Результат интеллектуальной деятельности: ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ МНОГОСЛОЙНЫЙ БОКОВОЙ ШОВ, И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к впитывающему изделию, такому как подгузник типа трусов, гигиенические трусы или предмет одежды, используемый при недержании, при этом указанное изделие имеет многослойный боковой шов. Кроме того, настоящее изобретение относится к способу изготовления такого впитывающего изделия.
УРОВЕНЬ ТЕХНИКИ
В данном контексте термин «впитывающее изделие» относится к изделиям, которые размещают у кожи носителя для поглощения и удерживания экссудатов организма, подобных моче, фекалиям и менструальной текучей среде. Настоящее изобретение относится главным образом к впитывающим изделиям одноразового использования, что означает изделия, которые не предназначены для стирки или восстановления исходного состояния иным образом, или повторного использования в качестве впитывающего изделия после использования.
Предполагается, что впитывающие изделия, подобные подгузникам типа трусов, гигиеническим трусам или предметам одежды, используемым при недержании, должны обеспечивать удобное прилегание к носителю. Для впитывающих изделий типа трусов также желательно, чтобы данные изделия были выполнены с возможностью их натягивания вверх и стягивания вниз по бедрам носителя, чтобы дать возможность носителю или лицу, осуществляющему уход, легко надеть и снять изделие, когда оно запачкается. Также существует требование, заключающееся в том, что данные изделия должны быть мягкими и похожими на текстильный материал. Гигиенические трусы, в особенности предназначенные для взрослых пользователей, должны быть незаметными, и они не должны быть объемными, по меньшей мере, в зонах вне реального впитывающего элемента.
Поскольку данные изделия представляют собой изделия одноразового использования, аспект, связанный с затратами, имеет очень важное значение. По соображениям, связанным с затратами, включенные слои материалов должны быть как можно более тонкими. В то же время должны выполняться требования по качеству и прочности. Более точно, подобные изделия должны сочетать характеристики комфортности и хорошей посадки для пользователя с прочностью с тем, чтобы изделие было удобным для ношения при одновременном сохранении его целостности при его надевании и во время использования. Гигиенические трусы, такие как подгузник-трусы, само собой разумеется, должны обладать износостойкостью во время использования. Гигиенические трусы подвергаются воздействию значительных напряжений при их надевании. Те зоны, которые в наибольшей степени подвергаются воздействию напряжений и в которых наиболее вероятно возникновение разрывов, представляют собой те зоны, в которых составные элементы впитывающего изделия соединены вместе, то есть швы изделия. Например, боковые швы образуют посредством соединения соответствующих слоев передней и задней частей подгузника. Данные швы обычно образуют сваркой. Гигиенические трусы растягиваются при их натягивании по бедрам пользователей, и указанные швы подвергаются воздействию больших напряжений.
Гигиенические трусы упомянутого вначале типа обычно имеют покрывающий элемент в виде эластичного ламината, состоящего из эластичной пленки, размещенной между двумя слоями нетканого материала. На прочность швов, представляющих собой сварные швы на эластичном ламинате данного типа, влияют свойства материалов и структура ламината. Одной задачей эластичных покрывающих элементов в виде эластичной пленки, размещенной между двумя слоями нетканого материала, является придание покрывающему элементу оптимальных эластичных свойств одновременно с приданием покрывающему элементу мягкости на ощупь, свойственной текстильному материалу, посредством волокон в данных слоях нетканого материала. Следовательно, структура ламината должна быть выполнена такой, чтобы слои нетканого материала не мешали заданному эластичному растягиванию покрывающего элемента.
В международной заявке WO 2006/093444 А1 раскрыты гигиенические трусы одноразового использования, содержащие эластичный рулонный материал, в которых боковые края (боковые швы), которые соединяют переднюю и заднюю части изделия, сварены и упрочнены посредством полосок нетканого материала.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача, лежащая в основе изобретения, состоит в разработке впитывающего изделия, которое может быть изготовлено простым и экономичным образом при одновременном обеспечении заданной прочности и ощущения мягкого текстильного материала, а также в разработке соответствующего способа изготовления.
Вышеуказанная задача решается посредством впитывающего изделия, такого как подгузник-трусы, гигиенические трусы или трусы, используемые при недержании, имеющего признаки пункта 1 формулы изобретения.
Изделие содержит переднюю часть, заднюю часть и промежностную часть. Боковые участки передней части и задней части наложены друг на друга так, что их внутренние поверхности обращены друг к другу, и соединены друг с другом вдоль боковых швов, проходящих в продольном направлении изделия. В соответствии с изобретением боковые участки передней части и/или задней части включают в себя, по меньшей мере, один слой нетканого материала, который усилен в зоне, по меньшей мере, одного из боковых швов.
В изделии по изобретению требуемая прочность шва обеспечивается за счет усиления слоя нетканого материала в зоне (-ах) бокового (-ых) шва (швов). Следовательно, слой нетканого материала как таковой необязательно должен иметь граммаж, который обеспечивает прочность шва уже как один слой. Уменьшенный граммаж слоя нетканого материала приводит к снижению затрат, и уменьшенный граммаж слоя нетканого материала также приводит к получению изделия, более мягкого на ощупь.
Предпочтительные возможные признаки впитывающего изделия приведены в зависимых пунктах формулы изобретения на изделие.
Существуют несколько разных возможностей усиления/упрочнения, по меньшей мере, одного слоя нетканого материала в соответствии с настоящим изобретением. Например, впитывающее изделие может включать в себя, по меньшей мере, один дополнительный слой нетканого материала, продолжающийся, по меньшей мере, в зоне бокового шва. Предпочтительным способом получения данного, по меньшей мере, одного дополнительного слоя материала является сгибание слоя нетканого материала боковых участков передней части и задней части на него самого. Тем не менее, дополнительный слой материала также может быть обеспечен посредством добавления отдельной полоски нетканого материала в зоне бокового шва.
Для обеспечения дополнительного упрочнения бокового шва и/или для обеспечения возможности дополнительного уменьшения граммажа слоя нетканого материала впитывающее изделие может включать в себя, по меньшей мере, два дополнительных слоя материала, продолжающихся, по меньшей мере, в зоне бокового шва, которые получены посредством двукратного сгибания слоя нетканого материала боковых участков передней части и/или задней части на него самого.
Данный, по меньшей мере, один дополнительный слой материала предпочтительно предусмотрен на наружной поверхности данного, по меньшей мере, одного слоя нетканого материала. Поскольку в этом случае дополнительный слой материала окажется расположенным между слоем нетканого материала и, по меньшей мере, одним добавочным слоем материала, дополнительный слой материала не будет виден в готовом изделии, так что усиление слоя нетканого материала не будет сразу же видным в готовом изделии.
Другая возможность усиления данного, по меньшей мере, одного слоя нетканого материала заключается в выполнении указанного слоя с большим граммажем в зоне бокового шва. Вместо усиления слоя нетканого материала посредством добавления дополнительного слоя материала именно сам слой как таковой упрочнен за счет его утолщения. Часть слоя нетканого материала, имеющая больший граммаж, может составлять одно целое с остальной частью слоя нетканого материала, или она может представлять собой отдельную полоску, которая присоединена к краю существующего слоя нетканого материала. В альтернативном варианте или помимо увеличения граммажа прочность слоя нетканого материала, в частности прочность в поперечном направлении, может быть повышена в зоне бокового шва.
Боковые участки передней части и/или задней части подгузника часто включают в себя добавочные слои материалов помимо слоя нетканого материала. В соответствии с предпочтительным вариантом осуществления боковые участки передней и задней частей включают в себя ламинат, который образован данным, по меньшей мере, одним слоем нетканого материала и, по меньшей мере, одним добавочным слоем материала. В частности, ламинат может дополнительно включать в себя эластичную пленку и/или добавочный слой нетканого материала, который в этом случае предпочтительно представляет собой задний лист из нетканого материала. В соответствии с подходящей конструкцией ламинат включает в себя слой нетканого материала, эластичную пленку и добавочный слой нетканого материала (который предпочтительно представляет собой задний лист), которые соединены ламинированием в данном порядке, при этом слой нетканого материала будет обращен к телу носителя во время использования. Однако это представляет собой только один пример, и настоящее изобретение не ограничено определенным расположением или порядком слоев. Ламинат может также быть, например, образован только одним слоем нетканого материала и эластичной пленкой.
В соответствии с другим примером боковые участки передней части и/или задней части могут дополнительно включать в себя эластичную пленку, которая, тем не менее, не простирается в зоне (зонах), в которой (-ых) образован (-ы) боковой (-ые) шов (швы). В этом случае в зонах боковых швов боковые участки могут включать в себя только слои нетканого материала передней и задней частей, которые соединены друг с другом и которые усилены в зонах боковых швов в соответствии с настоящим изобретением. В качестве альтернативы каждая из передней части и задней части может иметь два слоя нетканого материала в зонах боковых швов, при этом один из данных слоев усилен в соответствии с настоящим изобретением.
Слой нетканого материала может представлять собой полотно для образования вертикальных сборок, в котором образованы вертикальные сборки. Слой нетканого материала также может представлять собой, например, верхний лист. В этой связи следует отметить, что в рамках настоящего изобретения слой нетканого материала представляет собой компонент боковых участков передней части и/или задней части изделия, но это не означает, что слой нетканого материала имеется исключительно на данных боковых участках. Слой нетканого материала также может представлять собой слой, который простирается через всю переднюю часть и/или заднюю часть подгузника. В случае изделий, которые имеют отдельные боковые панели, прикрепленные к основной части, и в которых данные боковые панели соединены посредством боковых швов, слой нетканого материала будет представлять собой компонент боковых панелей.
