Результат интеллектуальной деятельности: ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ С РАВНООСНОЙ СТРУКТУРОЙ ИНТЕГРАЛЬНЫХ КОЛЕС И РАБОЧИХ ЛОПАТОК
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к литейным коррозионностойким жаропрочным сплавам (КЖС) на основе никеля, и может быть использовано для изготовления литьем изделий с равноосной структурой, работающих в агрессивных средах при температурах 600-800°С, например интегральных колес и лопаток турбокомпрессоров (ТКР) турбонаддува дизелей, а также рабочих лопаток горячего тракта.
Рассматриваемая группа КЖС имеет специфику, связанную с тем, что отлитые из них интегральные колеса и лопатки будут вращаться с очень высокими скоростями, поэтому плотность сплавов должна быть минимальной (~8,0 Т/м3) при обеспечении повышенных прочностных характеристик.
Так как колеса ТКР необходимо соединять с валом сваркой трением, то, как показала практика, в сплаве должно быть молибдена ≥4,0 мас. %. При том, что колеса ТКР работают при повышенных температурах (600-700°C) в условиях агрессивного дизельного топлива (содержащего серу, ванадий и др.), а тот же молибден резко снижает сопротивление сплавов коррозионным воздействиям, но определяет повышенные характеристики жаропрочности.
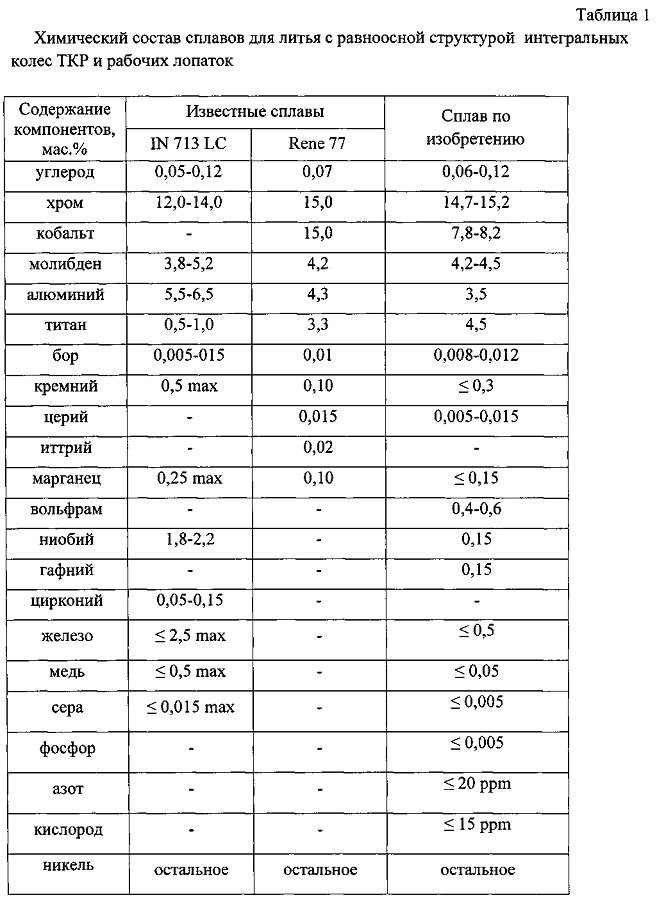
Известен жаропрочный сплав IN713LC на основе никеля для литья интегральных колес и лопаток с равноосной структурой ТКР дизелей, содержащий углерод, хром, молибден, бор, алюминий, титан, цирконий, ниобий, марганец, кремний, железо, медь и серу при следующем соотношении компонентов, мас. %: углерод 0,05-0,12, хром 12,0-14,0, молибден 3,8-5,2, бор 0,005-015, алюминий 5,5-6,5, титан 0,5-1,0, цирконий 0,05-0,15, ниобий 1,8-2,2, марганец ≤0,25, кремний ≤0,5, железо ≤2,5, медь ≤0,5, сера ≤0,015, никель остальное.
