Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ
Вид РИД
Изобретение
Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве трубопроводов различного назначения, транспортирующих агрессивные среды.
Известен способ изготовления стальной трубы с внутренней пластмассовой облицовкой, приведенной в описании патента RU №2238470, МПК F16L 9/02, опубл. 20.10.2004. Способ включает в себя калибровку концов стальной трубы, футерование внутренней поверхности стальной трубы полиэтиленовой трубой, удаление концов пластмассовой трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места сварки. Концы пластмассовой трубы закрепляют сборкой из наружных и внутренних колец методом раздачи дорном. Внутренние кольца выполняют из коррозионностойкой стали. Между торцами полиэтиленовой трубы и наружного кольца устанавливают герметизирующее кольцо из упругоэластичного материала.
Недостатком данного способа является то, что раздачу сборок из наружных и внутренних колец осуществляют без упора, предотвращающего смещение втулок в осевом направлении. В данном случае раздача в радиальном направлении может осуществляться одновременно по всей длине втулок с использованием гидропресса высокой мощности и дорна сложной конструкции, что повышает стоимость изготовления трубы. При этом не достигается достаточная герметичность между стальной и полиэтиленовой трубами, о чем свидетельствует установка дополнительных герметизирующих колец из упругоэластичного материала, приводящая к удорожанию конструкции трубы.
Известен способ изготовления стальной трубы с внутренней пластмассовой трубой для соединения сваркой (патент RU №2525032, МПК F16L 13/02, опубл. в Бюл. №22 от 10.08.2014), включающий футерование внутренней поверхности металлической трубы пластмассовой трубой, удаление концов пластмассовой трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места сварки, закрепление концов пластмассовой трубы к внутренней поверхности стальной трубы втулками. Наружные втулки, изготовленные из того же металла, что и труба, устанавливают внутри концов стальной трубы до упора их внутренних концов в торцы пластмассовой трубы и закрепляют путем дорнирования. Внутренние втулки из коррозионностойкой стали устанавливают во внутрь наружных втулок и в концы пластмассовой трубы. Концы пластмассовой трубы закрепляются путем раздачи втулок при помощи гидропресса, снабженного специальным расширителем. Внутренние втулки, наружные втулки и концы пластмассовой трубы склеиваются между собой клеем, мастикой или при помощи герметика. Затем на концах трубы делают фаски под сварку.
Недостатком данного способа является то, что раздача втулок при помощи гидропресса, снабженного специальным расширителем, осуществляется без упора, предотвращающего смещение втулок в осевом направлении. В данном случае раздача в радиальном направлении может осуществляться одновременно по всей длине втулок с использованием гидропресса высокой мощности и расширителя сложной конструкции, что повышает стоимость изготовления трубы. Предлагаемые в способе клеящие материалы, способные склеивать металл с металлом и металл с пластмассами, имеют высокую стоимость. Технология склеивания в совокупности с поэтапной герметизацией закрепления втулок является сложной и трудно контролируемой, что может снизить надежность антикоррозионной защиты труб при их серийном производстве. Недостатком также является то, что фаску под сварку на концах трубы формируют на отдельной операции после установки втулок, что также приводит к удорожанию ее стоимости.
Техническими задачами изобретения являются снижение стоимости изготовления трубы и повышение надежности ее антикоррозионной защиты.
Поставленная задача решается способом, включающим футерование внутренней поверхности металлической трубы пластмассовой оболочкой, удаление концов пластмассовой оболочки на длину, превышающую длину зоны термической деструкции пластмассовой оболочки от места сварки, закрепление концов пластмассовой оболочки к внутренней поверхности концов металлической трубы расширением внутренних и наружных втулок при помощи гидропресса, снабженного специальным расширителем.
