Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖНЫХ ПОЛОК ЛОПАТОК ТУРБОМАШИН ИЗ ТИТАНОВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области сварки и наплавки и может быть использовано при ремонте изношенных или поврежденных бандажных полок лопаток турбомашин, выполненных из титановых сплавов.
Известен способ наплавки при восстановлении изношенных лопаток турбомашин, включающий наплавление на лопатки полос из легированных металлов, механическую обработку с обеспечением заданной геометрии лопаток, последующую термообработку и нанесение защитного покрытия (RU 2434973 С2, C23C 26/00, B23K 9/04, 27.11.2011). Недостатком известного способа является невозможность его применения для восстановления бандажных полок лопаток.
Известен также способ ремонтной наплавки изношенных или поврежденных полок лопаток турбомашин, принятый за прототип и включающий удаление с поврежденных участков покрытия и поверхностного слоя, наплавку поврежденных участков, механическую обработку наплавленных участков до восстановления заданных геометрических размеров и формы, термообработку лопаток в вакууме и нанесение износостойкого покрытия на восстановленные участки (US 20080028605 A1, B23P 6/00, 07.02.2008). Недостатком данного способа является невысокая надежность и низкий ресурс работы лопаток.
Задачей предлагаемого изобретения является повышение надежности и ресурса работы лопаток.
