Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОЙ ОСЕСИММЕТРИЧНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ, СОДЕРЖАЩЕЙ УСИЛЕНИЕ ИЗ КЕРАМИЧЕСКИХ ВОЛОКОН
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления полой осесимметричной моноблочной металлической детали, такой как вал передачи крутящего момента, из композитной волокнистой структуры в форме волокон, волокнистого полотна, ткани из волокон и аналогичного, причем указанные волокна покрыты металлом.
УРОВЕНЬ ТЕХНИКИ
Чтобы отвечать требованиям постоянного снижения удельного расхода, стремятся заменить кованые детали в турбомашине более легкими деталями с более простой структурой. Это относится к валу силовой передачи между основным валом турбореактивного двигателя и его коробкой привода агрегатов двигателя, обозначаемых в данной области акронимом AGB. Речь идет о тонком и относительно длинном вале, порядка метра, для двигателей большого диаметра, для которого необходимо предусмотреть, помимо крайних, промежуточный подшипник, обеспечивающий его опору и пропускание собственных мод колебательных частот.
В последние годы во многих областях техники, в частности авиационной, космической, военной, автомобильной и т.д., выявилась важность композитных материалов в частичном или полном выполнении деталей ввиду оптимизации их прочности, при минимальных массе и габаритах. Напомним, такая волокнистая структура из композитного материала содержит матрицу из металлического сплава, например, сплава титана Ti, в которой проходят волокна, например, керамические волокна из карбида кремния SiC. Такие волокна имеют намного более высокую прочность на растяжение, чем титан (обычно, 4000 МПа против 1000 МПа). Именно эти волокна воспринимают усилия, а матрица из металлического сплава обеспечивает функцию связующего для детали, а также функцию защиты и изоляции волокон, которые не должны соприкасаться друг с другом. Кроме того, керамические волокна стойки к эрозии, но обязательно должны быть покрыты металлом.
Эти композитные материалы могут применяться для получения кольцевых осесимметричных деталей турбомашины для летательных аппаратов или для других промышленных применений, как втулки, валы, корпус домкрата, картеры, распорки, усиление монолитных деталей, таких как лопатки, и т.д.
Известный способ изготовления полых осесимметричных деталей моноблочной структуры состоит в последовательном наложении вокруг цилиндрической оправки волокнистых структур (волокна, полотно из волокон или ткань из волокон), а затем в помещении намотанных композитных волокнистых структур в специальную приемную оснастку, чтобы сжать и связать их диффузионной сваркой и получить в конце осесимметричную деталь из композитного материала. Способ получения осесимметричной детали путем укладки полотна из волокон описан в патентной заявке EP 1726678 от имени авторов настоящей заявки.
Другой известный способ состоит в намотке керамических волокон, но не имеющих покрытия, вокруг оправки, вставляя металлическую проволоку между керамическими волокнами. Этот способ был запатентован заявителем под номером FR 2.713.212.
ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
Авторы заявки поставили себе целью разработать способ, позволяющий выполнять осесимметричные детали, диаметр которых может быть очень малым, порядка диаметра используемых нитей, а также быть повышенным, будучи ограничен только габаритами оснастки, и длина которых зависит только от применяемых средств.
Таким образом, объектом изобретения является способ изготовления осесимметричной моноблочной детали, включающий в себя выполнение заготовки детали вокруг цилиндрической оправки, причем заготовка содержит по меньшей мере одну волокнистую структуру, образованную из композитных керамических волокон, покрытых металлом, затем обработку диффузионной сваркой заготовки путем горячего изостатического прессования, и возможную механическую обработку обработанной таким образом заготовки, чтобы получить деталь, причем способ отличается тем, что заготовка содержит по меньшей мере один первый слой из металлической проволоки между оправкой и указанной композитной волокнистой структурой и по меньшей мере один второй слой из металлической проволоки вокруг указанной композитной волокнистой структуры, таким образом, чтобы покрыть ее.
Так, способ по изобретению позволяет получить деталь, имеющую достаточную жесткость, без увеличения ее плотности и, в случае вала передачи крутящего момента, о каком говорилось выше, позволяет увеличить отношение модуля Юнга к плотности, повысить собственные моды колебательных частот детали и, таким образом, выполнить при необходимости вал без промежуточного подшипника.