Вышеуказанная задача дополнительно решается посредством способа изготовления впитывающего изделия, такого как подгузник типа трусов, гигиенические трусы или предмет одежды, используемый при недержании, при этом способ включает признаки пункта 13 формулы изобретения.
Способ включает следующие этапы:
- выполнение заготовки для указанного изделия, при этом заготовка содержит переднюю часть, заднюю часть и промежностную часть между передней частью и задней частью, и
- наложение боковых участков передней части и задней части друг на друга так, чтобы их внутренние поверхности были обращены друг к другу, и соединение боковых участков передней части и задней части друг с другом вдоль боковых швов, проходящих в продольном направлении изделия,
при этом в соответствии с изобретением при наложении боковых участков друг на друга боковые участки передней части и/или задней части включают в себя, по меньшей мере, один слой нетканого материала, который был усилен заранее в зоне, в которой образуют, по меньшей мере, один из боковых швов.
Предпочтительные возможные признаки способа изготовления приведены в зависимых пунктах формулы изобретения на способ.
Усиление слоя нетканого материала может быть осуществлено, например, посредством выполнения изделия с, по меньшей мере, одним дополнительным слоем нетканого материала, который простирается, по меньшей мере, в зоне бокового шва.
В таком случае указанный, по меньшей мере, один дополнительный слой нетканого материала предпочтительно соединяют со слоем нетканого материала посредством ламинирования перед наложением боковых участков передней части и задней части друг на друга. Ламинирование дополнительного слоя может представлять собой только «слабое» ламинирование, поскольку оно должно обеспечить только то, что дополнительный слой не окажется смещенным от слоя нетканого материала во время дальнейшей обработки полотно материала. Это имеет место независимо от того, будут ли дополнительные слои материала получены посредством сгибания краев слоя нетканого материала или посредством включения отдельного слоя материала. Одним возможным способом осуществления данного ламинирования является термомеханическая сварка. Ламинирование может происходить, например, на том же этапе, на котором образуют вертикальные сборки, и посредством одного и того же способа скрепления: в том случае, если вертикальные сборки образуют термомеханической сваркой, дополнительный слой нетканого материала также присоединяют ламинированием к слою нетканого материала посредством термомеханической сварки.
Как уже было разъяснено выше в связи с изделием, одна возможность получения дополнительного слоя нетканого материала состоит в сгибании слоя нетканого материала боковых участков передней части и/или задней части на него самого. Сгибание слоя нетканого материала на него самого представляет собой простое средство упрочнения боковых швов для обеспечения требуемой прочности швов. Сгибание слоя нетканого материала представляет собой технологическую операцию, которая может быть легко реализована на существующих производственных линиях.
В способе по изобретению слой нетканого материала передней части и/или задней части предпочтительно сгибают на него самого вокруг линии сгиба, проходящей по существу в продольном направлении впитывающего изделия. Несмотря на то, что сгибание вокруг других линий сгиба, как правило, будет возможным, сгибание вокруг продольных линий сгиба представляет собой операцию, которую легко включить в технологический процесс, а также гарантирует то, что минимально возможное количество материала потребуется выбросить в качестве отходов/лоскута.
Для обеспечения дополнительного упрочнения бокового шва и/или для обеспечения возможности дополнительного уменьшения граммажа слоя нетканого материала слой нетканого материала боковых участков передней части и/или задней части может быть дважды загнут на него самого для усиления слоя нетканого материала передней части и/или задней части посредством двух дополнительных слоев материала в зоне бокового шва.
Для усиления слоя нетканого материала в соответствии с настоящим изобретением боковой шов может включать в себя, по меньшей мере, один дополнительный слой материала, который предусмотрен на стороне наружной поверхности данного, по меньшей мере, одного слоя нетканого материала. В таком случае дополнительный слой материала может быть образован сгибанием, как рассмотрено выше, или другим способом.
В альтернативном варианте или в качестве дополнения данный, по меньшей мере, один слой нетканого материала может быть усилен посредством выполнения данного слоя с большим граммажем и/или более высокой прочностью, в частности, прочностью (CD) в поперечном направлении, в зоне (-ах) бокового (-ых) шва (швов).
Способ может дополнительно включать этап выполнения боковых участков передней части и/или задней части с эластичной пленкой, которая, тем не менее, не простирается в зоне данного, по меньшей мере, одного бокового шва.
Одним подходящим способом образования боковых швов является ультразвуковая сварка.
При ультразвуковой сварке материалы, подлежащие свариванию вместе, подвергают механической обработке посредством перемещения конца консоли сварочной машины, предназначенной для ультразвуковой сварки, вверх и вниз, когда данная консоль находится в контакте с материалом, с частотой, которая находится в диапазоне ультразвуковых частот. Тепло выделяется в материале в результате внутреннего трения, создаваемого за счет данного процесса механической обработки, что вызывает расплавление материала в обработанной зоне, так что материалы, расположенные между консолью и противоположной опорой, будут расплавляться и сразу же сплавляться вместе. Естественно, количество тепла, выделяющегося в материалах, будет зависеть от степени, до которой материал подвергнут обработке, и если материал подвергнут обработке в чрезвычайно малой степени, соединение между материалами будет слабым или не будет существовать, в то время как в случае подвергания материала обработке до чрезмерной степени, материалы будут перфорированы.
Опоры часто состоят из выступов, которые выступают от поверхности держателя опоры для образования малой «поверхности контакта» между консолью и опорой, и энергия, подводимая сварочным устройством, концентрируется на малой площади. При сварке движущихся полотен материала опоры часто имеют соответствующую схему расположения выступов на цилиндре или барабане с рельефным рисунком.
Образование боковых швов посредством ультразвуковой сварки обеспечивает преимущества, заключающиеся в том, что швы становятся сравнительно мягкими и менее жесткими, чем в случае использования других способов соединения. Чем мягче шов, тем меньше вероятность того, что швы будут некомфортными для носителя.
В качестве альтернативы боковые швы могут быть, тем не менее, также образованы, например, посредством механической или термомеханической сварки.
В том случае, когда слой нетканого материала представляет собой полотно, образующий вертикальные сборки, способ будет дополнительно включать этап образования вертикальных сборок в слое нетканого материала.
В завершение, способ может дополнительно включать последующий этап отрезки частей наружных продольных краевых участков изделия за пределами боковых швов. Самые дальние от центра части слоев материала необходимы для манипулирования и направления материала во время отдельных этапов/операций технологического процесса, включая этап сварки. Однако после сварки самые дальние от центра части слоев материала могут быть отрезаны вдоль продольной линии реза, проходящей рядом с боковым швом, для получения в результате изделия с привлекательным внешним видом. Однако данный этап отрезки является только возможным/необязательным, и в зависимости от конкретного способа изготовления также не исключено, что можно будет обойтись без отрезки самых дальних от центра частей слоя материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
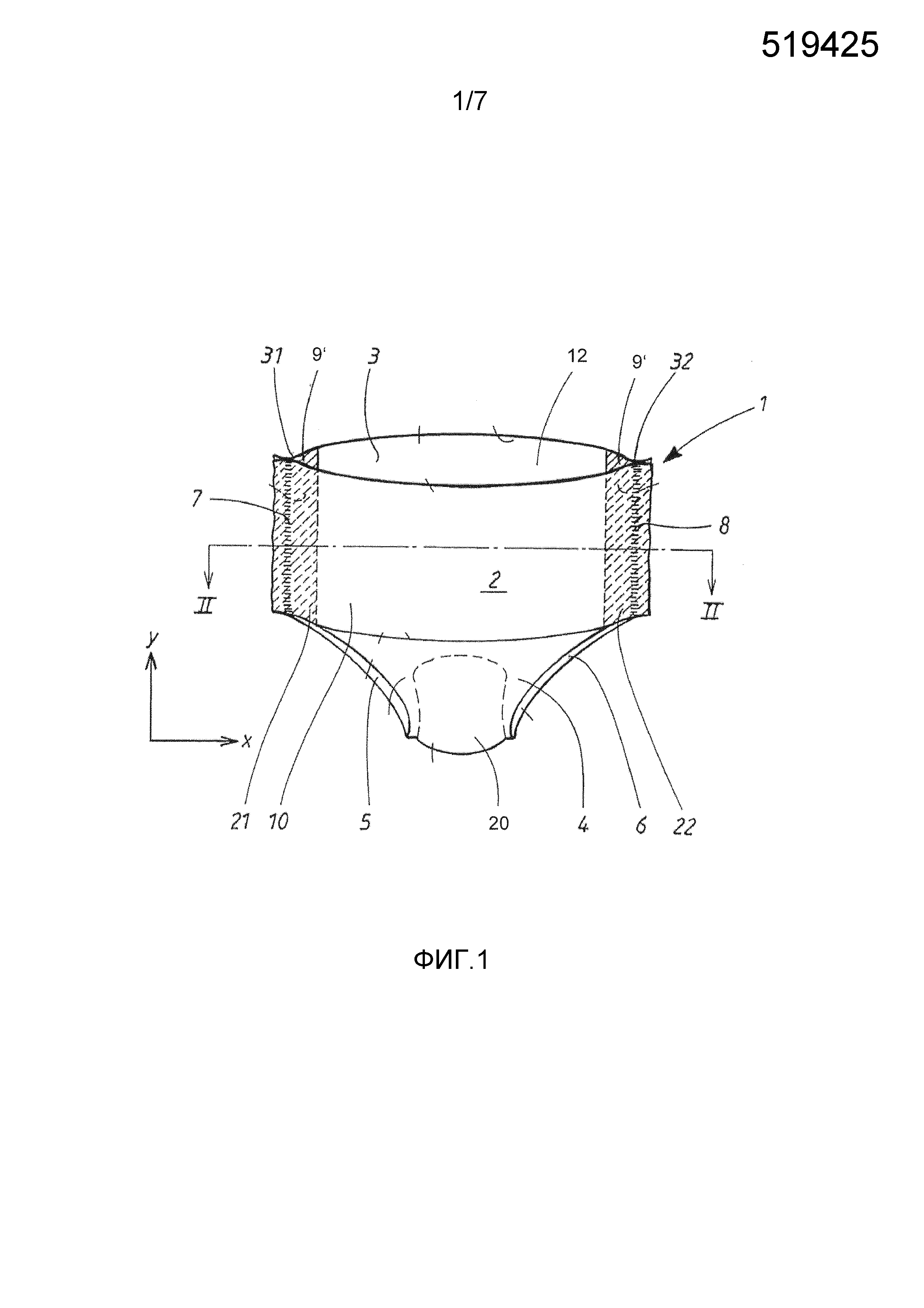
Фиг. 1 представляет собой вид в перспективе подгузника типа трусов в соответствии с настоящим изобретением, боковые участки которого образованы в соответствии с любым из вариантов осуществления, показанных на Фиг. 2b-12b.
