Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ В УСЛОВИЯХ АКУСТИЧЕСКОГО РЕЗОНАНСНОГО ВОЗДЕЙСТВИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА
Вид РИД
Изобретение
Изобретение относится к металлообрабатывающей промышленности, инструментальному производству и машиностроению и может быть использовано для упрочнения инструмента, работающего на предельных механических нагрузках, а также для деталей с износостойкой поверхностью.
Изобретение также может использоваться при обработке изделий из цветных металлов и сплавов, высокотемпературных металлов и сплавов, для упрочнения поверхности сложных изделий - штамповой оснастки, лопаток турбин.
Отличительной особенностью способа объемной релаксации и упрочнения поверхности металлических деталей является нагрев и охлаждение деталей непосредственно в резонаторной камере в условиях акустического резонансного воздействия.
Способ обработки металлических деталей при объемной релаксации и упрочнения поверхности в условиях акустического резонансного воздействия при термической обработке назван авторами - способ ТАО - Термоакустической обработки.
Известно, что термоакустическая обработка улучшает эксплуатационные свойства режущего инструмента и деталей, главное отличие которой от уже имеющихся методов заключается в том, что упрочение в результате термоакустической вибрационной обработки происходит по всей глубине металла, а значит, металлорежущий обработанный инструмент подлежит повторному использованию (заточке), сохраняя все заданные свойства и принося, таким образом, дополнительный экономический эффект. Кроме того, технология и оборудование являются простыми, экологически чистыми и безопасными.
При такой термоакустической обработке происходят структурные превращения в металлах, изменение их физико-химических свойств, упрочение металлов и сплавов без изменения формы и размеров деталей, а также сокращение времени, необходимого для достижения заданного упрочения, уменьшение расходуемой энергии.
Термоакустическую обработку инструментальной стали проводят при проведении ее отпуска. В акустическом поле ускоряется развитие структурных и фазовых превращений, сокращается длительность цикла обработки инструмента. За счет этого повышаются твердость, прочность, износостойкость, ударная вязкость материала инструмента.
При этом акустическое воздействие в заявляемых способах и устройствах может быть осуществлено в широком диапазоне частот и мощности звука в пределах проявления и поддержания акустического резонанса в рабочей камере.
Известна обработка инструментальной стали в условиях акустического резонансного воздействия внутри объемной камеры с воздействием на заготовки воздушной струей. Изучено структурное состояние инструментальной стали после обработки и имеющиеся выводы позволяют оценить перспективы такой технологии. Научно технический отчет УДК 621.78.621.785.5 Код ГРНТИ 53.49.21.55.21.99 раскрывает суть технологии и технические аспекты подтверждающие ее работоспособность.
Показано, что обработка инструментальной стали способствует развитию диффузионных процессов, интенсифицирует распад мартенсита с выделением и коагуляцией карбидов цементитного типа, приводит к уменьшению упругих искажений кристаллической решетки (пересыщенного твердого раствора - мартенсита). При этом одновременно с распадом мартенсита (превращением мартенсита закалки в мартенсит отпуска) происходит распад остаточного аустенита - его превращение в мартенсит отпуска. Количество остаточного аустенита уже после однократной обработки уменьшается с 25-27% до 2-3%. Данный способ обработки способствует карбидообразованию с выделением промежуточных карбидов (например, Fe2C) и последующим образованием, ростом и коагуляцией стабильных (равновесных) карбидов (например, Fe3C, а также легированного цементита). Такая обработка ускоряет перераспределение точечных дефектов и повышение степени совершенства кристаллической решетки. Кроме того, она вызывает перераспределение атомов легирующих элементов, прежде всего, углерода и азота в твердом растворе с образованием микронеоднородностей состава.
В течение непродолжительного времени благодаря виброакустической обработке металла происходит дораспад остаточного аустенита и довыделение карбидов в готовом инструменте (в закаленной отпущенной инструментальной стали), что самым благоприятным образом сказывается на служебных свойствах инструмента. Выделившиеся карбиды очень дисперсны (незначительны по размерам) и когерентно связаны с матрицей. Кристаллическая решетка карбида естественным образом связана с решеткой мартенсита - отсутствует большеугловая граница перехода: карбид-матрица, что способствует низкой травимости и выявляемости этих карбидов.
Данный способ воздействия интенсифицирует перегруппировку и выстраивание дислокаций в стенки, тем самым, снимая фазовый наклеп, возникающий в результате закалки и сохраняющийся после традиционных отпусков. В результате плотность дислокаций в матрице значимо не меняется, снижаются внутренние (закалочные) напряжения и инструментальная сталь приобретает некоторый запас вязкости - становится менее хрупкой.
Обработка металла по также инициирует перегруппировку точечных дефектов, возникающих при закалке стали. Уменьшение искаженности кристаллической решетки и, как следствие, определенное снижение прочности компенсируется дисперсионным упрочнением в результате довыделения из раствора наночастиц карбидов, когерентно связанных с матрицей.
В результате виброакустической обработки твердость, как и прочность инструментальной стали, практически не меняется, однако, инструмент приобретает запас вязкости и, самое главное, повышенную износостойкость. Последнее обусловлено присутствием наноразмерных частиц карбидов в структуре инструментальной стали, подвергнутой данной обработке.
Таким образом, обработка инструментальной стали методами акустических воздействий ускоряя структурные процессы, характерные для распада пересыщенного твердого раствора, полученного закалкой - мартенситным превращением, создает определенные особенности структурного состояния инструментальной стали. Структура обработанного инструмента, например, похожа на структуру традиционно отпущенной инструментальной стали, но в то же время отличается по следующим показателям:
Наличию в мартенсите высокодисперсных наноразмерных карбидов (легированного цементита) с кристаллической решеткой, когерентной решетке матрицы, что создает дополнительное дисперсионное упрочнение стали,
Меньшей искаженности кристаллической решетки из-за перегруппировки точечных дефектов и дислокаций, что приводит к снижению прочности и повышению вязкости стали,
Наличию субструктуры из-за выстраивания дислокаций в стенки и их миграции, что почти не влияет на разупрочнение,
Пониженным внутренним (закалочным) напряжениям, что создает дополнительный резерв вязкости,
Минимальному содержанию остаточного аустенита,
Наличию микронеоднородностей состава мартенсита из-за перераспределения углерода и азота, что практически не влияет на эксплуатационные свойства инструментальной стали.
Заявленный способ ТАО, а также устройства по реализации этого способа полностью соответствуют концепции, отличаются обеспечением гарантированного воспроизведения заданных параметров инструмента после обработки для широкого круга деталей, расширяя зоны ее применения.
Известны также методы и оборудование для обработки режущего металлоинструмента с целью его упрочения и увеличения износостойкости. Это, например, химико-термическое, лазерное и плазменное упрочение, воздействие ультразвука и магнитного поля, плазменная обработка.
Известны способ и устройство по патенту США US 3622404 С1, C2D 1/04 1971 г., являющийся наиболее близким аналогом. В соответствии с заявленным решением акустический вибрационный способ снятия напряжений использует технологию обработки деталей в резонансной камере с определением максимальной величины амплитуды звуковых колебаний, при которой наступает резонанс и определение оптимального нахождения обрабатываемых деталей в камере.
В устройстве по упомянутому способу имеются: возможность регулировки частоты вибрации звуковых колебаний в камере за счет изменения количества воздуха, устройства контроля и управления процессом релаксации деталей. Однако к недостаткам указанного устройства можно отнести невозможность воспроизводства параметров обработки, быстрое охлаждение деталей в потоке обдуваемого воздуха и большие энергетические затраты на поддержание резонанса в открытой камере.
Известен способ и устройство термоакустической вибрационной обработки, инструмента и деталей, например, по патенту RU 2040551 С1, C2D 1/04, C21D 9/22 1995 г., который может быть прототипом, включающий нагрев до температуры, не превышающей температуру отпуска, и упрочнение, которое осуществляют в резонаторе в течение 5-10 мин в звуковом поле с частотой колебания 2-4 кГц. Устройство, работающее в соответствии со упомянутым способом, содержит узел нагрева выполненный в виде отдельной печи, узел деформации в виде системы, генерирующей звуковое поле, имеющей ресивер, резонатор с вибрирующим клином и устройство подачи сжатого воздуха, при этом ресивер выполнен в виде металлического короба со щелью на стене с регулируемым зазором в пределах 12 мм, резонатор закреплен на стенке короба со щелью, причем вибрирующий клин установлен на уровне щели. Это устройство содержит рабочую резонансную камеру, установленную на одной из ее стенок в верхней части, дополнительную камеру, выполненную с возможностью подключения ее полости к источнику сжатого воздуха и соединенную с полостью резонансной камеры посредством щелевого сопла, и пластину, установленную в резонансной камере на уровне щелевого сопла для создания акустических колебаний и выполненную с возможностью возвратно-поступательного перемещения относительно щелевого сопла для регулирования частоты ее колебаний. Пластина с нижней стороны по всей ее длине имеет параллельные направляющие пазы и установлена на стенках резонансной камеры таким образом, что кромки параллельных стенок резонансной камеры расположены в направляющих пазах с возможностью возвратно-поступательного перемещения пластины относительно щелевого сопла для регулирования частоты ее колебаний. Изобретение позволяет повысить износостойкость обрабатываемых деталей и инструментов за счет увеличения мощности колебательных движений в резонансной камере и производительность процесса обработки деталей. Время нахождения деталей в камере определяется опытным путем от 10 минут до 2 часов.
