Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ МОНОБЛОЧНОЙ ДЕТАЛИ ВРАЩЕНИЯ НА ОСНОВЕ КОМПОЗИТНЫХ ВОЛОКНИСТЫХ СТРУКТУР
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления моноблочной металлической детали вращения на основе композитных волокнистых структур в виде волокон, полотна волокон, волокнистой ткани и подобных, покрытых металлом.
В последние годы в многочисленных областях техники, в частности аэронавтике, космической, военной, автомобильной и т.д., стала очевидна важность композитных материалов при частичном или полном изготовлении деталей с целью оптимизации ее прочности для определенной массы и минимальных габаритов. Напомним, что такая структура содержит композитные металлические волокна, образованные матрицей из сплава металлов, например сплава титана Ti, внутри которой проходят волокна, например керамические волокна из карбида кремния SiC. Такие волокна имеют сопротивление на растяжение намного выше, чем сопротивление титана (обычно 4000 мПа против 1000 мПа). Таким образом - это волокна, которые воспринимают усилия, причем матрица металлического сплава обеспечивает функцию связующего для детали, а также функцию защиты и изоляции волокон, которые не должны входить в контакт друг с другом. Кроме этого, керамические волокна оказывают сопротивление эрозии, но обязательно должны быть усилены металлом.
Эти композитные материалы могут быть использованы для изготовления кольцевых деталей вращения в газовой турбине летательного аппарата или для другого промышленного применения, такого как кольца, валы, корпуса цилиндров, картеры, распорки, усилители монолитных металлических деталей, таких как лопасти и т.д.
Известные способы для изготовления таких моноблочных деталей вращения заключаются в том, что вокруг вращающегося цилиндрического сердечника последовательно накладывают друг на друга волокнистые структуры (из волокон, полотна из волокон или волокнистой ткани), затем намотанные волокнистые структуры, извлеченные из сердечника, помещают в специальный приемный инструмент для их термической обработки и получают в результате деталь вращения из композитного материала.
Для того чтобы деталь вращения была жесткой и выдерживала нагрузку в различных направлениях, в частности, нагрузку кручения, одна из накладываемых волокнистых структур ориентирована в первом направлении наложения относительно продольной оси сердечника, затем другую волокнистую структуру накладывают на предыдущую во втором направлении наложения, отличного от первого так, чтобы получить две композитные волокнистые структуры, имеющие пересекающиеся направления наложения.
Тем не менее следует отметить, что факт пересечения керамических композитных покрытых металлом волокон из двух наложенных друг на друга волокнистых структур может создавать чрезмерные локальные нагрузки, которые появляются при охлаждении детали после пластической деформации металлического покрытия с малой толщиной волокон структур. Эти чрезмерные нагрузки вызывают резкое снижение механических характеристик детали.
Задачей настоящего изобретения является устранение вышеуказанных недостатков.
Для решения поставленной задачи предложен способ изготовления моноблочной детали вращения посредством наложения вокруг вращающегося цилиндрического сердечника, по меньшей мере, двух композитных волокнистых структур, покрытых металлом, соответственно внутренней и внешней, наматываемых в пересекающихся первом и втором направлениях на указанный сердечник, отличающийся тем, что:
- располагают вокруг внутренней волокнистой структуры, установленной на сердечнике в первом направлении наматывания, по меньшей мере, один слой металлической нити,
- на указанный слой металлической нити наматывают внешнюю волокнистую структуру во втором направлении наматывания,
- помещают заготовку указанной детали, образованную волокнистыми структурами и слоем металлической нити, в приемный инструмент для обработки заготовки горячим изостатическим прессованием или изотермической ковкой, и
- извлекают обработанную в инструменте заготовку, в случае необходимости заготовку механически обрабатывают для получения указанной детали.
Таким образом, благодаря настоящему изобретению слой металлической нити выполняет функцию интерфейса между накладываемыми друг на друга и пересекающимися волокнистыми структурами и увеличивает металлическую толщину между структурами таким образом, что чрезмерные напряжения между композитными волокнами структур не возникают.
