Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ МЕТАЛЛА
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к области измерения температур в зоне резания при лезвийной обработке металлов.
Известен способ измерения температуры в зоне резания с помощью встраиваемой в деталь термопары, установленной в обрабатываемом материале детали [патент на изобретение RU №2445588 С1, МПК G01K 7/02, от 20.03.2012 г.], в котором горячий спай термопары раскатывают по форме в виде пластинки до толщины много меньшей толщины снимаемой стружки, заглубляют в деталь на толщину пластинки и приваривают к детали так, что в момент резания фрезой горячий спай термопары становится элементом стружки и разогревается до максимальной температуры, которая реализуется в зоне скольжения стружки по передней поверхности инструмента, регистрируют температуру тепловой волны с частотой опроса не менее 10000 Гц, в том числе неоднократно регистрируют температуру горячего спая термопары в момент срезания его элемента вплоть до момента его полного уничтожения.
Также известен способ определения величины температурного поля, температуры в зоне резания и характера ее распределения в обрабатываемом материале с помощью искусственной термопары [заявка на изобретение RU №2005110736 А, МПК G01K 7/04, от 20.10.2006 г.], заключающийся в осциллографировании ее выходного напряжения, в котором в процессе резания инструмент непрерывно подают до соприкосновения с термопарой, установленной в обрабатываемом материале, по осциллограмме определяют предварительную величину температурного поля, которую затем увеличивают на размер спая термопары, и аппроксимирующую характер распределения температуры в обрабатываемом материале функцию, а для определения температуры в зоне резания функцию экстраполируют от точки соприкосновения инструмента с термопарой до места перехода термоэлектродов в спай.
Недостатками таких способов являются:
- необходимость встраивания термоэлемента в тело детали, что не дает возможности производить непрерывный контроль температуры в процессе резания металла при формообразовании поверхности детали;
- невозможность применения данных способов в системе автоматического регулирования режимов резания.
Известен способ бесконтактного определения температуры в зоне резания при механической обработке [патент на изобретение RU №2398659 С1, МПК В23В 25/06, G01N 3/58, от 10.09.2010 г.], заключающийся в том, что зону резания детали изолируют от внешней воздушной среды, и с помощью газоанализатора, зонд которого размещают вблизи зоны резания, измеряют концентрацию образующихся в зоне резания углеродсодержащих газов, по величине которой судят о температуре процесса резания.
Недостатком данного способа является сложность его применения в процессе резания металла при формообразовании поверхности детали, так как он требует установки дополнительных специальных конструктивных устройств.
Наиболее близким к предлагаемому способу является способ определения температуры контактного взаимодействия при трении и резании [патент на изобретение RU №2124707 С1, МПК G01K 7/02, G01K 13/04 от 10.01.1999 г.], позволяющий измерять температуру в зоне резания металла, использующий электрические параметры, характеризующие процесс резания металла.
Недостатками данного способа являются:
- необходимость конструктивной доработки станка с целью изолирования элементов термопары;
- измерение температуры производится дискретно за счет переключения резисторов, что не позволяет производить непрерывное измерение температуры в зоне резания металла при формообразовании поверхности детали.
Задача изобретения - расширение функциональных возможностей применения способа определения температуры в зоне резания металла, в частности, для построения системы автоматического регулирования режимов резания в производственных условиях.
Технический результат изобретения:
- возможность измерения температуры в зоне резания металла при формообразовании поверхности детали;
- обеспечение быстродействия, непрерывности, высокой точности измерения температуры с применением имеющейся информационной системы станка без установки дополнительных конструктивных устройств.
