Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ КОМПОЗИЦИИ ИЗ ПОЛИМЕРА И ГРАФИТА
Вид РИД
Изобретение
Изобретение относится к устройствам для изготовления изделий методом экструдирования из смеси порошков композиционного материала, содержащей преимущественно графит с термопластом, в качестве связующего.
Известно устройство для экструзионного формирования изделий (а. с. №1537558 от 17.01.88 г.), содержащее закрепленную на торцевой части опорную плиту, в которую ввернут корпус с несколькими, например с семью, входными сквозными отверстиями, шесть из которых периферийные, а одно из них центральное и является одним выходным цилиндрическим отверстием. Центральное коническое выходное отверстие установлено строго выходному цилиндрическому отверстию. Шесть периферических конических отверстий выполняют роль крестовидной формы. В выходном отверстии установлены на скользящей посадке шайбодержатель и калибровочная шайба с конической поверхностью. Вершина конца, образующая с формой один формирующий канал, направлена в сторону выходного отверстия.
Устройство сложно и ограничено в применении. Для получения профилей в процессе экструзии используют смесь порошка полимера без его нагрева, что ускоряет экструзию композиции полимера с наполнителем и не позволяет получить электропроводящие полимеры, например, с графитом в качестве наполнителя. При этом получают изделия в основном сложной конфигурации в единичном количестве за один ход шнека. Крестовина с шестью отверстиями и наличие центрального отверстия большого размера способствуют упрочнению одиночного изделия на выходе, но электропроводность при этом получают с большим электросопротивлением (МОм) объемную и нулевую на поверхности за счет образования плотной, прочной оболочки поверхности изделия.
Наиболее близким устройством того же назначения к заявленному изобретению по совокупности признаков является устройство для мундштучного формования, содержащее обойму с мундштуком переменного сечения, над которым установлена звездочка, выполненная в виде элемента цилиндрической формы со сквозными центральным и периферическими отверстиями, иглу, ввинченную в центральное сквозное отверстие, и пуансон. При этом заявленное устройство снабжено набором сменных игл, выполненных с одинаковым диаметром в части, ввинчивающейся в центральное отверстие звездочки, и разными диаметрами в их рабочей - нижней подрезьбовой части в зависимости от заданной толщины получаемой трубки. Причем периферийные отверстия расположены вокруг центрального отверстия звездочки на равных расстояниях относительно друг друга, а диаметр центрального отверстия звездочки больше диаметра периферийного отверстия, и в периферийных отверстиях выполнена резьба (патент РФ №2486056 от 27.06.13 г.). Данное устройство выбрано в качестве прототипа.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения, - полая обойма цилиндрической формы; в обойму вставлена цилиндрической формы полая матрица с пуансоном цилиндрической формы в ней; сквозные отверстия.
Недостатками известного устройства, принятого за прототип, являются:
- получение в результате экструзии за один ход пуансона только одного изделия;
- обойма выполнена предельного сечения, так же как и полость, в которую вставляется мундштук, что усложняет технологию получения изделия. Это создает большое напряжение в зонах перехода массы из конической части мундштука в цилиндрическую;
- звездочка выполнена с малой высотой и размещена отдельным элементом над мундштуком, что является не окончательным процессом экструдирования, а начальным. Это позволяет получать прямые элементы малого диаметра в виде микропрутков, не обладающих электропроводностью, даже после того, как в конусе и цилиндре мундштука они объединяются в единый монолит, например пруток;
- устройство ограничено получением изделия из смеси реактопласта с графитом без нагрева массы - для холодного экструдирования. При этом механически получают таблетки путем прессования под большим давлением. При получении прутка из композиции, в состав которой входят пластичный полимер и графит, экструдирование необходимо проводить в пластичном состоянии, т.е. с нагревом, что должно обеспечить непрерывность связи электропроводящей составляющей, а так как масса проходит сложный путь (с одного сечения на другое), то это приводит к неоднократному деформированию формирующегося изделия в обойме, и соответственно к разрыву связей;
- пуансон выполнен цилиндрической формы по диаметру полости матрицы и при экструдировании деформирует звездочку, так как отсутствует ограничитель хода;
- сквозное центрированное отверстие в звездочке имеет больший диаметр, чем периферические отверстия, что приводит к процессу волокнообразования полимера;
- при экструдировании имеется несколько застойных участков (от матрицы к звездочке) и большое расстояние от одного сквозного отверстия до другого, что ухудшает электропроводящие свойства из-за разницы деформации в этих зонах массы композиции и сквозном отверстии.
Задача изобретения - повышение производительности устройства для получения изделий, обладающих электропроводящими свойствами из композиции, содержащей полимер и графит.
