Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ РЕМОНТА СТЕНКИ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА, ИЗГОТОВЛЕННОГО МЕТОДОМ РУЛОНИРОВАНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение.
Изобретение относится к устройствам, используемым при проведении ремонта резервуаров, а более конкретно к устройствам для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования.
Уровень техники.
В настоящем описании имеются в виду резервуары вертикальные стальные (РВС), построенные как полистовым методом, так и по типовым сериям с использованием индустриального метода рулонирования.
В настоящее время, ремонт стенок таких резервуаров, сооруженных как полистовым методом, так и методом рулонного типа, выполняется путем замены ее участков вставками, вальцованными на фактический радиус резервуара. Существующий метод ремонта не учитывает факт остаточных напряжений в стенке «рулонных» резервуаров, поэтому при ремонте стенки на месте старого дефекта может образоваться новый дефект - «хлопун». Причиной образования хлопунов является наличие остаточных напряжений в конструкциях резервуаров, изготовленных методом рулонирования.
Остаточные напряжения образуются по следующей причине. Метод индустриального изготовления резервуарных конструкций основан на сварке полотнища стенки в плоском состоянии. После того как полотнище изготовлено, его наматывают на барабан, например, радиусом 1330 мм. В дальнейшем полотнище стенки, свернутое в рулон, доставляют на площадку строительства. На площадке рулон разворачивают на проектный радиус резервуара. Следующим этапом является сварка монтажных стыков стенки рулона.
При выполнении вышеописанных технологических и монтажных операций в стенке резервуара остаются остаточные напряжения, которые, как показал опыт эксплуатации большого количества рулонных резервуаров, не влияют на их эксплуатационные качества.
В свою очередь, на этапе ремонта методом замены дефектных участков, остаточные напряжения начинают играть заметную роль. Остаточные напряжения создают момент, который деформирует ремонтный лист (вставку) внутрь резервуара, и образуют так называемый хлопун.
Для ремонта стенки используются различные устройства, но все они не имеют средств для корректировки радиуса вставки на расчетную величину, предотвращающую появление хлопунов.
Так, из уровня техники известно устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, включающее в себя держатель вставки (см. патент РФ N2079621, опубликованный в 1997 г.).
Данное устройство является наиболее близким по технической сути и достигаемому техническому результату и выбрано за прототип предлагаемого изобретения.
Недостатком такого устройства ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, является низкое качество ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, за счет невозможности предотвращения в зоне ремонта появления хлопунов. Действительно, ввиду остаточной деформации на краях вставки, возможно появление хлопунов, что является недопустимым, так как может привести к аварии из-за нарушений целостности стенки корпуса резервуара, в том числе к экологическим катастрофам из-за разлива нефтепродуктов в больших объемах.
Раскрытие изобретения.