Предпочтительно, оправка состоит из двух усеченно-конических частей, отделяемых друг от друга, образующих спаренное колесо. Благодаря этому заготовку после прессования можно извлечь без труда. Первый слой из металлической проволоки предпочтительно выполнен в такой форме, чтобы после прессования заготовки представлять собой цилиндрический участок, образующий после механической обработки внутреннюю стенку детали. Слой из металлической проволоки может быть образован наматыванием одной или нескольких металлических проволок вокруг оправки.
Металлическая проволока получена, например, волочением и имеет ту же природу, что и металл, который покрывает композитные волокна; таким образом, после проведения через оснастку получают однородный металлический слой, имеющий соответствующую толщину, на волокнах армирующих структур.
Преимуществом способа по изобретению является также то, что он позволяет получить холодным способом, при температуре окружающей среды, наложенные слои из металлической проволоки и волокнистой структуры.
Согласно другому признаку способа, покрытые волокна волокнистой структуры располагают в одном направлении, предпочтительно в осевом направлении детали.
В частности, композитная волокнистая структура образована наматыванием полотен или ткани из композитных металлических волокон.
Согласно другому признаку, слои, по меньшей мере частично, соединяют между собой склеиванием, сваркой или с помощью фольги.
Согласно частному варианту осуществления, образуют, в частности, на продольных концах детали, путем наматывания металлической проволоки, радиально поперечные ребра. Эти поперечные ребра могут быть механически обработаны и образовать, например, зубчатую шестерню. Согласно одному варианту осуществления, в указанные поперечные ребра вводят усиление из керамических волокон.
Кроме того, используемые металлические проволоки могут иметь разные диаметры, и можно предусмотреть слои из нескольких наложенных намоток этих проволок, чередующихся с наложенными волокнистыми структурами, число которых может быть больше двух.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигуры на предложенных чертежах дают понимание того, как может быть осуществлено изобретение. На этих фигурах одинаковые позиции означают сходные элементы.
Фиг. 1 схематически показывает пример цилиндрической детали, какую можно получить способом по изобретению;