Поставленная задача была решена за счет того, что в известном устройстве для экструдирования композиции из полимера и графита, содержащем полую обойму цилиндрической формы, в которую вставлена цилиндрической формы полая матрица с пуансоном цилиндрической формы в ней, сквозные отверстия, согласно изобретению обойма выполнена из верхней части в виде П-образной полости и нижней рабочей части, причем диаметр рабочей части обоймы равен диаметру полости матрицы, а диаметр матрицы равен диаметру П-образной полости обоймы, сквозные отверстия выполнены в рабочей части обоймы и размещены друг от друга на расстоянии, равном b≤0,2 5d, где d - диаметр отверстия; b - расстояние между отверстиями; при этом высота рабочей части обоймы, количество, диаметр сквозных отверстий и расстояние между отверстиями регулируются в зависимости от задаваемой величины электропроводности экструдируемых изделий, причем количество сквозных отверстий равно не менее трех, а диаметр сквозных отверстий равен 7-15 мм, пуансон выполнен переменного сечения в виде двутавровой балки, его верхняя горизонтальная часть выполнена в виде кругового упора, ограничивающего перемещение пуансона в матрице, с диаметром, превышающим диаметр матрицы, а нижняя горизонтальная часть выполнена съемной в двух видах: в виде круговой опоры диаметром, равным диаметру полости матрицы, и в виде такой же круговой опоры со стержнями, размещенными в ее нижней части соосно сквозным отверстиям с возможностью вхождения в отверстия, при этом диаметр пуансона между верхней и нижней горизонтальными частями меньше диаметра нижней горизонтальной части.
Признаки заявляемого изобретения, отличительные от прототипа: обойма выполнена из верхней части в виде П-образной полости и нижней рабочей части; диаметр рабочей части обоймы равен диаметру полости матрицы; диаметр матрицы равен диаметру П-образной полости обоймы; сквозные отверстия выполнены в рабочей части обоймы и размещены друг от друга на расстоянии, равном b≤0,25d, где d - диаметр отверстия; b - расстояние между отверстиями; высота рабочей части обоймы, количество, диаметр сквозных отверстий, расстояние между отверстиями регулируются в зависимости от задаваемой величины электропроводности экструдируемых изделий; количество сквозных отверстий равно не менее трех; диаметр сквозных отверстий равен 7-15 мм; пуансон выполнен переменного сечения в виде двутавровой балки, его верхняя горизонтальная часть выполнена в виде кругового упора, ограничивающего перемещение пуансона в матрице, с диаметром, превышающим диаметр матрицы, а нижняя горизонтальная часть выполнена съемной в двух видах: в виде круговой опоры диаметром, равным диаметру полости матрицы, и в виде такой же круговой опоры со стержнями, размещенными в ее нижней части соосно сквозным отверстиям с возможностью вхождения в отверстия; диаметр пуансона между верхней и нижней горизонтальными частями меньше диаметра нижней горизонтальной части.
Выполнение обоймы из верхней части в виде П-образной полости и нижней рабочей части, диаметром, равным диаметру полости матрицы, а диаметр матрицы, равный диаметру П-образной полости обоймы, позволяет избежать потери массы в процессе экструдирования и снизить напряжения в самой массе перед входом ее в сквозные отверстия обоймы.
Выполнение сквозных отверстий в самой обойме на всю высоту рабочей части значительно упрощает технологию получения изделий, обладающих электропроводностью, и позволяет ее регулировать, меняя состав композиции, соотношение компонентов в ней. Обойма при этом устойчиво функционирует в связи с упрощением конструкции и отсутствием множества элементов и связей (звездочка, мундштук, переменные сечения пуансона и обоймы).
Возможность регулирования высоты рабочей части обоймы, количества, диаметра сквозных отверстий и расстояния между отверстиями в зависимости от задаваемой величины электропроводности экструдируемых изделий обеспечат прямоточную экструзию и выход калиброванных прутков с зафиксированной (не увеличивающихся в объеме) формой и на выходе из отверстий. Это очень ответственный момент для получения изделий, обладающих электропроводностью с малым электросопротивлением. Без начальной калибровки и последующем фиксировании формы в отверстиях не удается обеспечить электропроводность прутков. Увеличение же времени прохождения массы вдоль отверстия, когда масса вначале еще пластично формуется, а затем при снижении температуры в нижней части фиксируются связи электропроводящей составляющей композиции, позволит гарантировать заданные электропроводящие свойства экструдируемого композита.