Поставленная задача решается, а технический результат достигается тем, что в способе определения температуры в зоне резания металла при формообразовании поверхности детали, включающем измерение величины электрических сигналов, связанных с параметрами, характеризующими процесс резания металла, согласно изобретению измеряют ток и напряжение главного электропривода станка и определяют мощность упомянутого электропривода, формируют динамическое звено с передаточной функцией в виде:
WПР(p)=τ(p)/Nрез(p)=K/(T·p+1),
где K=1/FT·KT - коэффициент передачи динамического звена,
Т=с·m/FT·KT - постоянная времени динамического звена,
Nрез - мощность главного электропривода, расходуемая на процесс резания,
с - удельная теплоемкость деформируемой в процессе резания части стружки,
m - масса деформируемой в процессе резания части стружки,
τ - разность температур деформируемой в процессе резания части стружки и охлаждающей среды,
τ=θ-θос,
θ - температура деформируемой в процессе резания части стружки, равная температуре в зоне резания детали,
θос - температура охлаждающей среды,
FT - площадь теплоотдачи деформируемой в процессе резания части стружки,
KT - коэффициент теплоотдачи деформируемой в процессе резания части стружки,
а температуру в зоне резания металла определяют путем подачи сигнала мощности упомянутого электропривода на сформированное динамическое звено и суммирования выходного сигнала упомянутого звена с сигналом, пропорциональным температуре охлаждающей среды.
Способ определения температуры в зоне резания металла реализуется следующим образом.
1. Составляют модель связи мощности двигателя и температуры в зоне резания (тепловая модель процесса резания). Температуру в зоне резания определяют по перегреву нагреваемого тела. Нагреваемое тело представляет собой деформируемую в процессе резания часть стружки. Перегрев нагреваемого тела есть разность температур нагреваемого тела и охлаждающей среды. Модель составляют на основе уравнения теплового равновесия, преобразованного в передаточную функцию связи мощности электропривода главного движения и перегрева нагреваемого тела.
2. Определяют мощность электропривода главного движения произведением тока на напряжение двигателя. Для этого используются штатные приборы оборудования: датчик тока и датчик напряжения или датчик тока и тахогенератор, позволяющие непрерывно измерять мощность электропривода главного движения. Точность измерения характеризуется классом точности приборов.
3. Сигнал, пропорциональный мощности электропривода главного движения, пропускают через динамическое звено, построенное на основе тепловой модели процесса резания. Получают сигнал, пропорциональный перегреву нагреваемого тела.
4. Сигнал, пропорциональный перегреву нагреваемого тела, суммируют с сигналом, пропорциональным температуре охлаждающей среды. Эта сумма является характеристикой температуры в зоне резания металла.