(сб. Superalloys, A Technical Guide, стр. 36, 1988)
Литые рабочие лопатки (РЛ) и интегральные колеса ТКР с равноосной структурой, изготовленные из известного сплава, имеют достаточно высокие значения жаропрочности в области рабочих температур 600-750°C и пониженную плотность (~8,0 Т/м3), но очень низкую коррозионную стойкость и, как следствие, невысокие значения термической усталости изделий из этого сплава. Более того, сплав имеет пониженную структурную стабильность (в нем выделяется ~4-5% охрупчивающей σ-фазы) и склонен к деформационному разупрочнению в процессе наработки. Оба этих фактора снижают пластичность сплава и, как следствие, приводят к понижению характеристик выносливости и преждевременному разрушению изделий.
Наиболее близким по технической сущности является жаропрочный сплав на основе никеля Rene 77 для литья с равноосной структурой интегральных колес ТКР и рабочих лопаток. Известный сплав содержит углерод, хром, кобальт, молибден, алюминий, титан, бор, кремний, церий, иттрий, марганец и никель, при следующем соотношении компонентов, мас. %: углерод 0,05-0,09, хром 14,0-15,5, кобальт 14,25-15,75, молибден 3,0-4,5, алюминий 4,0-4,6, титан 3,0-3,7, бор 0,01, кремний 0,10, церий 0,015, иттрий 0,02, марганец 0,10, никель остальное.
(сб. Superalloys, A Technical Guide, стр. 36, 1988)
Однако данный известный сплав при достаточно высоких показателях жаропрочности и пониженной плотности имеет умеренною коррозионную стойкость. Сплав имеет пониженную структурную стабильность на ресурс (в нем выделяется 3-4% охрупчивающей σ-фазы) и склонен к деформационному старению с значительным снижением пластичности, ограничивающему его применение для литья интегральных колес и рабочих лопаток с равноосной структурой, работающих при температурах 600-800°C.
Целью изобретения и его техническим результатом является сплав на основе никеля для литья с равноосной структурой интегральных колес и рабочих лопаток, обеспечивающий повышение длительной прочности в сочетании с высоким сопротивлением окислению и коррозионным воздействиям, повышение структурной стабильности на ресурс, обеспечение возможности сварки трением.
Технический результат достигается тем, что жаропрочный сплав на основе никеля для литья с равноосной структурой интегральных колес и рабочих лопаток содержит углерод, хром, кобальт, молибден, алюминий, титан, бор, кремний, церий, марганец, вольфрам, ниобий, гафний, железо, медь, серу, фосфор, азот, кислород и никель при следующем соотношении компонентов, мас. %:
|
причем суммарное содержание ниобия и гафния составляет ≤0,4 мас. %, а суммарное содержание алюминий и титана - 7,4-8,0 мас. % при отношении содержания титана к содержанию алюминия ≥1,27.
Ограничение содержания в сплаве железа, меди, серы, фосфора, азота и кислорода приводит к повышению пластичности сплава, притом что количество упрочняющей γ'-фазы (Ni3Al) в сплаве по изобретению составляет 44-47 ат. %, обеспечивает высокий и стабильный уровень служебных характеристик, например жаропрочность около 450 МПа за 103 часов при 760°C.
Оптимальное содержание молибдена, вольфрама и ограничение суммарного содержания алюминий и титана в диапазоне 7,4-8,0 мас. % при отношении содержания титана к содержанию алюминия ≥1,27 дает повышенную жаропрочность литого сплава, обеспечивает возможность сварки трением интегрального колеса и вала. Дальнейшее увеличение суммарного содержания алюминия, титана и вольфрама вызывает значительный рост температуры растворения γ'-фазы (Сольвус Тγ') и снижение технологических показателей литого изделия. Кроме того, высокая величина отношения содержания титана к содержанию алюминия ≥1,27 в сочетании с высоким содержанием хрома, присутствием редкоземельного металла церия, а также кремния и марганца способствует повышению коррозионной стойкости предлагаемого сплава.
Гафний и ниобий при их суммарном содержании ≤0,4 мас. % обеспечивают оптимальную морфологию карбидов и достаточную высокую пластичность литого сплава на длительный ресурс.
При этом заявленные концентрации и соотношения компонентов в сплаве исключают в процессе наработки появление охрупчивающих фаз и ограничивают выделение неравновесной эвтектической γ'-фазы, что обеспечивает заметное снижение объема газо-усадочной пористости и повышает устойчивость изделия к образованию трещин при литье и в процессе наработки.
Для получения интегральных колес ТКР и литых рабочих лопаток из сплава по изобретению используют известные способы и устройства для литья турбинных лопаток из жаропрочных сплавов с равноосной структурой.