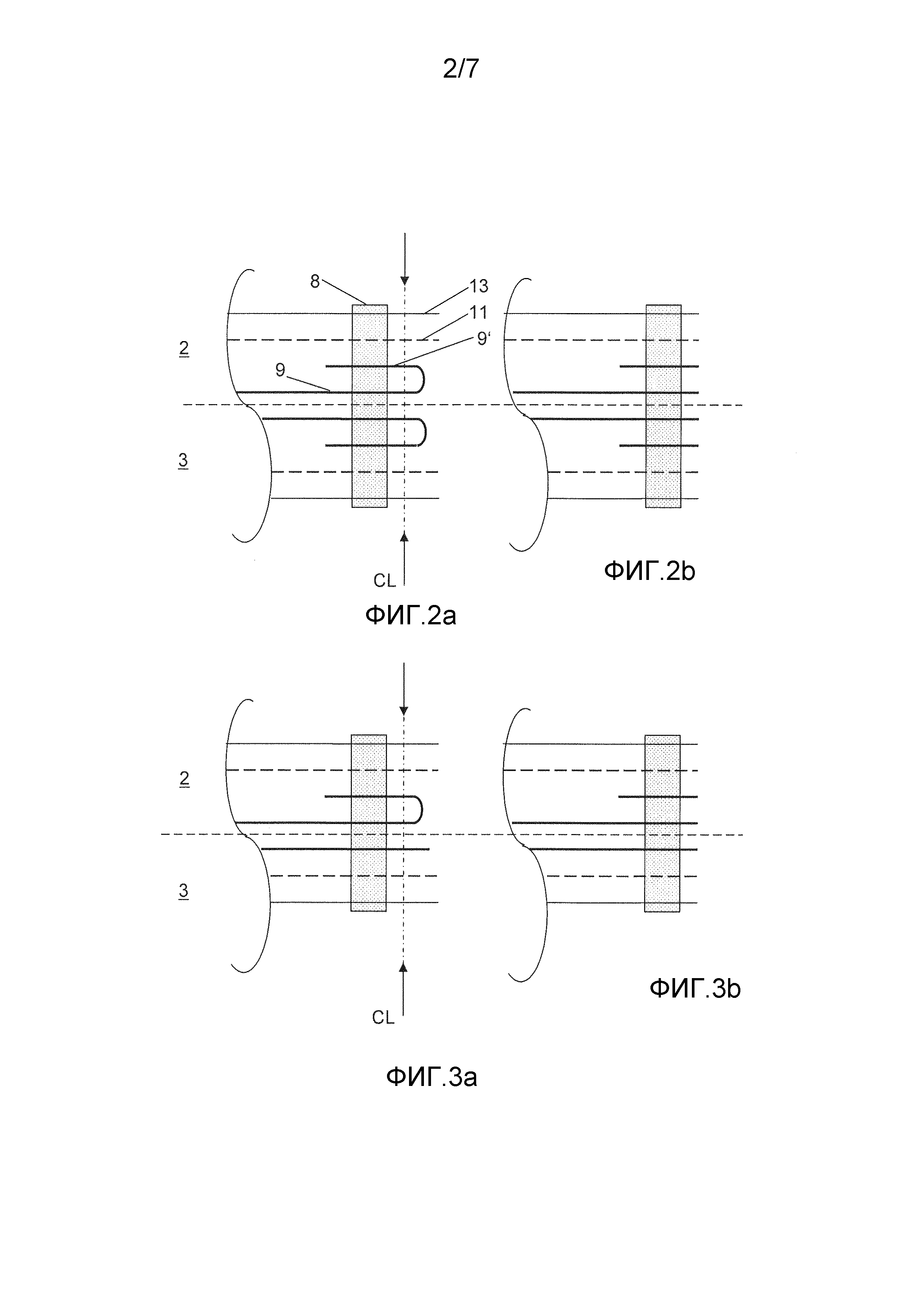
Фиг. 2а и 2b представляют собой сечения бокового участка впитывающего изделия в соответствии с первым вариантом осуществления настоящего изобретения, при этом Фиг. 2а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 2b показывает конечную конфигурацию бокового участка.
Фиг. 2а и 2b представляют собой сечения бокового участка впитывающего изделия в соответствии с первым вариантом осуществления настоящего изобретения, при этом Фиг. 2а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 2b показывает конечную конфигурацию бокового участка.
Фиг. 3а и 3b представляют собой сечения бокового участка впитывающего изделия в соответствии со вторым вариантом осуществления настоящего изобретения, при этом Фиг. 2а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 2b показывает конечную конфигурацию бокового участка.
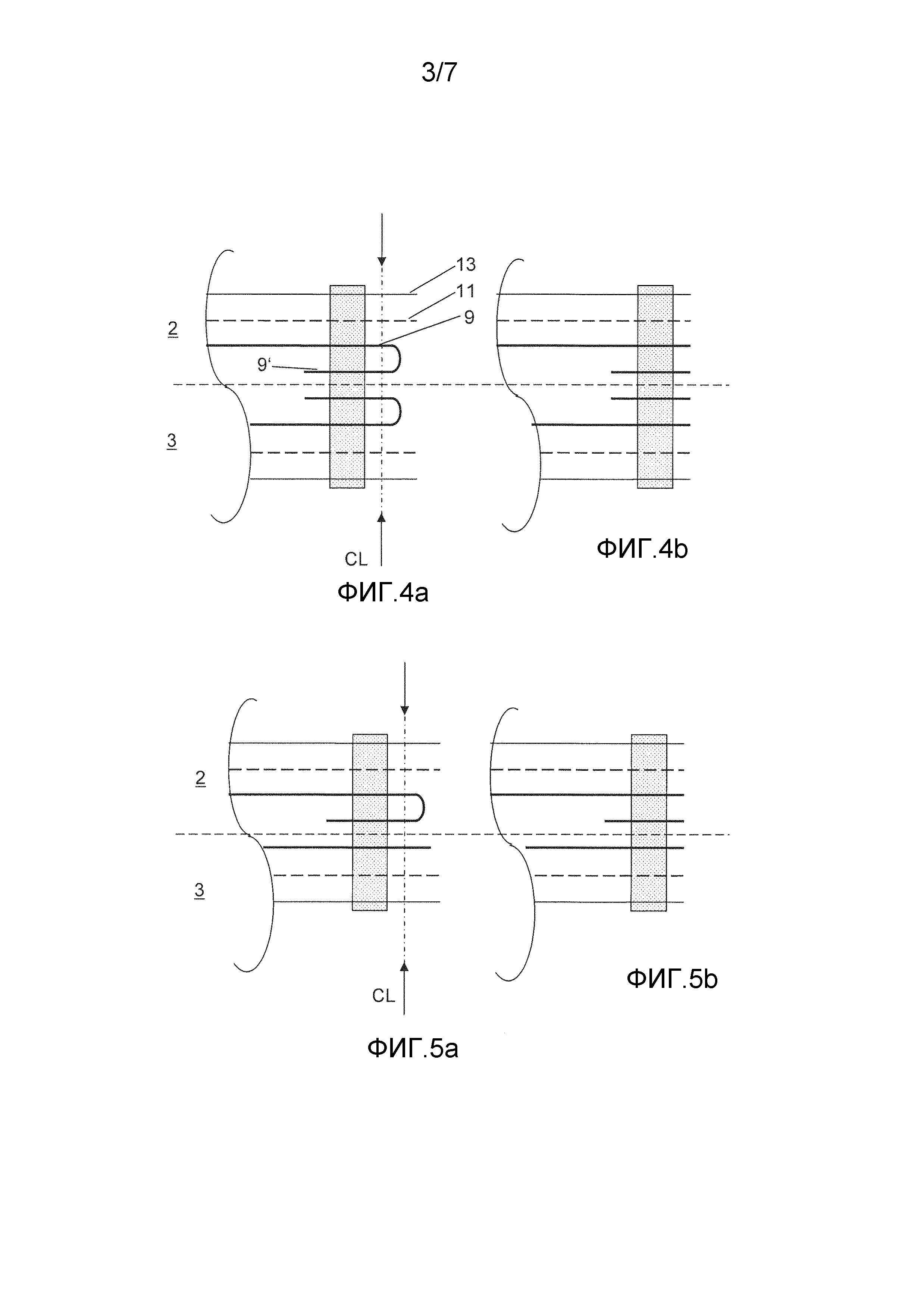
Фиг. 4а и 4b представляют собой сечения бокового участка впитывающего изделия в соответствии с третьим вариантом осуществления настоящего изобретения, при этом Фиг. 4а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 4b показывает конечную конфигурацию бокового участка.