Высокое быстродействие измерения температуры в зоне резания металла обеспечивается тем, что штатные приборы оборудования фиксируют непосредственно реакцию электропривода главного движения на изменение режимов резания.
Непрерывное измерение температуры резания, высокая точность ее измерения, высокое быстродействие и отсутствие необходимости изменения конструкции станка и применения конструктивных приспособлений для измерения температуры в зоне резания дают возможность построения системы автоматического регулирования режимов резания с использованием способа определения температуры в зоне резания металла по энергетическим параметрам электропривода главного движения станка и применение ее в промышленных масштабах.
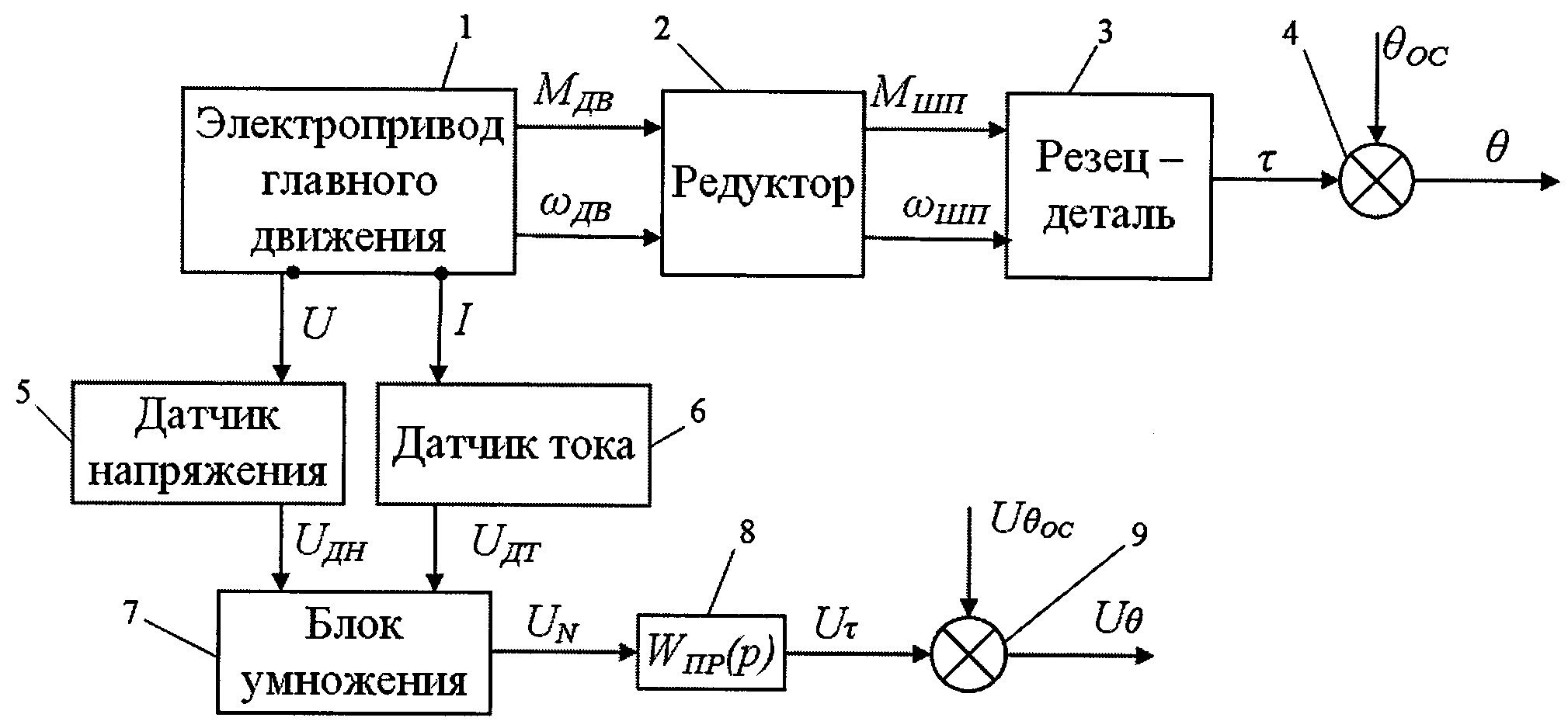
Сущность изобретения поясняется чертежом, где представлена блок-схема способа определения температуры в зоне резания металла.
Преобразование мощности в температуру резания происходит следующим образом.
Электропривод главного движения станка 1 создает крутящий момент двигателя МДВ и скорость двигателя ωДВ, которые через редуктор 2 преобразуются в момент шпинделя МШП и скорость вращения шпинделя станка ωШП. Произведение МШП на ωШП представляет собой мощность NРез, расходуемую на процесс резания 3. Эта мощность поступает в нагреваемое тело. В соответствии с уравнением теплового равновесия (1) мощность преобразуется в перегрев нагреваемого тела.

где Nрез·dt - тепло, поступающее в нагреваемое тело;
Nрез - мощность, расходуемая на перегрев нагреваемого тела;
t - текущее время;
c·m·dτ - тепло, поступающее в нагреваемое тело;
с - удельная теплоемкость нагреваемого тела;
m - масса нагреваемого тела;
τ - перегрев нагреваемого тела;
τ=θ-θос;
θ - температура в зоне резания металла;
θос - температура охлаждающей среды;
FT·KT·τ·dt - тепло, поступающее в охлаждающую среду от нагреваемого тела;
FT - площадь теплоотдачи нагреваемого тела;
KT - коэффициент теплоотдачи нагреваемого тела;
На основе уравнения (1) составлена передаточная функция связи мощности резания и перегрева нагреваемого тела:

где K=1/FT·KT - коэффициент передачи модели динамического звена;
Т=c·m/FT·KT - постоянная времени динамического звена;
p - оператор Лапласа.
Температура в зоне резания является суммой температуры охлаждающей среды θос и перегрева нагреваемого тела τ. На схеме реализуется сумматором 4.
Определение температуры в зоне резания металла осуществляется следующим образом. В процессе формирования поверхности детали энергетическое состояние электропривода характеризуется током I и напряжением U. Датчиком напряжения 5 и датчиком тока 6 определяются соответственно напряжение и ток двигателя. С помощью блока умножения 7 перемножаются выходные сигналы датчиков тока UДТ и напряжения UДН, образуя аналог мощности, расходуемой на процесс резания UN. Сигнал напряжения UN пропускается через динамическое звено WПР(p) 8, представляющего собой модель преобразования мощности резания в перегрев нагреваемого тела, согласно уравнению (1).