Опирающееся на это оригинальное наблюдение настоящее изобретение, главным образом, имеет целью предложить устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, включающее в себя держатель вставки, позволяющее, по меньшей мере, сгладить один из указанных выше недостатков, а именно обеспечить повышение качества ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, за счет предотвращения в зоне ремонта появления хлопунов, что и является поставленной технической задачей для достижения технического результата.
Для достижения этой цели держатель вставки содержит временную монтажную опору, неподвижно присоединяемую к вставке, и приспособление для регулирования кривизны вставки, выполненное в виде основания, на котором размещены средства фиксации краев вставки, причем средства фиксации краев вставки выполнены с возможностью поворота и фиксации краев вставки относительно основания, а по меньшей мере одно средство фиксации краев вставки выполнено с возможностью продольного перемещения относительно основания.
Благодаря данной выгодной характеристике появляется возможность повышения качества ремонта стенки резервуаров, так как появляется возможность точно подгонять радиус кривизны вставки, который может нейтрализовать момент, который присутствует в стенке вертикального стального резервуара, изготовленного методом рулонирования. Подгонка радиуса кривизны осуществляется посредством приспособления для регулирования кривизны вставки, на котором размещают вставку, и с помощью средств фиксации краев вставки сначала фиксируют ее, а потом меняют кривизну и выдерживают в новом положении, после чего уже осуществляют монтаж вставки на стенку вертикального стального резервуара, изготовленного методом рулонирования.
Существует вариант изобретения, в котором средства фиксации краев вставки выполнены в виде цилиндров, имеющих прорези вдоль оси цилиндра, адаптированные для размещения и фиксации краев вставок. Благодаря данной выгодной характеристике появляется возможность удобно и быстро располагать края вставки на средстве фиксации краев вставки и фиксировать их.
Существует вариант изобретения, в котором диаметр цилиндров выполнен таковым, чтобы его отношение к толщине вставки находилось в диапазоне 5-20. Благодаря данной выгодной характеристике появляется возможность осуществлять фиксацию краев вставки наиболее качественно. Действительно, в случае когда диаметр цилиндров отличается от толщины вставки менее чем в 5 раз, края вставки сложно удерживать в цилиндре, а когда диаметр цилиндров отличается от толщины вставки более чем в 20 раз, то это приводит к неоправданному расходу материала.
Существует также вариант изобретения, в котором основание приспособления для регулирования кривизны вставки выполнено в виде основной прямоугольной рамы, имеющей направляющие для перемещения по ним средства фиксации краев вставки. Благодаря данной выгодной характеристике появляется возможность простого изготовления основания для приспособления для регулирования кривизны вставки.