Фиг. 2 показывает этап образования первого слоя из металлической проволоки заготовки детали согласно варианту осуществления изобретения;
Фиг. 3 показывает этап образования слоя волокнистой структуры из покрытых керамических волокон;
Фиг. 4 показывает этап образования второго слоя из металлической проволоки;
Фиг. 5 схематически показывает этап горячего изостатического прессования заготовки;
Фиг. 6 и 7 показывают вариант осуществления способа по изобретению;
Фиг. 8 показывает другой вариант осуществления способа по изобретению для получения детали, содержащей радиально поперечное ребро.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
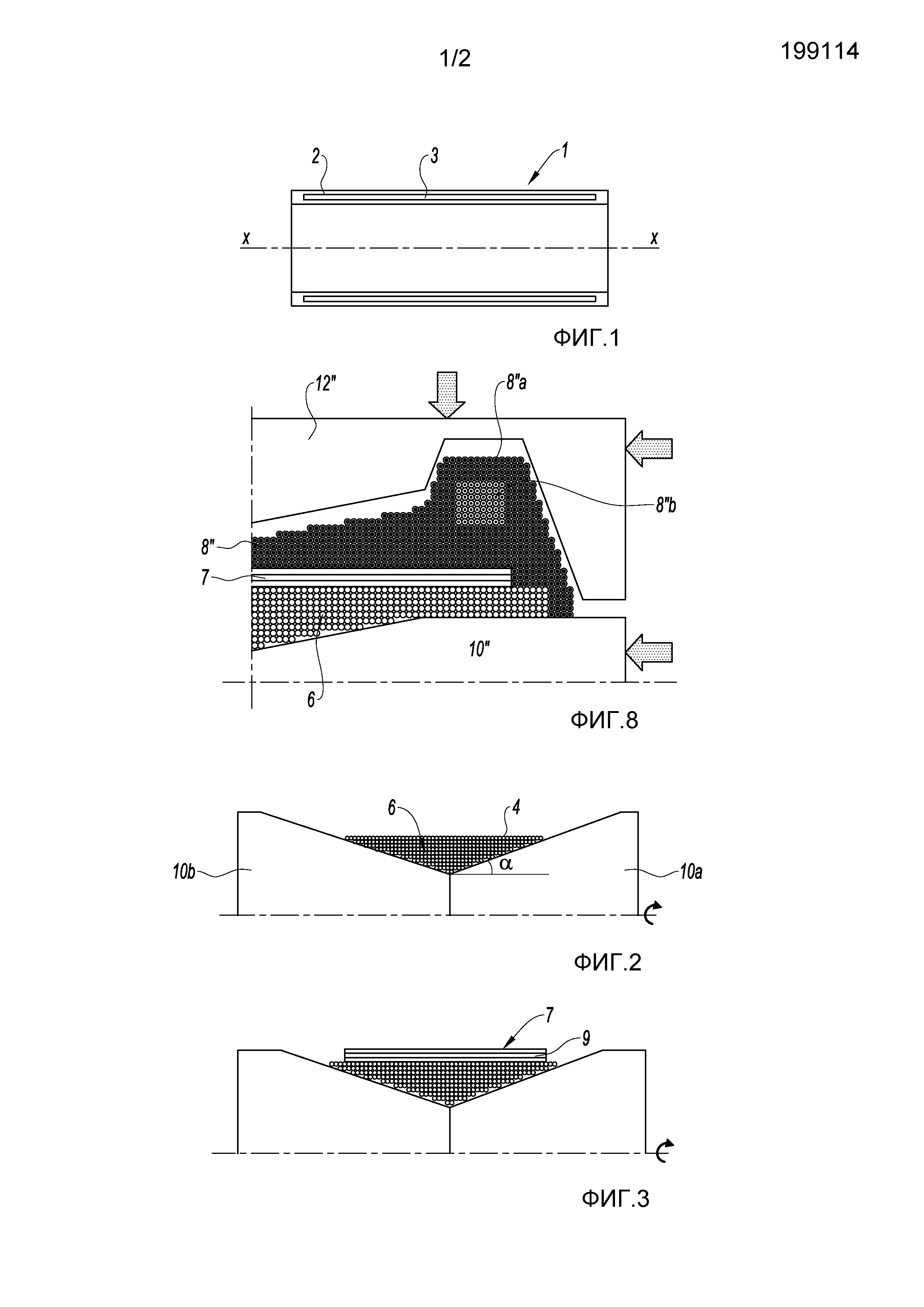
Целью способа является изготовление моноблочной осесимметричной кольцевой детали 1, на основе только удлиненных элементов в виде проволоки, волокон или аналогичного, как будет видно позднее. Более конкретно, изобретение относится к образованию деталей большой длины по сравнению с их диаметром. Фиг. 1 показывает в продольном разрезе полую цилиндрическую деталь с металлической стенкой 2, осью XX, и содержащую усиливающие волокна 3 из керамического материала, в один или несколько слоев, причем все волокна предпочтительно имеют одинаковую ориентацию, например, осевую.
Чтобы получить деталь этого типа, применяется цилиндрическая оправка 10 с продольной осью X, вокруг которой формируют деталь. Оправка предпочтительно имеет форму спаренного колеса, из двух усеченно-конических частей 10a и 10b, которые скреплены между собой своей вершиной с возможностью демонтажа, чтобы можно было отделить их друг от друга. Половинный угол альфа у вершины двух конусов, показанный на фигуре преувеличенным, составляет порядка 6-7°. Форма спаренного колеса имеет целью, как будет видно в дальнейшем, облегчить извлечение детали из формы после прессования проволоки и волокон. На первом этапе металлическую проволоку 4 наматывают вокруг цилиндра, образуя первый слой из металлической проволоки. Учитывая применение детали 1 в области авиации, металлическая проволока 4 сделана, в частности, из титанового сплава типа TiA6V или Τi6242, обеспечивающего термомеханическую стойкость и легкость, и ее получают, в частности, волочением, чтобы можно было располагать ею в виде бобины или моталки, с которой тянут проволоку.
Можно предусмотреть и другие средства, отличные от волочения.