В результате образуется напряжение Uτ, пропорциональное перегреву нагреваемого тела τ. Это напряжение суммируется сумматором 9 с напряжением Uθос, пропорциональным напряжению охлаждающей среды. На выходе сумматора образуется напряжение Uθ, пропорциональное значению температуры в зоне резания металла.
Напряжение Uθ может быть использовано в обратной связи системы автоматического регулирования режимов резания.
Пример конкретной реализации способа
При резании материала ХН77ТЮР резцом ВК6М мощность, расходуемая на процесс резания, Nрез=7000 Вт. При напряжении двигателя U=440 В потребляемый ток I=15,9 А. Датчик напряжения 5 преобразует напряжение двигателя U=440 B в UДН=5 В. Датчик тока 6 преобразует ток I=15,9 А в UДТ=1 В. Произведение сигналов с датчиков тока и напряжения осуществляется блоком умножения 7 и составляет UN=5 B, что пропорционально мощности Nрез=7000 Вт. При прохождении этого сигнала через звено WПР 8 создается напряжение Uτ=3 В, пропорциональное перегреву нагреваемого тела, составляющего τ=700°С. С ним суммируется напряжение Uθос=0,086 B, пропорциональное температуре охлаждающей среды. Сумма напряжений Uτ=3 B и Uθос=0,086 B пропорциональна температуре в зоне резания θ=720°С.
Итак, заявляемое изобретение позволяет измерять температуру в зоне резания металла при формообразовании поверхности детали, обеспечивает быстродействие, непрерывность, высокую точность измерения температуры с применением имеющейся информационной системы станка без установки дополнительных конструктивных устройств, позволяет решить задачу построения системы автоматического регулирования режимов резания в производственных условиях.
Способ определения температуры в зоне резания металла при формообразовании поверхности детали, включающий измерение величины электрических сигналов, связанных с параметрами, характеризующими процесс резания металла, отличающийся тем, что измеряют ток и напряжение главного электропривода станка и определяют мощность упомянутого электропривода, формируют динамическое звено с передаточной функцией в виде: W(p)=τ(p)/N(p)=K/(T p+1), где K=1/FK- коэффициент передачи динамического звена,T=с m/FK- постоянная времени динамического звена,N - мощность главного