Предпочтительно, металлическую нить получают, например, волочением и она имеет ту же природу, что и металл композитных волокнистых структур таким образом, что после прохождения в инструмент получают промежуточный однородный металлический слой, имеющий подходящую толщину между волокнами структур. Тем не менее нить может быть получена другим способом, отличным от волочения. Под металлической нитью понимается как непрерывная нить, так и несколько нитей, установленных встык. Металлическая нить может быть отдельной или представлена в виде полотна или ленты из нескольких параллельных или переплетенных нитей, кабеля или ткани из однонаправленных нитей и т.д., не выходя за рамки настоящего изобретения.
Предпочтительно, наложение друг на друга слоев обмотки металлической нити и волокнистых структур осуществляют холодным образом при температуре окружающей среды, что не требует сложной установки для осуществления рассматриваемых этапов способа.
Более того металлическую нить наматывают по существу перпендикулярно продольной оси цилиндрического вращающегося сердечника для образования слоев смежных витков.
Для изоляции и защиты внутренней и внешней волокнистой структуры можно расположить вокруг указанного цилиндрического сердечника перед размещением внутренней волокнистой структуры по меньшей мере, один слой металлической нити, на который далее наматывается внутренняя структура.
С этой же целью вокруг внешней волокнистой структуры можно расположить, по меньшей мере, один слой металлической нити, для того чтобы полученная деталь имела поверхностную толщину внешнего и внутреннего металлических слоев.
В соответствии с одним примером осуществления первое направление наматывания внутренней волокнистой структуры ориентировано под углом относительно продольной оси цилиндрического сердечника, а второе направление наматывания внешней волокнистой структуры ориентировано симметрично первому относительно радиального направления сердечника, перпендикулярного его продольной оси. В рамках вилки значений, если направление наматывания волокнистой структуры заключено между 30°-60° относительно продольной оси сердечника, направление наматывания внешней структуры будет заключено между 30°-60°+П/2.
В этом примере внешняя и внутренняя волокнистые структуры могут быть в виде отдельных параллельных волокон, намотанных последовательно вокруг сердечника, или в виде полотен или лент из параллельных волокон, или в виде тканей из параллельных волокон, причем указанные структуры расположены на сердечнике пересекающимся образом.
В соответствии с другим примером осуществления первое направление наматывания внутренней волокнистой структуры параллельно продольной оси цилиндрического сердечника, а второе направление наматывания внешней волокнистой структуры ориентировано, таким образом, под углом относительно продольной оси сердечника.
В этом примере внутренняя волокнистая структура может быть в виде ткани из параллельных между собой волокон, намотанной вокруг цилиндрического сердечника параллельно его продольной оси, причем внешняя волокнистая структура может быть любой, но, разумеется, с волокнами, ориентированными под углом относительно волокон внутренней структуры, которые параллельны сердечнику.
Кроме этого, используемые металлические нити могут иметь разные диаметры, а слои из нескольких наложенных друг на друга намоток этих нитей могут чередоваться с наложенными друг на друга волокнистыми структурами, количество которых может быть больше двух.
Прилагаемые чертежи помогут лучше понять, каким образом может быть осуществлено настоящее изобретение. На данных чертежах идентичные ссылочные номера обозначают аналогичные элементы.
Фиг.1, 2, 3, 4А, 4В, 4С1, 4С2, 5, 6А, 6В и 7 схематично показывают основные этапы способа в соответствии с настоящим изобретением для изготовления моноблочной детали вращения на основе композитных волокнистых структур, при этом на фиг.4А, 4В, 4С1 и 4С2 показаны различные возможности внешних волокнистых структур, используемых после этапа способа, представленного на фиг.3, тогда как на фиг.6А, 6В схематично показан инструмент для обработки заготовки для получения детали.
Способ имеет своей целью изготовление моноблочной кольцевой детали 1 вращения, показанной на фиг.7, исключительно из вытянутых элементов в виде нитей, волокон и т.п., как будет раскрыто далее.
