Результат интеллектуальной деятельности: СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при автоматизированной механической обработке изделий со сложным пространственным профилем и высокими требованиями по качеству и точности обрабатываемой поверхности, формируемой посредством обработки точением (токарным резцом) на рабочей поверхности функционального слоя заготовки (например, металлооптических зеркал) на токарных станках нанометрической точности с системой числового программного управления (ЧПУ).
Из уровня техники известен способ настройки инструмента в координатной системе отсчета станка с ЧПУ, заключающийся в том, что инструмент перемещают в соответствующую исходную позицию, где с помощью оптической системы индексации положения регистрируют достижение его вершиной заданной точки отсчета путем совмещения упомянутой вершины с реперной точкой реперной системы станка (автономно формируемой в пространстве оптической системой индексации положения) и вывода изображения процесса совмещения на экран посредством объективов. После завершения вышеописанного процесса совмещения координатную система отсчета станка обнуляют (адаптируют к координатной системе отсчета станка) по соответствующей (в данном случае - одной) координате и отсчет дальнейших перемещений инструмента ведут от упомянутой реперной точки, функционально адаптируемой с нулевой точкой отсчета упомянутой координатной системы отсчета станка (SU 612754 А, 20.06.1978, B23Q 15/00).
К недостаткам рассмотренного выше способа настройки инструмента в координатной системе отсчета станка следует отнести их ограниченные функциональные возможности ввиду того, что данный известный из уровня техники способ (вследствие использования его лишь для определенных видов обработки, в частности - для прецизионной расточки отверстий) способен обеспечить необходимую точность позиционирования вершины режущей кромки инструмента в координатной системе отсчета станка лишь по одной координате. То есть рассматриваемый способ неприемлем в тех случаях, когда для обеспечения заданной точности обработки необходимо обеспечить коррекцию положения вершины инструмента в координатной системе отсчета станка по трем координатам, например при обработке на токарных станках металлооптических зеркал нанометрической точности со сложным пространственным профилем поверхности.
Отсутствие же в рассматриваемом известном способе настройки такой возможности (т.е. возможности коррекции пространственного положения вершины инструмента по трем координатам ортогональной системы координат) ведет к значительному снижению точности обработки ввиду изменения геометрии формируемого профиля, поскольку изменяется пространственная ориентация вершины и, соответственно, режущей кромки инструмента относительно исходной (нулевой) точки отсчета координатной системы станка.
В качестве прототипа принят известный из уровня техники способ настройки инструмента токарного станка, заключающийся в последовательности действий по определению фактического положения режущей кромки и вершины резца в системе координат станка с помощью датчика для наладки инструмента. В этом случае резец подводится к щупу датчика и касается его наконечника вершиной. Датчик строго закоординирован в системе координат станка. Сигнал с датчика воспринимается системой управления станком, которая запоминает фактическое положение инструмента по данной координате для дальнейшего использования в работе. Далее резец отводится от наконечника датчика, позиционируется с учетом размера наконечника и те же самые действия повторяются и по другим координатам (Н-2000-3022-08-А, Контактные измерительные системы для станков с ЧПУ. 2001-2006 RENISHAW plc. раздел 6.1).
Недостатком данного способа являются сложность точной выставки одного датчика сразу по нескольким координатам и соответственно время последовательного подвода и отвода резца к щупу датчика по всем координатам. Кроме того, контактное - с использованием щупа - определение координаты резца не применимо при высокоточных измерениях.
Техническим результатом данного изобретения является повышение точности настройки станка. Дополнительный технический результат - сокращение времени настройки станка.
Указанный технический результат достигается тем, что в способе настройки положения резца токарного станка, включающем последовательное перемещение резца по осям X, Y и Z системы координат станка посредством соответствующих перемещений поперечного и продольного суппортов станка и резцедержки, определение фактического положения резца в системе координат станка с использованием лазерных бесконтактных датчиков, установленных по осям X, Y и Z, при этом резец перемещают до бесконтактного взаимодействия с лазерным лучом упомянутых датчиков, определение величины смещения фактического положения от заданного и, при достижении величины смещения предельно допустимой величины, осуществляют коррекцию положения резца на величину смещения при последующем позиционировании резца на токарном станке при обработке детали, коррекцию положения резца осуществляют посредством перемещения резцедержки вдоль оси Y при выполнении соотношения:
 ,
,
где R - радиус обрабатываемой детали; δ - заданная точность диаметрального размера детали при ее обработке; ΔY - отклонение фактического положения резца от заданного по оси Y.
