Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ НАГРЕВОМ ЗАГОТОВОК В ПРОХОДНОЙ ИНДУКЦИОННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к индукционным печам с механическим перемещением нагреваемых заготовок в печи при помощи толкающего устройства и может быть использовано в печах методического действия.
Известно устройство для транспортирования заготовок в проходной нагревательной печи, перемещение которых происходит под действием толкателя при загрузке очередной заготовки в печь и одновременной выдачи нагретой заготовки из печи (Авторское свидетельство №225896. Механизм передвижения термопары. Опубл. 05.09.1968 г.). Заготовка, подаваемая из печи, отводит термопару, сжимая пружину, клещи захватывают заготовку, и каретка устройства вместе с заготовкой отходит от печи, выгружая нагретую заготовку на транспортное устройство.
Недостатком известного устройства для выгрузки нагретых заготовок из проходной нагревательной печи является сложность конструкции клещевого механизма захвата заготовки, расположенного вместе с механизмом подпружиненной термопары на подвижной каретке, а также необходимость настройки положения упора реечного механизма передвижения термопары в зависимости от заглубления переднего торца заготовки со стороны ее выгрузки из печи, чтобы предотвратить повреждение термопары.
Известно также устройство управления нагревом заготовок в проходной индукционной нагревательной печи с толкателем для дискретного поступательного перемещения заготовок в печи от зоны загрузки к зоне выгрузки и приводным транспортным рольгангом в зоне выгрузки заготовок, содержащее подпружиненную подвижную термопару, установленную на приводной каретке для замера температуры нагретой заготовки перед выгрузкой из печи (Ерманок М.З., Фейгин В.И., Сухоруков Н.А. Прессование профилей из алюминиевых сплавов. С. 153…154. М.: Металлургия, 1977. 264 с.) - прототип.
Недостатком известного устройства является неравномерность и отсутствие стабильности нагрева заготовок вследствие колебаний величины их заглубления со стороны выгрузки из печи, что влияет на подстуживание передних торцов заготовок из-за искажений магнитного поля на торце индуктора. Причиной изменения заглубления заготовок в индукторе, величина которого задается в зависимости от их диаметра, являются обусловленные допусками отклонения по длине заготовок, которые суммируются при повторяющихся циклах загрузки-выгрузки и не учитываются величиной хода толкателя. По этой же причине снижается точность замера температуры нагретой заготовки, так как компенсация изменений расстояния между торцом заготовки и термопарой при постоянном ходе каретки требует применения пружины с увеличенным ходом деформации, что меняет усилие прижатия при контакте и влияет на условие теплопередачи.
Задачей устройства для управления нагревом заготовок в проходной индукционной нагревательной печи является снижение до минимума неравномерности их нагрева и получение стабильного распределения температуры за счет обеспечения постоянной заданной величины заглубления заготовок в индукторе со стороны выгрузки из печи независимо от колебаний их длины при помощи системы управления транспортированием заготовок, включающей датчики регистрации перемещений толкателя и приводной каретки с термопарой, закрепленный на приводной каретке датчик ограничения ее хода при контакте термопары с торцом нагретой заготовки в печи и блок формирования управляющей команды, выполненный с возможностью корректировки каждого хода толкателя при загрузке-выгрузке очередной заготовки на регистрируемую датчиком ограничения хода каретки величину фактического отклонения ее хода относительно заданного регулируемого заглубления нагретой заготовки в печи, при этом одновременно повышается точность измерения температуры нагретой заготовки за счет фиксированной деформации пружины термопары при контакте с торцом нагретой заготовки, благодаря чему усилие ее прижатия всегда остается постоянным и сохраняются стабильными условия теплопередачи между термопарой и заготовкой.
Поставленная задача решается устройством для управления нагревом заготовок в проходной индукционной нагревательной печи с толкателем для дискретного поступательного перемещения заготовок в печи от зоны загрузки к зоне выгрузки и приводным транспортным рольгангом в зоне выгрузки заготовок, содержащим подпружиненную подвижную термопару, установленную на приводной каретке для замера температуры нагретой заготовки перед выгрузкой из печи, которое в отличие от прототипа снабжено системой управления транспортированием заготовок, включающей датчики регистрации перемещений толкателя и приводной каретки с термопарой, закрепленный на подвижной каретке датчик ограничения ее хода при контакте термопары с торцом нагретой заготовки в печи и фиксированном сжатии пружины и блок формирования управляющей команды, выполненный с возможностью корректировки каждого хода толкателя при загрузке-выгрузке очередной заготовки на регистрируемую датчиком ограничения хода каретки величину фактического отклонения ее хода относительно заданного регулируемого заглубления нагретой заготовки в печи.