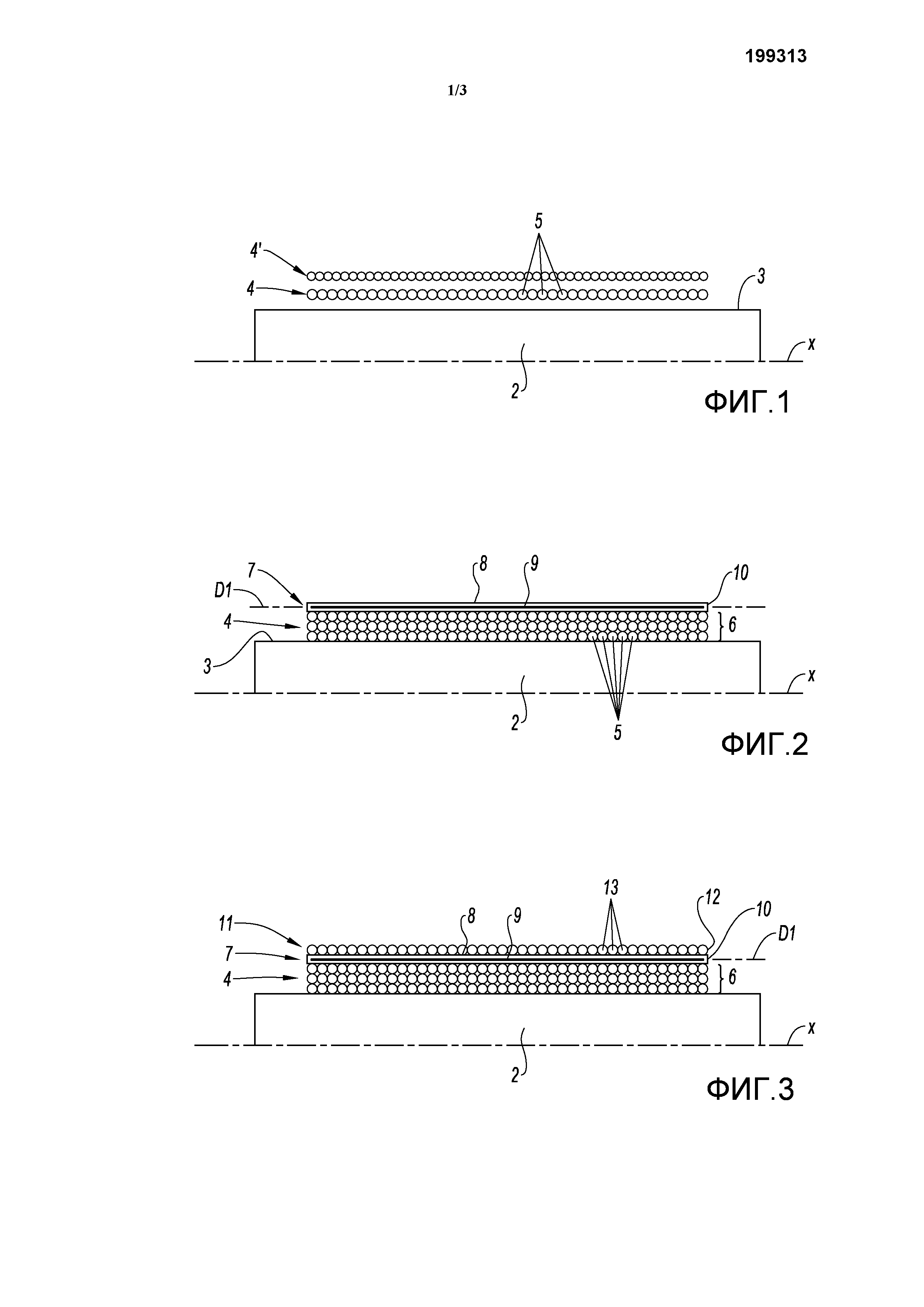
С этой целью настоящий способ заключается в том, что используют вращающийся цилиндрический сердечник 2 с продольной осью Х и вначале наматывают вокруг его боковой поверхности 2 на первом этапе, показанном на фиг.1, по меньшей мере, одну металлическую нить 4. С учетом применения детали 1 в области аэронавтики металлическая нить 4 изготавливается, в частности, из титанового сплава типа TA6V или 6242, обеспечивающего термомеханическое сопротивление и легкость, в этом неограничительном примере ее получают посредством волочения так, чтобы она была в виде бобины или намоточного устройства, из которого вытягивают нить. То, что касается размеров, то ее диаметр зависит от детали, которую хотят получить и может быть, например, порядка нескольких десятков миллиметра.