Существует еще один вариант изобретения, в котором основание приспособления для регулирования кривизны вставки имеет дополнительную прямоугольную раму, размещенную параллельно основной прямоугольной раме, промежуток между которыми и образует направляющие для перемещения по ним средства фиксации краев вставки. Благодаря данной выгодной характеристике появляется возможность обеспечить наличие промежутка между направляющими, который удобен для перемещения по ним средства фиксации краев вставки.
Существует также вариант изобретения, в котором приспособление для регулирования кривизны вставки имеет средство перемещения средства фиксации краев вставки. Благодаря данной выгодной характеристике появляется возможность перемещения средства фиксации краев вставки.
Существует кроме этого вариант изобретения, в котором средство перемещения средства фиксации краев вставки выполнено в виде червячного механизма.
Благодаря данной выгодной характеристике появляется возможность перемещать средства фиксации краев вставки и менять радиус вставки, с небольшим внешним усилием.
Существует вариант изобретения, в котором временная монтажная опора выполнена в виде прямоугольной рамы, соединяемой со вставкой посредством приварки металлических стержней различной длины по контуру рамы.
Благодаря данной выгодной характеристике появляется возможность наиболее простого изготовления временной монтажной опоры.
Существует еще один вариант изобретения, в котором цилиндры имеют дополнительные держатели края вставки. Благодаря данной выгодной характеристике появляется возможность лучшей фиксации краев вставки.
Кроме этого, существует вариант изобретения, в котором цилиндры имеют фиксаторы цилиндров, которые адаптированы для фиксации цилиндров не только в разных положениях относительно направляющих основания, но и при разных углах поворота прорези для обеспечения фиксации вставок разных радиусов. Благодаря данной выгодной характеристике появляется возможность лучшей фиксации краев вставки в разных положениях.
Совокупность существенных признаков предлагаемого изобретения неизвестна из уровня техники для устройств аналогичного назначения, что позволяет сделать вывод о соответствии критерию «новизна» для изобретения. Также совокупность существенных признаков предлагаемого изобретения не следует явным образом из уровня техники для устройств аналогичного назначения, что позволяет сделать вывод о соответствии критерию «изобретательский уровень» для изобретения.
Краткое описание чертежей.
Другие отличительные признаки и преимущества изобретения ясно вытекают из описания, приведенного ниже для иллюстрации и не являющегося ограничительным, со ссылками на прилагаемые рисунки, на которых:
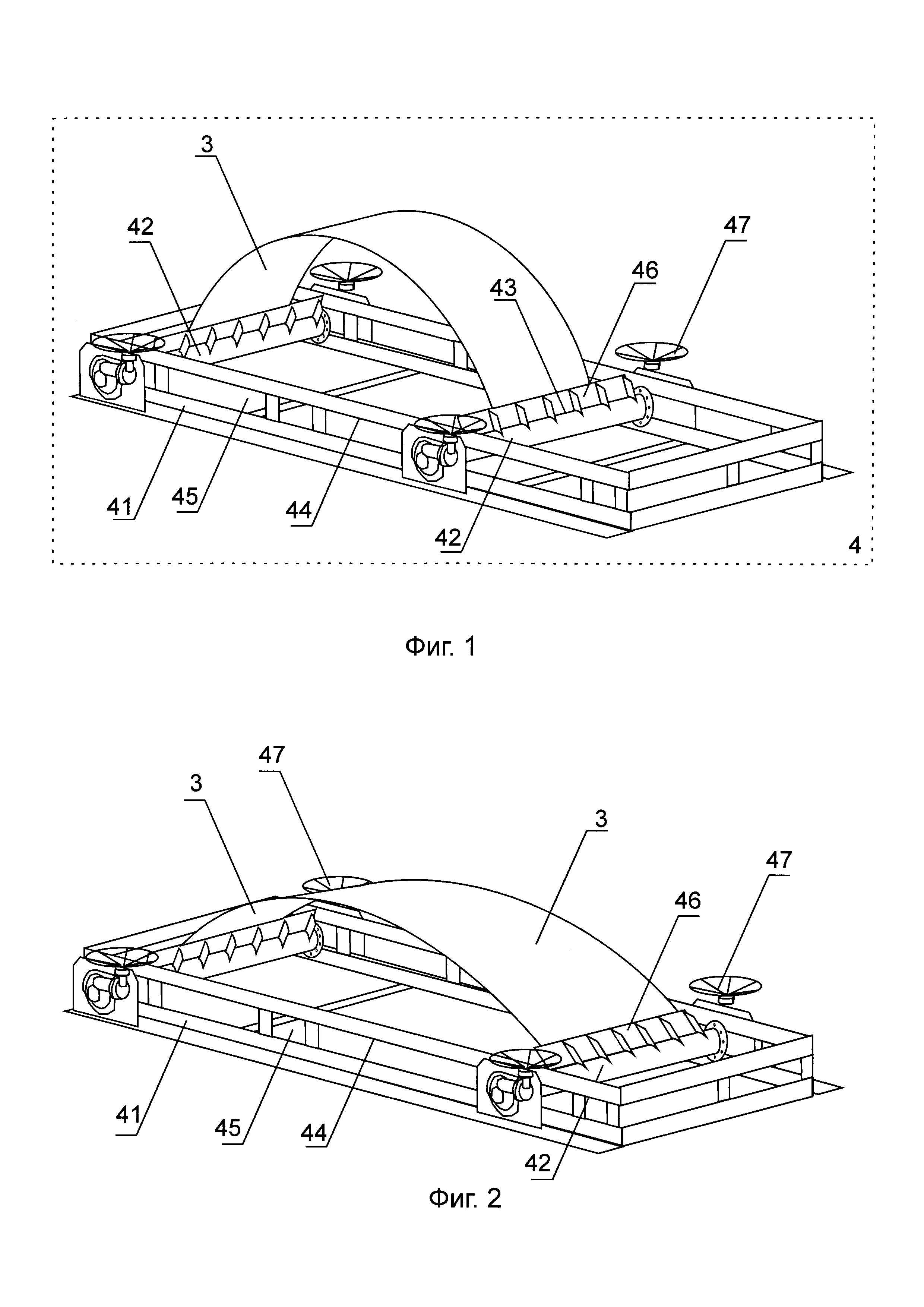
- фигура 1 схематично изображает устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, вид в изометрии, в положении, когда вставка в естественном состоянии, без временной монтажной опоры, согласно изобретению;
- фигура 2 схематично изображает устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, вид в изометрии, в положении, когда вставка находится в процессе растягивания, без временной монтажной опоры, согласно изобретению;
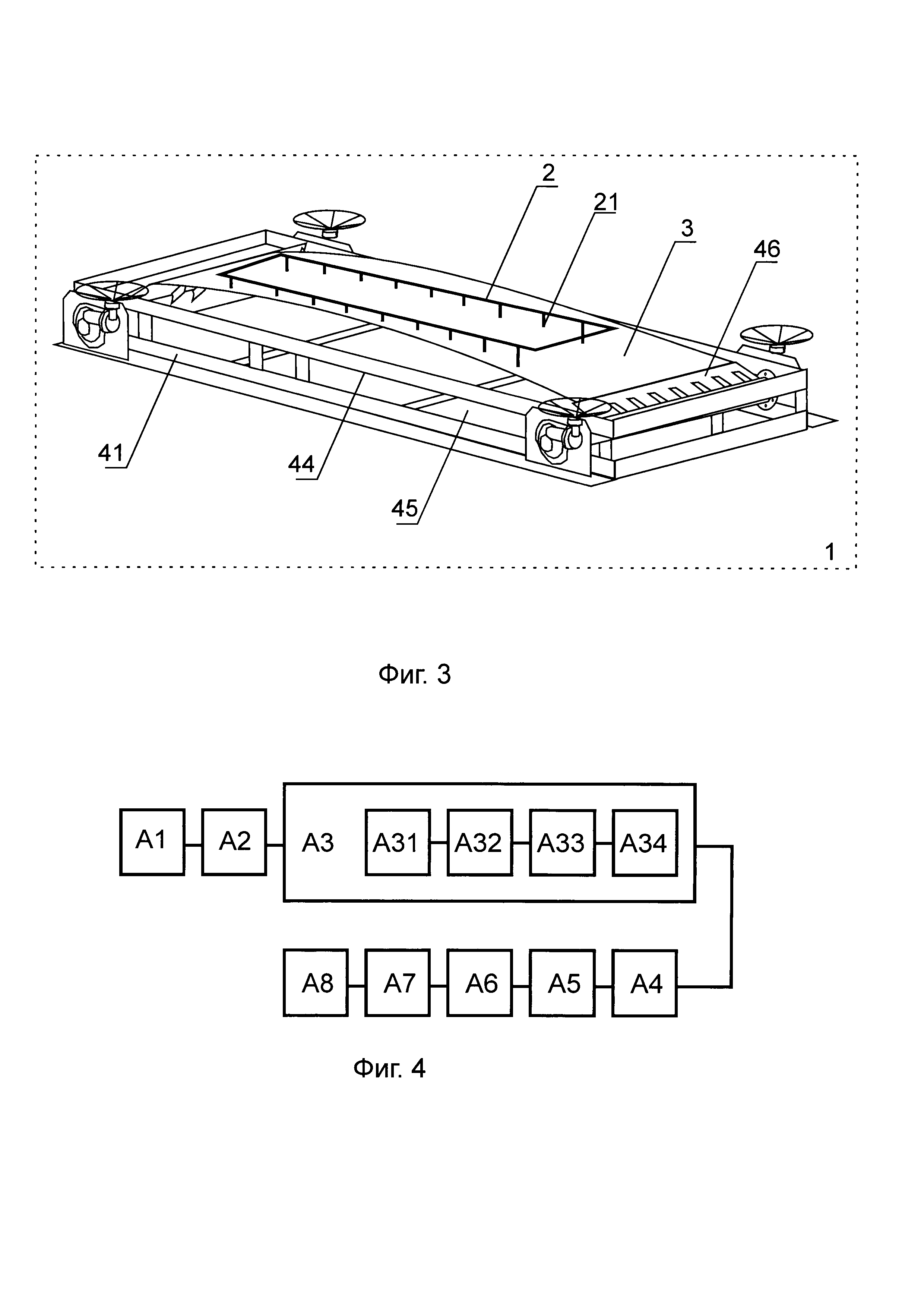
- фигура 3 схематично изображает устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, вид в изометрии, в положении, когда вставка в растянутом проектном положении и прикреплена к временной монтажной опоре, согласно изобретению;