Сущность изобретения поясняется графическими изображениями, где:
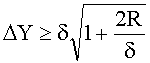
- на Фиг. 1 представлена схема взаимодействия вершины резца с датчиками;
- на Фиг. 2 представлен вид А фиг. 1;
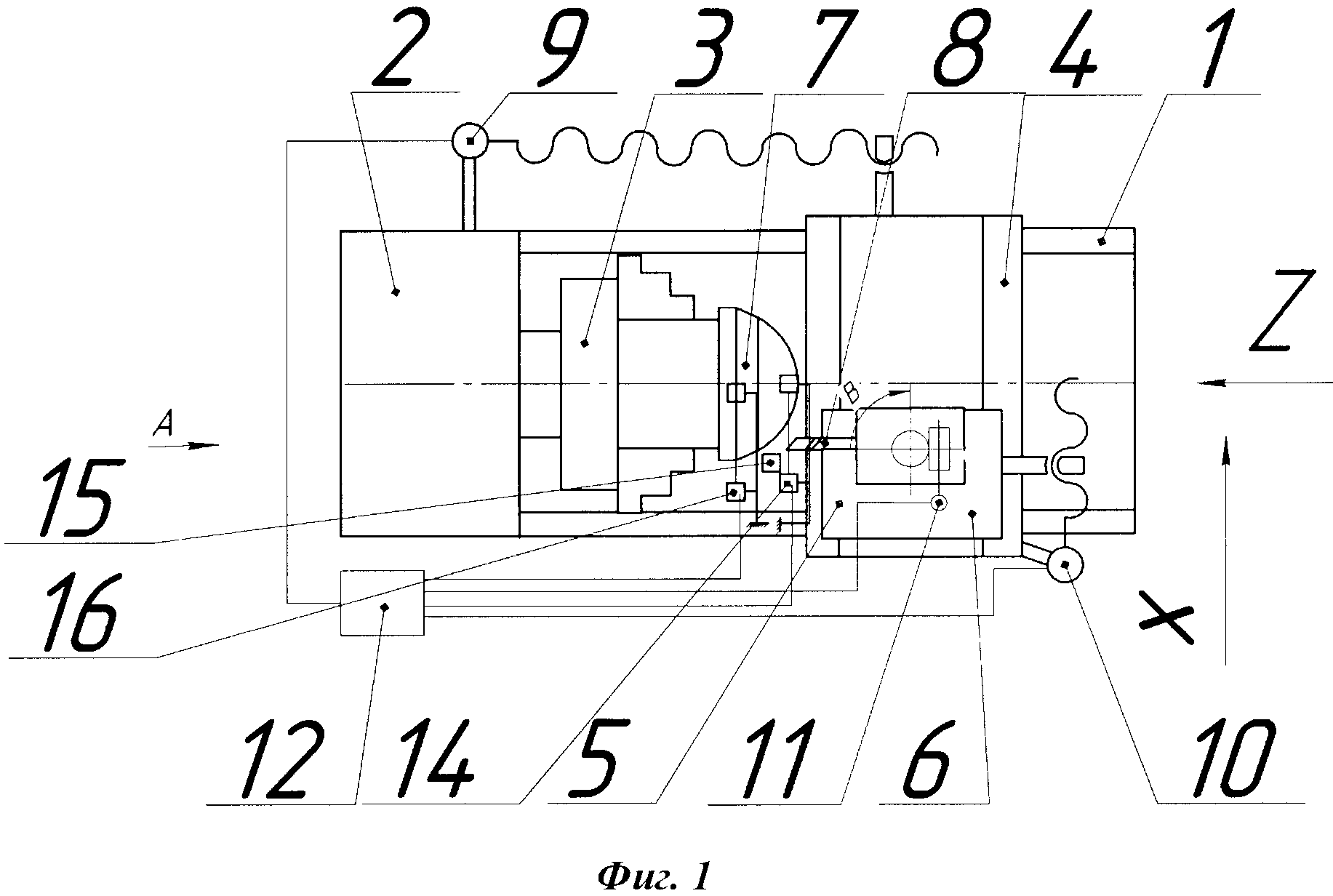
- на Фиг. 3 представлена схема к расчету ΔY.
Представленные на графических изображениях позиции имеют следующие значения:
1 - станина;
2 - передняя бабка;
3 - патрон;
4 - продольный суппорт;
5 - поперечный суппорт;
6 - резцедержка:
7 - заготовка;
8 - резец;
9-12 - двигатели;
13 - система программного управления;
14-16 - бесконтактные датчики.