При работе устройства требуется обеспечить расход большого количества воздуха от постоянно работающего компрессора, быстрое остывание деталей ограничивает время пребывания нагретой заготовки в камере, повышенный шум и отсутствие средств контроля за состоянием изделия в камере ограничивают область применение данного оборудования.
К недостаткам известных способов и реализованных устройств можно отнести отсутствие нагрева заготовок непосредственно в резонансной камере. Так в технологии работы устройства по прототипу указано: концевые фрезы диаметром 8 мм и весом 50 г, каждая из стали Р18, нагревают в печи до температуры 350°С за 10 минут. Извлекают фрезы из печи и помещают в резонансную камеру как можно быстрее, стараясь сохранить температуру инструмента около 350°С. Нагрев осуществляют в специальных контейнерах, которые потом транспортируют к резонансной камере.
Также в этом устройстве невозможно осуществить точную настройку на резонансную частоту. Такая функция не предусмотрена в оборудовании, нет контроля частоты в резонаторной камере, контроля температуры и давления, а также таймера для управления процессом релаксации. Все эти операции осуществляются персоналом и поэтому велик уровень технологического брака и неповторяемости качества из-за высокой вероятности индивидуального влияния оператора на технологический процесс.
В упомянутых устройствах функция автоматической настройки на частоту неосуществима по причине отсутствия датчиков акустической вибрации и автоматической настройки резонанса, а также контроля температуры внутри резонансных камер и ее регулировки.
Геометрия существующих резонансных камер представляет собой прямоугольный куб с входным щелевым соплом, известно, что такая конструкция камеры для возбуждения резонансных колебаний требует повышенных энергетических затрат из-за внутренних турбулентных областей в углах камеры.
Известные способы и устройства характеризуются ограниченными возможностями контроля и управления в создании гарантированных упрочненных слоев и регулярного микрорельефа поверхности обрабатываемых деталей, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности.
Отличительной и принципиальной чертой изобретений по Заявляемым способам и Устройствам для их осуществления являются условия создания акустического воздействия циркулирующего потока сжатого воздуха на резонансной частоте 500-5000 Гц.
При этом циркулирующий поток сжатого воздуха в первую очередь создает условия для возникновения и поддержания резонанса, а только потом является охлаждающей средой.
При нагреве заготовок в условиях резонаторной камеры получаем способ термоакустической обработки в условиях акустического резонанса.
Известные устройства и способы являются сравнительно длительными и малопроизводительными процессами, а также они не обеспечивают высокого качества обработки, повторяемости требуемых параметров и гарантированного повышения износостойкости поверхностного слоя изделий из инструментальных сталей, поскольку в процессе обработки изделия не подвергаются воздействию акустического резонанса и не находятся в релаксационном состоянии.
К недостаткам известных описанных способов и устройств также можно отнести:
Невозможность осуществления контролируемого процесса акустического воздействия в условиях резонансной камеры при термоакустической обработке изделий.
Быстрое снижение температуры заготовок из-за большого объема холодного воздуха, поступающего в камеру от компрессора, и невозможность осуществить режим термостабилизации в процессе обработки, что снижает качество продукции и не позволяет гарантировать заданные параметры обработанных изделий.
Сложно реализовать процесс автоматизации при загрузке и разгрузке резонаторной камеры из-за разнесенных основных технологических процессов - нагрева и акустической обработки.
Сильная акустическая зашумленность - воздух высокого давления, попадая в камеру, вызывает повышенный шум на высоких частотах.
Повышенный расход воздуха и постоянная работа компрессорных установок не позволяют уменьшить производственные затраты. Для уменьшения воздействия шума в производственных помещениях, где работают такие камеры, дополнительно сооружают звукоизоляционные перегородки и используют шумозащитные мероприятия и шумоизоляционные материалы.
Существенные энергетические затраты за счет постоянной работы компрессора для обеспечения акустического резонанса в камере.
Большая доля ручных операций и необходимость в присутствии оператора.
Предлагаемые способы и устройства, основанные на их реализации, лишены указанных недостатков.
Задача изобретения - расширение технологических возможностей устройств, реализующих заявляемые способы, упрощение конструкции резонансной камеры, снижение себестоимости изготовления и трудоемкости эксплуатации, повышение стойкости обрабатываемого инструмента, производительности и качества обрабатываемой поверхности, повышение КПД установки, повышение глубины упрочненного слоя и высокой степени автоматизации процесса обработки поверхности, а также гарантированное воспроизведение технологических параметров для обеспечения качества обработанных изделий.
Немаловажное значение имеет и тот факт, что в процессе реализации способа ТАО в резонансном состоянии значительно уменьшается диапазон температур для обработки изделий, что позволяет существенно снизить энергетические затраты.
Поставленная задача решается благодаря тому, что в заявленном способе:
При обработке металлических деталей по п. 1. Ф.И. - способ ТАО при воздействии потока сжатого воздуха на детали, размещенные в резонаторной камере для обеспечения объемной релаксации и упрочнения поверхности деталей создаются условия акустического резонансного воздействия в диапазоне 500-5000 Гц при повышенном давлении в диапазоне 1.5-4.5 атм, и дополнительно создаются условия для термического воздействия путем непосредственного нагрева деталей в камере от 150 до 450 С° и их охлаждения воздушным потоком.
В заявленных устройствах по осуществлению указанных способов поставленная цель решается благодаря тому, что:
1. Устройство, осуществляющее работу по п. 1 Ф.И., выполнено в виде герметично закрывающейся цилиндрической камеры, с подъемной крышкой в центре которой расположен центробежный воздушный нагнетатель, а также внутри камеры размещены аксиальные резонаторные камеры, в которые помещаются обрабатываемые изделия, резонаторные камеры также имеют устройства для подогрева деталей в виде электронагревателей, поворотные заслонки щелевого сопла для регулирования ширины входного отверстия с целью установления режима резонанса воздушного потока, поступающего от нагнетателя, и его поддержания при изменении внутренних параметров в резонаторной камере в процессе работы, а также датчики акустической вибрации, температуры, имеется также блок управления устройством с таймером, на вход которого поступают сигналы от упомянутых датчиков из каждой камеры, а к выходам которого подключены двигатель воздушного нагнетателя, привода поворотной заслонки, регулирующий ширину входного отверстия в резонаторных камерах для управления режимом поддержания резонанса, а также имеются воздуховоды для циркуляции воздушного потока от резонансных камер до нагнетателя, датчик давления и клапана подачи и сброса давления в цилиндрической камере и подъемно-поворотное устройство для крышки.
2. Нагревательные элементы в вариантах устройства могут быть размещены на подъемной крышке цилиндрической камеры и в донной части резонаторных камер, обеспечивая равномерный нагрев заготовок.
С целью идентификации технологии термоакустической обработки изделий при условиях акустического резонанса способ термоакустической обработки в резонаторной камере назван авторами способ ТАО или в латинской транскрипции способ TAT (thermo-acoustic treatment).
Сущность предложенного способа заключается в том, что:
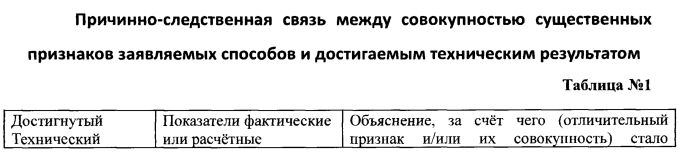
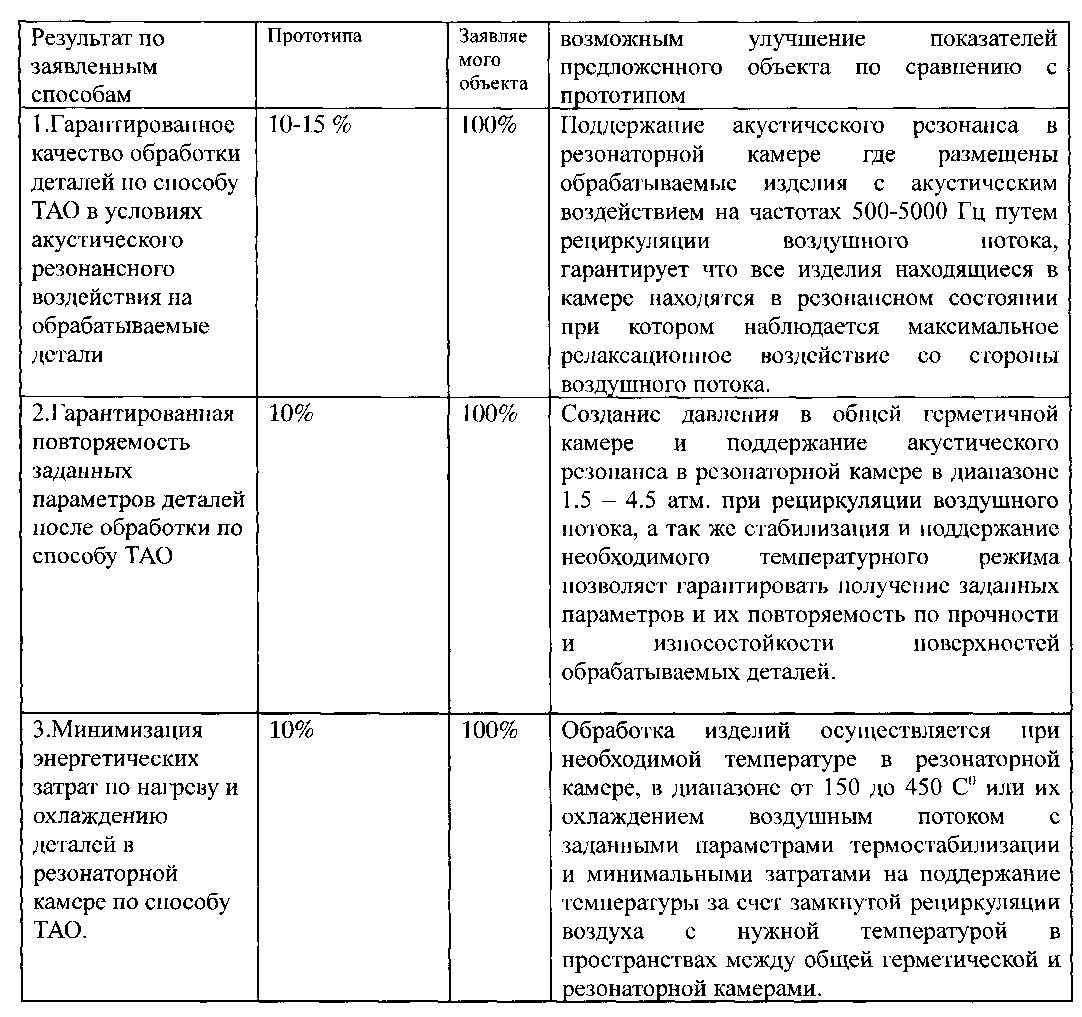
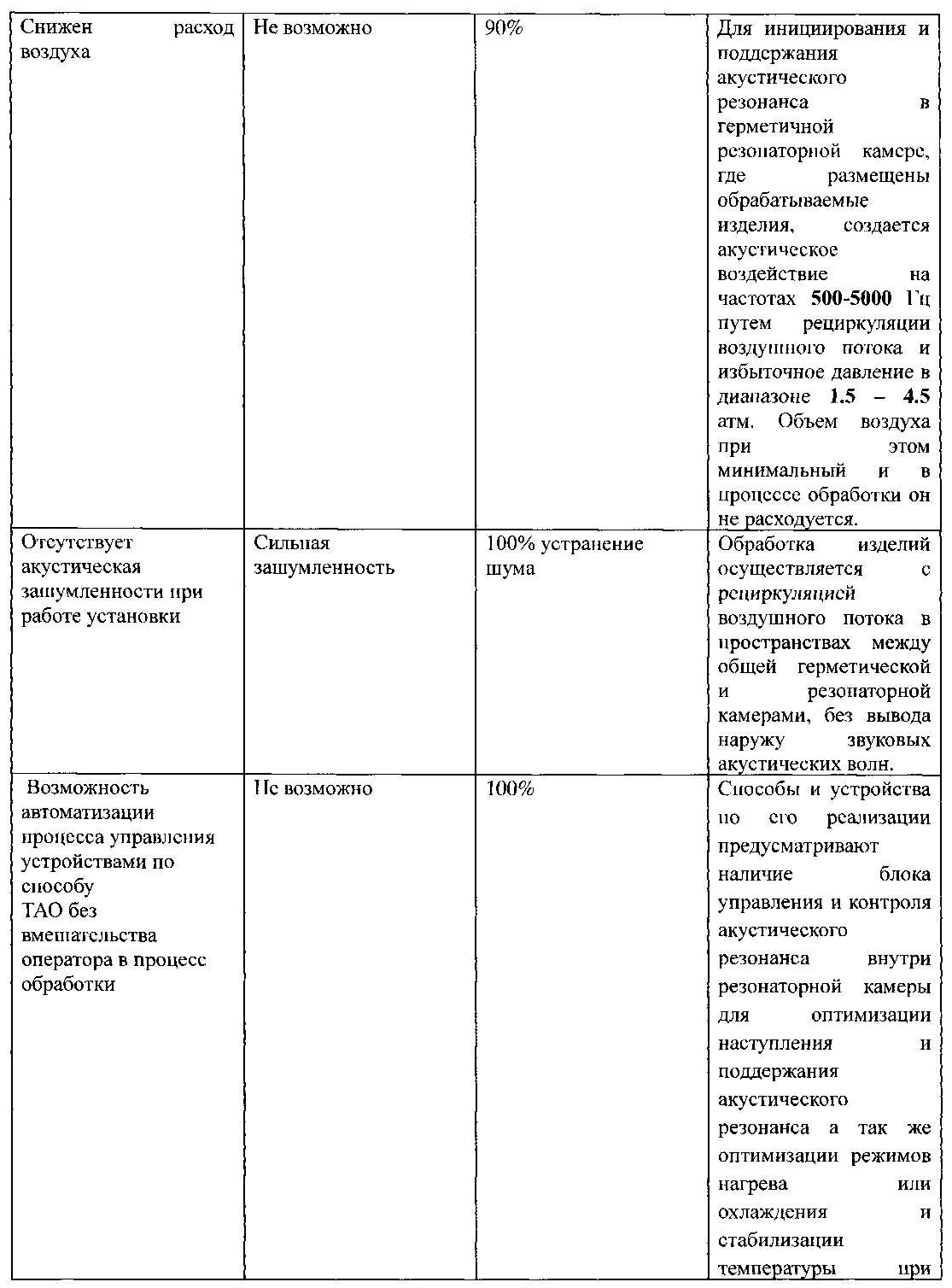
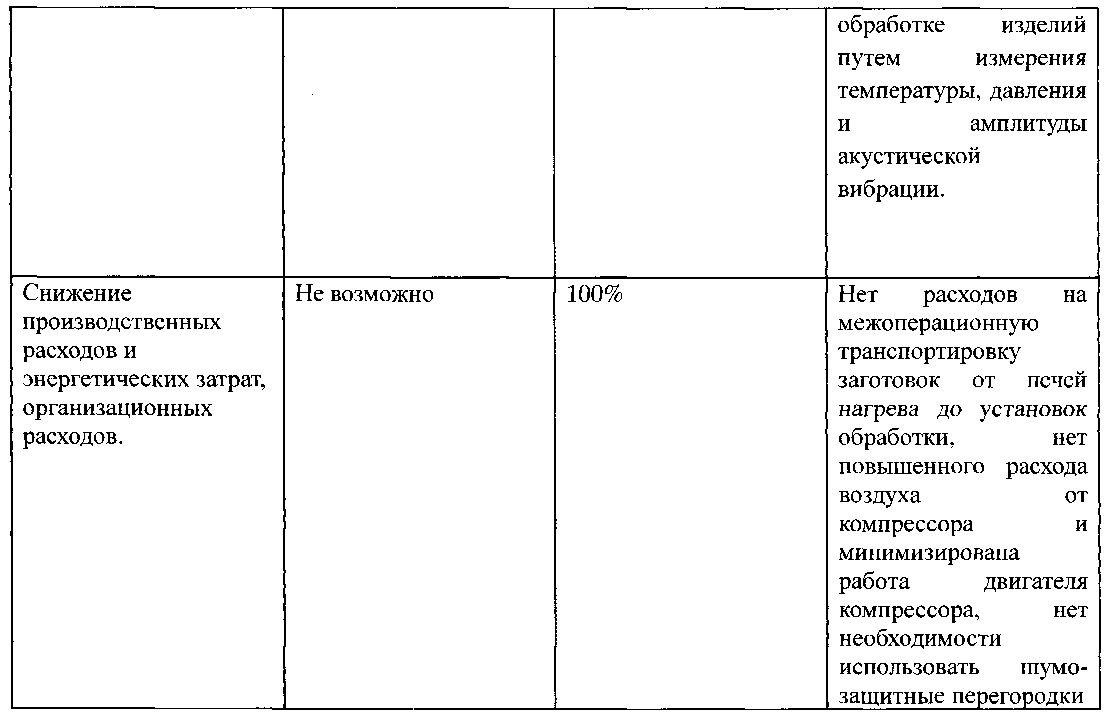
1. Для объемной релаксации и упрочнения поверхности металлических деталей при термоакустической обработке в условиях резонансного воздействия - по способу ТАО - их обработка осуществляется при воздействии потока сжатого воздуха и для обеспечения объемной релаксации и упрочнения поверхности деталей, находящихся в резонаторной камере, создаются условия акустического резонансного воздействия в диапазоне 500-5000 Гц путем рециркуляции воздушного потока при повышенном давлении в диапазоне 1.5-4.5 атм, и дополнительно создаются условия для термического воздействия путем непосредственного нагрева деталей в резонаторной камере.
Наличие причинно-следственной связи между совокупностью существенных признаков заявляемого объекта по пунктам 1-2-3 заявляемых способа и устройств по вариантам и достигаемым техническим результатом показано в таблице №1.
Сущность технических устройств для реализации способа заключается в том, что:
1. Устройство, осуществляющее работу по способу ТАО, выполнено в виде герметично закрывающейся цилиндрической камеры с подъемной крышкой, в центре которой расположен центробежный воздушный нагнетатель, а также внутри камеры размещены аксиальные резонаторные камеры, в которые помещаются обрабатываемые изделия, резонаторные камеры также имеют устройства для подогрева деталей в виде электронагревателей, поворотные заслонки щелевого сопла для регулирования ширины входного отверстия с целью установления режима резонанса воздушного потока, поступающего от нагнетателя, и его поддержания при изменении внутренних параметров в резонаторной камере в процессе работы, а также датчики акустической вибрации, температуры, имеется также блок управления устройством с таймером, на вход которого поступают сигналы от упомянутых датчиков из каждой камеры, а к выходам которого подключены двигатель воздушного нагнетателя, привода поворотной заслонки, регулирующий ширину входного отверстия в резонаторных камерах для управления режимом поддержания резонанса, а также имеются воздуховоды для циркуляции воздушного потока от резонансных камер до нагнетателя, датчик давления и клапана подачи и сброса давления в цилиндрической камере и подъемно-поворотное устройство для крышки.
2. Устройство может иметь нагревательные элементы, например высокотемпературные ТЭНЫ, на подъемной крышке цилиндрической камеры и в донной части резонаторных камер.
Достижение технического результата, реализованное в устройствах по заявляемым способам, возможно благодаря тому, что:
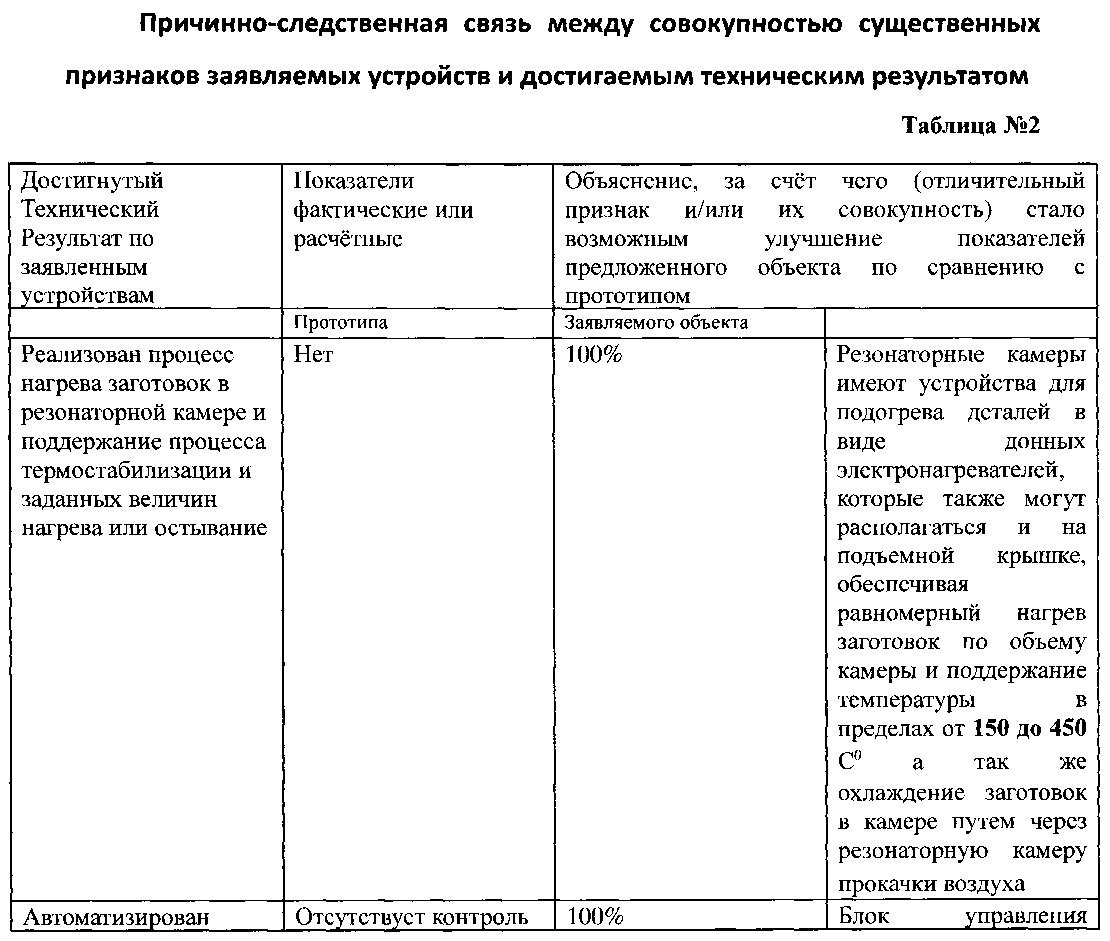
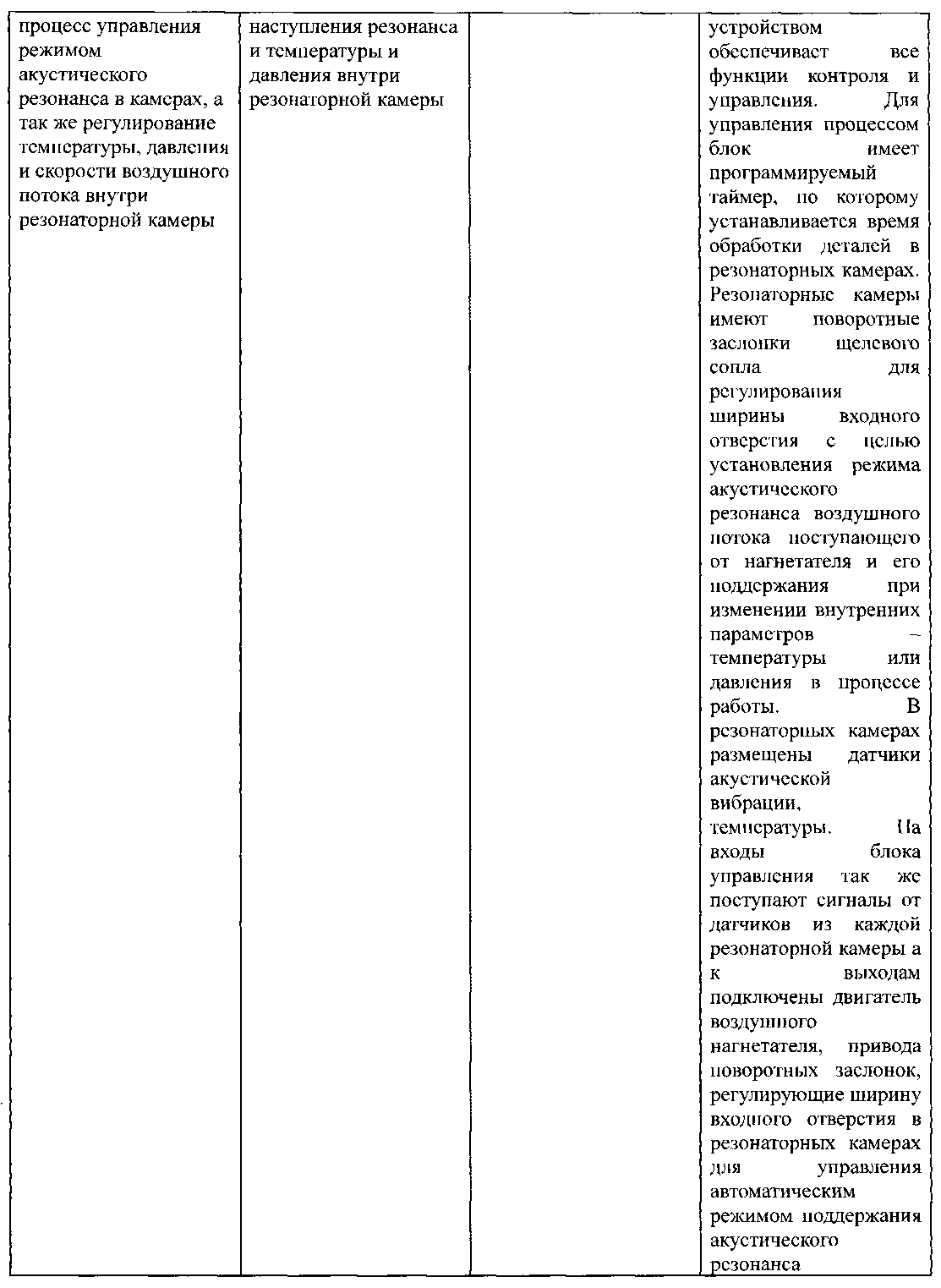
1. Устройство, работающее по способу ТАО, выполнено в виде герметично закрывающейся цилиндрической камеры с подъемной крышкой. В центре расположен центробежный воздушный нагнетатель, а также внутри камеры размещены аксиальные резонаторные камеры, в которые помещаются обрабатываемые изделия. Резонаторные камеры также имеют устройства для подогрева деталей в виде донных электронагревателей, которые также могут располагаться и на подъемной крышке. Резонаторные камеры имеют поворотные заслонки щелевого сопла для регулирования ширины входного отверстия с целью установления режима акустического резонанса воздушного потока, поступающего от нагнетателя, и его поддержания при изменении внутренних параметров - температуры или давления в процессе работы. В резонаторных камерах размещены датчики акустической вибрации, температуры. Блок управления устройством имеет программируемый таймер. На входы блока управления поступают сигналы от упомянутых датчиков из каждой резонаторной камеры, а к выходам подключены двигатель воздушного нагнетателя, привода поворотных заслонок, регулирующие ширину входного отверстия в резонаторных камерах для управления режимом поддержания акустического резонанса. Для обеспечения рециркуляции также имеются воздуховоды, передающие воздушный поток от резонансных камер до нагнетателя, датчик давления и клапана подачи и сброса давления в цилиндрической камере. Подъемно-поворотное устройство для крышки, закрывающей камеру, позволяет осуществлять герметизацию устройства при работе под давлением, а подъем и поворот крышки дает возможность оператору возможность загрузки и разгрузки резонаторных камер.
Наличие причинно-следственной связи между совокупностью существенных признаков заявляемого объекта по пунктам 2 и 3 и достигаемыми техническими результатами показано в таблице №2.