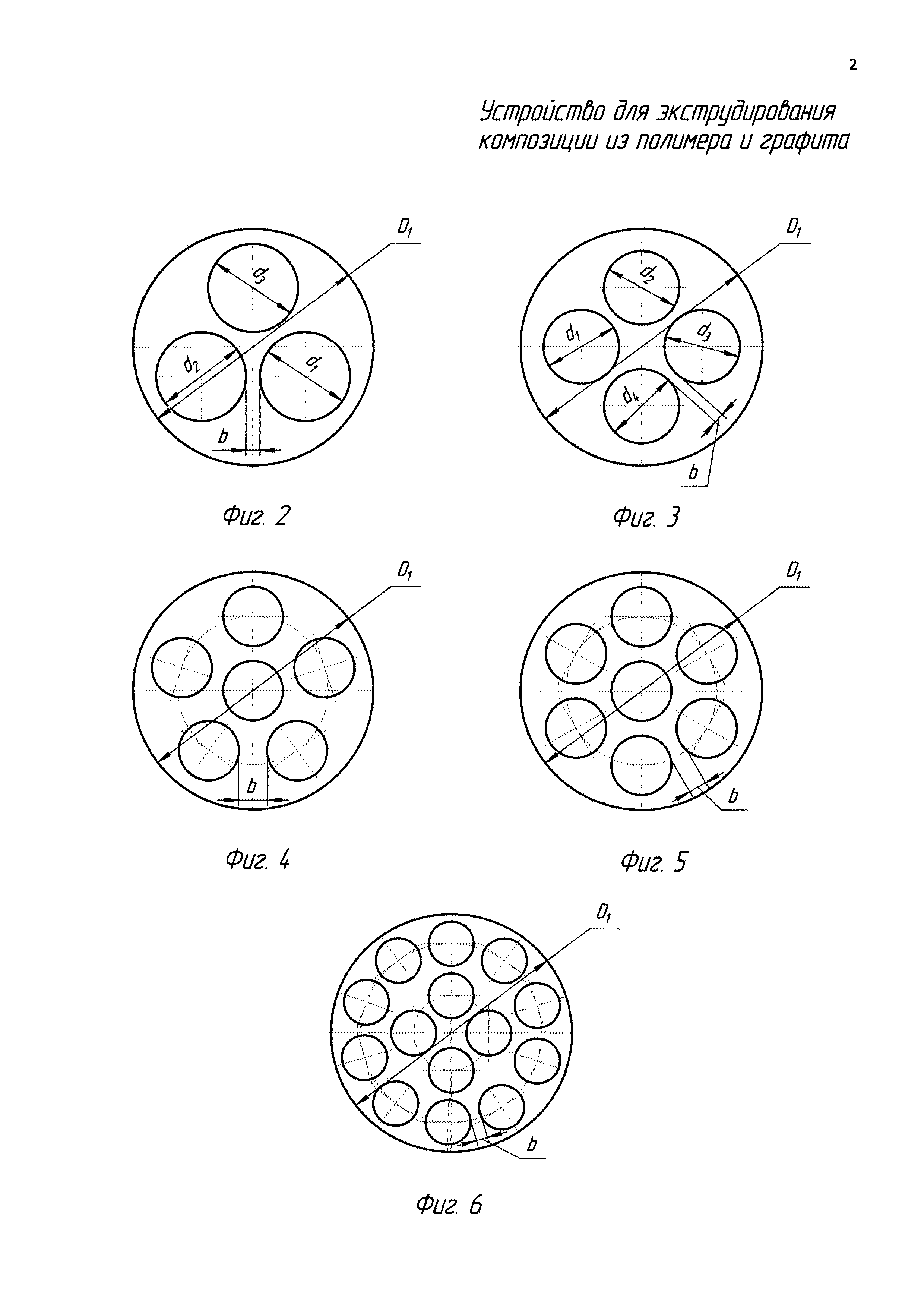
Размещение сквозных отверстий друг от друга в рабочей части обоймы на расстоянии, равном b≤0,25d, где d - диаметр отверстия; b - расстояние между отверстиями, обеспечит отсутствие застойных участков между ними при прохождении в отверстия массы пластичного композита и исключит волокнообразование полимера, входящего в состав композита при поступлении пластической массы в них.
В заявляемом устройстве производительность процесса экструзии, удовлетворяющая требованиям выхода прутков с электропроводящими свойствами при малом электросопротивлении (в Ом), зависит от задаваемого диаметра прутков и отношения  где K - отношение D1 - диаметра рабочей части к dn - суммарной величине заданных диаметров сквозных отверстий (dx+d2+d3+…), выполненных в рабочей части обоймы.
где K - отношение D1 - диаметра рабочей части к dn - суммарной величине заданных диаметров сквозных отверстий (dx+d2+d3+…), выполненных в рабочей части обоймы.
При этом оптимизация отношений «K» позволяет использовать те варианты, которые обеспечивают отсутствие застойных участков на поверхности рабочей части обоймы. Исследования показали, что чем меньше диаметр сквозного отверстия, тем чувствительней система получения изделия со стабильной электропроводностью к застойным зонам, т.к. они тормозят продвижение массы композита в отверстиях. Поэтому необходимо обеспечить расстояние между сквозными отверстиями, равным b, при этом b≤0,2 5 d, где d - диаметр отверстия. Иначе полимерная составляющая композиция, деформируясь, образует волокна и рвет связи электропроводящей составляющей - графита.
Выполнение сквозных отверстий диаметром 7- 15 мм позволяет сохранить целостность связей в композите между графитовыми частицами в полимере как на поверхности, так и в объеме прутка. Диаметр отверстия меньше 7 мм не позволяет получить электропроводящие прутки из композита, содержащего термопластичный полимер с графитом.
Диаметр отверстия более 15 мм приводит к увеличению площади застойных участков, вследствие увеличения расстояния между отверстиями, усиление давления и волокнообразования полимера, поэтому в рабочей части обоймы возможно выполнение только двух отверстий. При этом невозможно увеличить производительность устройства, так как для увеличения производительности количество сквозных отверстий должно быть не менее трех.
Производительность устройства также зависит от диаметра рабочей части обоймы и заданного диаметра прутка. Чем больше диаметр рабочей части, тем большее количество сквозных отверстий можно в ней выполнить. Так, например, расчет показал, что при диаметре рабочей части 36 мм можно оптимально выполнить за один ход пуансона 11 прутков диаметром 8 мм, 7 прутков диаметром 10 мм, 3 прутка диаметром 15 мм, а при 50 мм - 23 прутка диаметром 8 мм, 16 прутков диаметром 10 мм, 7 прутков диаметром 15 мм, при стабильном получении электропроводящего изделия, удовлетворяющего требованиям эксплуатации.