Способ настройки положения резца токарного станка осуществляется следующим образом (Фиг. 1, Фиг. 2): в исходном положении на станине 1 станка слева расположена передняя бабка 2 со шпинделем, в патроне 3 которого закреплена заготовка 7. По направляющим станины 1 перемещается продольный суппорт 4, по направляющим которого перемещается поперечный суппорт 5. Инструмент - резцедержка 6 с резцом 8 - установлена на оси В, расположенной на поперечном суппорте 5, и поворачивается вокруг этой оси. Поступательное движение по продольному суппорту 4, поперечному суппорту 5 и резцедержке 6 передается двигателями 9, 10 и 12 соответственно. Поворотное движение резцедержке 6 передается двигателем 11. Двигатели 9, 10, 11 и 12 управляются системой программного управления 13. Лазерные бесконтактные датчики 14, 15 и 16 закреплены на станине 1, связаны с системой программного управления 13 и служат для настройки резца 8 по координатам Y, X и Z соответственно.
В процессе настройки резцедержку 6 с закрепленным резцом 8 перемещают по координате Y до контакта с лазерным лучом датчика 14, далее идет перемещение продольного суппорта 4 по координате Z до контакта с лазерным лучом датчика 15, далее идет перемещение поперечного суппорта 5 по координате X до контакта с лазерным лучом датчика 16. Данные с датчиков поступают в систему программного управления 13, которая обрабатывает поступившие данные о координатах инструмента и учитывает их при отработке рабочих программ.
При этом, так как точность обработки на токарном станке определяется и формируется изменением диаметрального размера (Фиг. 3), то изменение положения резца в направлении X (так же, как в направлении Z) полностью копируется деталью и передается ей, изменяя точность ее диаметрального (продольного - в направлении Z) размера. Изменение положения резца в направлении Y изменяет точность диаметрального размера детали лишь частично, поэтому проводить коррекцию на величину этого отклонения не целесообразно. Изменение точности диаметрального размера при смещении в направлении Y положения резца при настройке определяется зависимостью:
,
где R - радиус обрабатываемой детали,
δ - заданная точность диаметрального размера детали при ее обработке;
ΔY - отклонение фактического положения резца от заданного по оси Y.
Тогда коррекцию настройки инструмента следует проводить не при измеренной величине ΔY, равной δ, а при выполнении соотношения
.
Например, при δ=10-9 м (1 нм), только при измеренной величине ΔY, равной  , потребуется проводить коррекцию. Это очевидно приведет к повышению производительности обработки на токарном станке с ЧПУ за счет сокращения корректировок положения инструмента по оси Y.
, потребуется проводить коррекцию. Это очевидно приведет к повышению производительности обработки на токарном станке с ЧПУ за счет сокращения корректировок положения инструмента по оси Y.