В примере, показанном на фиг.1, металлическая нить 4, полученная волочением, выходит из бобины (не показано) и захватывается по существу перпендикулярно оси Х вокруг боковой поверхности 3 цилиндрического сердечника 2 на предварительно заданную протяженность, соответствующую длине, которую хотят получить после изготовления детали 1 вращения, образуя, таким образом, несколько смежных витков 5 и несколько предварительно заданных слоев 6. На фиг.2 показаны три слоя 6, образованные намоткой смежных витков 5 из одной и той же металлической нити 4 вокруг сердечника. Также может быть использована металлическая нить 4` так, как она показана в разрезе на фиг.1, с различным диаметром, в этом случае меньшим, чем диаметр металлической нити 4. Это сделано, чтобы продемонстрировать возможность обмотки из металлических нитей, имеющих разные размеры.
Далее способ переходит на второй этап, показанный на фиг.2 и заключающийся в том, что композитную волокнистую структуру располагают вокруг волоченной металлической нити 4.
В этом примере композитная волокнистая структура 7 представлена в виде ткани 8 из волокон 9, соединенных параллельно между собой и выполненных из керамики (SiC) или из аналогичного материала, покрытого металлом. Указанный металл и металл волоченной нити имеют аналогичную природу (в рамках примера из титанового сплава типа TA6V или 6242) для оптимизации последующих этапов способа, относящихся к операции изостатического горячего прессования или изотермической ковки. Ткань 8 волокнистой структуры 7, подготовленная изнутри, так как обращена к сердечнику, намотана вокруг металлической нити 4 так, что волокна 9 расположены параллельно продольной оси Х сердечника 2 (с нулевым углом наклона), задавая, таким образом, первое направление D1 ориентирования волокон ткани 8.
Как показано на фиг.2, вокруг нити 4 образован единственный слой 10 ткани 8. Само собой разумеется, что может быть предусмотрена обмотка из нескольких слоев 10 на основе этой ткани, даже на основе одной или нескольких других различных тканей, намотанных концентрически.
Затем, в соответствии с третьим этапом способа, показанного на фиг.3, вокруг ткани 8 внутренней композитной волокнистой структуры 7 располагают волоченную металлическую нить 11, которая поступает от бобины, не показанной здесь, и которая проходит по существу перпендикулярно продольной оси Х вращающегося цилиндрического сердечника 2. Металлическая нить 11 образует один единственный слой 12 смежных витков 13 вокруг ткани 8. Обмотка нескольких слоев также возможна, в зависимости от диаметра используемой нити и от интервала, который должен быть между внутренней композитной волокнистой структурой 7 и накладываемой, таким образом, внешней композитной волокнистой структурой 14, как это будет раскрыто далее.
Волоченная металлическая нить 11 может быть такой же (по диаметру и своей природе), что и нить, используемая для образования слоев 6 на цилиндре 2 и выходить из одной и той же бобины. Но также она может иметь другой диаметр.