Новым является то, что на концах трубы и на наружных торцах внутренних и наружных втулок до их сборки изготавливают фаски под сварку, причем притупление под сварку выполняют только на внутренней втулке, при этом на концах втулок в сборе выполняют конусный раструб, расширение втулок осуществляют последовательным перемещением расширителя вдоль оси металлической трубы изнутри к упору, имеющему опорную поверхность с углом, равным углу фаски металлической трубы и втулок под сварку, и центральное отверстие, диаметр которого равен или больше наружного диаметра расширителя и внутреннего диаметра конусного раструба втулок на величину не более чем на толщину стенки внутренней втулки.
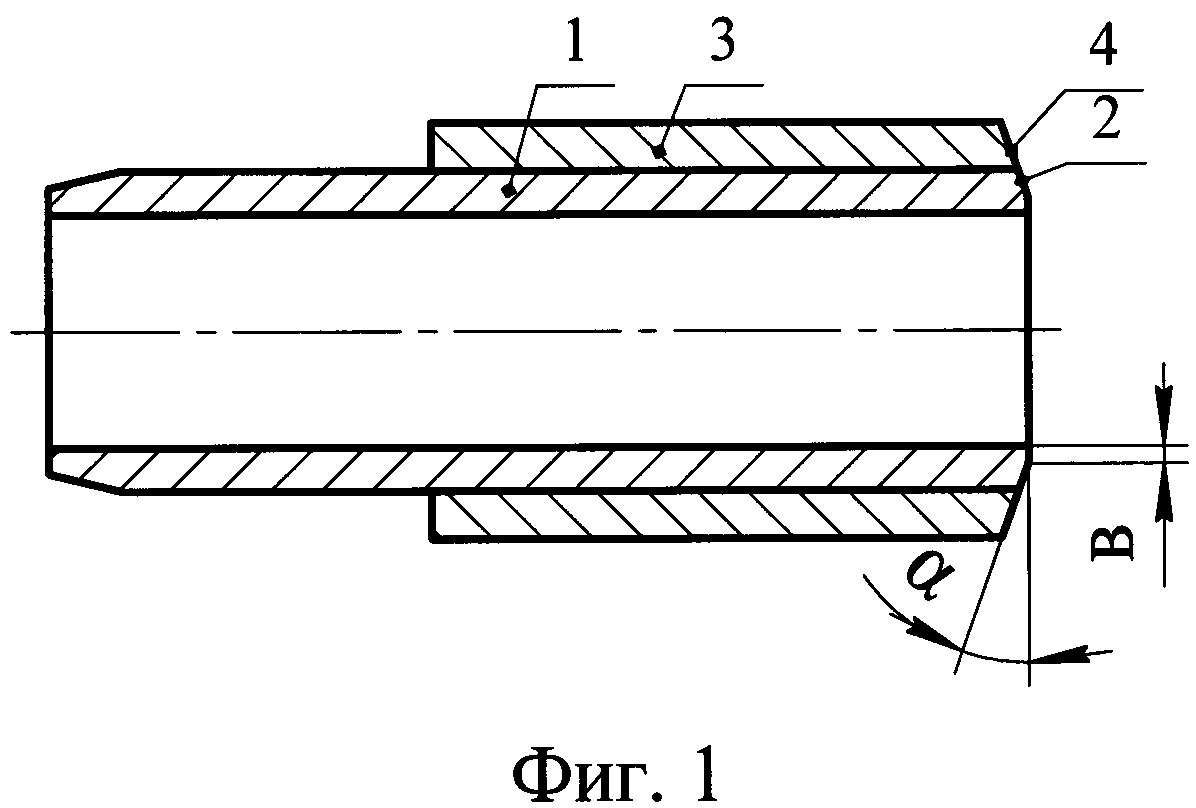
На фиг. 1 изображена сборка из наружной и внутренней втулок.
На фиг. 2 изображен продольный разрез металлической трубы с внутренней пластмассовой оболочкой в начальный момент расширения наружной и внутренней втулок.
На фиг. 3 изображен продольный разрез металлической трубы с внутренней пластмассовой оболочкой в конечный момент расширения наружной и внутренней втулок.