Что касается размеров, диаметр проволоки зависит от получаемой детали и может составлять от порядка нескольких десятых миллиметра до нескольких миллиметров.
В примере, показанном на фиг. 2, тянутая металлическая проволока 4 снимается с бобины (не показана) и протягивается, по существу перпендикулярно оси X, вокруг цилиндрической оправки 10 на заданной протяженности, соответствующей длине, какую хотят получить после изготовления для осесимметричной детали 1, образуя, таким образом, несколько примыкающих витков, и на одной или нескольких толщинах, наложенных друг на друга таким образом, чтобы образовать первый слой из металлической проволоки 6. Можно было бы также использовать несколько металлических проволок или одну или несколько проволок с диаметром, отличным от диаметра металлической проволоки 4. Из-за конусности цилиндра 10 первый слой имеет треугольное продольное сечение. Одна из функций слоя 6 состоит в том, чтобы заполнить часть извлекаемой формы до внутреннего диаметра конечной детали после ее механической обработки.
Способ продолжается вторым этапом, показанным на фиг. 3 и состоящим в размещении композитной волокнистой структуры 7 вокруг первого слоя 6 из металлической проволоки 4.
Композитная волокнистая структура 7 может находиться в виде ткани из покрытых керамических волокон 9, соединенных между собой параллельно и выполненных из керамики (SiC) или аналогичного материала и покрытых металлом. Этот металл и металл тянутой проволоки предпочтительно имеют идентичную природу (например, сделаны из сплава TiA6V или 6242), чтобы оптимизировать последующий этап способа в отношении операции горячего изостатического прессования. Ткань волокнистой структуры 7 наматывают вокруг обмотки из первого слоя 6 из металлической проволоки 4, чтобы все волокна 9 располагались в одной и той же ориентации, например и предпочтительно, параллельно продольной оси X оправки 10.