Выполнение пуансона переменного сечения в виде двутавровой балки позволяет улучшить его работу в процессе экструзирования за счет отсутствия контакта со стенками матрицы в его средней части. Это приводит к формированию прутков без воздушных полостей, улучшает сам процесс экструзии, т.к. не создает противодействия продвижению массы в сквозных отверстиях обоймы, улучшает процедуру освобождения пуансона из матрицы после экструдирования. Выполнение пуансона с верхней упорной частью позволяет фиксировать уровень погружения его в матрицу, что, в свою очередь, позволяет уберечь рабочую поверхность обоймы от деформации. Больший диаметр верхней части пуансона позволяет легко вывести пуансон из матрицы после экструдирования, организовав за счет большей выступающей части обратный ход.
Выполнение пуансона со съемной нижней горизонтальной частью позволяет использовать ее в двух вариантах - для экструзии и для выталкивания изделия из отверстия после экструзии. Съемные части отличаются друг от друга наличием стержней, размещенных в нижней части, для выталкивания прутков, что упрощает технологию изготовления, вывод изделий из устройства, расширяет возможности устройства и его ремонтопригодность. А соосное размещение стержней со сквозными отверстиями рабочей части обоймы позволяет ускорить вывод изделий из устройства и обеспечить качество изготавливаемых изделий.
Предлагаемое устройство иллюстрируется чертежами, представленными на фиг. 1-8.
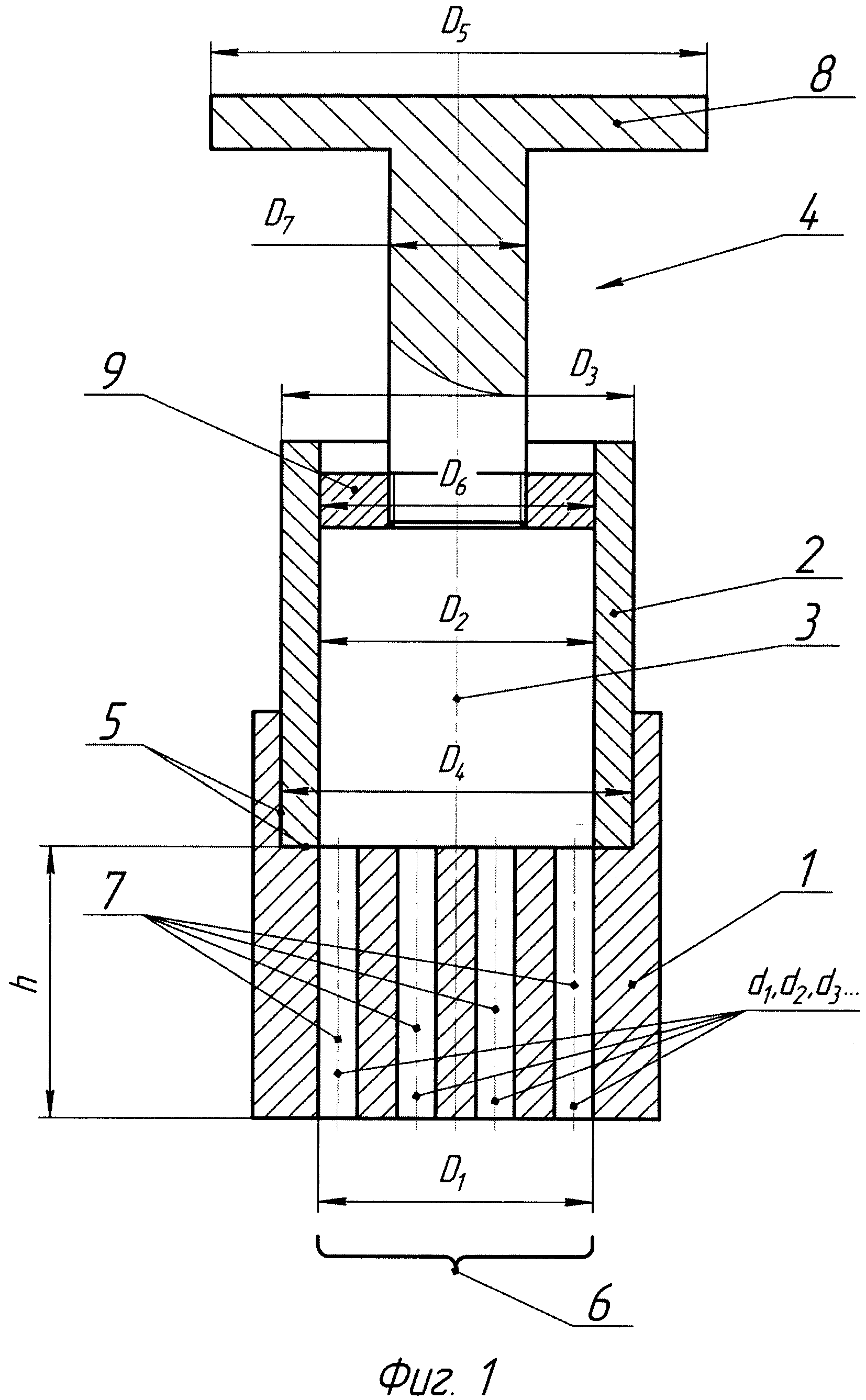
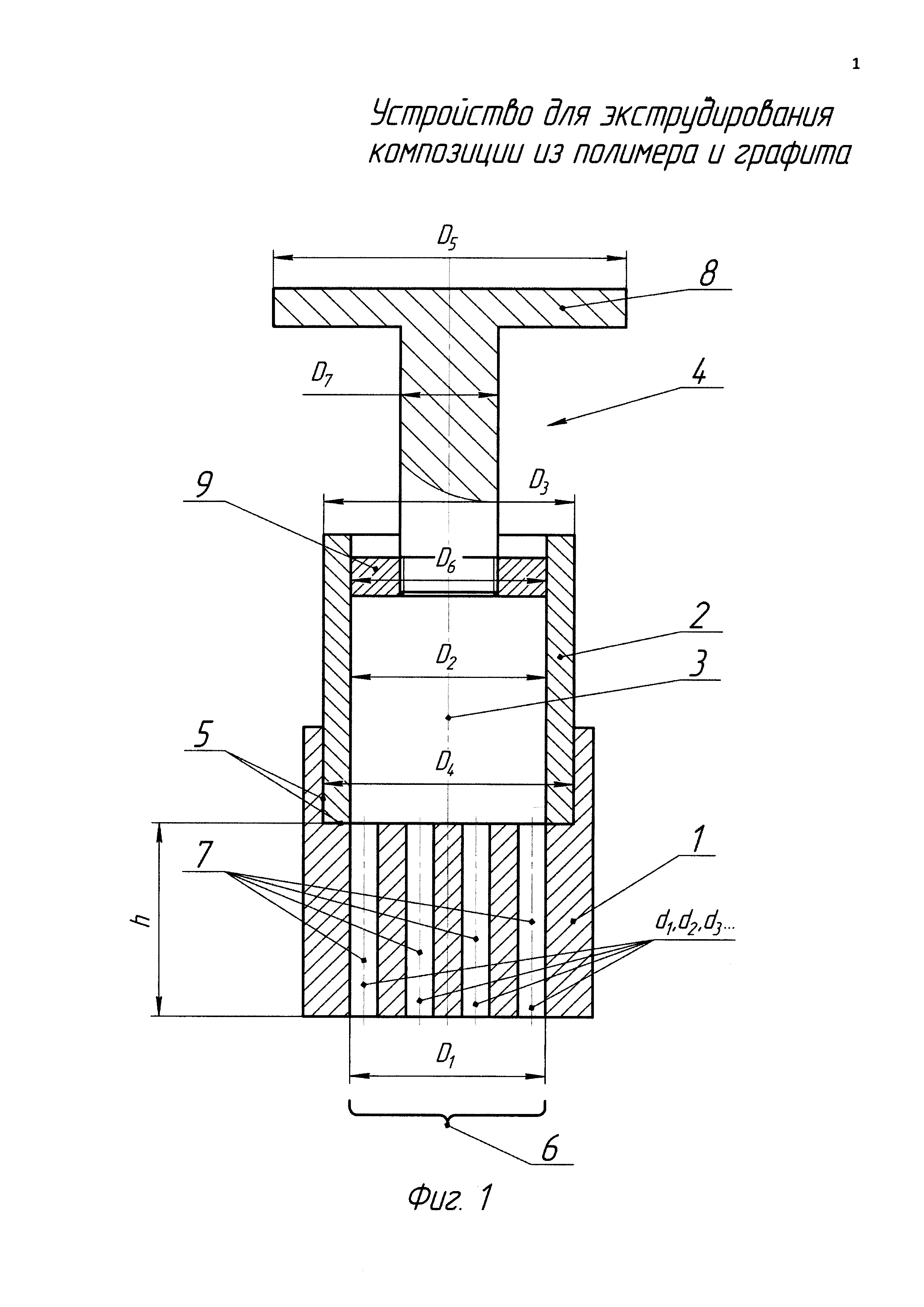
На фиг. 1 схематично показано устройство, в разрезе.
На фиг. 2-6 схематично показаны варианты рабочей части обоймы со сквозными отверстиями, вид сверху.