электропривода, расходуемая на процесс резания,с - удельная теплоемкость деформируемой в процессе резания части стружки,m - масса деформируемой в процессе резания части стружки,τ - перегрев деформируемой в процессе резания части стружки,τ=θ-θ, θ - температура деформируемой в процессе резания части стружки, равная температуре в зоне резания детали,θ - температура охлаждающей среды,F - площадь теплоотдачи деформируемой в процессе резания части стружки,К - коэффициент теплоотдачи деформируемой в процессе резания части стружки,а температуру в зоне резания металла определяют путем подачи сигнала мощности упомянутого электропривода на сформированное динамическое звено и суммирования выходного сигнала упомянутого звена с сигналом, пропорциональным температуре охлаждающей среды.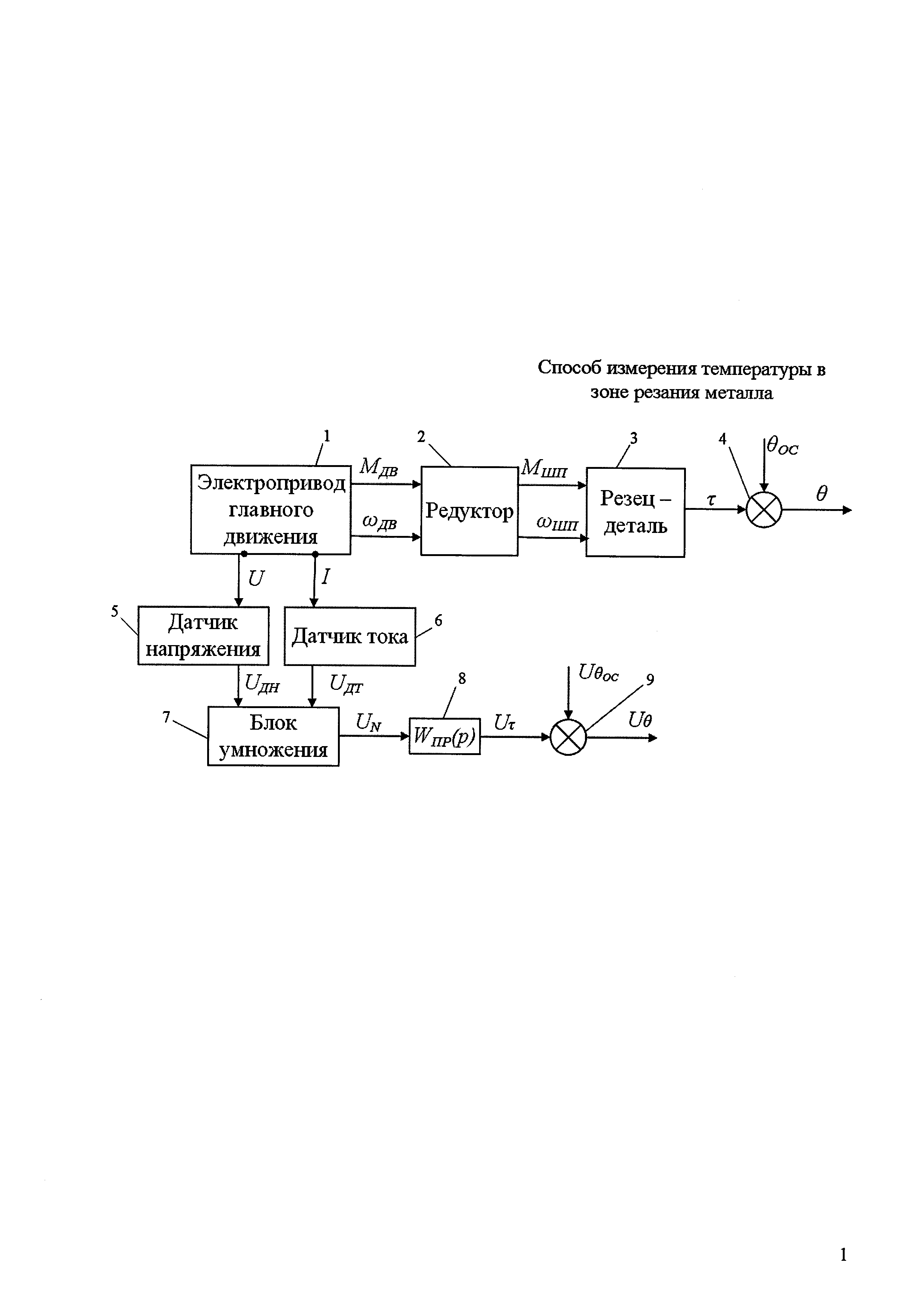
Способ ионного азотирования титановых сплавов
Способ получения комбинированной формы для отливки сложных заготовок из титановых сплавов
Способ защиты интерметаллидного сплава от высокотемпературного окисления
Измеритель температуры газа газотурбинного двигателя
Способ контроля вибрационного горения в камере сгорания газотурбинного двигателя
Способ определения неуравновешенности станка-качалки скважинной штанговой насосной установки
Тепловой генератор электрической энергии для космического аппарата
Способ азотирования титановых сплавов в тлеющем разряде
Способ низкотемпературного ионного азотирования стальных изделий в магнитном поле
Магнитотепловой генератор для космического аппарата
Способ ионного азотирования титановых сплавов
Способ получения комбинированной формы для отливки сложных заготовок из титановых сплавов
Способ защиты интерметаллидного сплава от высокотемпературного окисления
Измеритель температуры газа газотурбинного двигателя
Способ контроля вибрационного горения в камере сгорания газотурбинного двигателя
Способ определения неуравновешенности станка-качалки скважинной штанговой насосной установки
Тепловой генератор электрической энергии для космического аппарата
Способ азотирования титановых сплавов в тлеющем разряде
Способ низкотемпературного ионного азотирования стальных изделий в магнитном поле
Магнитотепловой генератор для космического аппарата