Фиг. 5а и 5b представляют собой сечения бокового участка впитывающего изделия в соответствии с четвертым вариантом осуществления настоящего изобретения, при этом Фиг. 5а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 5b показывает конечную конфигурацию бокового участка.
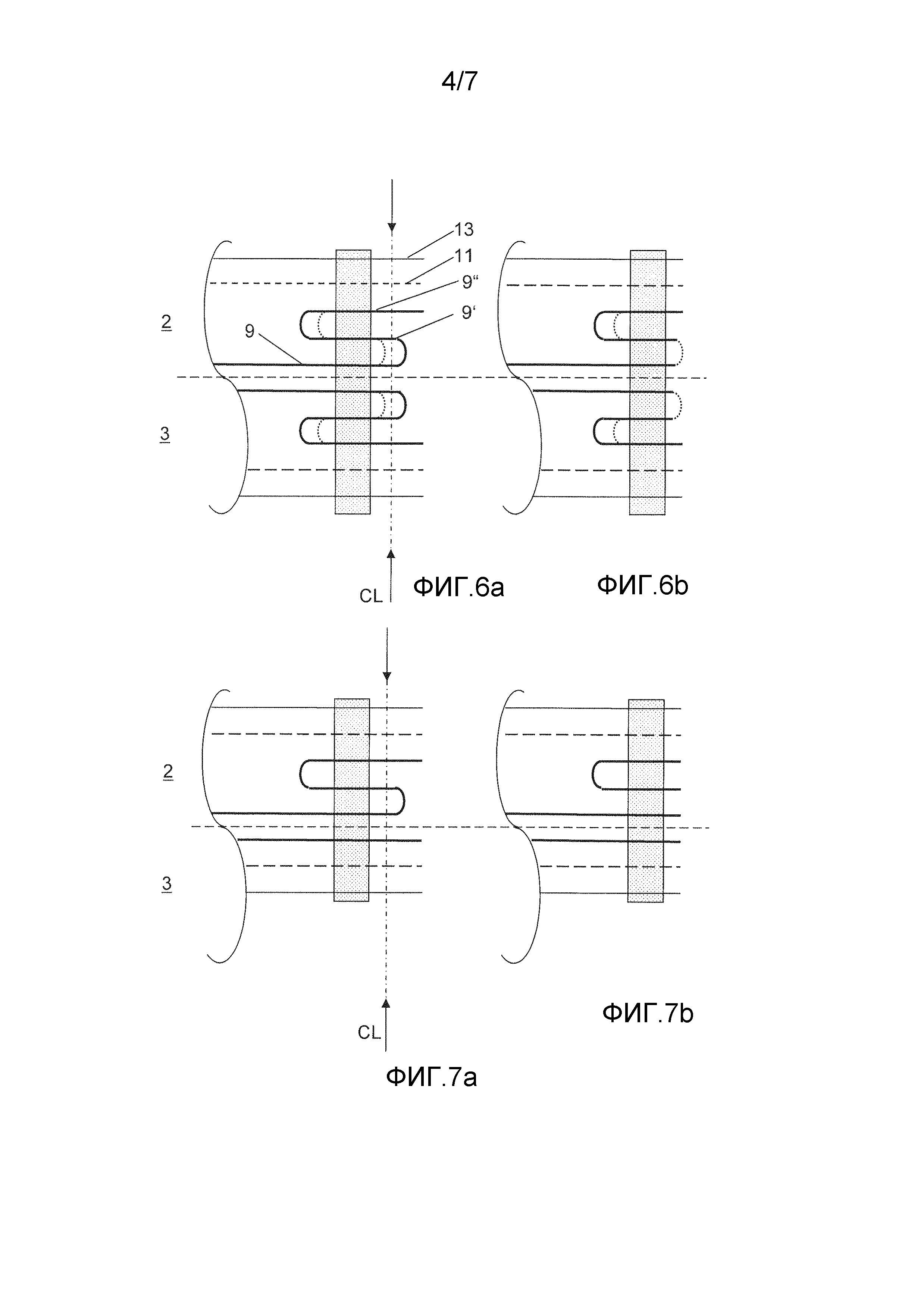
Фиг. 6а и 6b представляют собой сечения бокового участка впитывающего изделия в соответствии с пятым вариантом осуществления настоящего изобретения, при этом Фиг. 6а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 6b показывает конечную конфигурацию бокового участка.
Фиг. 7а и 7b представляют собой сечения бокового участка впитывающего изделия в соответствии с шестым вариантом осуществления настоящего изобретения, при этом Фиг. 7а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 7b показывает конечную конфигурацию бокового участка.
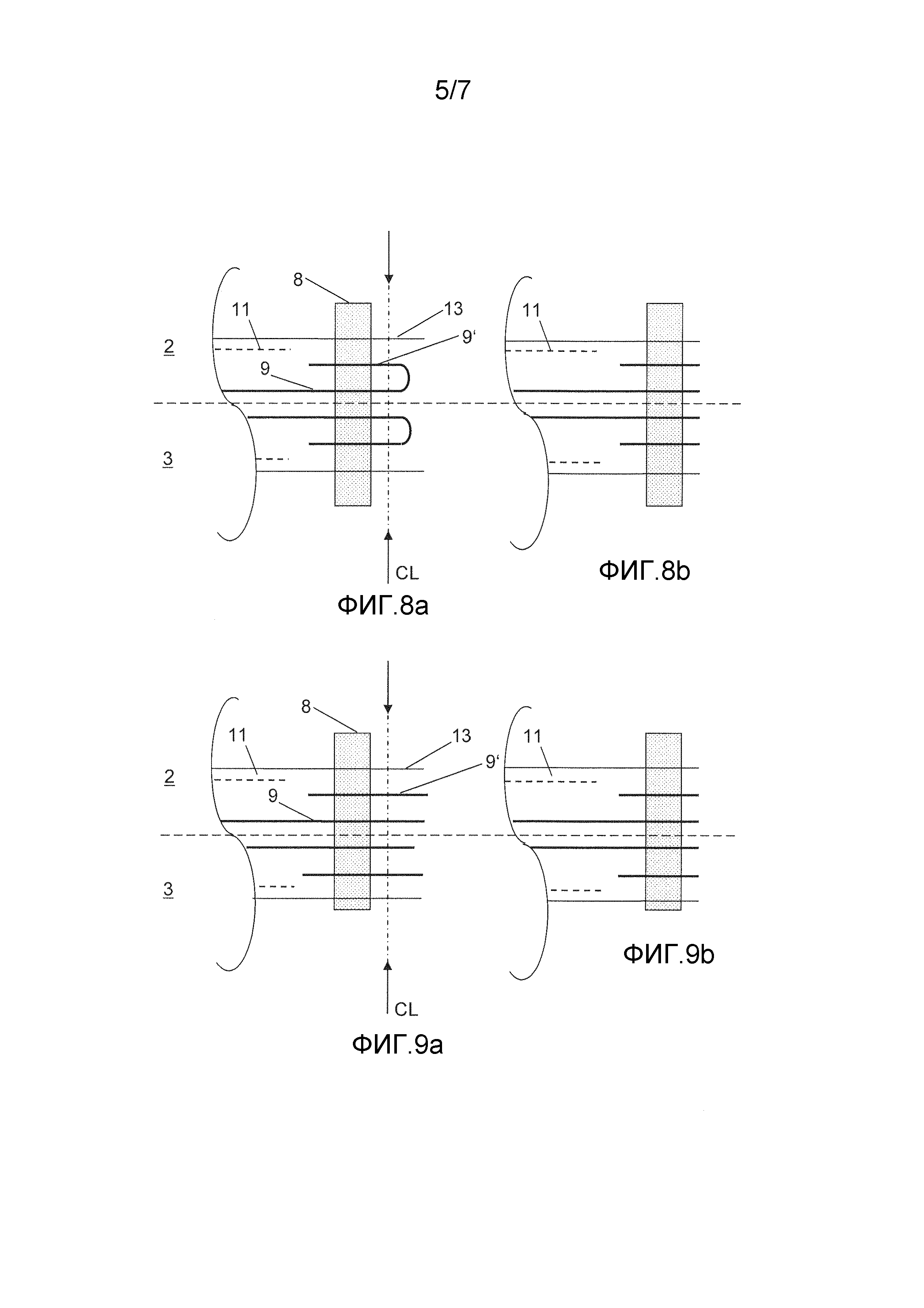
Фиг. 8а и 8b представляют собой сечения бокового участка впитывающего изделия в соответствии с седьмым вариантом осуществления настоящего изобретения, при этом Фиг. 8а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 8b показывает конечную конфигурацию бокового участка.
Фиг. 9а и 9b представляют собой сечения бокового участка впитывающего изделия в соответствии с восьмым вариантом осуществления настоящего изобретения, при этом Фиг. 9а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 9b показывает конечную конфигурацию бокового участка.
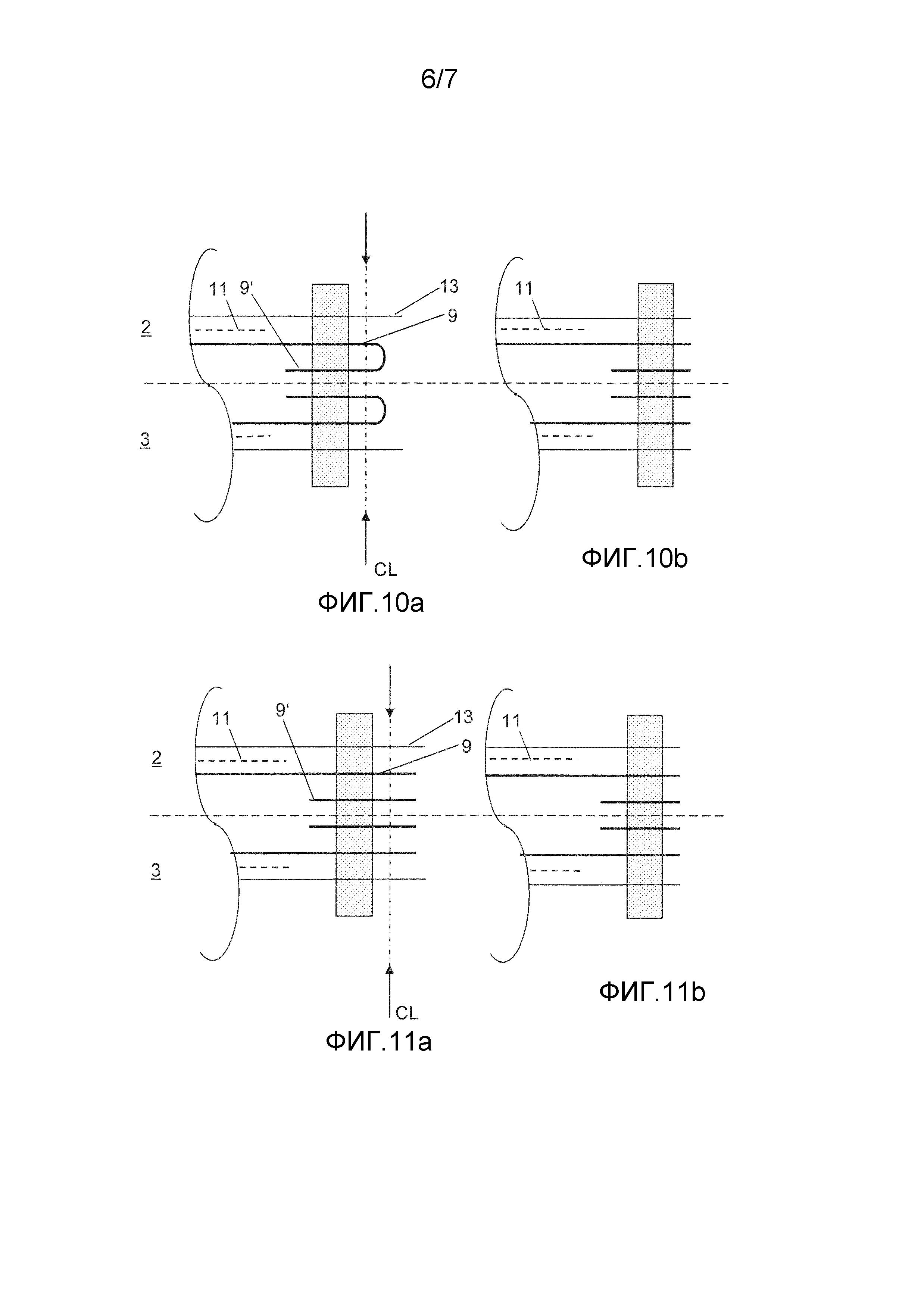
Фиг. 10а и 10b представляют собой сечения бокового участка впитывающего изделия в соответствии с девятым вариантом осуществления настоящего изобретения, при этом Фиг. 10а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 10b показывает конечную конфигурацию бокового участка.
Фиг. 11а и 11b представляют собой сечения бокового участка впитывающего изделия в соответствии с десятым вариантом осуществления настоящего изобретения, при этом Фиг. 11а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 11b показывает конечную конфигурацию бокового участка.
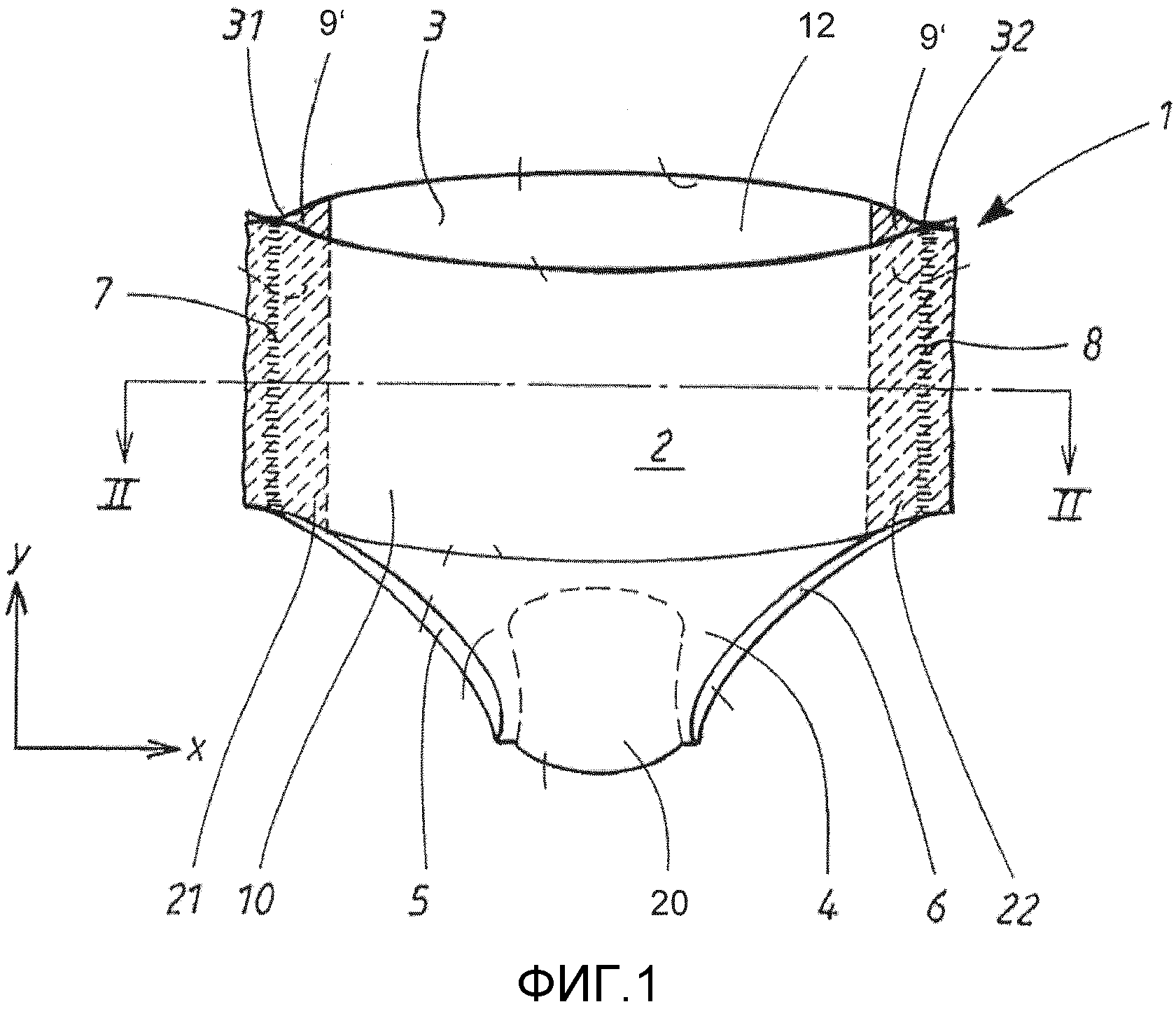
Фиг. 12а и 12b представляют собой сечения бокового участка впитывающего изделия в соответствии с одиннадцатым вариантом осуществления настоящего изобретения, при этом Фиг. 12а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 12b показывает конечную конфигурацию бокового участка.
Фиг. 13а и 13b представляют собой сечения бокового участка впитывающего изделия в соответствии с предшествующим уровнем техники, при этом Фиг. 13а показывает боковой участок в промежуточном состоянии в процессе изготовления изделия, и Фиг. 13b показывает конечную конфигурацию бокового участка.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг. 1 показывает гигиенические трусы в виде подгузника-трусов 1, предназначенного для детей или взрослых, страдающих недержанием. Подгузник-трусы 1 имеет переднюю часть 2, заднюю часть 3 и промежностную часть 4 между ними. При использовании передняя часть 2 расположена со стороны живота носителя, в то время как задняя часть 3 расположена со стороны спины носителя. Промежностная часть 4 в данном случае приварена к передней и задней частям 2, 3 и включает в себя впитывающий комплект 20. Промежностная часть 4 обычно также может составлять одно целое с передней и задней частями или может быть присоединена к ним с помощью средств, отличных от сварки.
Подгузник-трусы имеет поперечное направление, которое на Фиг. 1 обозначено ссылочной позицией x, и продольное направление, которое обозначено ссылочной позицией y и которое также представляет собой направление движения полуфабриката в машине в технологическом процессе в большинстве случаев, хотя в некоторых случаях оно может представлять собой направление, поперечное к направлению движения полуфабриката в машине.
Боковые участки 21 и 22 передней части 2, если смотреть в поперечном направлении, соединены посредством сварных боковых швов 7 и 8 с боковыми участками 31 и 32 задней части 3, если смотреть в поперечном направлении, для образования отверстий 5, 6 для ног, а также отверстия 12 для талии.
Боковые участки 21, 22, 31, 32 передней части 2 и задней части 3 гигиенических трусов могут содержать один слой или два или более слоев, которые были соединены ламинированием. В общих чертах, каждый из боковых участков 21, 22, 31, 32 может быть образован одним слоем нетканого материала. Однако в иллюстративном варианте осуществления, показанном на Фиг. 1, для боковых участков как передней части 2, так и задней части 3 подгузника-трусов 1 предусмотрен ламинат 10. Ламинат 10, как правило, включает в себя эластичную пленку, которая расположена между двумя слоями нетканого материала. Более точно, ламинат 10 может включать в себя задний лист из нетканого материала, эластичную пленку и образующий вертикальные сборки полотно нетканого материала, которые наложены друг на друга. (Следует отметить, что в данном контексте «полотно, образующий вертикальные сборки» представляет собой слой материала, который используется для образования вертикальных сборок в впитывающем изделии.)
В зонах боковых швов 7 и 8 ламинаты 10 боковых участков передней части 2 и задней части 3 наложены друг на друга и соединены друг с другом. В этой связи важно иметь в виду, что гигиенические трусы рассмотренного в данном документе типа подвергаются воздействию значительных напряжений при их надевании. Гигиенические трусы растягиваются, и сварные боковые швы подвергаются воздействию значительных напряжений.
Вообще говоря, прочность бокового шва, которая имеет решающее значение для функционирования изделия, сильно зависит от типа используемых нетканых материалов и от прочности исходных материалов в поперечном направлении (CD). Нетканые материалы могут различаться в значительной степени по их прочности в поперечном направлении и их поверхностной плотности.
В предшествующем уровне техники подобные боковые швы 7, 8 образовывали, например, механической сваркой. Фиг. 13а и 13b показывают соответствующий вариант осуществления по предшествующему уровню техники. На данных фигурах, как и на Фиг. 2а-12b, которые будут дополнительно рассмотрены ниже, ссылочная позиция 2 обозначает переднюю часть подгузника, ссылочная позиция 3 обозначает заднюю часть, и данные части 2, 3 разграничены друг относительно друга посредством пунктирной линии.
Из Фиг. 13а становится ясно, что подгузник-трусы образован всего шестью слоям в зонах боковых швов 7 и 8, при этом задние листы 13 из нетканого материала, эластичные пленки 11 и полотна 9 нетканого материала, образующего вертикальные сборки, на боковых участках как передней части 2, так и задней части 3 наложены друг на друга. Другими словами, боковые участки как передней части 2, так и задней части 3 имеют два слоя 9, 13 нетканого материала и эластичную пленку 11 между ними. Соответствующим наружным слоем нетканого материала является задний лист 13, и соответствующим внутренним слоем нетканого материала является полотно 9, образующий вертикальные сборки.
После сварки самые дальние от центра участки слоев 9, 11 и 13 материалов отрезают вдоль продольной линии реза, проходящей рядом с боковым швом 7, 8. Направление линии CL реза показано штрихпунктирной линией на Фиг. 13а. Фиг. 13b показывает боковой шов подгузника после операции отрезки.
При рассмотрении прочности боковых швов, в частности прочности боковых швов на раздир, следует отметить, что наиболее критической зоной является зона рядом с боковыми швами. Кроме того, полотно 9 нетканого материала, образующий вертикальные сборки, в наибольшей степени способствует прочности боковых швов. По соображениям, связанным с экономией затрат, было бы желательно уменьшить граммаж полотно 9, образующего вертикальные сборки. Однако в том случае, если граммаж будет уменьшен до величины ниже определенного уровня, прочность в поперечном направлении (CD) также уменьшится, и больше невозможно будет обеспечить требуемую прочность швов.
Настоящее изобретение обеспечивает возможность уменьшения граммажа слоя 9 нетканого материала при одновременном обеспечении требуемой прочности швов. В этой связи упрочнение боковых швов 7, 8 обеспечивается посредством усиления слоя 9 нетканого материала в зонах боковых швов 7, 8.
Настоящее изобретение обеспечивает несколько разных возможностей для усиления слоя 9 нетканого материала в зонах боковых швов 7, 8. Данные возможности будут рассмотрены далее со ссылкой на варианты осуществления, показанные на Фиг. 2а-12b.
На любой из Фиг. 2а-12b сечение выполнено вдоль линии II-II на Фиг. 1. Тем не менее, фигуры являются очень схематичными и предназначены главным образом для иллюстрации наложения отдельных слоев друг на друга и, в частности, того, каким образом полотно 9, образующий вертикальные сборки, сгибают в каждом отдельном случае. В действительности слои, само собой разумеется, будут расположены вместе значительно плотнее и ближе друг к другу после образования боковых швов 7, 8. Кроме того, отдельные слои 9, 11 и 13 боковых участков проиллюстрированы линиями разного типа, которые были выбраны с тем, чтобы можно было отличить слои друг от друга, а не для того, чтобы создать возможность сделать выводы в отношении свойств отдельных слоев. Например, несмотря на то, что слой 9 проиллюстрирован посредством более толстой линии по сравнению со слоем 13, это необязательно означает, что слой 13 имеет большую толщину, чем слой 9. Эластичная пленка 11 проиллюстрирована посредством пунктирной линии, но это необязательно означает, что пленка 11 перфорирована.
В соответствии с первым альтернативным вариантом усиление/упрочнение обеспечивают посредством выполнения дополнительного слоя нетканого материала, который простирается, по меньшей мере, в зонах бокового шва. Данный дополнительный слой нетканого материала может быть, в свою очередь, получен посредством сгибания слоя 9 нетканого материала боковых участков передней части 2 и/или задней части 3 на него самого вдоль противоположных продольных боковых краев слоя 9.
В предпочтительных в настоящее время вариантах осуществления слой нетканого материала, который сгибают, представляет собой полотно 9, образующий вертикальные сборки.
Фиг. 2а-7b иллюстрируют несколько различных возможностей получения данного дополнительного слоя нетканого материала посредством сгибания.
Фиг. 2а и 2b показывают один из боковых участков подгузника в соответствии с первым вариантом осуществления настоящего изобретения. Аналогично конфигурации по предшествующему уровню техники, описанной только что со ссылкой на Фиг. 13а и 13b, боковые участки передней и задней частей 2, 3 подгузника наложены друг на друга и соединены посредством боковых швов, только один из которых (8) схематически проиллюстрирован на фигурах. Однако в отличие от предшествующего уровня техники упрочнение бокового шва 8 обеспечено за счет выполнения двух дополнительных слоев 9′ материала полотно, которые в данном случае образованы сгибанием образующих вертикальные сборки полотен 9 нетканого материала как передней части 2, так и задней части 3, на них самих. Сгибание выполняют так, чтобы линия сгиба была по существу выровнена относительно продольного направления (y) подгузника.
В данном варианте осуществления слои 9 нетканого материала сгибают так, чтобы дополнительные слои 9′, то есть загнутые боковые края, оказались расположенными между соответствующей эластичной пленкой 11 и соответствующим полотном 9, образующим вертикальные сборки. Следовательно, дополнительный слой 9′ материала будет размещен между слоями 9 и 11 ламината. В получающемся в результате изделии дополнительный слой 9′ не будет виден при рассматривании боковых швов 7, 8 с внутренней стороны готового изделия.
Полученные в результате, загнутые части могут иметь ширину в направлении х (перпендикулярном к продольному направлению y), составляющую от приблизительно 20 мм до приблизительно 40 мм.
На Фиг. 1 зоны, в которых слои 9 нетканого материала усилены, также схематически показаны штриховкой.
Следует отметить, что самые дальние от центра участки слоев 9, 9′, 11 и 13 материалов необходимы для манипулирования и направления материала во время отдельных этапов технологического процесса, включая этап сварки. Однако после сварки самые дальние от центра участки слоев 9, 9′, 11 и 13 материалов отрезают вдоль продольной линии реза, проходящей рядом с боковым швом 7, 8. Направление линии CL реза показано штрихпунктирной линией на Фиг. 2а. Фиг. 2b показывает боковой участок подгузника после операции отрезки.
Боковые швы 7, 8 могут быть образованы ультразвуковой сваркой, механической сваркой, термомеханической сваркой или же другим способом скрепления.
Фиг. 3а и 3b показывают подгузник в соответствии со вторым вариантом осуществления настоящего изобретения в зоне одного из его боковых краев. В данном варианте осуществления упрочнение швов 7, 8, образованных ультразвуковой сваркой, обеспечивается посредством только одного дополнительного слоя 9′ материала полотно, который в данном случае образован сгибанием образующего вертикальные сборки полотно 9 нетканого материала только передней части 2 на него самого. В качестве альтернативного варианта единственный дополнительный слой 9′ может быть получен сгибанием продольного края образующего вертикальные сборки полотно 9 нетканого материала только задней части 3 на него самого.