Предлагаемое устройство для управления нагревом заготовок в проходной индукционной нагревательной печи за счет оснащения системой управления транспортированием заготовок, включающей датчики регистрации перемещений толкателя и приводной каретки с термопарой, позволяет контролировать положение и устанавливать величину хода толкателя при загрузке заготовок в печь соответственно их длине и заданному регулируемому заглублению переднего торца со стороны выгрузки из печи, а также посредством закрепленного на приводной каретке датчика ограничения ее хода при контакте термопары с торцом нагретой заготовки перед ее выгрузкой из печи и фиксированном сжатии пружины определять величину фактического хода каретки, соответствующую истинному заглублению нагретой заготовки в печи, которое отличается от заданного вследствие колебаний длин заготовок.
Система управления транспортированием заготовок предлагаемого устройства на основе сравнения фактического и заданного ходов каретки при измерении температуры заготовки обеспечивает за счет применения блока формирования управляющих команд корректировку каждого хода толкателя при загрузке-выгрузке очередной заготовки на величину фактического отклонения хода каретки относительно заданного. Таким образом, в ход толкателя регулярно вносятся поправки, и не происходит накопления погрешностей от колебаний длин заготовок, влияющих на величину заглубления нагретой заготовки в печи.
Фиксированное сжатие пружины термопары при ее перемещении от контакта с торцом нагретой заготовки до срабатывания датчика ограничения хода приводной каретки, на которой закреплена термопара, исключает погрешности хода каретки при определении фактического заглубления нагретой заготовки в печи, а также обеспечивает постоянство усилия прижатия термопары к торцу заготовки, что повышает точность и стабильность измерения температуры.
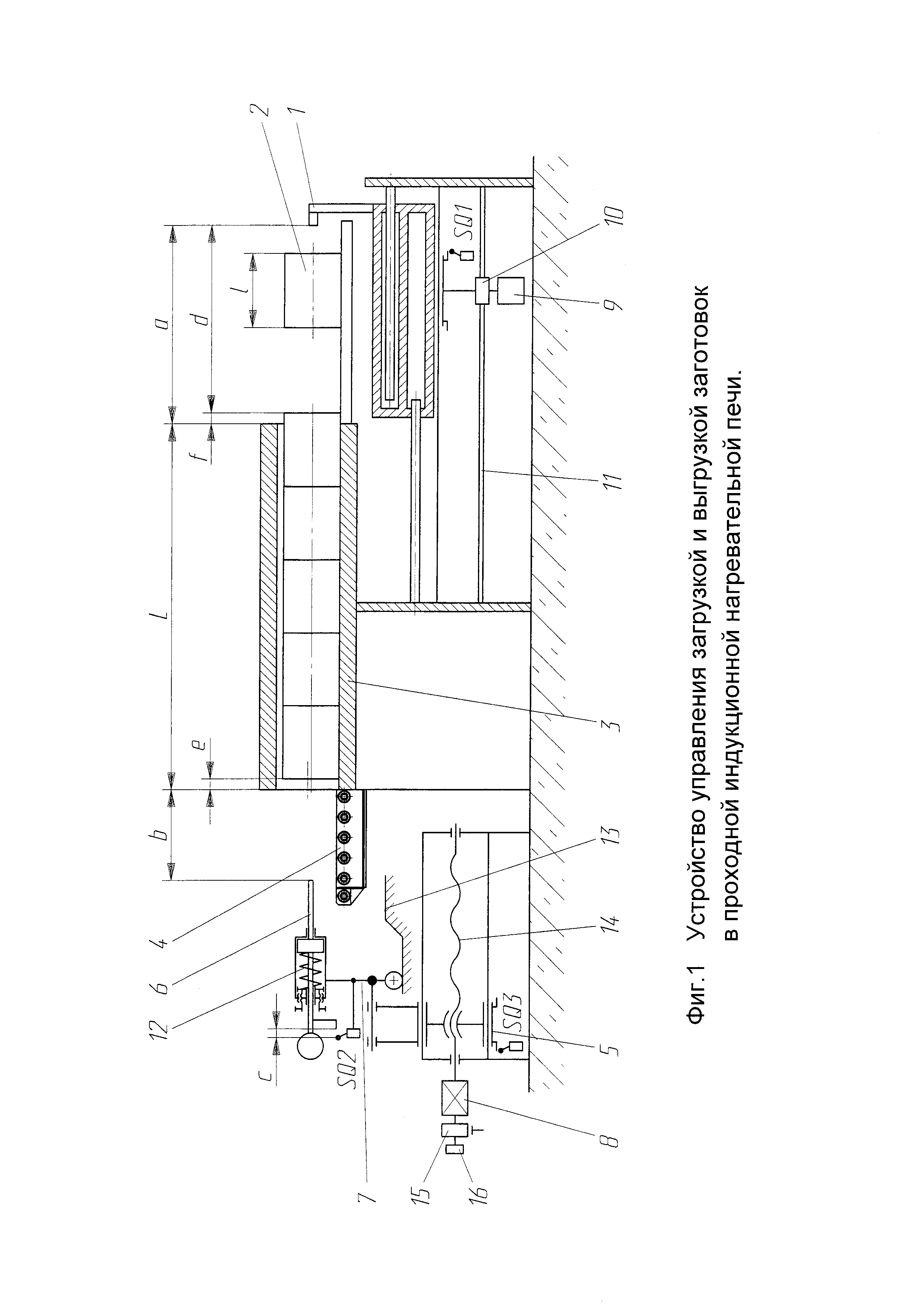
Предлагаемое техническое решение поясняется чертежом, где на фиг. 1 изображена кинематическая схема устройства для управления нагревом заготовок в проходной индукционной нагревательной печи.
Устройство состоит из толкателя 1 с гидравлическим приводом, имеющего полный ход до заднего торца печи а и предназначенного для загрузки заготовок 2 длиной l в проходную индукционную печь 3 длиной L, приводного рольганга выгрузки 4 и каретки 5 с термопарой 6 на поворотной державке 7 и приводом перемещения 8. Расстояние от термопары до переднего торца печи b.