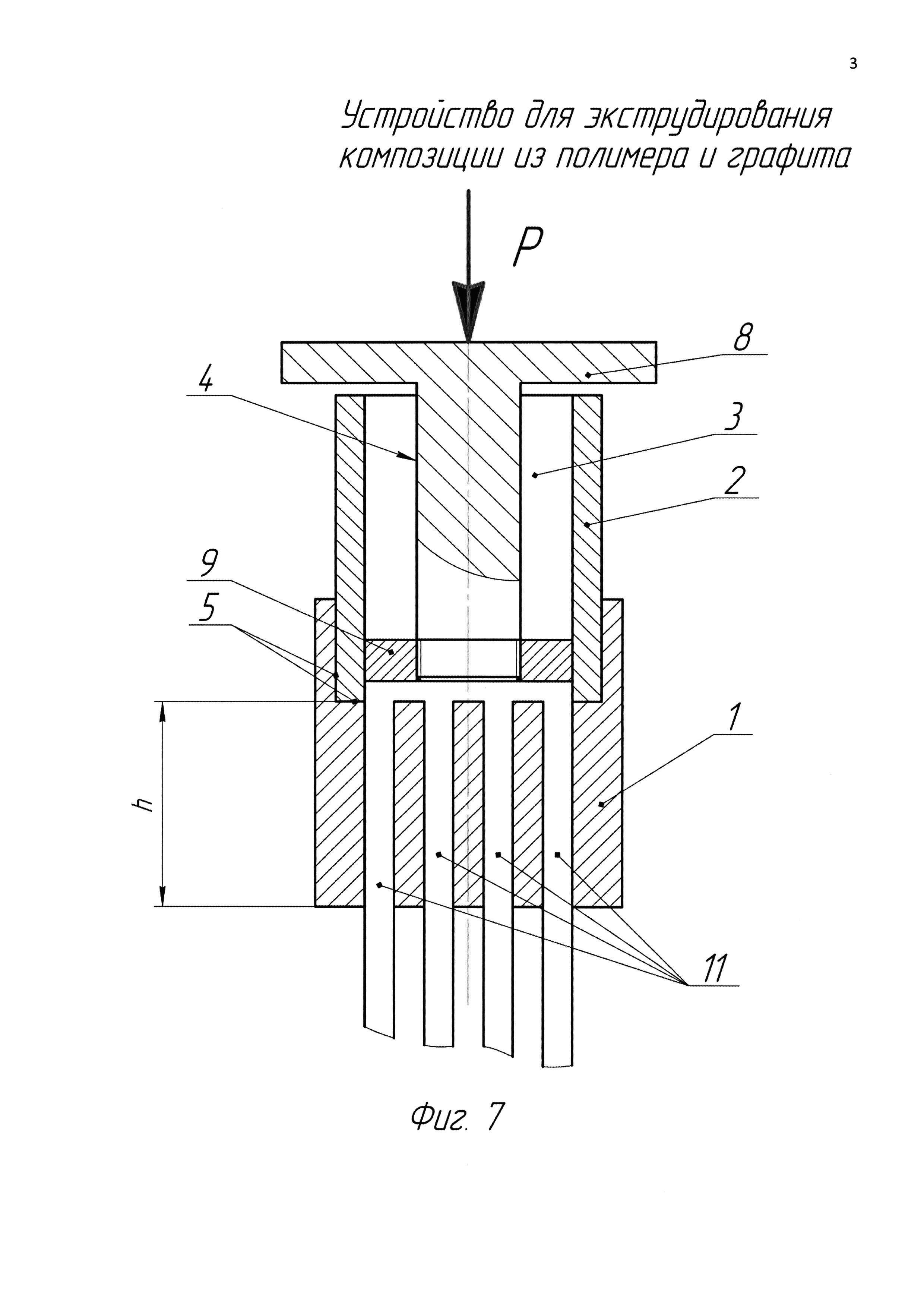
На фиг. 7 схематично представлено устройство в момент экструдирования и получения прутков, в разрезе.
На фиг. 8 схематично представлено устройство в момент извлечения из сквозных отверстий прутков после экструзии, в разрезе.
Устройство (фиг. 1) содержит полую обойму 1 цилиндрической формы, в которую вставлена цилиндрической формы матрица 2, имеющая полость 3. В полость 3 матрицы 2 вставлен пуансон 4. Верхняя часть обоймы имеет П-образную полость 5 для матрицы 2, а в нижней части под П-образной полостью 5 расположена рабочая часть 6 обоймы. Диаметр рабочей части 6 обоймы (D1) равен диаметру полости 3 матрицы 2 (D2), а диаметр матрицы 2 (D3) равен диаметру П-образной полости 5 обоймы (D4). В рабочей части 6 обоймы выполнены сквозные отверстия 7 (фиг. 2-6), размещенные друг от друга на расстоянии, равном b≤0,25d, где d - диаметр отверстия; b - расстояние между отверстиями. Количество сквозных отверстий 7 равно не менее трех. Диаметр сквозных отверстий 7 равен 7-15 мм. Высота рабочей части 6 обоймы, количество сквозных отверстий 7 в ней, диаметр сквозных отверстий 7 и расстояние между отверстиями 7 регулируются в зависимости от задаваемой величины электропроводности экструдируемых изделий.
Пуансон 4 (фиг. 1) выполнен цилиндрической формы переменного сечения в виде двутавровой балки, ее верхняя горизонтальная часть 8 выполнена в виде кругового упора, ограничивающего перемещение пуансона 4 в матрице 2, с диаметром (D5), превышающим диаметр матрицы (D3). Нижняя горизонтальная часть 9 выполнена съемной в двух видах: в виде круговой опоры диаметром (D6), равным диаметру полости матрицы (D2) (фиг. 1), и в виде такой же круговой опоры со стержнями 10 (фиг. 8), размещенными в ее нижней части, соосно сквозным отверстиям 7 с возможностью вхождения в отверстия 7. Диаметр пуансона 4 (D7) между верхней и нижней горизонтальными частями 8 и 9 меньше диаметра (D6) нижней горизонтальной части 9.
Устройство работает следующим образом.