Вокруг первого слоя из проволоки 4 образован единственный слой ткани. Разумеется, можно предусмотреть намотку нескольких слоев из той же ткани и даже из одной или нескольких других разных тканей, наматываемых концентрически. Ткани могут быть разного типа, с разными диаметрами покрытых нитей. Длина композитной волокнистой структуры 7 меньше или равна длине наружной поверхности первого слоя 6 металлической проволоки. Следует отметить, что наружная поверхность этого слоя может быть выпуклой, чтобы учесть сжатие слоя 6 в результате обработки горячим изостатическим прессованием. После этой обработки поверхность должна предпочтительно быть прямой цилиндрической.
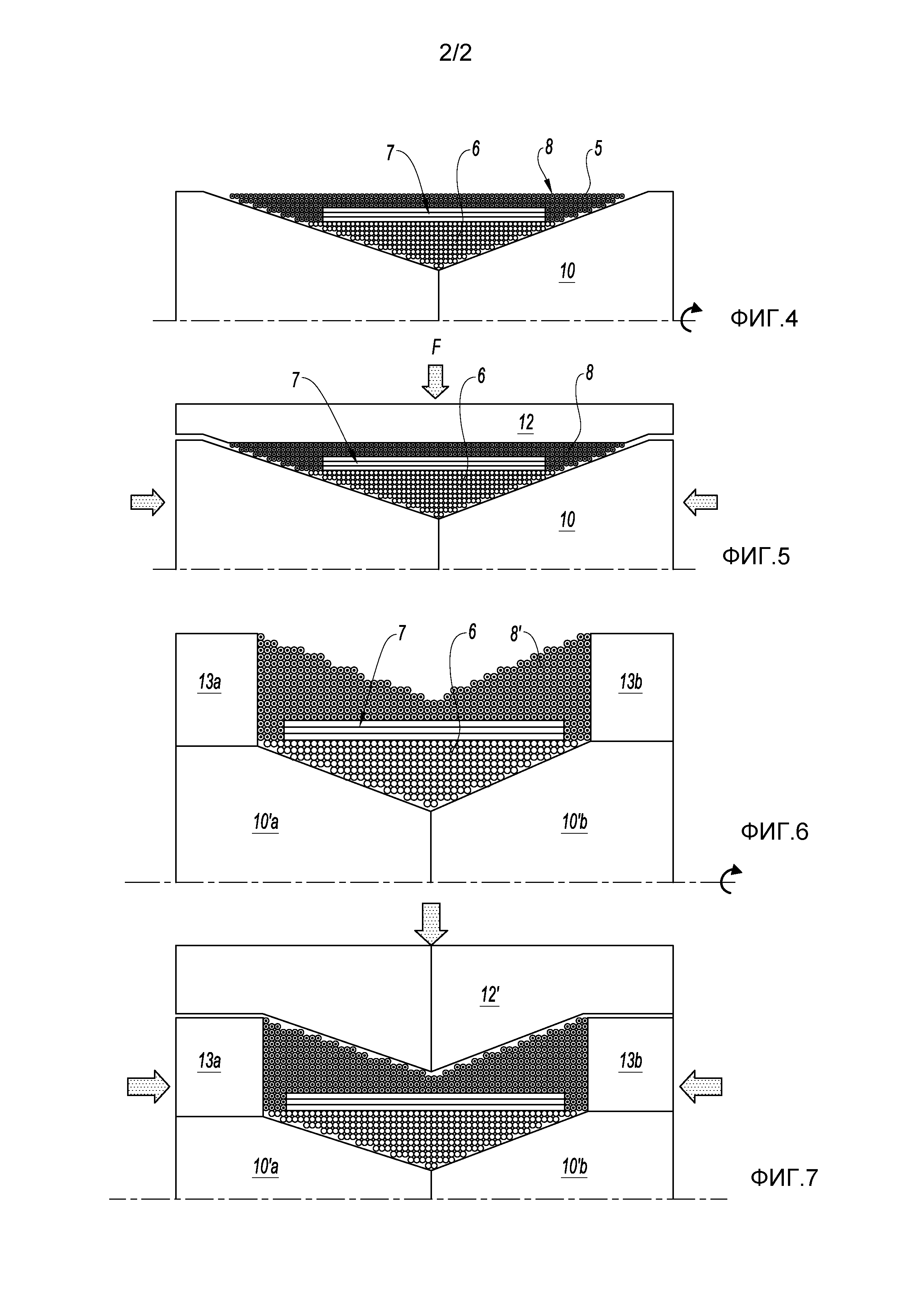
Согласно третьему этапу способа, показанного на фиг. 4, вокруг ткани 7 из композитной волокнистой структуры помещают металлическую проволоку 5, например, тянутую, которую берут с бобины (не показана) и которую ведут по существу перпендикулярно продольной оси X ротационной цилиндрической оправки 10. Металлическая проволока 5 образует второй слой 8 прилегающих витков вокруг ткани 7 из волокнистой структуры. Второй слой 8 может содержать намотку нескольких толщин. Как и для первого слоя, вместо обматывания одной металлической проволоки можно разместить множество металлических проволок или полотно из металлических проволок. Когда используется несколько проволок, они могут иметь одинаковый диаметр или разные диаметры. Проволоки могут также быть металлическими проволоками, заранее собранными в виде кабеля. Слои фольги также могут быть намотаны вместе со вторым слоем. Согласно признаку способа, одна или несколько металлических проволок 5 наматываются таким образом, чтобы целиком покрыть композитные волокна нижележащей волокнистой структуры 7. В частности, как видно на фиг. 4, второй слой 8 накрывает часть первого слоя 6 из металлической проволоки, который не перекрыт волокнистой структурой 7.
Получают заготовку E осесимметричной детали, которую требуется изготовить, состоящую только из металлических проволок 4 и 5 и структуры 7 из композитных волокон, в индивидуальной форме, как полотно, ткань или другое.