Система управления перемещением толкателя снабжена соединенным с ним, например, импульсным датчиком 9, взаимодействующим через шестерню 10 с рейкой 11, расположенной вдоль всего хода толкателя. Крайнее исходное положение толкателя фиксирует конечный выключатель SQ1.
Термопара, смонтированная в корпусе державки с возможностью продольного перемещения, находится под действием пружины 12, величину сжатия которой с при измерении температуры фиксирует закрепленный на державке конечный выключатель SQ2, ограничивающий ход каретки 5 при упоре термопары в торец нагретой заготовки. Крайнее исходное положение каретки, при котором термопара посредством кулачка 13 поворота державки отведена с оси печи для выгрузки нагретой заготовки, фиксирует конечный выключатель SQ3. Система управления перемещением каретки содержит, например, электромеханический привод с шариковинтовой передачей 14, тормозом 15 и импульсный датчик 16, который служит для определения величины фактического хода каретки до торца нагретой заготовки при измерении ее температуры.
Блок формирования управляющей команды (на фиг. 1 не показан) в системе управления транспортированием заготовок предлагаемого устройства служит для сравнения фактического хода каретки при измерении температуры заготовки по показаниям импульсного датчика 16 с заданным расстоянием от исходного положения термопары до торца нагретого слитка с учетом фиксированного сжатия пружины термопары для последующей корректировки хода толкателя.
Устройство для управления нагревом заготовок в проходной индукционной нагревательной печи работает следующим образом.
В исходном положении толкатель 1 находится в крайнем заднем положении, нажат SQ1, каретка 5 с термопарой 6 занимает крайнее переднее положение, нажат SQ3, термопара под действием пружины 12 сдвинута от конечного выключателя SQ2 в сторону печи на расстояние с.
Перед загрузкой заготовок 2 длиной l в печь 3 длиной L устанавливают величину d рабочего хода толкателя 1 исходя из заданной величины е заглубления торца передней заготовки в печи по формуле:
d=а-ƒ,
где ƒ=n·l+е-L - длина выступающего из печи конца задней заготовки;
n - количество одновременно нагреваемых заготовок одинаковой номинальной длины.