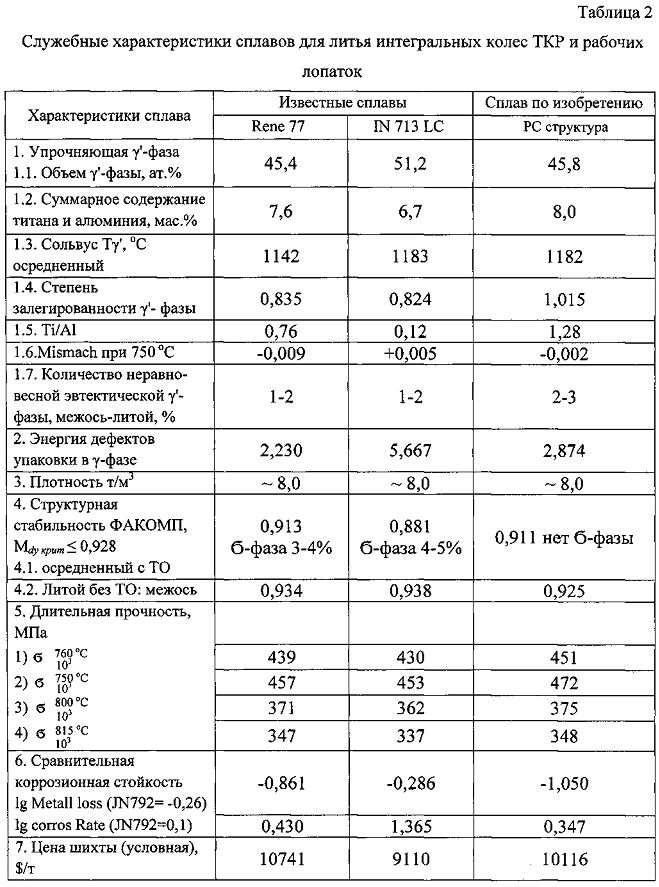
Достижение поставленного технического результата можно проиллюстрировать данными из таблиц 1 и 2.
Служебные характеристики сравниваемых сплавов были оценены с использованием известной методики ФАКОМП и других известных методик расчета свойств жаропрочного сплава на основе никеля по его химическому составу. Известные методики позволяют с высокой степенью достоверности оценить структурную стабильность сплава на ресурс (образование охрупчивающих фаз), склонность к выделению в литом состоянии неравновесных эвтектических фаз, на месте которых при термообработке в литых изделиях образуются поры и трещины, характеристики длительной прочности, критические точки сплава и другие его физико-механические свойства.
(H. Harada и др., Сб. Superalloys, 1988; p.p. 733-742; H. Harada и др., Сб. Superalloys, 2000; p.p. 729-736; H. Harada, Сб. Alloys Design for Nickel-base Superalloys, 1982, p.p. 721-735)
Из представленных данных видно, что сплав по изобретению на ≈5% превосходит прототип по жаропрочности при рабочих температурах 600-700°C и в 1,2 раза превосходит известный сплав по коррозионной стойкости.
Предлагаемый сплав в процессе наработки не склонен к деформационному старению, снижению пластичности и в нем не прогнозируется выпадение охрупчивающих фаз.
Достигаемое повышенное сопротивление агрессивным воздействиям среды предлагаемого сплава (по сравнению с известным аналогом) позволяют увеличить эксплуатационную надежность и срок службы изделий и, как следствие, приводит к снижению годовой потребности в металле.
Способ производства бесшовных горячекатаных труб размером 550×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 245×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава - эшп стали марки 10х9мбф-ш
Способ производства бесшовных труб размером 465×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 630×28-32×4800-5500 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ производства бесшовных труб размером 273×9-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10x9мфб-ш
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 219×8-50 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения отливки лопатки газовой турбины с направленной и монокристаллической структурой
Способ производства бесшовных труб размером 245×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава - эшп стали марки 10х9мбф-ш
Способ производства бесшовных труб размером 465×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 630×28-32×4800-5500 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ производства бесшовных труб размером 273×9-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10x9мфб-ш
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 219×8-50 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения отливки лопатки газовой турбины с направленной и монокристаллической структурой
Способ производства бесшовных труб размером 273×9-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш