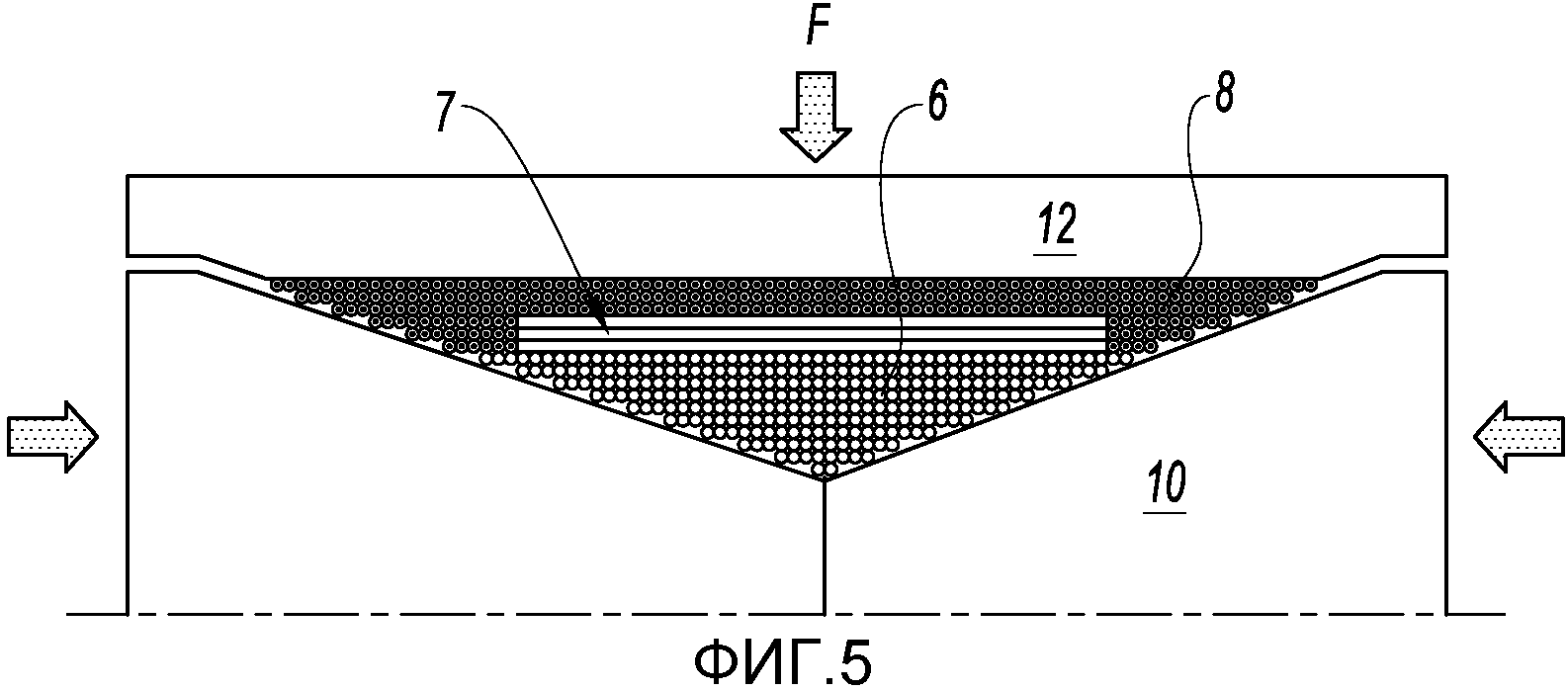
Затем, как показывает фиг. 5, заготовку E подвергают обработке горячим изостатическим прессованием (CIC) в изотермическом прессе или в мешке в автоклаве (выбор зависит, в частности, от числа деталей, которое нужно получить). На заготовку помещают систему крышки дополняющей формы. Так как заготовка является цилиндрический, крышка в некоторых частях образует цилиндрическую оболочку вокруг заготовки.
Под действием осуществляемого сжатия (из-за высокого давления, приложенного в направлении стрелки F) при подходящей повышенной температуре, металл проволоки и покрытия волокон структур становится вязким и течет, заполняя все пустые места между витками и слоями, и затем их диффузионная сварка увеличит в конце плотность детали.
В одном варианте все это помещают в деформируемый ковш из мягкой стали, который затем вводят в автоклав. Этот автоклав доводят до изостатического давления 1000 бар и температуры 940°C (для TiA6V), чтобы весь ковш деформировался, усаживаясь в результате откачки воздуха и прилегая к оправке и крышке, которые, в свою очередь, сжимают под действием однородного давления навивки проволоки и волокна до текучести металла, из которого они состоят, со связыванием диффузионной сваркой. Преимуществом является то, что в автоклав таким образом можно ввести несколько ковшей для одновременного выполнения деталей, что снижет стоимость изготовления.