Совместные термическое и акустическое воздействия в заявляемом способе и устройствах могут быть осуществлены в широком диапазоне частот и мощности воздушного потока в пределах проявления и поддержания акустического резонанса в резонаторной камере с одновременным нагревом или при фиксированной температуре.
Технология и оборудование являются простыми, экологически чистыми и безопасными, а также обеспечивают сокращение времени, необходимого для достижения заданного упрочения, уменьшение расходуемой энергии, повторяемость результатов обработки при гарантированном заданном качестве обработанных деталей.
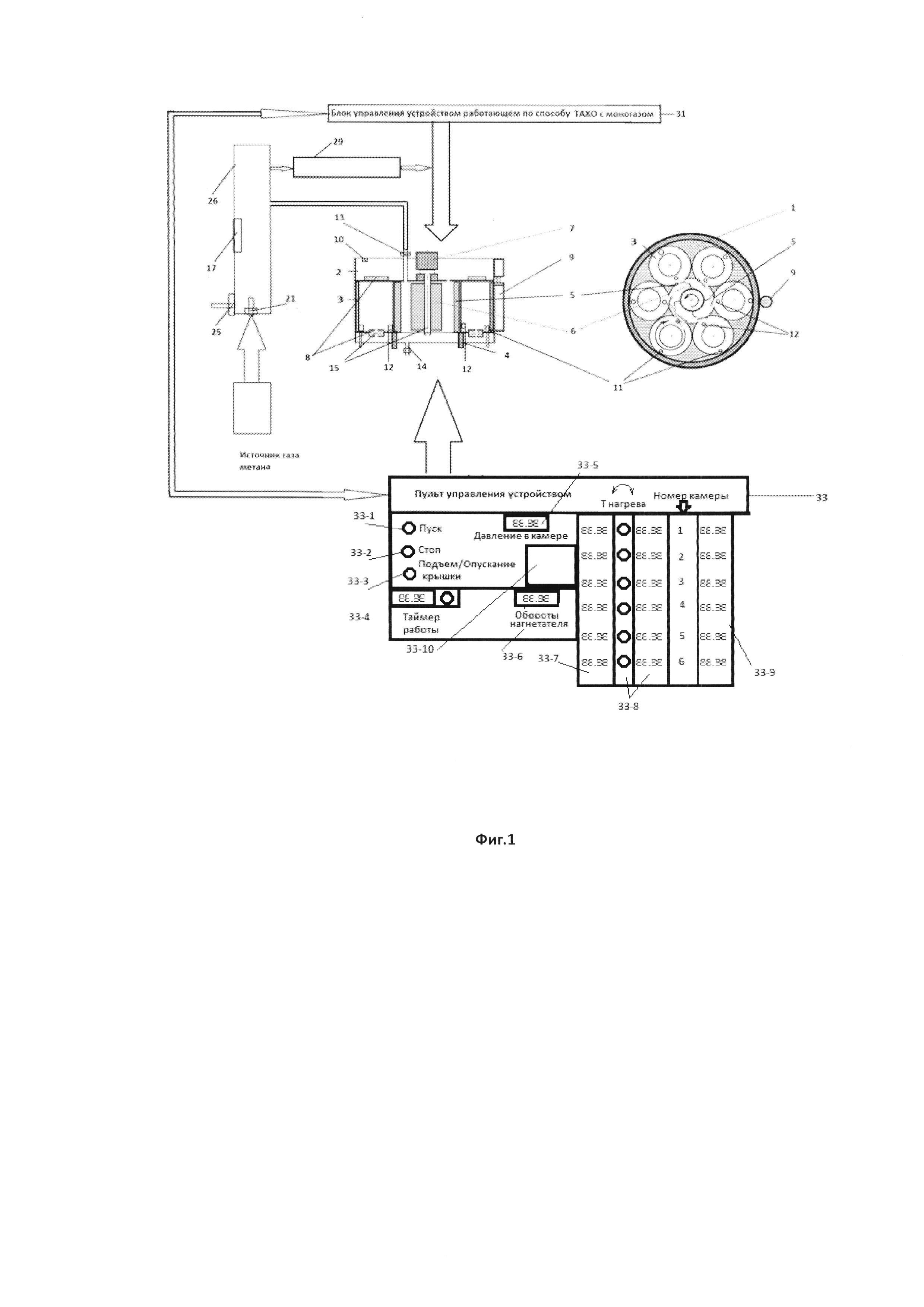
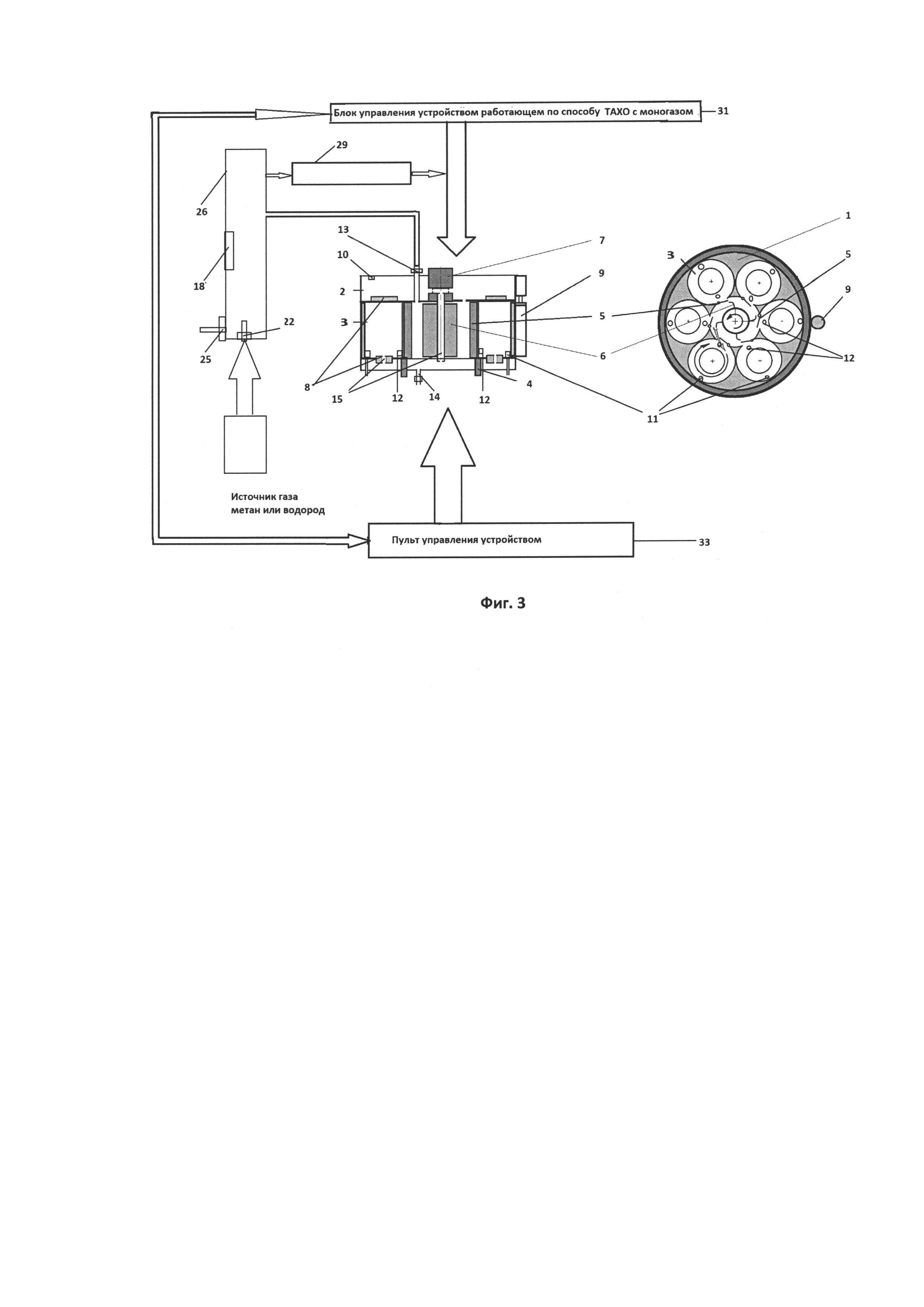
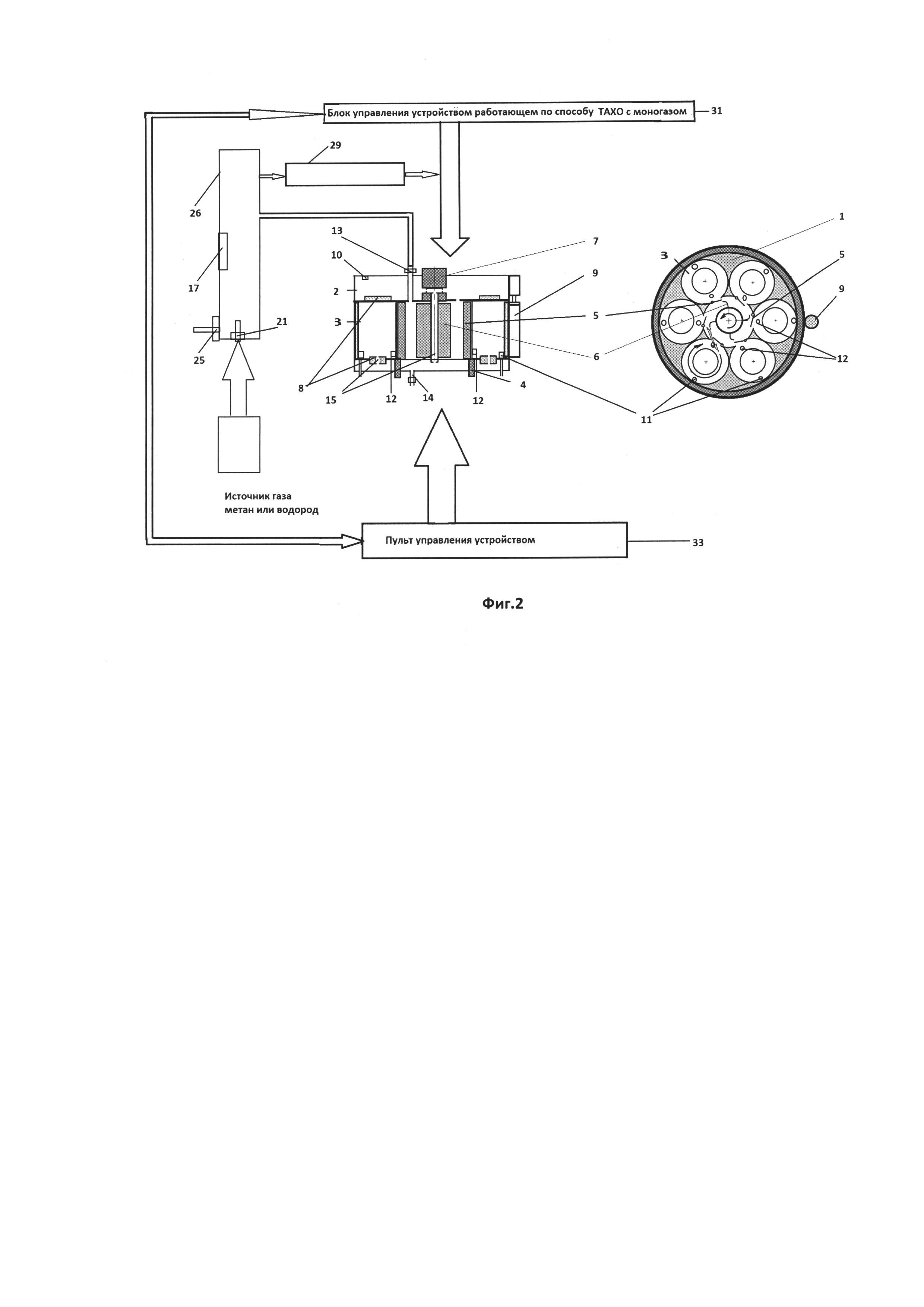
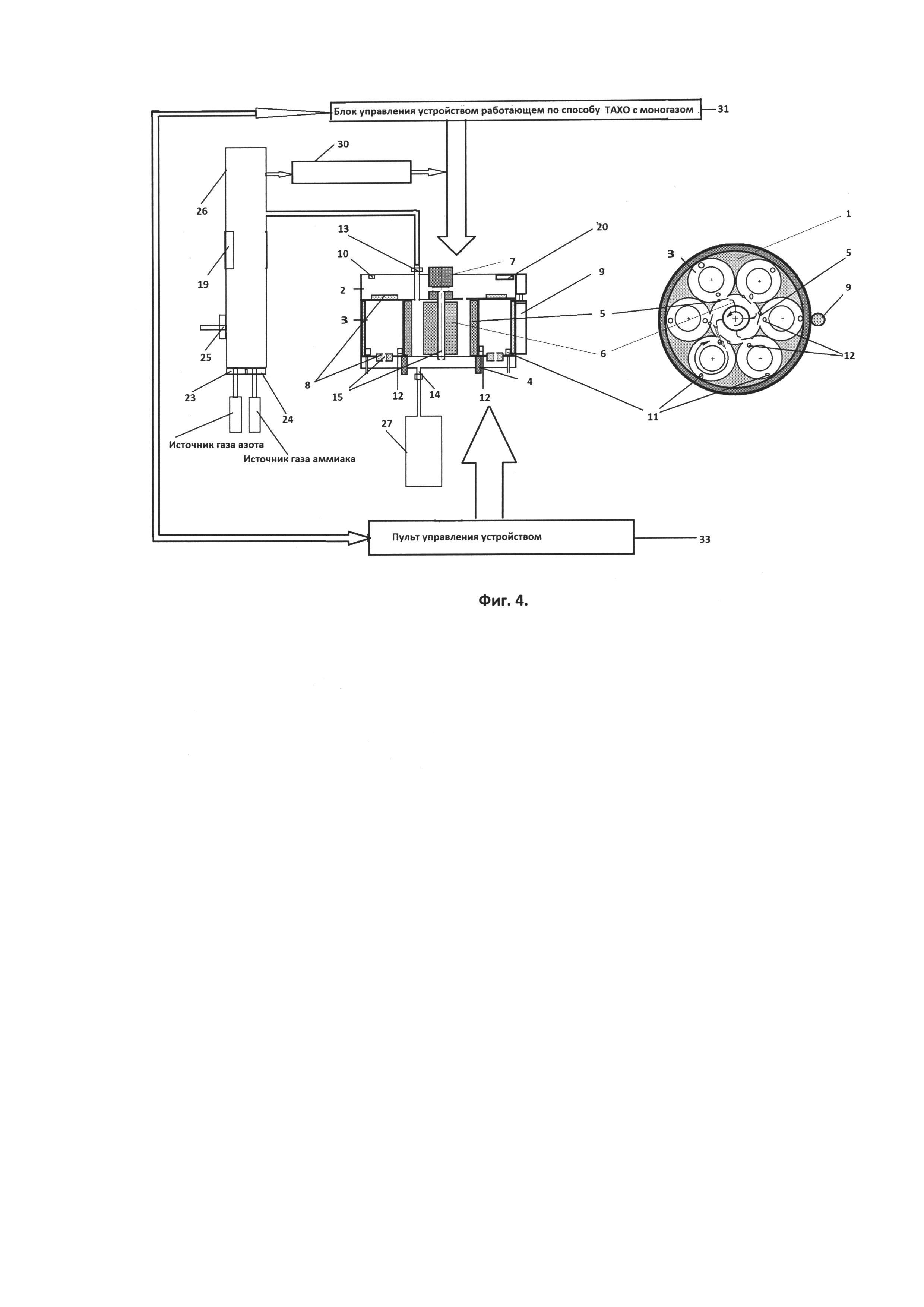
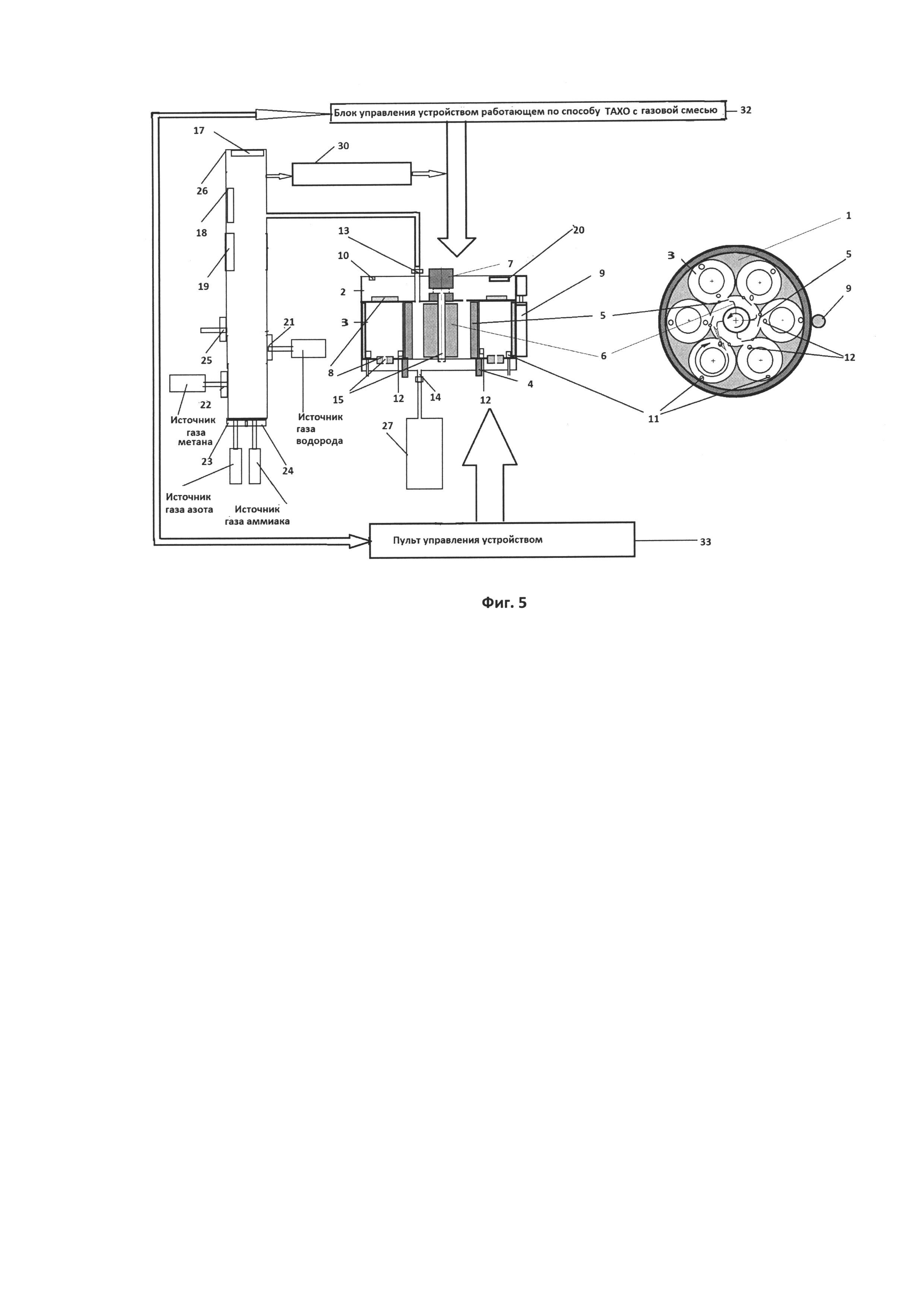
Предложенное устройство по способу ТАО приведено на Фиг. 1 и состоит из:
1 - Герметичная камера, 2 - Подъемно-поворотная крышка, 3 - Резонаторные камеры, 4 - Привод поворотной заслонки, 5 - Поворотная заслонка, Воздушный нагнетатель: 6 - Лопасти нагнетателя, 7 - Мотор нагнетателя, 8 - Нагревательное устройство в донной части резонаторных камер или на крышке - над резонаторными камерами, 9 - Подъемно-поворотное устройство, 10 - Датчик давления, 11 - Датчики температуры, 12 - Датчики вибраций, 13 - Входной патрубок с электроклапаном, 14 - Выходной патрубок с электроклапаном, 15 - Каналы для воздухообмена, 16 - Блок управления для работы устройства по способу ТАО, 33 - Пульт управления (П.У.) с Кнопками управления и Задатчиками.
Перечисленные выше элементы выполнены следующим образом и имеют следующие особенности:
1. Герметичная камера выполнена из металла в виде цилиндра, в донной части которого установлены компоненты устройства. Нижняя полость камеры имеет полости для обеспечения рециркуляции воздушного потока через резонансную камеру. Внутри камеры создается давление в пределах 1.5-4.5 атм.