Полученное значение рабочего хода толкателя система управления транспортированием заготовок преобразует в соответствующее количество импульсов датчика 9, по числу которых регистрируется перемещение толкателя от крайнего заднего положения при загрузке очередной заготовки в печь.
Подобным образом ход каретки с термопарой для замера температуры на торце находящейся в печи заготовки, равный c+b+е, преобразуется в соответствующее количество импульсов датчика 16, по числу которых регистрируется расчетное перемещение каретки от крайнего переднего положения и определяется величина базового заглубления торца передней заготовки е в печи.
После загрузки индукционной печи заготовками и включения системы нагрева каретку 5 с термопарой 6 для замера температуры перемещают к печи до упора термопары в торец передней заготовки. Остановка каретки происходит после сжатия пружины 12 на величину с и включения конечного выключателя SQ2. При этом фактическое расстояние, пройденное кареткой, регистрируется в системе управления и сравнивается с расчетным значением. В случае обнаружения разницы ±Δ между ними, блок сравнения формирует команду, которая корректирует ход толкателя при загрузке-выгрузке очередной заготовки на ту же величину.
После отвода каретки с термопарой в исходное положение толкатель совершает рабочий ход d1=a-ƒ+Δ, который компенсирует влияние суммарной погрешности по длине ранее загруженных в печь заготовок, но не учитывает отклонение по длине очередной загружаемой заготовки. В результате величина заглубления следующей нагретой заготовки становится ближе к расчетному значению, так как зависит от отклонений по длине только одной заготовки, которые к тому же могут иметь разнонаправленные значения.
В дальнейшем при загрузке в печь очередных заготовок величина заглубления нагретой заготовки будет колебаться в пределах допуска по длине одной заготовки, что является допустимым.
Предлагаемое устройство для управления нагревом заготовок в проходной индукционной нагревательной печи было опробовано при нагреве опытной партии заготовок из алюминиевого сплава АД1 диаметром 300 мм и длиной  . Длина печи 4300 мм.
. Длина печи 4300 мм.
Температура нагрева 360+20°C. Измерение температуры заготовок производилось термопарой ТХАУ-205Н с показателем тепловой инерции 6 сек при величине заглубления заготовки в индукторе 120 мм. Фактическое отклонение температуры на торце заготовки не превышало ±10°C.
