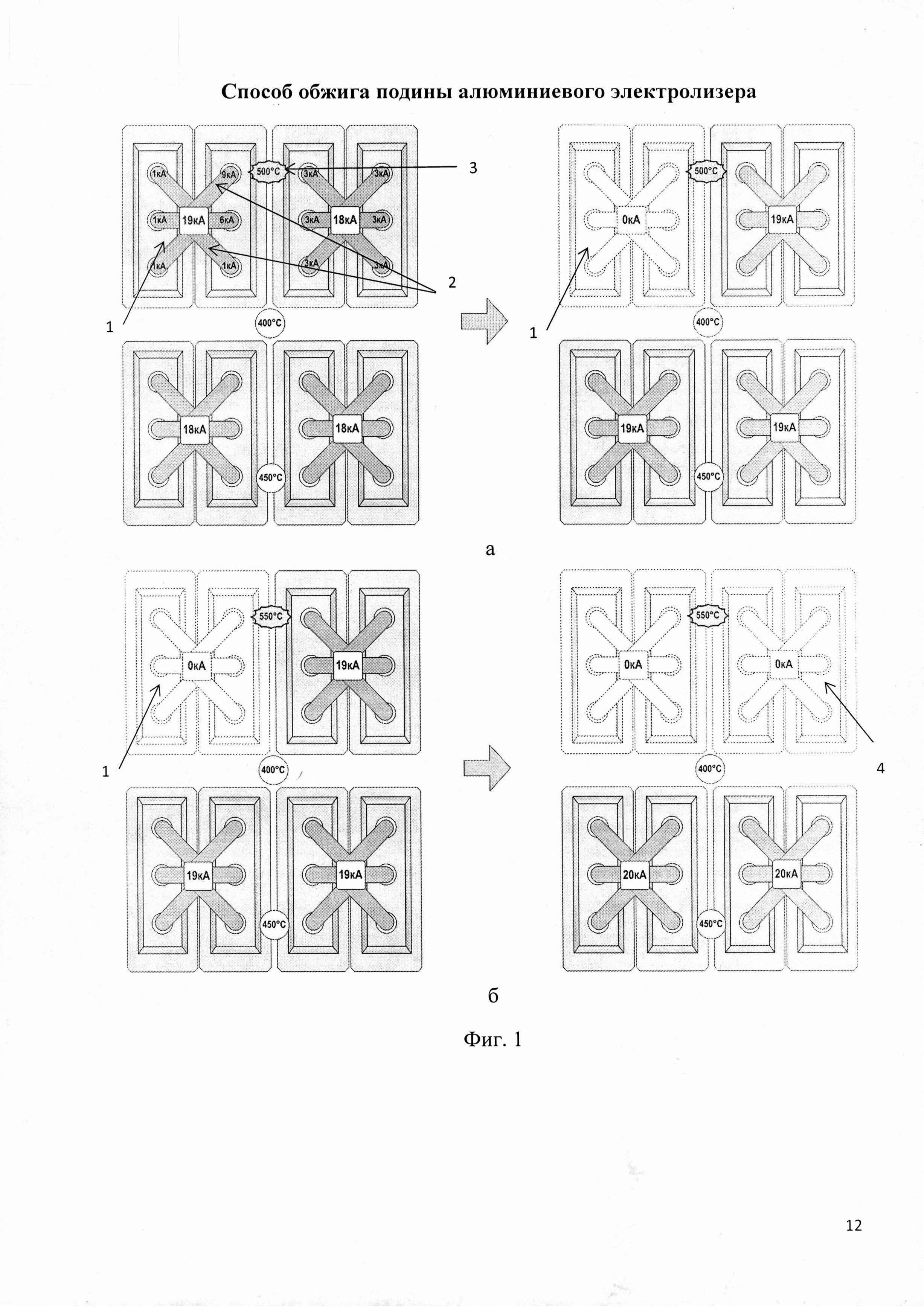
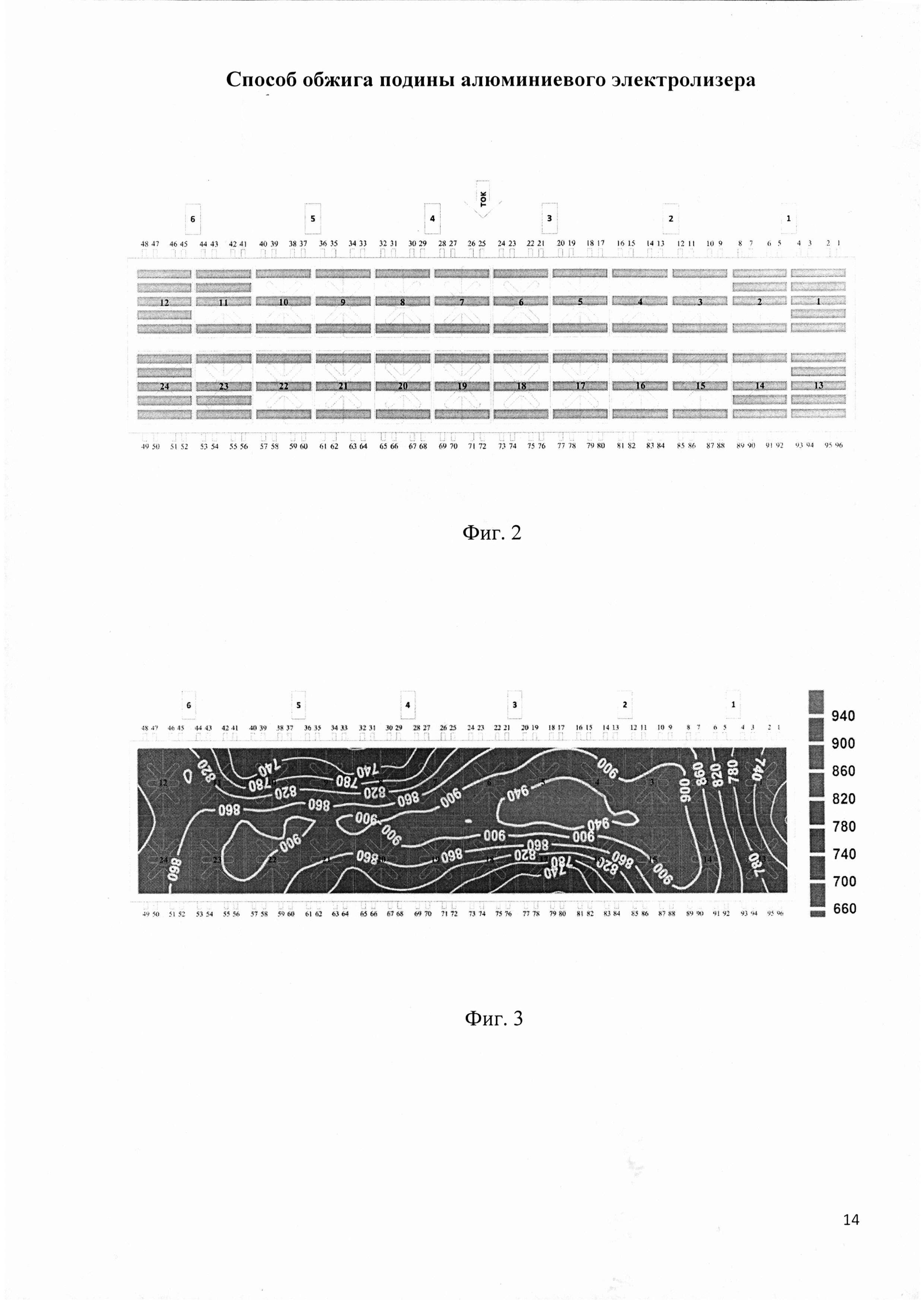
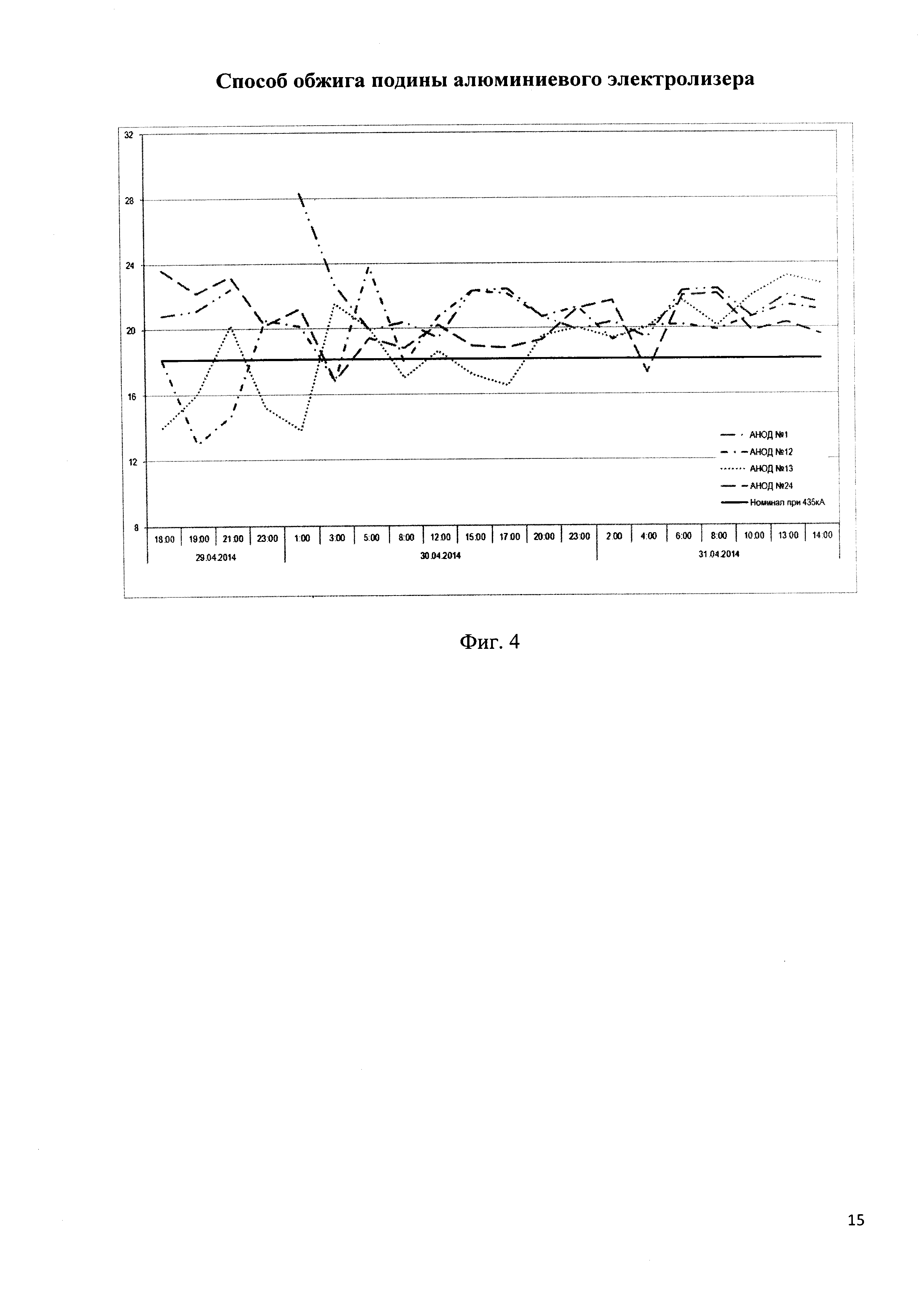
Сущность изобретения поясняется чертежами. На фиг. 1 представлен порядок отключения анодов при выявлении перегрева, на фиг. 2 показано распределение на подине электропроводного материала, на фиг. 3 представлена температура поверхности подины, примерно за 1 час до начала пуска электролизера, на фиг. 4 - сила тока, измеренная по торцевым анодам на протяжении всего обжига электролизера.
Заявляемый способ работает следующим образом:
При проведении электрического обжига подины на полной силе тока без применения шунтов реостатов производят перераспределения нагрузки по анодам (отключение/подключение в цепь) на основании непрерывного (автоматического) измерения температуры поверхности подины, ручного измерения распределения тока (в килоамперах) по анодам и ниппелям, визуального телевизионного контроля над температурным полем токоподводов.
1. Порядок действий при выявлении локального перегрева поверхности подины в районе «борт катодного кожуха - ближайший ниппель анода»:
1.1. Шаг №1: Отключают анод 1 с максимальной нагрузкой или анод с неравномерным распределением тока по ниппелям 2, близко расположенным к точке замера температуры 3 (фиг. 1а), предварительно выполнив осмотр токоподводов с помощью тепловизора (данный замер подтвердит то, что более нагруженная область более нагрета). Если после отключения анода температура подины перестает расти или снижается, то анод не подключают до тех пор, пока не будет приведен градиент температуры к целевым значениям (максимальное время отключения анода - 8 часов, при увеличении времени будет наблюдаться перегрев в районе анода с максимальной нагрузкой).