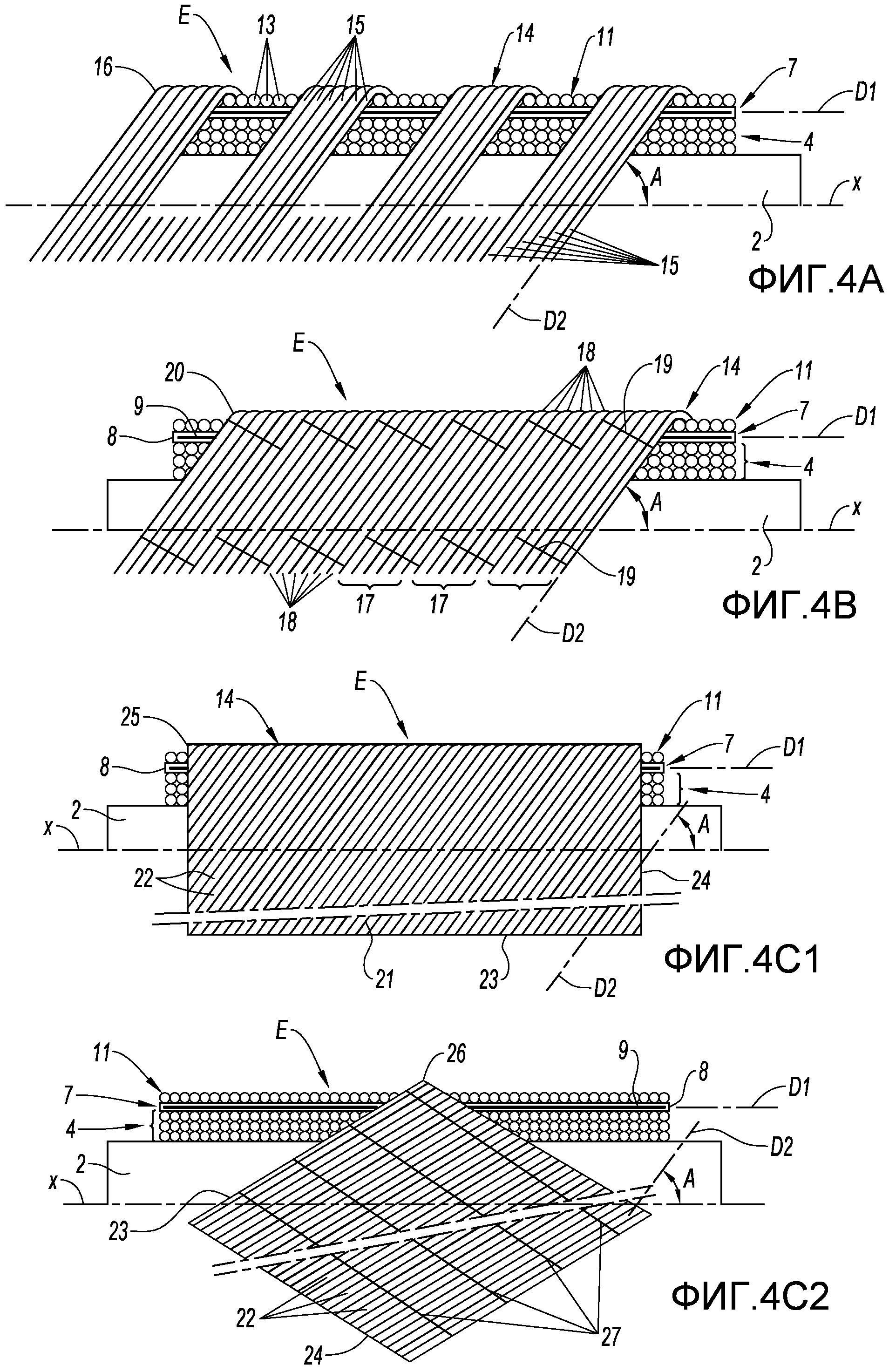
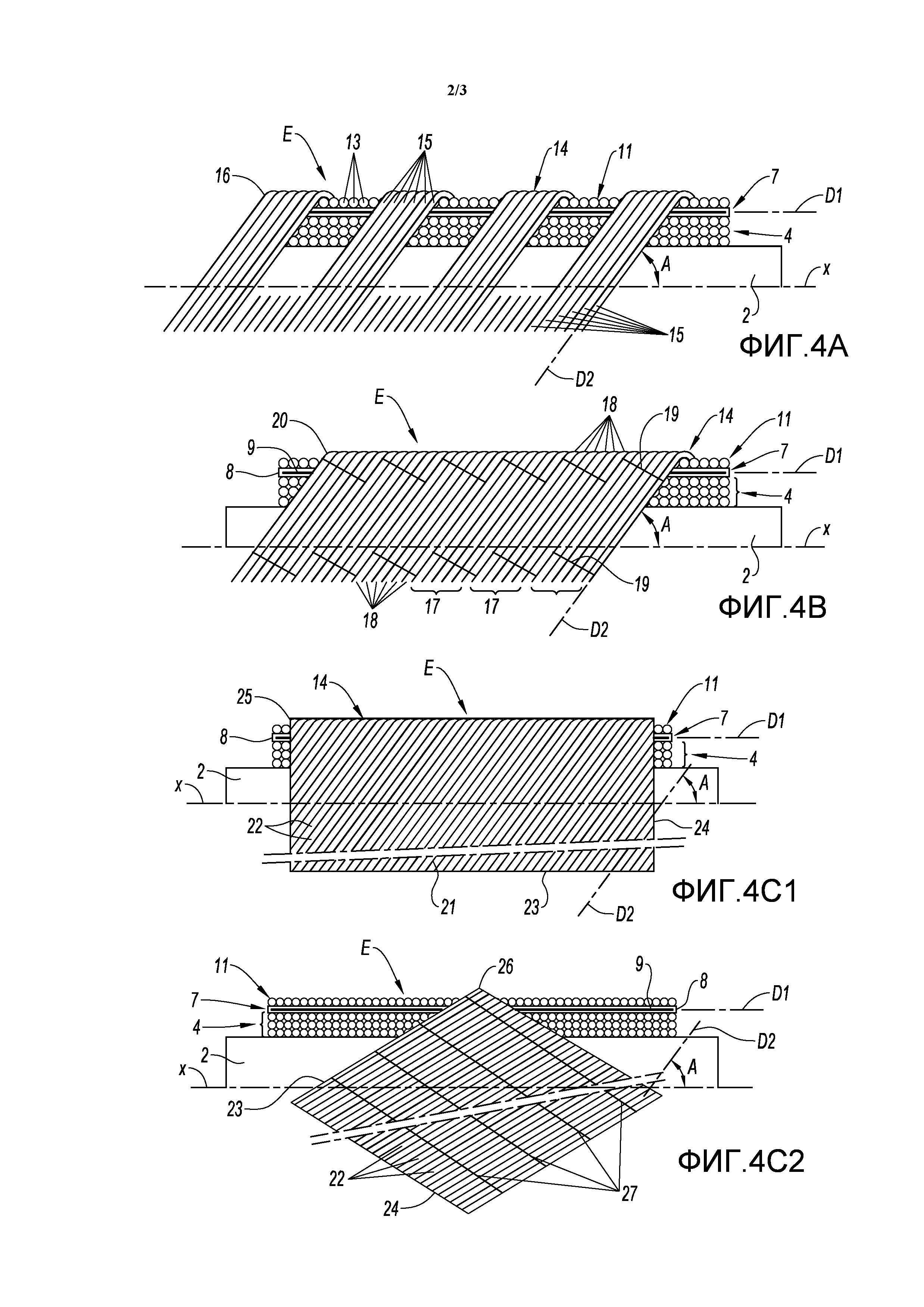
В зависимости от размещения ткани 8 с керамическими волокнами 9, параллельными продольной оси Х цилиндра 2, в качестве внутренней волокнистой структуры 7, можно рассматривать несколько возможностей в отношении внешней волокнистой структуры 14 для изготовления на этой стадии заготовки Е изготавливаемой моноблочной детали 1, эти возможности показаны на фиг.4А, 4В, 4С1 и 4С2.