Фиг. 3b показывает боковой участок подгузника после отрезки самых дальних от центра участков слоев 9, 9′, 11 и 13 материалов.
Фиг. 4а и 4b показывают подгузник в соответствии с третьим вариантом осуществления настоящего изобретения в зоне одного из его боковых участков. Данный вариант осуществления такой же, как первый вариант осуществления, показанный на Фиг. 2а и 2b, за исключением того, что продольные края образующих вертикальные сборки полотен 9 нетканого материала загнуты в противоположном направлении, так что дополнительные слои 9′ будут обращены друг к другу, а не обращены к эластичным пленкам 11.
Фиг. 4b показывает боковой участок подгузника после отрезки самых дальних от центра участков слоев 9, 9′, 11 и 13 материалов.
Фиг. 5а и 5b показывают подгузник в соответствии с четвертым вариантом осуществления настоящего изобретения в зоне одного из его боковых участков. Данный вариант осуществления такой же, как второй вариант осуществления, показанный на Фиг. 3а и 3b, за исключением того, что продольный край образующего вертикальные сборки полотно 9 нетканого материал загнут в противоположном направлении, так что дополнительный слой 9′, образованный в передней части 2, будет обращен к образующему вертикальные сборки полотноу 9 нетканого материала задней части 3, а не обращен к эластичной пленке 11.
Фиг. 5b показывает боковой участок подгузника после отрезки самых дальних от центра участков слоев 9, 9′, 11 и 13 материалов.
Фиг. 6а и 6b показывают подгузник в соответствии с пятым вариантом осуществления настоящего изобретения в зоне одного из его боковых участков. В данном случае упрочнение шва 7, 8, образованного ультразвуковой сваркой, обеспечивается посредством четырех дополнительных слоев 9′, 9′′ материала полотно, которые образованы двукратным сгибанием продольных краев образующих вертикальные сборки полотен 9 нетканых материалов как передней части 2, так и задней части 3, на них самих. Продольные края сгибают так, что дополнительные слои 9′, 9′′ оказываются расположенными между соответствующей эластичной пленкой 11 и соответствующим полотном 9, образующим вертикальные сборки.
Фиг. 6b показывает боковой участок подгузника после отрезки самых дальних от центра участков слоев 9, 9′, 9′′, 11 и 13 материалов.
Фиг. 7а и 7b показывают подгузник в соответствии с шестым вариантом осуществления настоящего изобретения в зоне одного из его боковых участков. В данном варианте осуществления упрочнение шва 7, 8, образованного ультразвуковой сваркой, обеспечивается посредством только двух дополнительных слоев 9′, 9′′ материала полотно, которые образованы двукратным сгибанием продольного края образующего вертикальные сборки полотно 9 нетканого материала только передней части 2 на него самого. В качестве альтернативного варианта два дополнительных слоя 9′, 9′′ могут быть образованы посредством двукратного сгибания продольного края образующего вертикальные сборки полотно 9 нетканого материала только задней части 3 на него самого.
Фиг. 7b показывает боковой участок подгузника после отрезки самых дальних от центра участков слоев 9, 9′, 9, 11 и 13 материалов.
Следует отметить, что сгибание также может быть выполнено в противоположном направлении так, что дополнительные слои 9′, 9′′ будут расположены внутри в многослойной структуре.
Во всех из вариантов осуществления настоящего изобретения слои или слои нетканого материала боковых участков 21, 22, 31, 32 предназначен или предназначены для обеспечения мягкости и создания ощущения текстильного материала. К примерам пригодных материалов относятся нетканые материалы, полученные кардочесанием, и нетканые материалы фильерного способа производства (спанбонд). Примеры пригодных материалов волокон, таких как полиэтилен и полипропилен, показаны в вышеупомянутых патентных заявках.
В вышеприведенных вариантах осуществления, в которых используются наружные слои 9, 13 из волокнистых нетканых материалов и эластичная пленка 11 в ламинате 10, предпочтительно, чтобы задний лист 13 из нетканого материала и образующий вертикальные сборки полотно 9 нетканого материала были выбраны так, чтобы они в сочетании с эластичной пленкой 11, предусмотренной между ними, придавали материалу высокую стойкость к прокалыванию.
Задний лист 13 может быть образован из не проницаемого для жидкостей материала. Задний лист 13 может быть воздухопроницаемым для обеспечения возможности выхода пара из впитывающей сердцевины, тем не менее, при одновременном предотвращении прохода жидкостей через него. К примерам воздухопроницаемых материалов заднего листа относятся ламинаты из нетканых материалов, образованные из слоев нетканого материала фильерного способа производства и нетканого материала, полученного аэродинамическим способом из расплава. Задний лист 13 как таковой предпочтительно является неэластичным.
В соответствии с конкретным примером задние листы 13 из нетканых материалов, имеющих граммаж, составляющий 18 г/м2 или 14 г/м2, или задние листы 13 из двухкомпонентных нетканых материалов, имеющих граммаж, составляющий 14 г/м2, могут быть использованы в сочетании с образующими вертикальные сборки полотнами 9 нетканых материалов, имеющих граммаж, составляющий 14 г/м2, при условии, что они усилены в зонах боковых швов 7, 8 в соответствии с изобретением.
Целесообразно, чтобы эластичная пленка 11, которая в данном варианте осуществления предусмотрена в ламинате 10 между двумя слоями 9 и 13 нетканых материалов, была перфорирована для обеспечения проницаемости покрывающего элемента по отношению к воздуху и пару.
Целесообразно, чтобы граммаж эластичной пленки составлял от 20 до 100 г/м2, предпочтительно от 20 до 60 г/м2. Пленка может быть образована из любого пригодного эластичного полимера, природного или синтетического. Некоторыми примерами пригодных материалов для эластичной пленки являются полиэтилены с низкой степенью кристалличности, катализированный металлоценом полиэтилен с низкой степенью кристалличности, сополимеры этилена и винилацетата (EVA), полиуретан, полиизопрен, сополимеры бутадиена и стирола, блок-сополимеры стирола, такие как блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и бутадиена с чередованием блоков (SBS) или блок-сополимер стирола и этилена/бутадиена с чередованием блоков. Также могут быть использованы смеси данных полимеров, а также другие модифицирующие эластомерные или неэластомерные материалы.
Одним примером пригодной пленки является трехслойная эластомерная пленка с отверстиями, имеющая структуру PE-SEBS-PE (полиэтилен (РЕ) - блок-сополимер стирола и этилена/бутадиена с чередованием блоков (SEBS) - полиэтилен (РЕ)). В соответствии с другим примером эластичная пленка 11 может представлять собой трехслойную пленку 11 со структурой PO-SIS-PO (полиолефин (РО) - блок-сополимер стирола и изопрена с чередованием блоков (SIS) - полиолефин (РО)), выполненную с отверстиями и имеющую граммаж, составляющий 47 г/м2. Дополнительные пригодные примеры материалов и комбинаций материалов, предназначенных для эластичной пленки, указаны в вышеупомянутых патентных заявках WO 2005/122984 A1 и WO 2005/122985 А1.
В частности, если боковые швы 7, 8 образуют ультразвуковой сваркой, то образующий вертикальные сборки полотно 9 и/или задний лист 13 также могут быть образованы из двухкомпонентного нетканого материала, сочетающего преимущества и характеристики двух различных полимеров в полотне. Ультразвуковая сварка подобных материалов облегчается за счет сгибания слоя нетканого материала на него самого полученного тем самым, дополнительного материала в зонах боковых швов.
Сгибание полотно 9, образующего вертикальные сборки, вдоль продольных боковых краев представляет собой технологическую операцию, которая может быть легко реализована в существующих производственных линиях. При сравнении, например, с подачей дополнительной полоски нетканого материала при сварке боковых швов эффективность процесса повышается. Выполнение дополнительного слоя нетканого материала в виде отдельных полосок нетканого материала, в свою очередь, имеет преимущество, заключающееся в том, что расширяется выбор материала, поскольку дополнительный слой материала необязательно должен представлять собой такой же материал, как соответственно слой нетканого материала или полотно 9, образующий вертикальные сборки.
Фиг. 8а-12b иллюстрируют дополнительные варианты осуществления настоящего изобретения, при этом соответствующая фигура “a′′ показывает боковой участок изделия перед этапом отрезки, в то время как соответствующая фигура “b′′ показывает боковой участок в конечном состоянии, то есть после того, как самые дальние от центра, краевые зоны за пределами боковых швов будут удалены отрезкой.
Фиг. 8а и 8b показывают вариант осуществления, в котором в зонах боковых швов 7, 8 не используется никакая эластичная пленка. В то время как эластичная пленка 11 предусмотрена как компонент ламината 10, который образует боковые участки 21, 22, 31, 32 передней части 2 и задней части 3, пленка 11 не простирается в зону боковых швов 7, 8. Другими словами, только задние листы 13 из нетканого материала и образующие вертикальные сборки полотна 9 нетканых материалов, а также дополнительные слои 9′ нетканого материала передней части 2 и задней части 3 соединены посредством боковых швов, в то время как эластичные пленки 11 передней части 2 и задней части 3 заканчиваются внутри по отношению к боковым швам 7, 8.
