Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к обработке и изготовлению зубчатых колес.
Известно удаление металла заготовки электроэрозионной обработкой в среде диэлектрика за счет микроразрядов, расплавляющих часть металла [Артамонов Б.Α., Волков Ю.С., Дрожалова В.И. и др.: «Электрофизические и электрохимические методы обработки материалов». Учеб. пособие (в 2-х томах), т. 1: «Обработка материалов с применением инструмента» / Под ред. В.П. Смоленцева. - М.: Высш. Шк., 1983. - 247 с. Часть 1, стр. 7].
Недостатком данного способа является состояние поверхностного слоя, по-разному влияющее на эксплуатационные характеристики деталей. Поверхностный слой состоит из множества перекрывающихся произвольно расположенных микролунок и в процессе обработки претерпевает физико-химические изменения. В результате чего он может содержать трещины, растягивающие напряжения, а также недостатком является трудность получения поверхностей с малой шероховатостью [Артамонов Б.Α., Волков Ю.С., Дрожалова В.И. и др. Электрофизические и электрохимические методы обработки материалов. Учеб. пособие (в 2-х томах). Т. 1: Обработка материалов с применением инструмента / Под ред. В.П. Смоленцева. - М.: Высш. Шк., 1983. - 247 с. Часть 1, стр. 23-26].
Для устранения указанных недостатков используют электрохимическую обработку (например, «Способ электрохимической обработки» по А.С. 222136 от 01.01.1968 г.), при которой удаление металла заготовки происходит под действием электрического тока в среде электролита без непосредственного контакта между инструментом и заготовкой. В основе процесса лежит явление анодного растворения металлов. Под действием тока в электролите материал анода растворяется и в виде продуктов обработки выносится из промежутка потоком электролита [Артамонов Б.Α., Волков Ю.С., Дрожалова В.И. и др. Электрофизические и электрохимические методы обработки материалов. Учеб. пособие (в 2-х томах). Т. 1: Обработка материалов с применением инструмента / Под ред. В.П. Смоленцева. - М.: Высш. Шк., 1983. - 247 с. Часть 2, стр. 99].
Задачей изобретения является повышение производительности обработки термообработанных или труднообрабатываемых механически материалов при изготовлении зубчатых колес.
Данный технический результат достигается тем, что обработку производят немеханическими способами вначале электроэрозионную в электроискровом или электроимпульсном режиме непрофилированным инструментом (проволокой), при данной обработке формируется требуемый профиль зубчатого колеса, а после электрохимическую обработку, что позволяет устранить указанные недостатки электроэрозионной обработки и достичь требуемых параметров точности и шероховатости поверхности.
Способ изготовления зубчатого колеса характеризуется тем, что вначале осуществляют электроэрозионную обработку заготовки, при которой формируют требуемый профиль зубчатого колеса, а после путем его электрохимической обработки обеспечивают требуемые параметры поверхности, при этом электроэрозионную обработку заготовки осуществляют на проволочно-вырезном станке с числовым программным управлением, обеспечивающим по чертежу детали получение заданного профиля зубчатого колеса с припуском на последующую электрохимическую обработку, а затем осуществляют электрохимическую обработку полученного зубчатого колеса, при которой колесо вводят в зацепление с электрод-инструментом и по вольтметру осуществляют проверку отсутствия короткого замыкания, после чего включают вращение шпинделя и повторно проверяют отсутствие короткого замыкания, затем подают на одну из электродных поверхностей электролит со скоростью истечения из сопла, равной окружной скорости взаимообкатываемых электродных поверхностей, подают напряжение на электроды и производят обработку зубчатого колеса в течение времени t с вращением сначала в одну сторону, после чего включают вращение в противоположную сторону и производят обработку зубчатого колеса в течение такого же периода времени t.