Устройство для управления нагревом заготовок в проходной индукционной нагревательной печи с толкателем для дискретного поступательного перемещения заготовок в печи от зоны загрузки к зоне выгрузки и приводным транспортным рольгангом в зоне выгрузки заготовок, содержащее подпружиненную подвижную термопару, установленную на приводной каретке для замера температуры нагретой заготовки перед выгрузкой из печи, отличающееся тем, что оно снабжено системой управления транспортированием заготовок, включающей датчики регистрации перемещений толкателя и приводной каретки с термопарой, закрепленный на приводной каретке датчик ограничения ее хода при контакте термопары с торцом нагретой заготовки в печи и фиксированном сжатии пружины и блок формирования управляющей команды, выполненный с возможностью корректировки каждого хода толкателя при загрузке-выгрузке очередной заготовки на регистрируемую датчиком ограничения хода каретки величину фактического отклонения ее хода относительно заданного регулируемого заглубления нагретой заготовки в печи.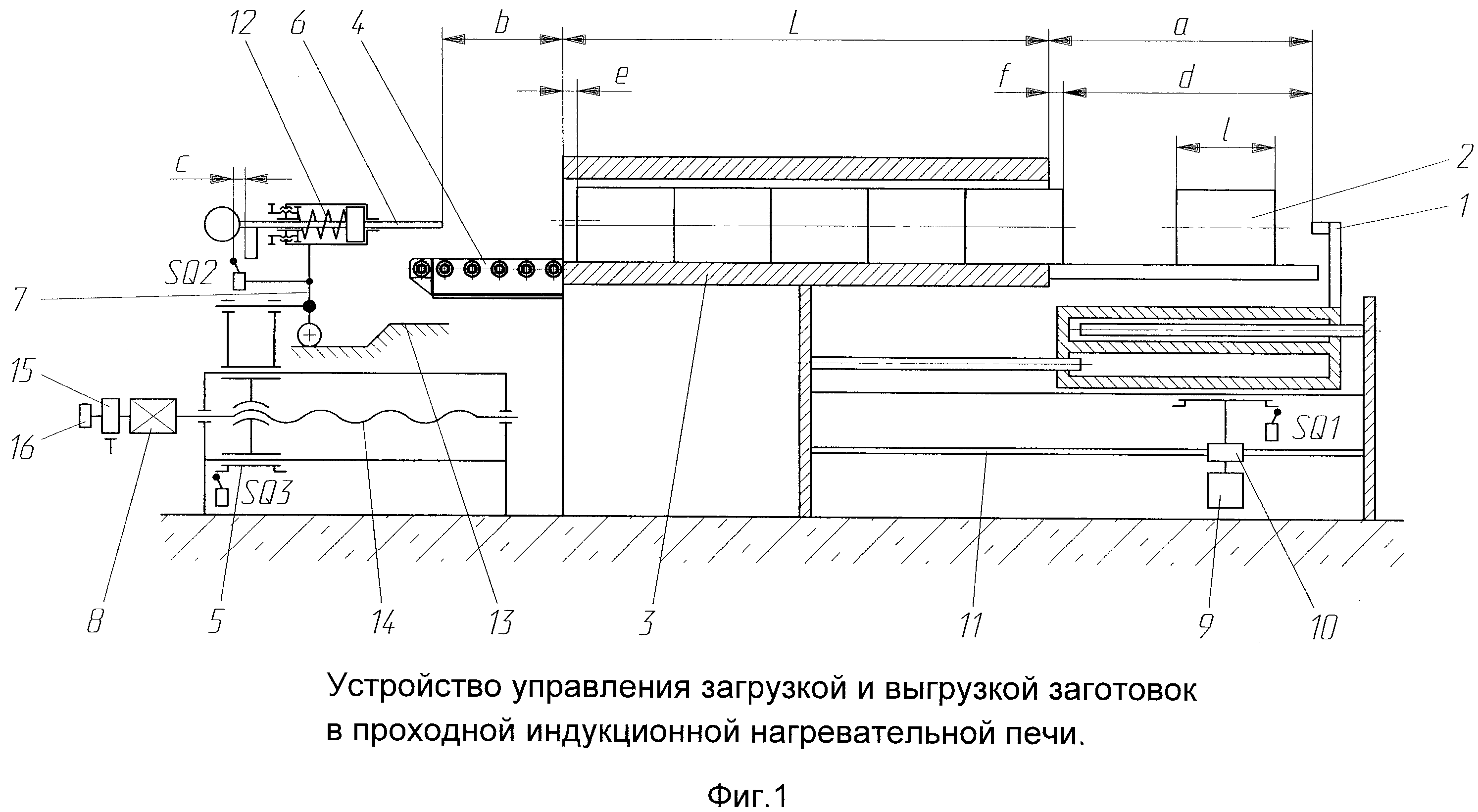
Способ получения сварных конструкций из литых деталей алюминиевых сплавов
Способ внепечного модифицирования алюминиевых сплавов
Способ изготовления труб из труднодеформируемых металлов
Способ прессования труб из магниевых гранул
Анод химического источника тока и способ его изготовления
Способ производства листов из термически упрочняемых алюминиевых сплавов, легированных скандием и цирконием
Способ получения гранул магния или магниевых сплавов
Способ изготовления тонкостенных труб из высокопрочных алюминиевых сплавов системы al-zn-mg-cu, легированных скандием и цирконием
Способ изготовления биметаллических листов и плит
Способ термической обработки заготовок дисков газотурбинных двигателей из жаропрочных сплавов на основе никеля
Способ получения сварных конструкций из литых деталей алюминиевых сплавов
Способ внепечного модифицирования алюминиевых сплавов
Способ изготовления труб из труднодеформируемых металлов
Способ прессования труб из магниевых гранул
Анод химического источника тока и способ его изготовления
Способ производства листов из термически упрочняемых алюминиевых сплавов, легированных скандием и цирконием
Способ получения гранул магния или магниевых сплавов
Способ изготовления тонкостенных труб из высокопрочных алюминиевых сплавов системы al-zn-mg-cu, легированных скандием и цирконием
Способ изготовления биметаллических листов и плит
Способ термической обработки заготовок дисков газотурбинных двигателей из жаропрочных сплавов на основе никеля