- фигура 4 изображает этапы применения устройства согласно изобретению.
Согласно фиг. 1-3 устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, включает в себя держатель 1 вставки. Держатель 1 вставки содержит временную монтажную опору 2, неподвижно присоединяемую к вставке 3, и приспособление 4 для регулирования кривизны вставки, выполненное в виде основания 41, на котором размещены средства фиксации 42 краев вставки. Средства фиксации 42 краев вставки выполнены с возможностью поворота и фиксации краев вставки относительно основания 41. По меньше мере одно средство фиксации 42 краев вставки выполнено с возможностью продольного перемещения относительно основания 41.
Средства фиксации 42 краев вставки выполнены в виде цилиндров, имеющих прорези 43 вдоль оси цилиндра, адаптированные для размещения и фиксации краев вставок 3.
Диаметр цилиндров может быть выполнен таковым, чтобы его отношение к толщине вставки находилось в диапазоне 5-20.
Основание 41 приспособления для регулирования кривизны вставки 3 преимущественно выполнено в виде основной прямоугольной рамы, имеющей направляющие для перемещения по ним средства фиксации краев вставки.
Основание приспособления для регулирования кривизны вставки преимущественно имеет дополнительную прямоугольную раму 44, размещенную параллельно основной прямоугольной раме, промежуток 45 между которыми образует направляющие для перемещения по ним средства фиксации краев вставки.
Для лучшей фиксации краев вставки цилиндры могут иметь дополнительные держатели 46 края вставки 3.
А для фиксации самих цилиндров в разных положениях могут быть использованы фиксаторы цилиндров 47, которые могут фиксировать цилиндры не только в разных положениях относительно основания 41, но и при разных углах поворота прорези 43, адаптированных для разных радиусов вставки 3.
Приспособление для регулирования кривизны вставки может иметь средство перемещения средства фиксации краев вставки. Средство перемещения средства фиксации краев вставки может быть выполнено в виде червячного механизма. На фигурах не показано.
Временная монтажная опора 2 может быть выполнена в виде прямоугольной рамы, соединяемой со вставкой посредством приварки металлических стержней 21 различной длины по контуру прямоугольной рамы. Длина металлических стержней 21 выбирается из учета радиуса кривизны вставки 3.
Осуществление изобретения.
Сварные полотнища в процессе изготовления на установках для рулонирования подвергаются изгибу. На современных установках изгиб при сворачивании полотнища в рулон является определяющим напряженное состояние полотнища. Радиус рулона одинаков для всех установок и практически может быть принят равным радиусу барабана, на который наматывается полотнище - Rсв=1330 мм.
Изгиб полотнища при сворачивании можно рассматривать с достаточной степенью точности как чистый изгиб стержня из идеального упругопластического материала с сохранением гипотезы плоских сечений при упругопластическом изгибе. Рулонируемые стали, как правило, имеют ярко выраженную площадку текучести и достаточно хорошо отвечают предположению об идеальном упругопластическом материале. Относительная деформация крайних волокон будет в этом случае определяться радиусом изгиба по формуле