Изготовление металлической трубы с внутренней пластмассовой оболочкой по предлагаемому способу может осуществляться следующим образом (фиг. 1). Из коррозионностойкой стали изготавливают внутренние втулки 1 с фаской 2 на одном из концов, имеющей угол α и притупление «в» под сварку. Из углеродистой стали изготавливают наружные втулки 3 с фаской 4 на одном из концов, имеющей тот же угол α, но без притупления под сварку. Наружные втулки 3 устанавливают на внутренние втулки 1 таким образом, чтобы совпали их фаски 2 и 4. Металлическую трубу 5 (фиг. 2), имеющую фаски 6 без притупления под сварку, футеруют изнутри пластмассовой оболочкой 7. Концы пластмассовой оболочки 7 удаляют внутри концов металлической трубы 5 на длину термического воздействия тепла сварки, при котором не происходит разрушение пластмассовой оболочки 7. На полученных сборках (фиг. 1) из внутренних 1 и наружных 3 втулок со стороны совмещенных фасок 2 и 4 выполняют конусный раструб 8 (фиг. 2). Затем сборку из внутренней 1 и наружной 3 втулок надевают на шток 9 гидравлического пресса (на фиг. 2 не показан) таким образом, чтобы расширитель 10, установленный на конце штока 9, располагался на конце внутренней втулки 1, противоположной совмещенным фаскам 2 и 4 (фиг. 1). Шток 9 (фиг. 2) гидравлического пресса перемещают так, чтобы торец сборки из внутренней 1 и наружной 3 втулок, имеющий фаски 2 и 4 (фиг. 1), прикоснулся к опорной поверхности 11 (фиг. 2) упора 12 гидравлического пресса. Опорная поверхность 11 упора 12 выполнена в виде конуса с углом α, равным углу фасок металлической трубы 5, внутренней втулки 1 (фиг. 1) и наружной втулки 3. В упоре 12 (фиг. 2) выполнено центральное отверстие 13, диаметр которого равен или больше наружного диаметра расширителя 10. Данный диаметр также равен или больше внутреннего диаметра конусного раструба 8 втулок 1 и 3, но не более чем на толщину стенки внутренней втулки 1. При таком диаметре внутренняя втулка 1 надежно фиксируется от осевого сдвига по периметру центрального отверстия 13. Если диаметр отверстия 13 превысит внутренний диаметр конусного раструба 8 на две толщины стенки внутренней втулки 1, то внутренняя втулка 1 не будет упираться в опорную поверхность 11 упора 12. Если превышение диаметра отверстия 13 внутреннего диаметра конусного раструба 8 будет находиться между одной толщиной стенки и двумя толщинами стенки внутренней втулки 1, то внутренняя втулка 1 будет упираться в опорную поверхность 11 от половины толщины своей стенки до нуля. При таком упоре внутренняя втулка 1 сместится в отверстие 13 из-за