1.2. Шаг №2: Если после отключения одного анода 1 температура подины продолжает расти, отключают рядом стоящий анод 4 (фиг. 1б), предварительно выполнив осмотр токоподводов с помощью тепловизора. Если после отключения двух анодов температура подины перестает расти или снижается, то аноды не подключают до тех пор, пока не будет приведен градиент температуры к целевым значениям (максимальное время отключения анодов - 4 часа, при увеличении времени будет наблюдаться перегрев в районе анода с максимальной нагрузкой)
1.3. Шаг №3: Если после отключения двух анодов 1 и 4 температура подины продолжает расти, проверяют систему измерения температуры поверхности подины (т.к. данный инцидент связан с проблемой с измерительным оборудованием: сгорела термопара, оплавились провода и т.п.).
2. Порядок действий при выявлении локального перегрева между соседними рядами анодов:
2.1. Шаг №1: Отключают анод 1 с максимальной нагрузкой или анод с неравномерным распределением тока по ниппелям 2, близко расположенным к точке замера температуры (фиг. 1в), предварительно выполнив осмотр токоподводов с помощью тепловизора. Если после отключения анода температура подины перестает расти или снижается, то анод не подключается до тех пор, пока не будет приведен градиент температуры к целевым значениям (максимальное время отключения анода - 8 часов при увеличении времени будет наблюдаться перегрев в районе анода с максимальной нагрузкой);
2.2. Шаг №2: Если после отключения одного анода температура подины продолжает расти, поочередно отключают близлежащие аноды в следующей последовательности, предварительно выполнив осмотр токоподводов с помощью тепловизора (данный замер подтвердит то, что более нагруженная область более нагрета): Рядом стоящий анод 4 - напротив стоящий анод 5 - анод по диагонали 6 (фиг. 1г). Если после отключения двух анодов температура подины перестает расти или снижается, то аноды не подключаются до тех пор, пока не будет приведен градиент температуры к целевым значениям (максимальное время отключения анодов - 4 часа, при увеличении времени будет наблюдаться перегрев в районе анода с максимальной нагрузкой);
2.3. Шаг №3: Если после отключения двух анодов согласно шагу №2 температура подины продолжает расти, подключают все аноды. Через 15 минут после подключения анодов, повторно выполняют замеры распределения тока по анодам и ниппелям, повторяют выше описанную процедуру (шаг 1 и 2).
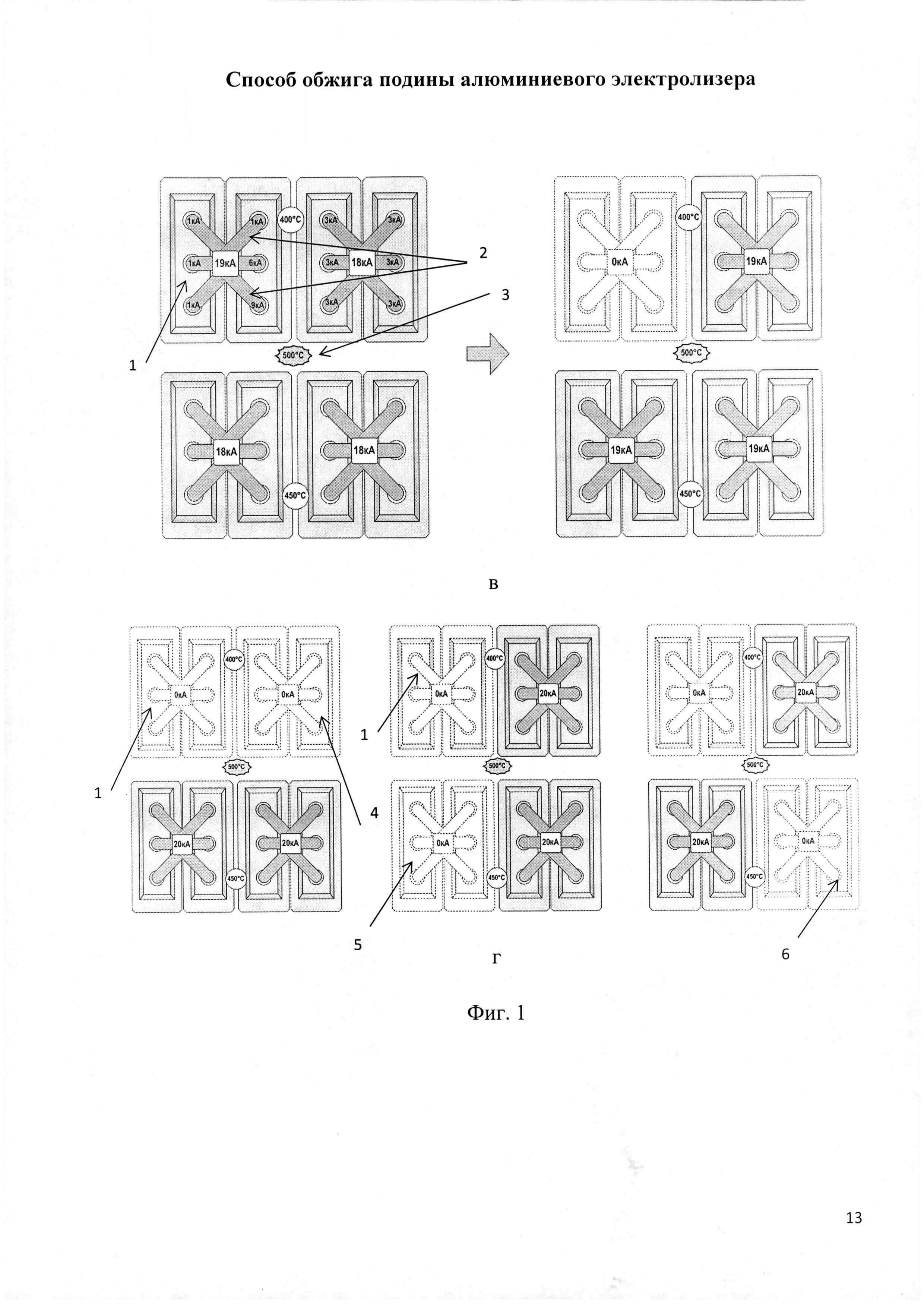