Такой способ настройки положения резца токарного станка позволяет повысить точность настройки за счет более точной выставки каждого датчика только по одной координате и сократить время настройки за счет сокращения корректировок положения инструмента по оси Y.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет повысить точность и сократить время настройки станка.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области машиностроения и может быть использован при автоматизированной механической обработке изделий со сложным пространственным профилем и высокими требованиями по качеству и точности обрабатываемой поверхности, формируемой посредством обработки точением на токарных станках нанометрической точности с ЧПУ;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки и/или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ настройки положения резца токарного станка, включающий последовательное перемещение резца по осям X, Y и Z системы координат станка посредством соответствующих перемещений поперечного и продольного суппортов станка и резцедержки, определение фактического положения резца в системе координат станка с использованием лазерных бесконтактных датчиков, установленных по осям X, Y и Z, при этом резец перемещают до бесконтактного взаимодействия с лазерным лучом упомянутых датчиков, определение величины смещения фактического положения от заданного и, при достижении величины смещения предельно допустимой величины, осуществляют коррекцию положения резца на величину смещения при последующем позиционировании резца на токарном станке при обработке детали, отличающийся тем, что коррекцию положения резца осуществляют посредством перемещения резцедержки вдоль оси Y при выполнении соотношения: , гдеR - радиус обрабатываемой детали,δ - заданная точность диаметрального размера детали при ее обработке,ΔY - отклонение фактического положения резца от заданного по оси Y.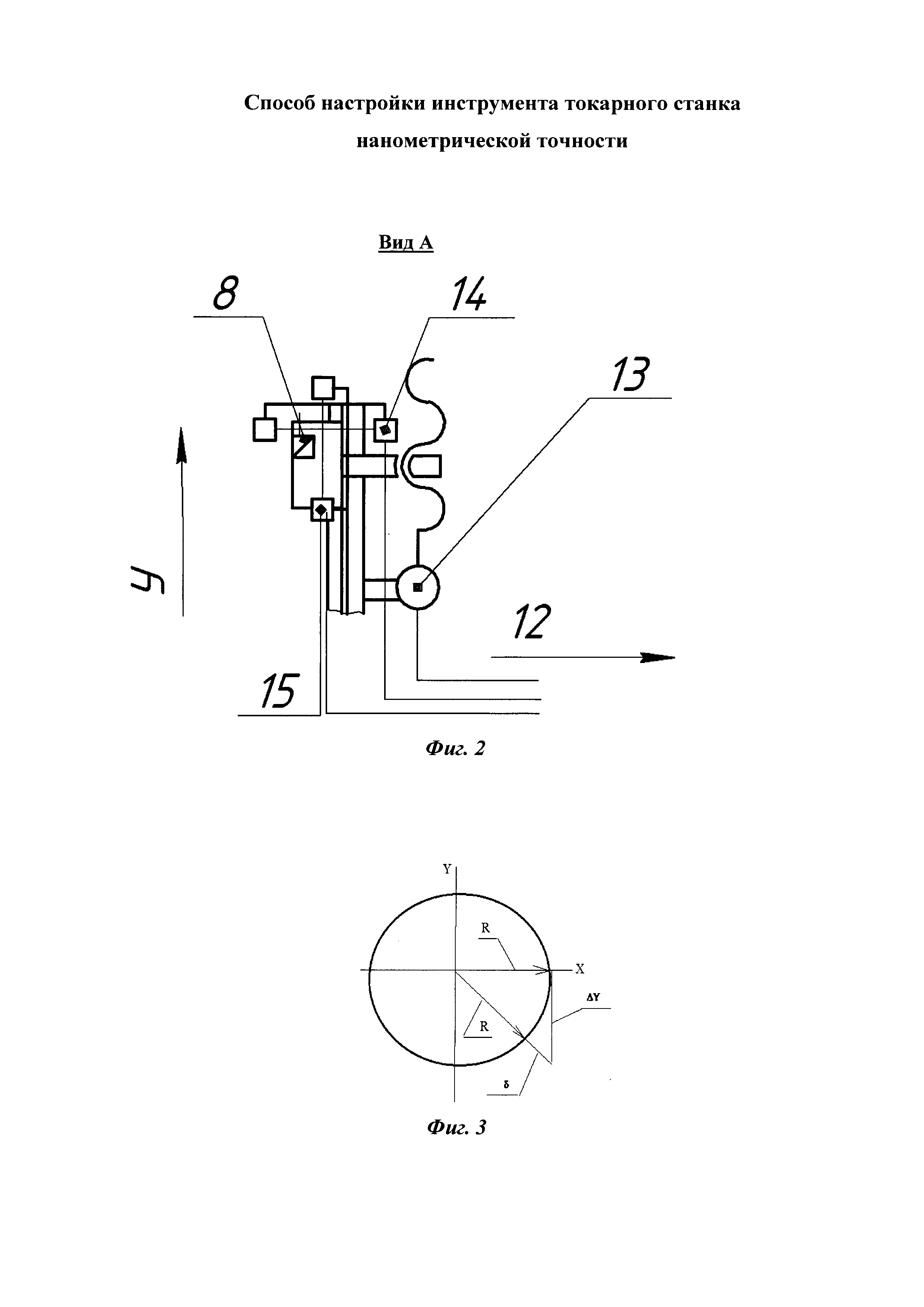
Способ оценки качества электромагнитного экранирования узла уплотнения отверстия в электропроводящем экране с закрывающей его электропроводящей конструкцией
Устройство виброизоляции валопровода с подшипниками и гребным винтом от корпуса судна
Способ локализации областей акустического излучения
Гибкая протяженная приемная гидроакустическая антенна
Устройство электромагнитной защиты экранированных помещений
Устройство получения регулируемого по частоте напряжения на выходе многофазного генератора переменного тока с постоянной частотой вращения вала
Вибродемпфирующее устройство для корпуса транспортного средства
Устройство контроля тепловых режимов силовых модулей преобразователя
Контактный охладитель наддувочного воздуха
Промежуточная опорная фундаментная конструкция
Способ изготовления индиевых микроконтактов
Магнитный и электромагнитный экран
Вибропоглощающее устройство
Устройство для обеспечения поперечной остойчивости гибкого ограждения амфибийных судов на воздушной подушке различных типоразмеров
Система передачи данных по многолучевому каналу связи
Электрохимический способ получения трис(2-хлорэтил)фосфата
Способ определения прочности льда в ледовом опытовом бассейне
Подводная лодка с гидравлическими торпедными аппаратами
Судно с воздушной каверной на днище и устройством для защиты от попадания воздуха на гребной винт
Устройство активного гашения гидродинамического шума в системах трубопроводов