смятия опорной части ее стенки, контактирующей с опорной поверхностью 11 (коррозионностойкая сталь пластичнее простой углеродистой стали). Шток 9 гидравлического пресса совместно с расширителем 10 и со сборкой из внутренней 1 и наружной 3 втулок, прижатых к упору 12, вводят в конец металлической трубы 5 так, чтобы торец металлической трубы 5 соприкоснулся с опорной поверхностью 11 упора 12. После включения гидравлического пресса шток 9 (фиг. 3) перемещает расширитель 10 в сторону упора 12. При этом сборка из внутренней 1 и наружной 3 втулок, ограниченная от осевого сдвига упором 12, подвергается расширению. При данном расширении конусный раструб 8 (фиг. 2) сглаживается, а конец пластмассовой оболочки 7 (фиг. 3) и наружная втулка 3 плотно прижимаются к внутренней поверхности металлической трубы 5, герметизируя полость между металлической трубой 5 и пластмассовой оболочкой 7. Так как диаметр отверстия 13 равен или превышает наружный диаметр расширителя 10 (равен с плюсовым допуском), расширитель 10 свободно выводится из зоны расширения втулок 1 и 3 через отверстие 13. При сглаживании конусного раструба 8 (фиг. 2) расширителем 10 (фиг. 3) торцы металлической трубы 5, внутренней втулки 1 и наружной втулки 3 выравниваются на опорной поверхности 11 (с углом α) упора 12, образуя совместную фаску под сварку для металлической трубы 5 с втулками 1 и 3 в сборе. При этом притупление «в» (фиг. 1) у совместной фаски остается на ее внутренней стороне, на торце внутренней втулки 1 (фиг. 3) в соответствии с требованиями нормативной документации на сварку труб (ВСН 006-89, ГОСТ 5264-80 и др.). Предлагаемый способ имеет следующие преимущества:
- надежная фиксация на упоре 12 сборки из внутренних 1 и наружных 3 втулок, имеющей конусный раструб 5 (фиг. 2), предотвращает возможность их сдвига в процессе расширения, что в свою очередь обеспечивает высокую герметичность полости между металлической трубой 5 (фиг. 3) и пластмассовой оболочкой 7;
- высокая герметичность исключает применение дополнительных герметиков и уплотнений, предотвращает коррозионное разрушение внутренней поверхности металлической трубы 5, исключая ее контакт с перекачиваемой средой;
- для предлагаемой технологии последовательного расширения сборки из внутренних 1 и наружных 3 втулок на упоре 12 требуется прессовое оборудование малой мощности, что снижает стоимость оборудования, энергоемкость;
- применение прессового оборудования малой мощности делает возможным использование предлагаемого способа в полевых условиях при строительстве и ремонте трубопровода с внутренней пластмассовой оболочкой;