Таким образом, после прекращения обработки CIC, охлаждения и извлечения из формы заготовку обрабатывают механически, получая осесимметричную моноблочную композитную деталь 1, показанную на фиг. 1, выполненную из металла с волокнами в середине, образующими усиливающие вставки.
Оснастка, состоящая из цилиндрической оправки 10 и системы крышки, предпочтительно выполнена из материала, который позволяет ее повторное применение для изготовления другой детали. Речь идет, например, о суперсплаве, выдерживающем температуру и давление обработки, сохраняя свою целостность.
Разумеется, направление ориентации волокон может отличаться от описанного выше (параллельного оси оправки), равным образом, выбор ткани в качестве внутренней волокнистой структуры вовсе не является обязательным, допустим любой другой выбор. Следует также уточнить, что этапы наматывания волокон и волокнистых структур проводятся при температуре окружающей среды, без необходимости прибегать к сложным установкам.
В качестве примеров, покрытые композитные волокна могут быть, помимо описанного выше, из SiC/Ti, из SiC/Al, SiC/SiC, SiC/B и т.д.
Что касается размеров, минимальный радиус оправки зависит от диаметра металлической проволоки и должен быть больше последнего. Что касается длины детали, при необходимости она может достигать нескольких метров.
Согласно варианту осуществления, представленному на фиг. 6 и 7, к оправке добавляют фланцы 13a и 14b, со стороны свободных концов половин оправки 10'a и 10'b, чтобы достроить опору второго слоя 8' из металлической проволоки, когда она имеет диаметр больше, чем диаметр оправки 10'a, 10'b. Чтобы получить желательный результат после обработки CIC, толщина различных нанесенных слоев учитывает их увеличение в объеме. Система крышки 12', как показана на фиг. 7, адаптирована к наружной геометрии заготовки.
Согласно другому варианту осуществления, способ по изобретению позволяет изготовить детали в форме гантели, то есть с радиально поперечными ребрами. Для их получения достаточно адаптировать геометрию второго слоя так, чтобы образовать эти ребра. С этой целью толщину этого второго слоя увеличивают в желаемом месте. Так, на фигуре 8 можно видеть часть заготовки, реализованной таким способом. Второй слой 8" из металлической проволоки образован наматыванием металлической проволоки таким образом, чтобы иметь часть, образующую поперечное ребро 8"a. Это ребро после обработки CIC образует радиально поперечное ребро на детали. Функцией этого ребра может быть крепежный фланец или же шестерня после механической обработки радиальных зубцов.
В целях дальнейшего повышения механической прочности этого ребра можно использовать керамические волокна 8"b с длиной, подобранной к ширине ребра после CIC. Если усиливающие волокна ориентированы поперечно оси детали, тогда их можно разместить наматыванием как металлическую проволоку. Если выбранная ориентация усиливающих волокон должна быть осевой, то их размещают в виде полотен или ткани как армирующий слой 7.
Видно, что форма крышки 12" также приспособлена к форме крышки заготовки детали, выполненной на оправке 10".
Криогенная обработка мартенситной стали со смешанным упрочнением
Способ анализа множества ферромагнитных частиц
Вентилятор газотурбинного двигателя
Устройство контроля двигателя турбомашины
Камера сгорания с вентилируемой свечой зажигания
Способ и устройство для формирования сигнала установочной точки
Плазменный реактивный двигатель на основе эффекта холла
Ротор компрессора турбомашины, компрессор турбомашины и турбомашина
Способ изготовления вставки прямой формы из композитного материала на металлической основе
Способ ремонта фланца картера и картер для турбомашины
Лопатка с внутренним вентилированием
Криогенная обработка мартенситной стали со смешанным упрочнением
Способ анализа множества ферромагнитных частиц
Вентилятор газотурбинного двигателя
Устройство контроля двигателя турбомашины
Камера сгорания с вентилируемой свечой зажигания
Способ и устройство для формирования сигнала установочной точки
Плазменный реактивный двигатель на основе эффекта холла
Ротор компрессора турбомашины, компрессор турбомашины и турбомашина
Способ изготовления вставки прямой формы из композитного материала на металлической основе