При переменной толщине листов изгиб в разных поясах полотнища происходит по-разному. Наиболее тонкие листы могут изгибаться упруго и не претерпевать остаточных деформаций. Возникающие в сечении листа напряжения выражаются треугольной эпюрой.
В листах большей толщины относительные деформации крайних волокон превышают предельное значение упругих деформаций для данной стали:

Наряду с упругими будут иметь место пластические (остаточные) деформации, а в крайних волокнах появится фибровая текучесть. С увеличением толщины листов при данных радиусе сворачивания и пределе текучести металла зона распространения пластических деформаций увеличивается, а высота упругой зоны остается постоянной. Последняя показывает, какой толщины листы будут изгибаться при данных радиусе сворачивания и пределе текучести в упругой стадии, не претерпевая остаточных деформаций. Определяется высота упругой зоны по формуле

Из зависимости между σТ и α, при постоянном радиусе сворачивания для каждого предела текучести, легко можно определить границу упругих и пластических деформаций и, следовательно, эпюру напряжений в полотнище при сворачивании.
После освобождения полотнища из свернутого состояния тонкие листы, которые в процессе рулонирования изгибались в упругой стадии, распрямятся. Толстые же листы, получившие в процессе рулонирования пластические деформации крайних волокон, распрямятся незначительно и будут иметь остаточный радиус кривизны, который определяется в зависимости от радиуса сворачивания по формуле:

Где k=α/δ=εт/ε - доля упругого ядра во всей толщине листа.
При разгибе от rсв до rост листы пройдут через некоторое промежуточное положение, когда упругие деформации крайних волокон будут исчерпаны (εу=εт=0), а останутся только пластические (остаточные) деформации εпл. В этом случае напряжения в крайних волокнах будут равны нулю. Но листы благодаря силам упругих напряжений в ядре будут продолжать разгибаться. При этом крайние наружные волокна начнут сжиматься(крайние внутренние соответственно растягиваться), что вызовет появление напряжений сжатия (растяжения) σост. Когда площади эпюр сжатия и растяжения будут уравновешены относительно нейтральной оси, выпрямление полосы прекратится. При этом крайние наружные волокна сожмутся на величину ε1, а крайние внутренние растянутся на ту же величину. Листы будут иметь остаточный радиус кривизны rост, действительную относительную деформацию крайних волокон
Δ=εпл-ε1:
остаточные напряжения в них

и остаточные напряжения на границе упругой и пластической зон

При дальнейшем принудительном выпрямлении листов, например до проектного радиуса резервуара, остаточные напряжения в крайних волокнах будут увеличиваться, а на границе упругой и пластической зон уменьшаться. У полностью выпрямленных листов напряжения в упругом ядре будут равны нулю, а в крайних волокнах они достигнут предела текучести, если доля упругого ядра во всем сечении

при сворачивании будет равна или меньше 0,5. Если же это отношение будет больше 0,5 для данного радиуса сворачивания, напряжения в крайних волокнах будут меньше предела текучести.
Напряжения в крайних волокнах на всех этапах изменения кривизны листов от сворачивания до плоского состояния выразятся формулой:

где r - радиус кривизны листов для данного состояния.
При

и r=∞ (т.е. когда листы полностью выпрямлены) формула примет следующие частные выражения:

При r=rпр (rпр - проектный радиус резервуара) получим значение остаточных
напряжений в крайних волокнах корпуса смонтированного резервуара

Из формулы (1.6) видно, что для крупных резервуаров, у которых rпр значительно превышает rсв, значением rсв/rпр можно пренебречь, и тогда σост.пр>>σвыпр, т.е. крупные резервуары будут иметь в стенке остаточные напряжения, практически соответствующие выпрямленным листам. Эпюра напряжений в этом случае, как и эпюры напряжений при сворачивании, определяется высотой упругого ядра α.
Напряжение на границе упругой и пластической зон при выпрямлении полосы будет определяться по формуле

Для частных случаев r=rост, r=rпр и r=∞ это выражение примет вид:

Таким образом, видно, что стенки типовых резервуаров вместимостью 10-20 тыс.м3 еще до своего заполнения имеют остаточные напряжения, достигающие предела текучести. При этом многолетний опыт эксплуатации таких резервуаров позволяет сделать вывод об их полной надежности.
Следует также отметить, что применяя известную зависимость

возможно определить результирующий изгибающий момент в стенке резервуара от остаточных напряжений при рулонировании/разворачивании.
Формулы (1.1)-(1.9) позволяют определить напряженно-деформированное состояние (относительная деформация ε, напряжения σ, изгибающий момент М) стенки резервуара в процессе намотки на рулон с последующим монтажом в проектное положение с учетом таких параметров, как:
- предел текучести стали;
- толщина пояса;
- радиус сворачивания;
- проектный радиус резервуара.
Если же вставка изначально была свальцована на радиус r1, а после этого на площадке ей придали радиус r2, то напряжение пластинки будет определяться зависимостями:


Основная идея усовершенствованного метода ремонта заключается в применении вставок с таким радиусом вальцовки, чтобы при разворачивании до проектного радиуса изгибающий момент во вставке был бы равен изгибающему моменту в рулонированной части стенки.
Как уже было показано ранее, напряженно-деформированное состояние вставки, вальцованной на радиус r1 и развернутой до радиуса r2, определяется зависимостями (1.10), (1.11). При известном распределении напряжений по толщине стенки величина изгибающего момента М определяется по формуле (1.9).
Таким образом, определить радиус вальцовки вставок можно по следующему алгоритму:
а) определяем остаточные напряжения в рулонированной части стенки по формулам (1.1)-(1.8);
б) определяем соответствующий изгибающий момент в рулонированной части стенки по формуле (1.9);
в) зная конечный радиус вальцовки r2, равный проектному радиусу резервуара, задаемся начальным радиусом вальцовки r1;
г) определяем по формуле (1.11) распределение напряжений во вставке при развороте до проектного радиуса;
д) определяем соответствующий изгибающий момент в вальцованной вставке по формуле (1.9).
Повторяя пункты (в…д), подбираем такой начальный радиус вальцовки вставки r1, при котором изгибающие моменты в рулонированной части стенки и в новой вставке будут равны. Согласно законам строительной механики схема будет находиться в равновесии.
Устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования используют следующим образом. (Приводится неограничивающий применения изобретения пример ремонта стенки вертикального стального резервуара согласно фигуре 4.)
Этап А1. Необходимо свальцевать лист вставки в заводских условиях на меньший радиус.
Этап А2. Доставляют свальцованную вставку 3 на объект (строительную площадку).
Этап A3. На площадке при помощи предлагаемого устройства для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, приводят лист вставки 3 к проектному радиусу. Чтобы избежать явления «хлопуна» вставка должна иметь в себе остаточный момент, соизмеримый с остаточным моментом в стенке.
Этап А31. Для этого закрепляют лист вставки 3 на приспособлении 4 для регулирования кривизны вставки, а именно вставляют края вставки 3 в щели 43 цилиндров, и фиксируют их дополнительными держателями 46 краев вставки. См. фиг 1.
Этап А32. Изменяют радиус вставки, путем одновременного разнонаправленного вращения цилиндров с перемещением одного из цилиндров по промежутку 45, образованному направляющими основания 41 и направляющими дополнительной прямоугольной рамы 44, размещенной параллельно основной прямоугольной раме 41. См. фиг. 2
Этап А33. При достижении расчетного радиуса вставки указанную вставку закрепляют фиксаторами цилиндров 47. Затем ее оставляют на некоторое время, чтобы вставка приняла новый радиус кривизны.
Этап А34. Приваривают металлические стержни 21 различной длины, расположенные по контуру временной монтажной опоры 2 к вставке 3. См. фиг 3.
Этап А4. Вырезают из рулонируемой стенки дефектный участок, по габаритам соответствующий ремонтной вставке 3.
Этап А5. Вставляют лист вставки 3 в проем и закрепляют на клиньях и скобах.
Этап А6. При необходимости (несколько вставок друг над другом) операции повторить.
Этап А7. Выполняют приварку вставки.
Этап А8. Производят демонтаж временной монтажной опоры со вставки 3. Во вставке 3 и стенке вертикального стального резервуара присутствуют соизмеримые остаточные моменты, которые компенсируют друг друга, и вставка не «схлопывается».
Приведенные варианты осуществления изобретения являются примерными и позволяют добавлять новые варианты или модифицировать описанные.
Промышленная применимость.
Предлагаемое устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, может быть осуществлено специалистом на практике и при осуществлении обеспечивает реализацию заявленного назначения, что позволяет сделать вывод о соответствии критерию «промышленная применимость» для изобретения.
Описанное устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, реализуется на базе традиционных технологий, и возможность его осуществления не связана с какими-либо дополнительными техническими проблемами.
В соответствии с предложенным изобретением заявителем проведены опытные испытания предложенного изобретения на объектах ОАО «АК «Транснефть». Практика показала перспективность предложенного устройства.
Испытания показали, что такое устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, обеспечивает:
- возможность закрепления листа вставки 3 на приспособлении 4 для регулирования кривизны вставки,
- возможность изменения радиуса вставки путем одновременного разнонаправленного вращения цилиндров с перемещением одного из цилиндров по промежутку 45, образованному направляющими основания 41 и направляющими дополнительной прямоугольной рамы 44, размещенной параллельно основной прямоугольной раме 41.
Таким образом, за счет этого и достигается заявленный технический результат, а именно: повышение качества ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования, за счет предотвращения в зоне ремонта появления хлопунов, что происходит вследствие применения предлагаемого устройства, меняющего радиус кривизны вставки.
Способ получения противотурбулентной присадки суспензионного типа, снижающей гидродинамическое сопротивление углеводородных жидкостей
Способ удлинения сваи
Способ восстановления проектной высоты неподвижной опоры нефтепровода
Состав пенообразователя для тушения пожаров нефти и нефтепродуктов
Способ изготовления замкнутого полого изделия из полиуретанового эластомера и литейная разборная форма для осуществления способа
Способ теплоизоляции шиберной задвижки
Способ получения заготовки замка трубопровода
Способ прокладки трубопровода в скальных и полускальных грунтах на продольном уклоне
Способ теплоизоляции запорно-регулирующей арматуры малых диаметров
Способ получения скользящего листа затвора плавающей крыши резервуара
Способ получения противотурбулентной присадки суспензионного типа, снижающей гидродинамическое сопротивление углеводородных жидкостей
Способ удлинения сваи
Способ восстановления проектной высоты неподвижной опоры нефтепровода
Состав пенообразователя для тушения пожаров нефти и нефтепродуктов
Способ изготовления замкнутого полого изделия из полиуретанового эластомера и литейная разборная форма для осуществления способа
Способ теплоизоляции шиберной задвижки
Способ получения заготовки замка трубопровода
Способ прокладки трубопровода в скальных и полускальных грунтах на продольном уклоне
Способ теплоизоляции запорно-регулирующей арматуры малых диаметров
Способ получения скользящего листа затвора плавающей крыши резервуара