В зависимости от заданного уровня электропроводности и электросопротивления (в Ом, кОм, мОм), заданного диаметра изделия и производительности процесса экструдирования предварительно готовят состав композиции и экструдер (фиг. 1) с заданной высотой и диаметром рабочей части 6 обоймы и диаметром сквозных отверстий 7 в обойме 1 (фиг. 2-6). Компонуют устройство (фиг. 1), для этого в обойму 1 вставляют полую матрицу 2 в П-образную полость 5 обоймы и закрепляют матрицу 2, например, резьбой. Предварительно смесь порошка полимера с графитом (измельченным, терморасширенным ТРГ преимущественно, так как он показал наилучшие данные по электропроводности в изделиях) выдерживают в печи до получения композита в виде пластичной массы, легко формирующей в таблетку. Таблетку помещают в матрицу 2 и слегка подпрессовывают вручную. Затем помещают устройство под пресс вместе с пуансоном 4 (фиг. 1), приводя в контакт таблетку с нижней частью 9 пуансона 4. Проводят экструзию пластичной массы (фиг. 7). Композиция экструдируется без больших усилий за счет того, что сквозные отверстия 7 (фиг. 2-6) равномерно размещены по всей рабочей части 6 обоймы без участков, где бы эта масса могла «застаиваться» и оказывать сопротивление массе, заходящей в сквозные отверстия 7. В сквозных отверстиях 7 обоймы 1 за счет оптимизации их диаметра (>7 мм) происходит формообразование изделия, сопровождающееся вначале калибровкой для сохранения связей электропроводящей составляющей пластичной массы. Затем в отверстиях происходит окончательное фиксирование этой калиброванной части изделия за счет перепада температуры в рабочей части 6 обоймы из-за протяженности сквозных отверстий при перемещении изделия к выходу из обоймы 1 (фиг. 7). Поэтому для сохранения связей в электропроводящей составляющей композиции после выхода из обоймы важно реализовать в сквозных отверстиях обоймы оба эти этапа. Поскольку экструдируют пластичную массу, то на пуансон действуют силы в пределах 1-2 тонны, чтобы масса в полой обойме 1 вся беспрепятственно поступала в сквозные отверстия 7 при сохранении условия (D1=D2=D6). А для сохранения целостности верхней рабочей части 6 обоймы верхняя горизонтальная часть 8 пуансона 4 выполнена в виде кругового упора большего диаметра, чем диаметр матрицы 2 (D3<D4). При этом верхняя горизонтальная часть 8 пуансона 4 не допускает контакта с рабочей частью 6 обоймы пуансона 4, а большой диаметр (D5) обеспечивает беспроблемную процедуру его извлечения из матрицы после экструдирования. Таким образом, устройство за один проход пуансона 4 позволяет получить готовые изделия 11 (фиг.7, 8) от трех и более прутков заданной длины в зависимости от количества отверстий в рабочей части, высоты обоймы, объема матрицы экструдера. Для того чтобы пластичная масса композита продвигалась из матрицы 2 без застойных участков, т.е. без задержки в сквозные отверстия 7, так как полимерная составляющая образует волокна, а у электропроводящей составляющей разрываются связи, полость 3 матрицы 2 должна иметь диаметр (D2), равный диаметру (D1) рабочей части 6 обоймы (фиг. 1, 7). После формирования изделий 11, оставшуюся в обойме формующуюся массу освобождают с помощью нижней горизонтальной части пуансона в виде круговой опоры со стержнями (фиг.8).
Преимущества заявляемого устройства по сравнению с прототипом состоят в том, что оно позволяет:
- расширить функциональные и конструктивные возможности, получая за один проход пуансона от трех до пятнадцати прутков, выходящих прямоточно из обоймы, и обеспечивая при этом заданные электропроводящие свойства полимеру;
- упростить получение изделия, обладающего электропроводностью во всем объеме;
- увеличить работоспособность, сохраняя рабочую часть обоймы при действии на экструдируемую массу пуансона за счет наличия ограничителя хода в верхней части пуансона;
- упростить извлечение пуансона из матрицы за счет выполнения его в виде двутавровой балки и большего диаметра верхней горизонтальной части, чем диаметр матрицы, из которой извлекается пуансон;
- упростить извлечение из сквозных отверстий изделия после экструзии за счет выполнения нижней съемной части пуансона со стержнями.
Это свидетельствует о значительном повышении производительности заявляемого устройства.