Получаемый при этом технический результат заключается в обеспечении высокой точности восстановления геометрических размеров и формы бандажных полок лопаток, а также получение высокого качества наплавленных участков.
Решение указанной задачи достигается тем, что в способе восстановления бандажных полок лопаток турбомашин из титановых сплавов, включающем удаление с поврежденных участков покрытия и поверхностного слоя, наплавку поврежденных участков в среде нейтрального газа или в вакууме и механическую обработку наплавленных участков до восстановления заданных геометрических размеров и формы, осуществляют сначала на бандажной полке с одной из сторон лопатки, а потом на бандажной полке с другой стороны лопатки, причем в качестве наплавляемого материала используют титановый α-сплав или квази-α-сплав, после чего проводят отжиг лопатки при температуре не выше 650°С и вакууме 10-3…10-4 мм рт.ст. и нанесение износостойкого покрытия на восстановленные участки путем напыления.
Удаление покрытия и поверхностного слоя материала осуществляют, например, алмазным шлифованием, а нанесение износостойкого покрытия осуществляют, например, путем детонационного напыления.
Изобретение поясняется чертежами, где показаны:
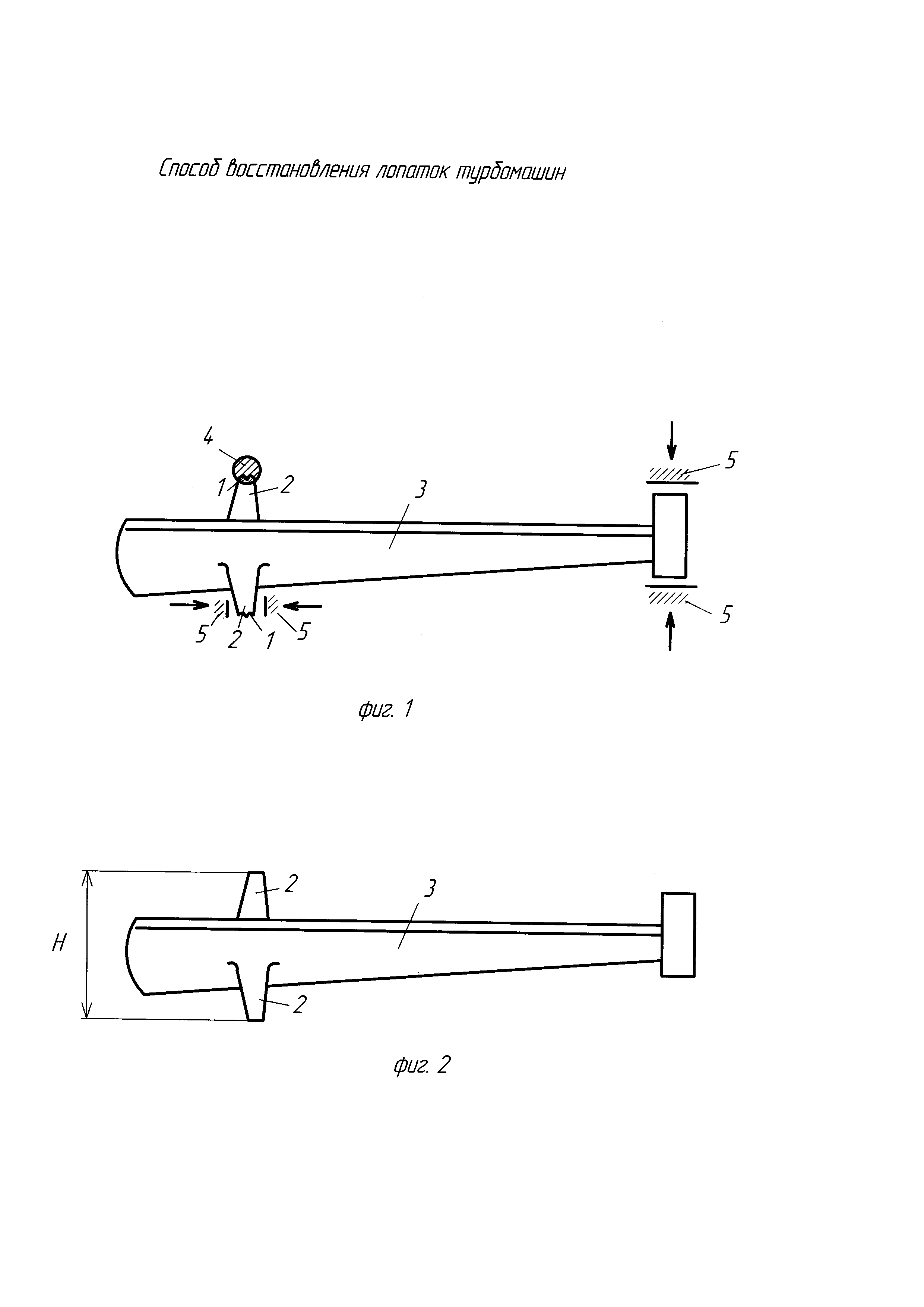
на фиг. 1 - общий вид ремонтной лопатки с наплавкой дефектного участка бандажной полки,
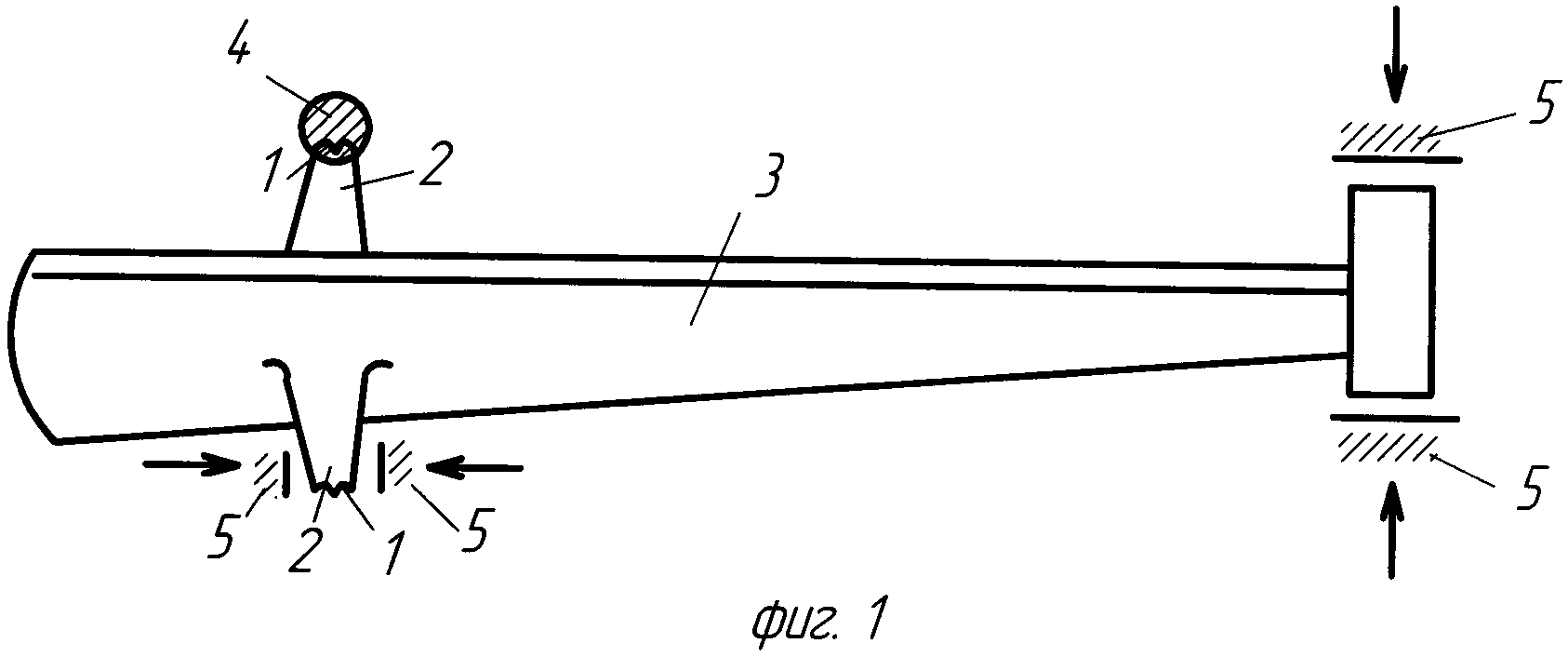
на фиг. 2 - общий вид лопатки с восстановленными бандажными полками.
Способ реализуется следующим образом.
С ремонтируемых (дефектных) участков 1 бандажных полок 2 лопатки 3, выполненной из титанового сплава, удаляют защитное покрытие и поверхностный слой материала лопатки, особенно в случаях наличия трещин в покрытии, которые могут проходить в основной материал лопатки. Эта операция выполняется, например, алмазным шлифованием. После этого ремонтируемые участки 1 очищают от пыли и обезжиривают. Осуществляют контроль фактических размеров бандажных полок 2 с целью определения величины наплавляемого материала 4. Для сохранения величины исходного базового размера «Н» бандажных полок 2 наплавку материала 4, в качестве которого используют титановый α-сплав или квази-α-сплав, производят для исключения влияния кислорода на материал лопатки в среде нейтрального газа (например, аргона, гелия) или в вакууме сначала на бандажной полке 2 с одной из сторон лопатки 3, при этом лопатку базируют и закрепляют в соответствующих приспособлениях 5 (показаны условно). После наплавки материала 4 на одну из бандажных полок 2, не освобождая лопатку из приспособлений 5, осуществляют механическую обработку наплавленного участка с целью удаления избыточного наплавленного материала 4 и восстановления заданных геометрических размеров и формы бандажной полки. Указанная обработка может производиться, например, путем фрезерования и последующего алмазного шлифования.
Затем лопатку 3 переворачивают и закрепляют в приспособлениях 5 уже отремонтированной бандажной полкой 2, после чего осуществляют аналогично наплавку материала 4 и механическую обработку наплавленного участка до восстановления заданных геометрических размеров и формы второй бандажной полки. Для снятия остаточных напряжений после наплавки и механической обработки производят отжиг лопатки в вакууме (10-3…10-4 мм рт.ст.) при температуре не выше 650°С. Указанная температура обусловлена необходимостью избежать роста зерна структуры материала лопатки и ухудшения его механических свойств, а величина разрежения в вакуумной камере, где производится отжиг, определяется тем, чтобы не допустить образования оксидной пленки на поверхности бандажных полок и ухудшения адгезии при последующем нанесении на них износостойкого покрытия.
Выбор наплавляемого на поврежденные участки материала в виде титановых α-сплавов или квази-α-сплавов обусловлен отсутствием в них фазовых превращений при термообработке, что позволяет при воздействии на них теплового фактора сохранять стабильную структуру материала без его упрочнения.
После проведения указанной термообработки осуществляют нанесение на отремонтированные бандажные полки износостойкого покрытия путем, например, детонационного напыления, обеспечивающего минимальное время теплового воздействия на лопатку. В заключение при необходимости может проводиться контроль качества отремонтированных участков, например капиллярный ЛЮМ-контроль.
Применение данного способа восстановления бандажных полок лопаток обеспечивает повышение надежности и ресурса работы лопаток, при этом достигается высокая точность восстановления геометрических размеров и формы бандажных полок, а также обеспечивается и высокое качество ремонта.
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Устройство для электроэрозионной обработки глубоких отверстий малого диаметра
Способ изготовления полой лопатки
Компактное пальчиковое уплотнение
Способ химико-термической обработки деталей из никелевых сплавов
Устройство для измерения пазов в изделии
Измерительное устройство для контроля пазов деталей
Устройство для изготовления щеточного уплотнения
Способ ремонта лопаток турбомашин и устройство для его осуществления
Способ оценки режимов сварки
Способ пайки изделия, преимущественно теплообменника