2. Подъемно-поворотная крышка обеспечивает герметизацию камеры. При подъеме и в повернутом положении открыт доступ к внутреннему объему и в этом положении возможно обслуживание камеры и загрузка или разгрузка деталей.
3. Резонаторные камеры размещены в донной части цилиндра коаксиально и представляют собой модифицированные камеры Гельмгольца для генерации гармонических акустических колебаний при наступлении резонансных эффектов от движущихся воздушных потоков.
4. Привод поворотной заслонки: Привод поворотной заслонки, выполненный как мотор-редуктор, обеспечивает ее вращение вокруг вертикальной оси в рабочем секторе, меняя сечение входного отверстия резонаторной камеры,
5. Поворотная заслонка меняет свое положение, что вызывает акустические колебания с определенной частотой и амплитудой. Модуляции воздушного потока во входном сечении вызывают акустические колебания внутри резонаторной камеры. Роль поворотной заслонки при настройке - найти такое положение, при котором внутри камеры наступает резонанс. В зависимости от объема воздуха, температуры, давления, скорости воздушного потока, геометрии обрабатываемых изделий внутри камеры при определенном положении заслонки наступает резонанс, соответствующий максимуму амплитуды гармонических колебаний.
Частота акустический колебаний может достигать значений в диапазоне 500-5000 Гц.
6. Воздушный нагнетатель, состоящий из профилированных лопастей, закреплен на цилиндрической трубе, через которую обеспечивается рециркуляция воздушных потоков из резонаторных камер в зону забора воздушного потока нагнетателем.
7. Мотор нагнетателя, расположенный на подъемно-поворотной крышке, обеспечивает вращение лопастей с необходимой частотой и мощностью для создания внутри герметичной камеры воздушного потока.