Устройство для экструдирования композиции из полимера и графита, содержащее полую обойму цилиндрической формы, в которую вставлена цилиндрической формы полая матрица с пуансоном цилиндрической формы в ней, сквозные отверстия, отличающееся тем, что обойма выполнена из верхней части в виде П-образной полости и нижней рабочей части, причем диаметр рабочей части обоймы равен диаметру полости матрицы, а диаметр матрицы равен диаметру П-образной полости обоймы, сквозные отверстия выполнены в рабочей части обоймы и размещены друг от друга на расстоянии, равном:b≤0,25d,где d - диаметр отверстия; b - расстояние между отверстиями,при этом высота рабочей части обоймы, количество, диаметр сквозных отверстий и расстояние между отверстиями регулируются в зависимости от задаваемой величины электропроводности экструдируемых изделий, причем количество сквозных отверстий равно не менее трех, а диаметр сквозных отверстий равен 7-15 мм, пуансон выполнен переменного сечения в виде двутавровой балки, его верхняя горизонтальная часть выполнена в виде кругового упора, ограничивающего перемещение пуансона в матрице, с диаметром, превышающим диаметр матрицы, а нижняя горизонтальная часть выполнена съемной в двух видах: в виде круговой опоры диаметром, равным диаметру полости матрицы, и в виде такой же круговой опоры со стержнями, размещенными в ее нижней части соосно сквозным отверстиям с возможностью вхождения в отверстия, при этом диаметр пуансона между верхней и нижней горизонтальными частями меньше диаметра нижней горизонтальной части.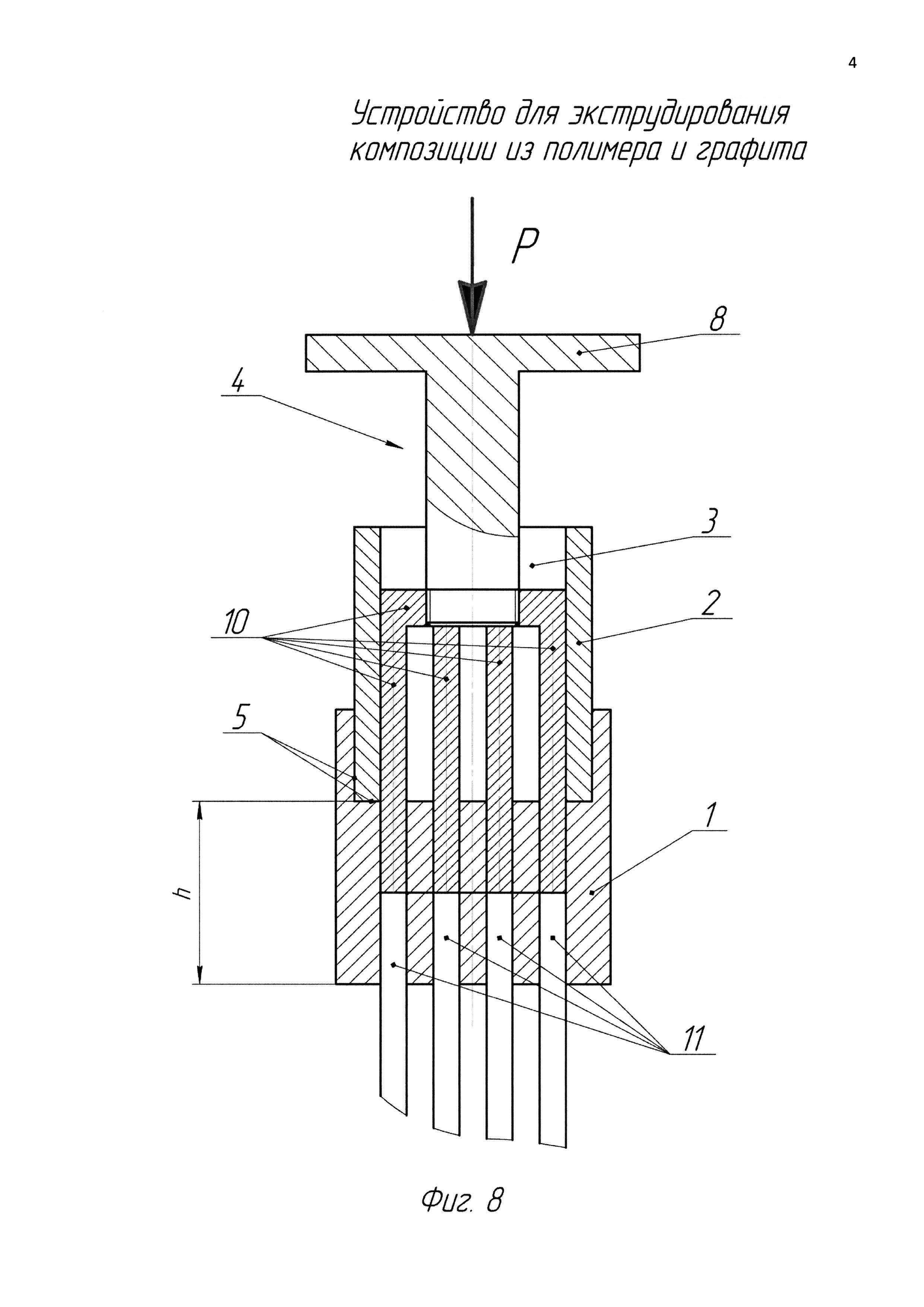
Трёхфазный асинхронный электрический двигатель
Способ получения трубчатого плетеного изделия и устройство для его осуществления
Устройство демпфирования колебаний рабочих колес блискового типа газотурбинного двигателя
Огнетушащий порошковый состав
Технологическая жидкость для освоения скважин
Огнетушащий порошковый состав
Способ получения высокодисперсного кристаллического порошка синтетического минерального сплава для огнетушащих порошковых композиций
Способ оценки компонентного состава твердых коммунальных отходов
Устройство для прессования порошков
Контейнер для взрывоопасных предметов
Способ получения трубчатого плетеного изделия и устройство для его осуществления
Устройство демпфирования колебаний рабочих колес блискового типа газотурбинного двигателя
Огнетушащий порошковый состав
Технологическая жидкость для освоения скважин
Огнетушащий порошковый состав
Способ получения высокодисперсного кристаллического порошка синтетического минерального сплава для огнетушащих порошковых композиций
Способ оценки компонентного состава твердых коммунальных отходов
Устройство для прессования порошков
Контейнер для взрывоопасных предметов
Паста для полирования материалов