- образование после расширения общей фаски под сварку на концах металлической трубы 5 с внутренней пластмассовой оболочкой 7 в сборе исключает две дополнительные операции изготовления фасок токарным способом.
Таким образом, предлагаемый способ снижает стоимость изготовления металлической трубы с внутренней пластмассовой оболочкой и повышает надежность ее антикоррозионной защиты.
Способ изготовления металлической трубы с внутренней пластмассовой оболочкой, включающий футерование внутренней поверхности металлической трубы пластмассовой трубой, удаление концов пластмассовой трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места сварки, закрепление концов пластмассовой оболочки к внутренней поверхности концов металлической трубы расширением внутренних и наружных втулок при помощи гидропресса, снабженного расширителем, отличающийся тем, что на концах трубы и на наружных торцах внутренних и наружных втулок до их сборки изготавливают фаски под сварку, причем притупление под сварку выполняют только на внутренней втулке, при этом на концах втулок в сборе выполняют конусный раструб, расширение втулок осуществляют последовательным перемещением расширителя вдоль оси металлической трубы изнутри к упору, имеющему опорную поверхность с углом, равным углу фаски металлической трубы и втулок под сварку, и центральное отверстие, диаметр которого равен или больше наружного диаметра расширителя и внутреннего диаметра конусного раструба втулок на величину не более чем на толщину стенки внутренней втулки.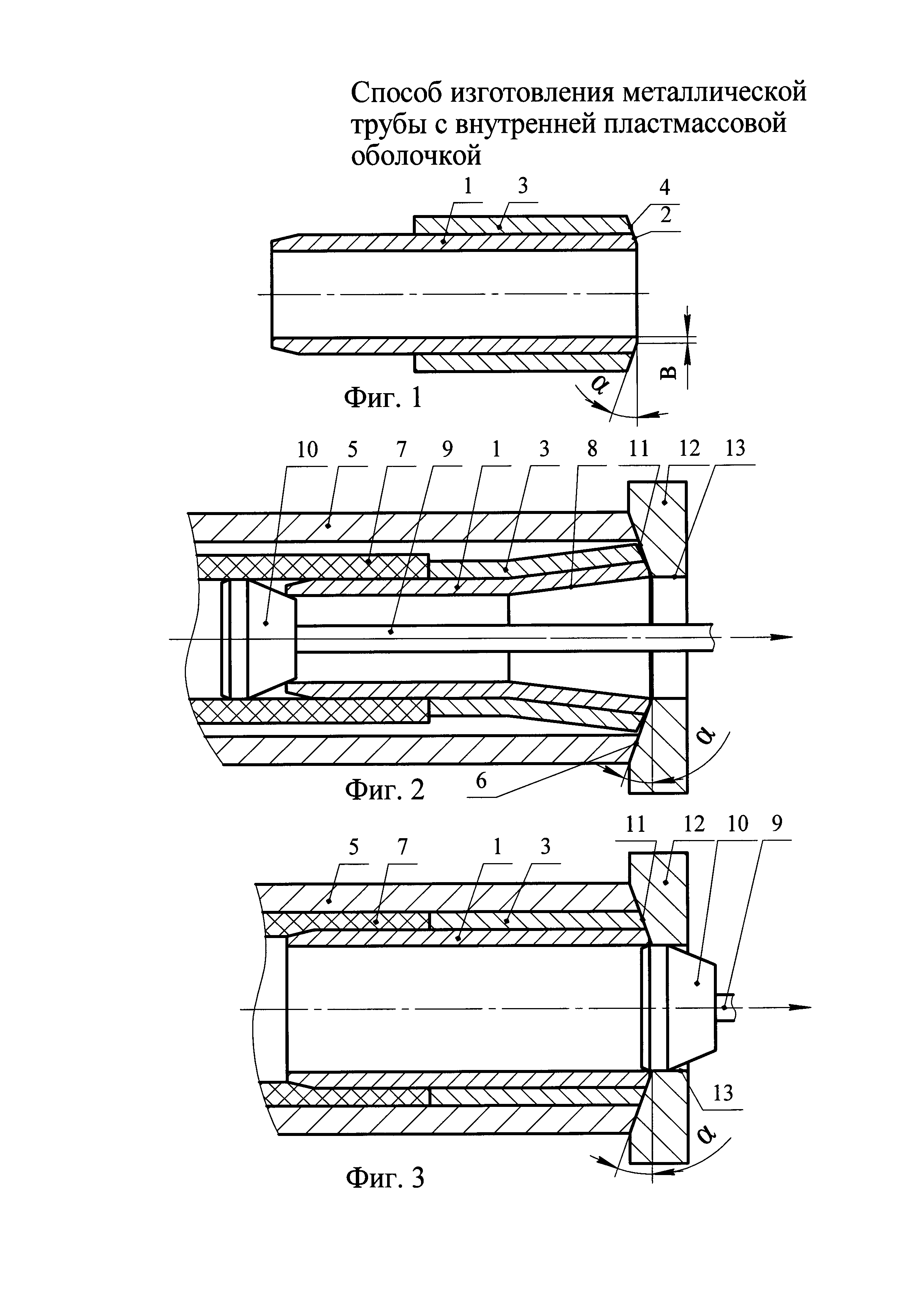
Способ разработки нефтяных залежей сообщаемыми через продуктивный пласт скважинами
Способ исследования скважины
Погружной электродвигатель с повышенным коэффициентом мощности
Скважинный фильтр
Способ гибки металлической трубы
Устройство для гибки металлической трубы
Способ строительства скважины малого диаметра в сложных породах
Способ заканчивания горизонтальной скважины малого диаметра
Способ строительства скважины малого диаметра
Способ эксплуатации нефтепромыслового трубопровода
Способ разработки нефтяных залежей сообщаемыми через продуктивный пласт скважинами
Способ исследования скважины
Погружной электродвигатель с повышенным коэффициентом мощности
Скважинный фильтр
Способ гибки металлической трубы
Устройство для гибки металлической трубы
Способ строительства скважины малого диаметра в сложных породах
Способ заканчивания горизонтальной скважины малого диаметра
Способ строительства скважины малого диаметра
Способ эксплуатации нефтепромыслового трубопровода