Для равномерного нагрева подины ее покрывают слоем электропроводного материала таким образом, чтобы контактное пятно «анод-электропроводный материал» для крайних анодов составляло от 50% до 90%, анодов расположенных рядом с крайними от 30% до 70% и всех остальных от 10% до 50%. Пример распределения слоя электропроводного материала на подине представлен в Таблице и на Фиг. 2.

Нижний % предел соответствует максимальной силе тока 450 кА, верхний предел минимальной силе тока 390 кА.
При засыпке подины электропроводным материалом равномерным слоем под всеми анодами ток направляется в середину электролизера, что приводит к неравномерному нагреву подины электролизера и образованию перегревов. Процентное распределение электропроводного материала, указанное в таблице, позволяет равномерно нагреть подину до целевых значений за 48 часов (фиг. 3), а также достигнуть равномерного перераспределения токовой нагрузки на торцевые аноды (фиг. 4). При выходе за пределы указанных в таблице диапазонов будет происходить перераспределение тока по анодам и блюмсам, что не позволит достигнуть равномерного нагрева подины электролизера.
Безопасный ввод в эксплуатацию электролизера, при подключении электролизера на обжиг, осуществляют путем применения комбинированного полуавтоматического способа расшунтирования электролизера (ручной разбор контактно-болтовых узлов шунтирования, извлечение клиньев, как минимум, из двух узлов шунтирования с помощью экстракторов).
Безопасность способа достигается за счет того, что последние узлы шунтирования (извлечение клиньев из клиновых узлов шунтирования) разбираются без участия технологического персонала в автоматическом режиме, с помощью специализированных устройств - экстракторов (не показаны), а возникающая «искра» при извлечении последнего клина гасится пластиной, выполненной из плавких металлов, расположенной снизу, посередине клинового узла шунтирования (под экстракторами).
Использование заявленного способа позволяет обеспечить равномерный нагрев подины, а также снизить объем используемого электропроводного материала.
Перфорированный металлический инертный анод для получения алюминия электролизом расплава
Шихта для получения ферросилиция
Композиционный материал на основе алюминия (варианты) и изделие из него
Огнеупорная бетонная смесь
Система непрерывного контроля температуры контактов масляных выключателей
Способ модифицирования чугуна и модификатор для осуществления способа
Литейный алюминиевый сплав
Сорбционный аппарат
Способ получения галлатного раствора
Кристаллизатор для непрерывного литья заготовки
Способ защиты катодных блоков алюминиевых электролизёров с обожженными анодами, защитная композиция и покрытие