8. Нагревательные устройства в донной части резонаторной камеры выполнены из высокотемпературных электронагревателей (ТЭН) для обеспечения рабочих температур в диапазоне 150-450 С°. Такие же нагреватели могут устанавливаться и/или на подъемно-поворотной крышке.
9. Подъемно-поворотное устройство, пневмоцилиндр с механизмом поворота обеспечивает герметичное соединение крышки камеры и по всему периметру камеры и внутренним периметрам резонаторных камер. Давление на входы цилиндра подается через встроенные пневмо-электроклапана от внешнего источника сжатого воздуха.
10. Датчик давления, установленный внутри герметичной камеры, регистрирует давление воздушного потока внутри герметичной камеры.
11. Датчики температуры, установленные в резонансных камерах, регистрируют температуру нагрева заготовок.
12. Датчики акустической вибрации, установленные в резонаторных камерах, снимают информацию о частоте акустических колебаний и с их помощью регистрируют наступление акустического резонанса.
13. Входной патрубок с электроклапаном, установленный на подъемно-поворотной крышке в зоне забора воздушного нагнетателя, предназначен для подачи сжатого воздуха или воздушной смеси в герметичную камеру.
14. Выходной патрубок с электроклапаном обеспечивает сброс давления внутри герметичной камеры и утилизацию остатков казовой среды в камере.
15. Каналы для воздухообмена обеспечивают внутреннюю рециркуляцию воздушной массы при работе устройства.
В зависимости от способа обработки изделий варианты устройства могут быть оснащены различными блоками и элементами.
16. Блок управления для работы устройства по способу ТАО обеспечивает автоматический режим управления устройством и поддержание режима акустического резонанса в резонаторных камерах путем изменения угла поворота резонаторной заслонкой, поддержания необходимой температуры в резонаторных камерах, управления скоростью вращения мотора нагнетателя, управление временем обработки деталей, хранением и воспроизводством типовых программ обработки изделий. На вход блока управления поступают сигналы от датчиков температуры, датчиков акустической вибрации, датчика давления, а к его выходам подключены устройства нагрева в резонаторный камерах, мотор вращения нагнетателя, электроклапана входного с выходного патрубков, привода поворота резонаторной заслонки, электроклапана управления пневмоцилиндра для подъемно-поворотного устройства герметичной крышки.
33. Пульт управления (П.У.) с Кнопками управления и Задатчиками содержит следующие элементы индикации и устройства:
33-1 - кнопка ПУСК инициирует процесс работы устройства при его готовности.
33-2 - кнопка СТОП прерывает процесс работы устройства и отключает привод воздушного нагнетателя, сбрасывает давление в герметичной камере, отключает нагревательные устройства.
33-3 - кнопка Подъем или Опускание крышки герметичной крышки камеры устройства открывает камеру.
33-4 - Таймерное устройство с вводом и индикатором интервала времени обработки.
33-5 - Индикатор давления.
33-6 - Индикатор скорости вращения.
Для контроля параметров работы резонаторных камер устройство снабжено:
33-7 - Индикаторами температуры по числу резонаторных камер.
33-8 - Задатчики и индикаторы температуры по числу резонаторных камер.
33-9 - Индикаторами резонанса по числу резонаторных камер.
33-10 - Управляющее компьютерное устройство, Промышленный Программируемый Контроллер, с помощью которого осуществляется управление от программ загруженных в память, а на вход которого поступают сигналы от датчиков температуры, датчиков резонанса, установленных в резонаторных камерах и внешних устройств, имеет Thach-Screen Monitor для ввода данных и отображения информации.
Все элементы управления имеют стандартное исполнение электротехнических устройств.
Описанные выше устройства работают следующим образом:
1. Работа устройства по способу ТАО Фиг. 1 осуществляется в автоматическом режиме. Для обработки деталей их помещают в контейнер с фиксирующим креплением в донной части. Контейнер в свою очередь помещают в одну из резонаторных камер 4 устройства. После загрузки деталей в резонаторные камеры герметичную камеру 1 устройства закрывают нажатием кнопки 33-3 - Опускание крышки, подъемно-поворотной крышкой 2. На панели Пульта Управления 33 устанавливаются значения Давления, Температуры и Времени обработки изделий. Параметры давления и времени обработки общие для всего внутреннего объема герметичной камеры, а температура может быть установлена для каждой резонаторной камеры индивидуально. При инициализации работы устройства от кнопки Пуск 33-1 открывается электроклапан 13 для закачки воздуха в камеру до уровня давления, установленного при настройке параметров устройства. Одновременно подключаются нагревательные устройства - электрические тэны 8 для нагрева заготовок до температуры, заданной по настройке задатчиком температуры - 33-8 на панели ПУ. При достижении в камере заданного значения температуры и давления установка запускается в автоматический режим работы, включается мотор 7 воздушного нагнетателя 6. Скорость мотора воздушного нагнетателя устанавливается при отладке устройства и регулируется автоматически. Внутри герметичной камеры устанавливается режим рециркуляции воздушного потока от нагнетателя, через резонаторные камеры и через цилиндрическую трубу, на которой закреплены лопасти воздушного нагнетателя. Внутри резонаторных камер при попадании воздушного потока через поворотную заслонку 5 наступает акустический резонанс за счет модуляции воздушного потока в входном сечении заслонки. Роль поворотной заслонки при настройке на резонансную частоту - найти такое положение, при котором внутри камеры наступает резонанс. Привод поворотной заслонки 4, выполненный как мотор-редуктор, подключенный к выходу блока управления 16, обеспечивает ее вращение вокруг вертикальной оси в рабочем секторе, меняя сечение входного отверстия резонаторной камеры. Настройка на резонансную частоту в каждой резонаторной камеры осуществляется по алгоритму, записанному в память блока управления 16, а датчиком резонанса служат датчики акустической вибрации 12, размещенные в этих камерах. Максимальная частота акустической вибрации в камере свидетельствует о наступлении резонанса. В зависимости от объема воздуха, температуры, давления, установившейся скорости воздушного потока, геометрии обрабатываемых изделий внутри камеры при определенном положении заслонки наступает резонанс, и блок управления 16, регулируя текущее положение заслонки, поддерживает этот режим автоматически. Частота акустический колебаний может достигать значений в диапазоне 500-5000 Гц. Дальнейшая обработка обеспечивается автоматически до окончания работы устройства по установленному таймеру 33-4. Температура в резонаторных камерах измеряется датчиком температуры 11 и поддерживается также в автоматическом режиме по алгоритму программы пульта управления. По окончанию цикла обработки деталей включается электроклапан патрубка сброса давления 14. По установлению давления на уровне ′0′ отметки поднимается и поворачивается крышка устройства 3 от пневматического подъемно-поворотного устройства 9 для обеспечения выгрузки деталей из резонаторных камер.
Источники информации
1. Научно-технический отчет УДК 621.78.621.785.5 Код ГРНТИ 53.49.21.55.21.99. Идентификация структурного состояния инструментальной стали после термовибрационного старения. Технологический Университет МИСиС, г. Москва. 2010 г.
Способ разрушения и предотвращения образования отложений и пробок в нефтегазодобывающих скважинах и устройство для его осуществления
Устройство отлова саранчи
Способ производства сахаров из целлюлозосодержащего сырья
Способ транспортировки и слива высоковязких текучих сред
Биологический способ селективной дезинфекции с использованием бактериофагов
Способ ликвидации, предотвращения образования отложений и интенсификации добычи нефти в нефтегазодобывающих скважинах и устройство для его реализации
Способ обработки металлических деталей в условиях акустического резонансного воздействия потоком смеси сжатого воздуха и газообразных химических реагентов и устройство для его осуществления
Способ определения долговечности конструкционных материалов в условиях воздействия агрессивных факторов и устройство для его осуществления
Способ разрушения и предотвращения образования отложений и пробок в нефтегазодобывающих скважинах и устройство для его осуществления
Устройство отлова саранчи
Способ производства сахаров из целлюлозосодержащего сырья
Способ транспортировки и слива высоковязких текучих сред
Биологический способ селективной дезинфекции с использованием бактериофагов
Способ ликвидации, предотвращения образования отложений и интенсификации добычи нефти в нефтегазодобывающих скважинах и устройство для его реализации
Способ обработки металлических деталей в условиях акустического резонансного воздействия потоком смеси сжатого воздуха и газообразных химических реагентов и устройство для его осуществления
Способ определения долговечности конструкционных материалов в условиях воздействия агрессивных факторов и устройство для его осуществления
Способ дистанционного контроля безопасности при эксплуатации объекта на базе цифровых информационно-технологических систем