Для упрочнения бокового шва образующий вертикальные сборки полотно 9 был загнут на него самого для получения дополнительного слоя 9′ материала аналогично вышеприведенному варианту осуществления по Фиг. 2а и 2b. Действительно, вариант осуществления по Фиг. 8а и 8b такой же, как вариант осуществления по Фиг. 2а и 2b, за исключением того, что эластичная пленка 11 отсутствует в зонах, где образованы боковые швы 7, 8.
В варианте осуществления по Фиг. 9а и 9b не выполнено никакого подобного сгибания полотно 9, образующего вертикальные сборки, на него самого, а дополнительный слой 9′ нетканого материала образован посредством размещения дополнительной полоски материала между слоем 9 нетканого материала и слоем 13 нетканого материала.
Вариант осуществления по Фиг. 10а и 10b аналогичен варианту осуществления по Фиг. 8а и 8b, но слой 9 нетканого материала был загнут на него самого так, что дополнительные слои 9′ будут обращены друг к другу, а не обращены к задним листам 13, как это имеет место в случае Фиг. 8а и 8b.
Вариант осуществления по Фиг. 11а и 11b такой же, как вариант осуществления по Фиг. 10а и 10b, но в нем используются отдельные полоски нетканого материала для образования дополнительных слоев 9′.
Следует отметить, что во всех вариантах осуществления по Фиг. 8-11 дополнительный слой материала также может присутствовать только в одной из двух частей изделия, то есть только в передней части, как это имеет место в случае, показанном на Фиг. 3, 5 и 7, или только в задней части.
Кроме того, во всех вариантах осуществления по Фиг. 8-11 также может быть предусмотрено более одного дополнительного слоя материала, например, два дополнительных слоя 9′, 9′′ подобно Фиг. 6 и 7.
Кроме того, во всех вариантах осуществления по Фиг. 8-11 ни эластичная пленка 11 передней части 2, ни эластичная пленка 11 задней части 3 не простирается в зону боковых швов 7, 8, так что только слои 9, 9′ и 13 нетканых материалов передней части 2 и задней части 3 соединены посредством боковых швов 7, 8. Однако также возможно предусмотреть подобную конфигурацию только в передней части 2 или только в задней части 3, в то время как соответствующая другая часть подгузника будет иметь эластичную пленку 11, которая простирается в зону боковых швов 7, 8. В этом случае боковые швы 7, 8 будут, например, соединять слои 9, 9′ и 13 нетканых материалов передней части 2 со слоями 9, 9′ и 13 нетканых материалов и эластичной пленкой 11 задней части 3.
В завершение, Фиг. 12а и 12b показывают вариант осуществления, в котором упрочнение бокового шва осуществлено не за счет образования дополнительного слоя материала, а за счет усиления слоя 9 нетканого материала в зоне, в которой образован боковой шов. Полоски материала 9′′′, который имеет больший граммаж по сравнению с существующим слоем 9 нетканого материала, присоединены к продольным боковым краям слоя 9 нетканого материала. Данное соединение может быть выполнено, например, посредством механической сварки или ультразвуковой сварки. Соединение может представлять собой соединение встык или, как показано на Фиг. 12а и 12b, может быть выполнено с незначительной нахлесткой.
В варианте осуществления по Фиг. 12, по меньшей мере, или передняя часть 2, или задняя часть 3 также может быть предусмотрена без эластичной пленки 11 в зонах боковых швов 7, 8, как было разъяснено выше со ссылкой на Фиг. 8-11.
В качестве альтернативы или помимо увеличения граммажа материала в зоне бокового шва 8 прочность материала, в частности, прочность в поперечном направлении (CD), также может быть повышена. Другими словами, полоски материала 9′′′ на Фиг. 12а и 12b будут иметь больший граммаж и/или более высокую прочность, в частности, прочность в поперечном направлении по сравнению с остальной частью слоя 9 нетканого материала.
Усиление слоя нетканого материала, в вышеприведенных вариантах осуществления - полотно 9, образующего вертикальные сборки, оказывает положительное влияние на прочность боковых швов 7, 8. Даже если граммаж слоя 9 материала как такового будет уменьшен, требуемая прочность бокового шва обеспечивается надежным образом. В то же время обеспечивается экономия затрат вследствие меньшего граммажа слоя 9.
Например, при использовании полотно, образующего вертикальные сборки, который имеет малый граммаж (14 г/м2), и усилении его путем его сгибания в соответствии с изобретением в зонах боковых швов получают прочность шва, которая сопоставима с прочностью шва в варианте осуществления, в котором используется полотно, образующий вертикальные сборки, который имеет больший граммаж (18 г/м2). Это означает, что граммаж полотно 9, образующего вертикальные сборки, может быть уменьшен до значения, составляющего всего 14 г/м2, при одновременном обеспечении требуемой прочности шва. Прочность шва по-прежнему будет достаточной, если граммаж полотно 9, образующего вертикальные сборки, будет дополнительно уменьшен до приблизительно 10 г/м2. Подобное уменьшение до 10 г/м2 будет, в частности, возможным в случае довольно однородных нетканых материалов для обеспечения требуемой прочности в поперечном направлении.
Помимо экономии затрат уменьшенный граммаж полотно 9, образующего вертикальные сборки, также приводит к получению изделия, более мягкого на ощупь.
Граммаж заднего листа 13 также может быть уменьшен при одновременном обеспечении требуемой прочности шва. Это обусловлено тем, что усиление образующего вертикальные сборки полотно 9 нетканого материала, например, посредством выполнения дополнительного (дополнительных) слоя (слоев) 9′, 9′′ материала компенсирует уменьшенный граммаж также заднего листа 13 в зонах боковых швов 7, 8.
Следует понимать, что несмотря на то, что изобретение было описано со ссылкой на предпочтительные варианты осуществления, в пределах объема формулы изобретения возможны модификации.
Например, в вариантах осуществления, проиллюстрированных на Фиг. 2а-7b, обрезку наружных продольных краевых участков передней части 2 и задней части 3 после сварки боковых швов выполняют так, чтобы зоны сгиба полотен 9, образующих вертикальные сборки, были отрезаны. Однако сгибание также может быть выполнено дальше в сторону боковых швов 7, 8 (см. точечные линии на Фиг. 6а и 6b), так что отрезка не повлияет на зоны сгиба. Таким образом, количество материала, который отрезают, может быть уменьшено.
Кроме того, в вышеприведенных вариантах осуществления по Фиг. 2а-11b используются один 9′ или два дополнительных слоя 9′, 9′′ в зонах боковых швов 7, 8. В соответствии с настоящим изобретением, как правило, возможно образование трех или даже большего числа дополнительных слоев, например, посредством соответствующих дополнительных операций сгибания слоя 9 нетканого материала. В этом случае боковые швы 7, 8 станут значительно более прочными по сравнению с материалом рядом со швами.
Кроме того, на любой из Фиг. 2а-12b показан только один (8) из двух боковых швов 7, 8 подгузника. В большинстве случаев оба боковых шва 7, 8 подгузника будут также иметь одинаковую конфигурацию. Однако в рамках настоящего изобретения по существу также можно выполнить подгузник, в котором боковые швы 7 и 8 будут иметь разные конфигурации. В частности, может иметь место ситуация, когда эластичная пленка 11 передней части 2 и/или задней части 3 будет простираться в зону одного из боковых швов 7, 8, в то время как она будет заканчиваться внутри по отношению к другому из боковых швов. В более широком смысле гигиеническое изделие по настоящему изобретению может иметь только один из двух боковых швов, выполненный с конфигурацией в соответствии с настоящим изобретением.
В завершение, также предусмотрено использование комбинаций вышеприведенных вариантов осуществления: например, дополнительные усиливающие полоски нетканого материала, выполненные из нетканого материала, могут быть использованы в сочетании с дополнительными слоями материала, полученными сгибанием.
Способ изготовления верхнего листа или нижнего листа одноразового абсорбирующего изделия
Поглощающее изделие одноразового использования, имеющее барьерный элемент, соединенный с боковой частью посредством соединительного элемента
Абсорбирующее изделие, которое содержит отсоединяемый элемент жесткости
Покрытый смазкой тампон, имеющий переворачиваемые клапаны для облегченного введения и удаления
Абсорбирующее изделие, содержащее отсоединяемый, придающий жесткость элемент
Поглощающее изделие одноразового использования, содержащее частично прикрепленный ярлык с печатью
Поглощающее изделие одноразового использования, содержащее ярлык с печатью
Абсорбирующее изделие, содержащее элемент жесткости и устройство для удаления
Абсорбирующее изделие
Поглощающее изделие с эластичными боковыми панелями, содержащими средства индикации
Способ изготовления верхнего листа или нижнего листа одноразового абсорбирующего изделия
Поглощающее изделие одноразового использования, имеющее барьерный элемент, соединенный с боковой частью посредством соединительного элемента
Абсорбирующее изделие, которое содержит отсоединяемый элемент жесткости
Покрытый смазкой тампон, имеющий переворачиваемые клапаны для облегченного введения и удаления
Абсорбирующее изделие, содержащее отсоединяемый, придающий жесткость элемент
Поглощающее изделие одноразового использования, содержащее частично прикрепленный ярлык с печатью
Поглощающее изделие одноразового использования, содержащее ярлык с печатью
Абсорбирующее изделие, содержащее элемент жесткости и устройство для удаления
Абсорбирующее изделие
Поглощающее изделие с эластичными боковыми панелями, содержащими средства индикации