Заготовку устанавливают на стол проволочно-вырезного станка. По чертежу детали задают профиль зубчатого колеса. Система программирования устройства числового программного управления (ЧПУ), например, Heart NC UTY ЧПУ генерирует (определяет) режимы обработки: длину импульса, длину паузы между импульсами, основной текущий ток, напряжение искрового зазора, напряжение источника питания генератора, верхний предел скорости обработки, величину натяжения проволоки, скорость промотки проволоки. Далее запускают программу обработки в устройстве ЧПУ и производят рез профиля зубчатого колеса электрическими искровыми разрядами, протекающими через проволоку, получая необходимый профиль. Далее зубчатое колесо устанавливают на установку для электрохимической обработки зубчатых колес на базе статико-гидродинамического электролиза, принципиальная схема которой описана в [Федоров, А.А. Электрохимическая обработка зубчатых колес: учеб. пособие / А.А. Федоров, А.В. Телевной. - Омск: Изд-во ОмГТУ, 2012. - 92 с. Стр. 20-21] и производят электрохимическую обработку, для чего колесо вводят в зацепление с электрод-инструментом (АС 248411 от 01.01.1969 г.). По вольтметру проверяют, нет ли короткого замыкания. Затем включают вращение шпинделя и повторно проверяют, нет ли короткого замыкания, подают на одну из электродных поверхностей электролит со скоростью истечения из сопла, равной окружной скорости взаимообкатываемых электродных поверхностей, и подают напряжение на электроды, и производят обработку в течение времени t, которое определяется на основе эмпирических данных в зависимости от материала детали, либо на основе расчетов согласно источнику:

где индексы i, j - классы шероховатости рабочих поверхностей до и после обработки в пределах от 4-го до 10-го. tэхо - время соответствующей обработки [Телевной А.В. Повышение ресурса и совершенствование машин криогенной техники с помощью технологии на основе объемной микропластичности и статико-гидродинамического электролиза [Текст]: дис. … д-ра. техн. наук: 05.04.03: защищена 06.10.2000: утверждена 01.06.2001 / Телевной Алексей Васильевич. - Омск, 2000. - 341 с. - Библиогр.: с. 342-381. Стр. 195] с вращением в одну сторону, после чего включают вращение в противоположную сторону и производят обработку в течение такого же периода времени t, для обеспечения равномерного съема металла.
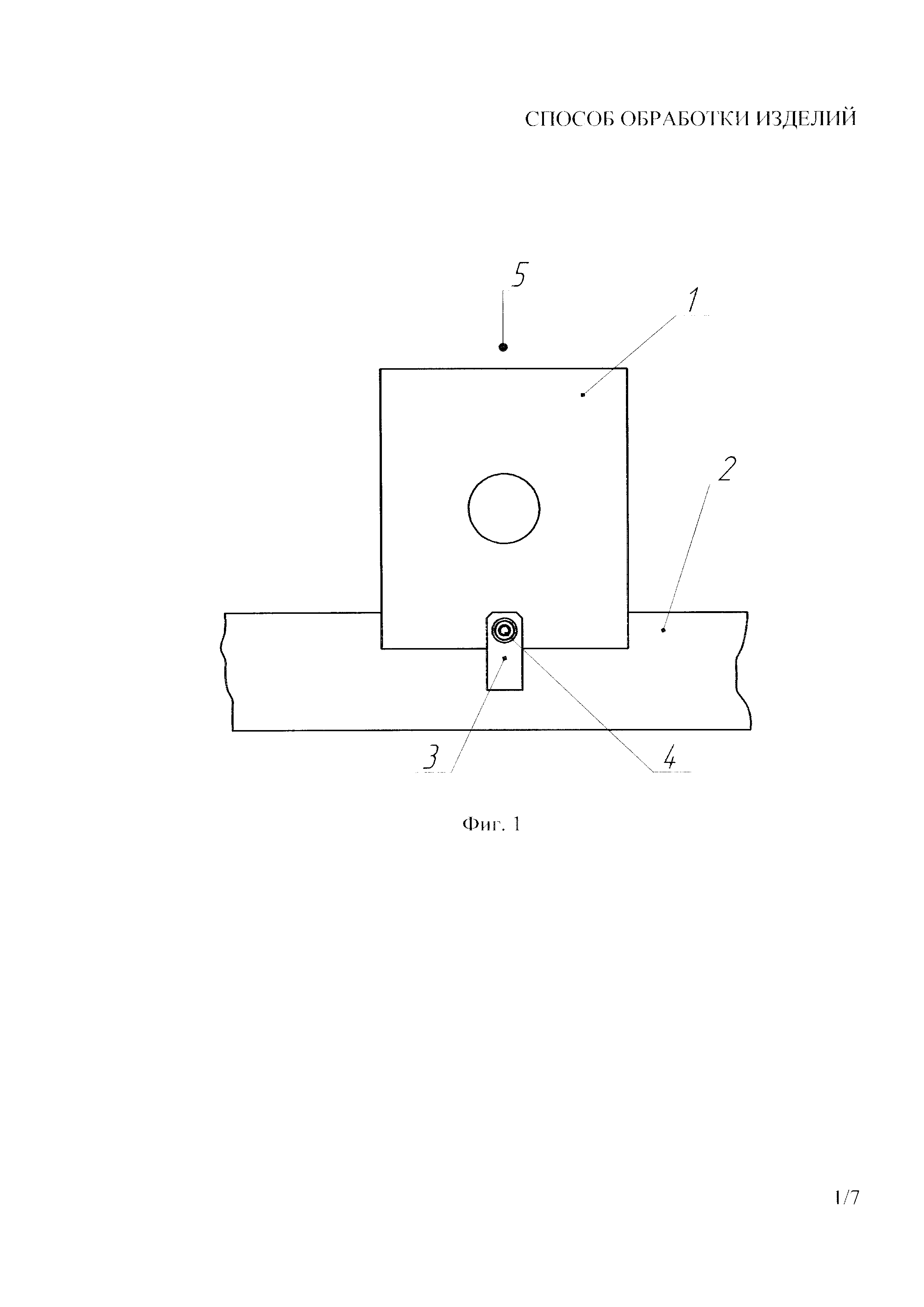
На Фиг. 1 представлен стол электроэрозионного станка SODICK VZ300L с закрепленным изделием для обработки.
На Фиг. 2 - Фиг. 8 представлены фотографии, которые представлены как дополнение к графическим изображениям.
На Фиг. 2 представлено меню функции автоматического разворота системы координат («РАЗВОРОТ СК АВТО») в режиме «РУЧНОЙ».
На Фиг. 3 представлено меню функции поиска центра отверстия («ЦЕНТР ОТВЕРСТИЯ») в режиме «РУЧНОЙ».
На Фиг. 4 представлен вид профиля зубчатого колеса, заданный в редакторе «Heart NC UTY».
На Фиг. 5 представлен выбор траектории движения проволоки в меню «WIRECUTDEFS».
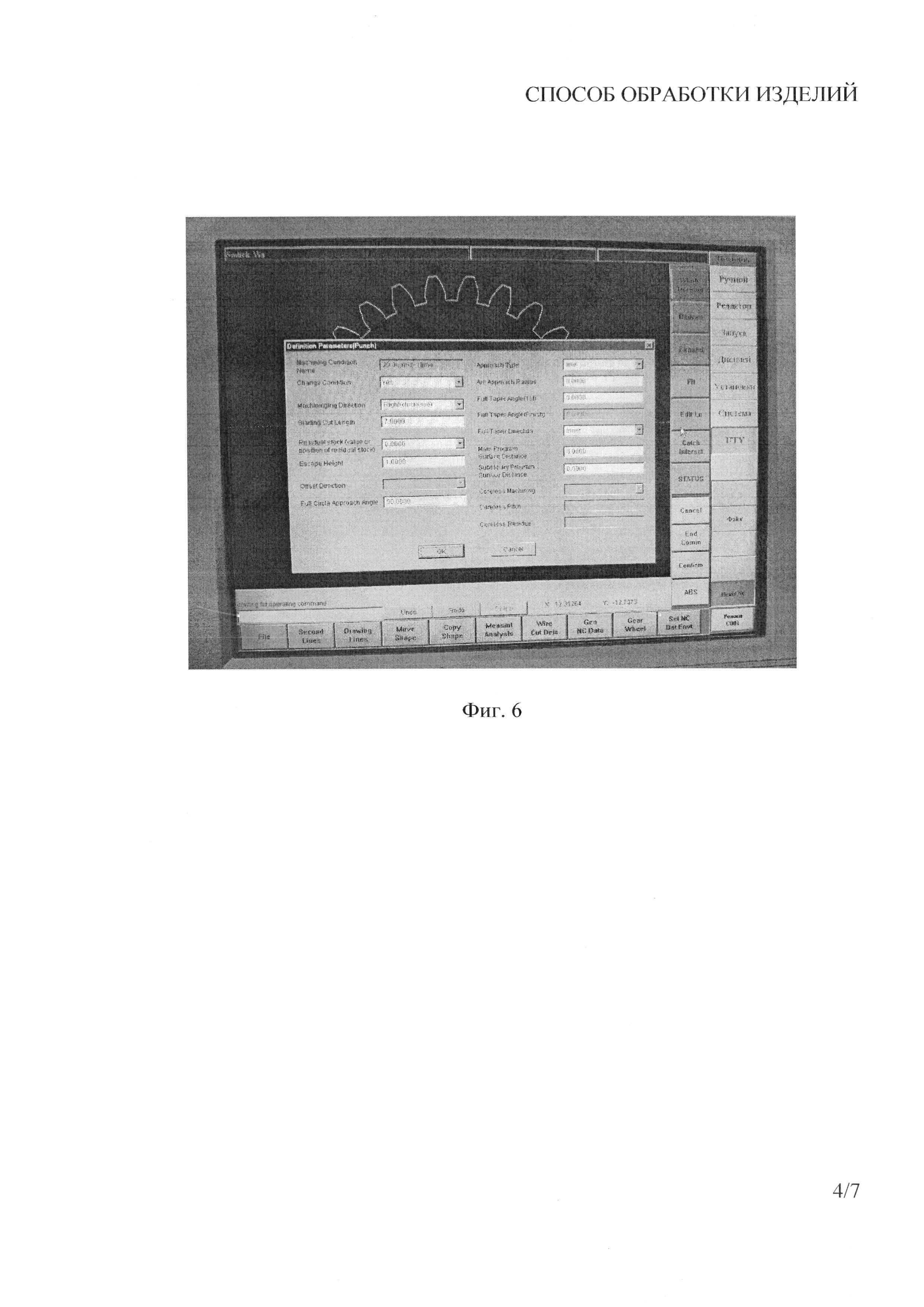
На Фиг. 6 представлена таблица определения параметров «DEFINITION PARAMETERS)) (PUNCH).
На Фиг. 7 представлена таблица выбора режимов обработки на экране.
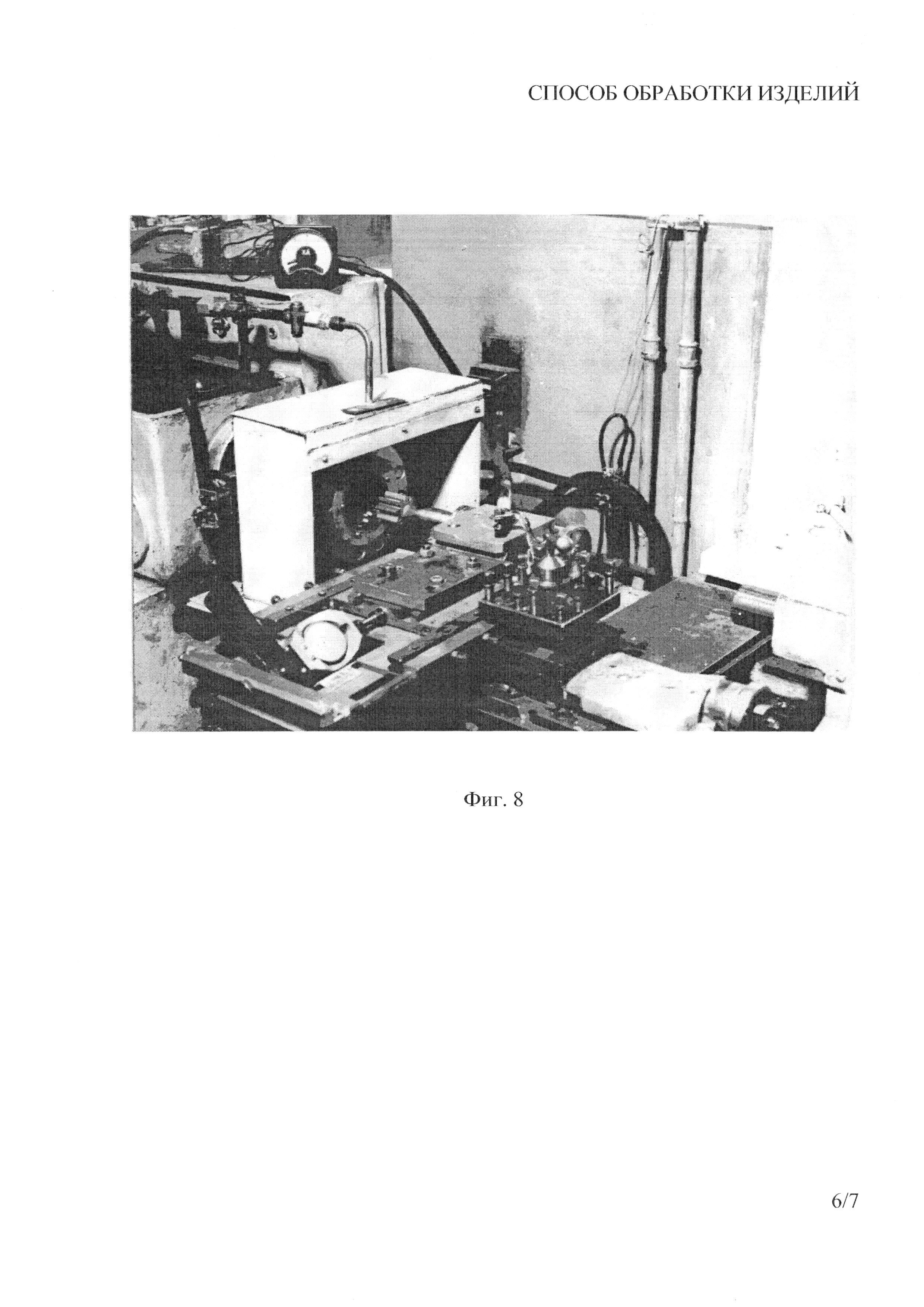
На Фиг. 8 представлен внешний вид установки для электрохимической обработки.
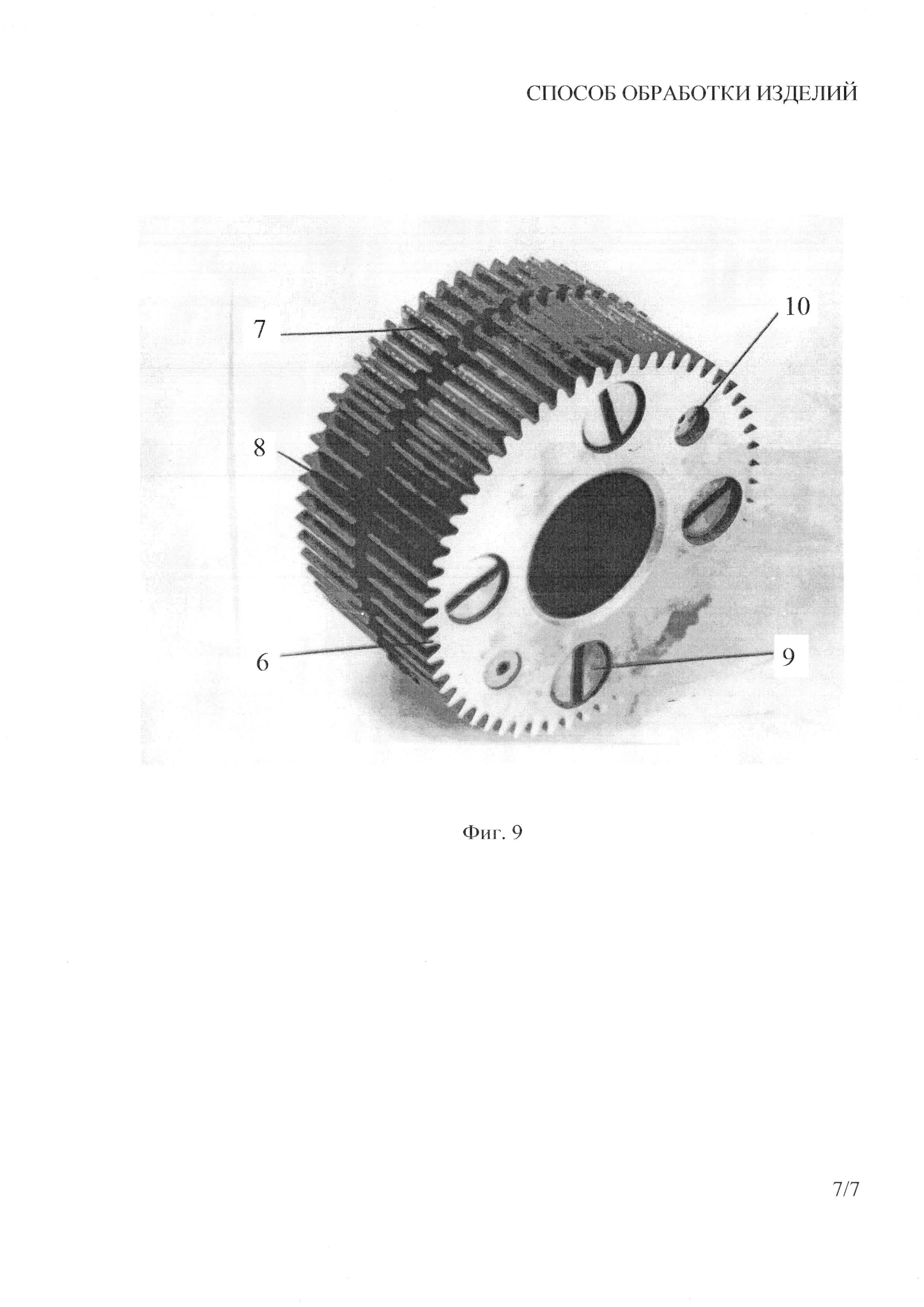
На Фиг. 9 изображен электрод-инструмент для электрохимической обработки.
Рассмотрим конкретный пример реализации обработки заготовок в процессе изготовления зубчатых колес.
Берем заготовку 1 (Фиг. 1) и устанавливаем на стол 2 проволочно-вырезного станка, например SODICK VZ 300L. С помощью прижима 3 и винта 4 закрепляем заготовку на столе 2 станка.
Определяем положение заготовки 1 на столе 2 станка (Фиг. 2). Для того чтобы не выверять заготовку на столе станка индикатором, разворачиваем систему координат по одной из граней. Для этого в режиме «РУЧНОЙ» выбираем функцию автоматического разворота координат «РАЗВОРОТ СК АВТО» (Фиг. 2). В поле «НАПРАВЛЕНИЕ ST» указываем направление, в котором проволока должна коснуться заготовки. В нашем случае - «Х+». В поле «РАССТОЯНИЕ ДО ДРУГИХ ТОЧЕК» указываем максимально отдаленную точку (например, 100 мм при длине заготовки 110 мм). После нажатия клавиши «ENTER» станок автоматически разворачивает систему координат по грани заготовки. Далее определяем положение заготовки относительно системы координат станка. Для этого в режиме «РУЧНОЙ» выбираем функцию «ЦЕНТР ОТВЕРСТИЯ» (Фиг. 3) В поле подача устанавливаем величины холостого хода по осям X и Υ, если это необходимо (в нашем случае оставляем 0), далее указываем число измерений (1), величину отскока проволоки после измерения (1), диаметр используемой проволоки в мм (0,25) и выбираем присвоить найденному центру 0 включено («ΟΝ»).
После нажатия клавиши «ΕΝΤΕR», расположенной на стойке ЧПУ, проволока автоматически касается отверстия в заготовке в 4-х точках, ЧПУ станка вычисляет координаты центра и «запоминает» их, присваивает «нулевое значение» для того чтобы точно определить положение заготовки на столе. Таким образом, положение заготовки на станке корректируется автоматически относительно системы координат станка касаниями проволоки 5.
Далее задаем профиль зубчатого колеса (Фиг. 4) по чертежу детали, оставляя припуск на последующую электрохимическую обработку в системе программирования «Heart NC» (UTY) устройства ЧПУ.
Выбираем траекторию движения. В меню «WIRE CUT DEFS» (Фиг. 5) выбираем тип траектории обработки «PUNCH» (пуансон). При этом появляется таблица определения параметров «DEFINITION PARAMETERS» (PUNCH) (Фиг. 6). В таблице задаем длину стартового вреза «Starting С ut Length» - 7 мм. На стартовом врезе станок занижает режимы обработки для уменьшения вероятности обрыва проволоки.
Подтверждаем выбранные параметры кнопкой «ОK» (Фиг. 6). На мониторе появляется изображение таблицы выбора режимов (Фиг. 7). В ней задаем диаметр проволоки, которая установлена на станке. В конкретном примере реализации - 0,25 мм, материал заготовки - сталь, толщина заготовки - 30 мм, позиция сопла - «Open», количество проходов - 1. Подтверждаем выбранные параметры кнопкой «ПОИСК».
Указываем курсором контур, который необходимо вырезать, и задаем стартовую точку, от которой производим рез профиля зубчатого колеса электрическими искровыми разрядами, протекающими через проволоку. Нажимаем кнопу «Gen NC Data». После этого набираем имя программы: например, «KOLESO», под которым она будет храниться на жестком диске. Устройство ЧПУ автоматически генерирует программу и определяет оптимальные режимы реза: длину импульса (ON), длину паузы между импульсами (OFF), основной текущий ток (IP), напряжение искрового зазора (SV), напряжение источника питания генератора (V), верхний предел скорости обработки (SF), величину натяжения проволоки (WT), скорость промотки проволоки (WS), основываясь на введенных данных. По сгенерированной программе производят рез профиля зубчатого колеса электрическими искровыми разрядами, протекающими через проволоку и получают готовый профиль колеса.
Далее полученное зубчатое колесо устанавливаем на установку для электрохимической обработки (Фиг. 8), вводим в зацепление с электрод-инструментом (Фиг. 9), представляющим собой зубчатое колесо, состоящее из двух частей - 6 и 7, диагональной диэлектрической проставки 8, соединенных между собой винтами 9 и штифтом 10. Далее по вольтметру проверяем, нет ли короткого замыкания. Затем включаем вращение шпинделя и повторно проверяем, нет ли короткого замыкания, подаем на одну из электродных поверхностей электролит, в нашем случае 15-ти процентный водный раствор NaCl, со скоростью истечения из сопла, равной окружной скорости взаимообкатываемых электродных поверхностей, и подаем напряжение V от 5 до 25 В (в данном случае U=15 В) на электроды, и производим обработку в течение требуемого времени t (в данном случае t=5 мин), с вращением сначала в одну сторону, после чего включаем вращение в противоположную сторону и производим обработку в течение такого же периода времени t, для обеспечения равномерного съема металла.
Последовательное применение данных методов обработки, без использования механической обработки обеспечивает производительность, не зависящую от механических свойств материала, таких как, например, твердость и вязкость, благодаря чему достигается более высокая технологичность при обработке изделий в процессе изготовления зубчатых колес из твердых или термообработанных (например, закаленных) материалов, в сравнении с обработкой изделий механической обработкой. Также важной особенностью данного способа является отсутствие деформаций от сил резания, так как отсутствуют силы резания. Такой способ изготовления зубчатых колес может быть использован для изготовления зубчатых колес из труднообрабатываемых механически материалов или предварительно термообработанных заготовок.
Способ изготовления зубчатого колеса, характеризующийся тем, что вначале осуществляют электроэрозионную обработку заготовки, при которой формируют требуемый профиль зубчатого колеса, а после путем его электрохимической обработки обеспечивают требуемые параметры поверхности, при этом электроэрозионную обработку заготовки осуществляют на проволочно-вырезном станке с числовым программным управлением, обеспечивающим по чертежу детали получение заданного профиля зубчатого колеса с припуском на последующую электрохимическую обработку, а затем осуществляют электрохимическую обработку полученного зубчатого колеса, при которой колесо вводят в зацепление с электрод-инструментом и по вольтметру осуществляют проверку отсутствия короткого замыкания, после чего включают вращение шпинделя и повторно проверяют отсутствие короткого замыкания, затем подают на одну из электродных поверхностей электролит со скоростью истечения из сопла, равной окружной скорости взаимообкатываемых электродных поверхностей, подают напряжение на электроды и производят обработку зубчатого колеса в течение времени t с вращением сначала в одну сторону, после чего включают вращение в противоположную сторону и производят обработку зубчатого колеса в течение такого же периода времени t.
Способ газификации жидкого ракетного топлива в баке ракеты и устройство для его реализации
Антифрикционный полимерный композиционный материал
Способ пуска двигателя внутреннего сгорания при низких температурах и устройство для его осуществления
Газовый датчик
Полупроводниковый газоанализатор
Пневматическая пружина
Устройство для профилактики гнойно-септических осложнений
Полупроводниковый газовый датчик
Поршневая расширительная машина
Способ оценки эффективности смазочно-охлаждающей жидкости (сож), используемой при резании материала
Способ газификации жидкого ракетного топлива в баке ракеты и устройство для его реализации
Антифрикционный полимерный композиционный материал
Способ пуска двигателя внутреннего сгорания при низких температурах и устройство для его осуществления
Газовый датчик
Полупроводниковый газоанализатор
Пневматическая пружина
Устройство для профилактики гнойно-септических осложнений
Полупроводниковый газовый датчик
Поршневая расширительная машина
Способ оценки эффективности смазочно-охлаждающей жидкости (сож), используемой при резании материала