Как показано на фиг.4А, внешняя волокнистая структура 14 состоит из композитных керамических волокон 15, покрытых металлом, которые могут быть идентичными или нет предыдущим волокнам. Эти волокна 15 намотаны последовательно вокруг витков 13 слоя 12 промежуточной металлической нити 11, которая находится согласно настоящему изобретению между двумя волокнистыми структурами 7 и 14. Волокна 15 являются смежными и ориентированы в соответствии со вторым направлением D2 относительно оси Х цилиндра 2 с образованием угла наклона А относительно него. Таким образом, намотанные волокна 15 и волокна 9 ткани 8 имеют разные пересекающиеся направления соответственно D1 и D2, чтобы позволить изготовление жесткой моноблочной детали вращения. Некоторые волокна 15 представлены только частично.
Количество намотанных волокон 15 различно и зависит от заданного угла А наклона, который может быть, например, порядка от 30° до 60°, и от диаметра волокон. Единственный слой 16 волокон 15 выполнен вокруг металлической нити 11. Тем не менее возможны и несколько слоев.
Таким образом, на этой стадии способа изготовления две волокнистые структуры, внутренняя 7 и внешняя 14, напрямую не контактируют друг с другом, будучи разделенными слоем обмотки промежуточной волоченной металлической нити 11, представляющей собой интерфейс для удаления любых чрезмерных напряжений, которые могут возникнуть между ними при охлаждении заготовки, образованной этими двумя структурами и металлическими нитями.
Вместо отдельных композитных волокон 15 внешняя волокнистая структура 14 может быть образована последовательной намоткой полотен или полос 17, каждая из которых состоит из параллельных композитных волокон 18 (в данном примере из 6), то есть имеет вкладыш из керамики или подобного материала, покрытый металлом, предпочтительно идентичным волоченной нити 11. Для удержания нитей 18 полотна 17 параллельно между собой предусматривают поперечные металлические нити переплетения 19, равномерно распределенные и с природой, идентичной волоченным нитям. Здесь также количество полотен 17 для закрывания слоя 12 промежуточной металлической нити 11 зависит от ширины полотна и его угла А наклона относительно оси обмотки Х вращающегося металлического сердечника 2. Угол А наклона полотен задает второе направление D2 наружной волокнистой структуры 14, пересекающей направления D1 внутренней волокнистой структуры 7. На фиг.4В видно, что два последовательных идентичных полотна 17 используются для образования единственного слоя 20 внешней волокнистой структуры 14. Разумеется, использование больше чем одного слоя 20 может быть предусмотрено. Отсюда следует, что внешняя волокнистая структура 14 покрывает полностью слой металлической нити 11.
В соответствии с другой концепцией, представленной на фиг.4С1 и 4С2, внешняя волокнистая структура 14 представлена в виде ткани 21 из композитных металлических волокон 22, соединенных параллельно друг другу.
В примере, показанном на фиг.4С1, волокна 22 ориентированы наискось относительно сторон 23, 24, перпендикулярных ткани 21, в виде прямоугольной ленты. Таким образом, когда ткань 21 представлена своей соответствующей стороной 23 (малая сторона) параллельно продольной оси Х цилиндрического сердечника 2, она наматывается путем вращения последнего на слой промежуточной волоченной нити 11 и эти параллельные наклонные композитные волокна образуют желаемый угол А наклона, задающий второе направление D2 внешней волокнистой структуры 14, пересекающееся с первым направлением D1 внутренней волокнистой структуры. Размер ткани 21 является достаточным, чтобы полностью закрыть слой волоченной нити. Слой 25 (или несколько слоев в случае необходимости) ткани 21 наматывается, таким образом, на промежуточную волоченную нить 11.
В примере, показанном на фиг.4С2, волокна 22 параллельны стороне 23 наматываемой ткани 21 и соединены между собой нитями 27. Таким образом, чтобы получить направление D2 ориентации волокон, отличное от направления ориентации D1 внутренней структуры, сама ткань 21 имеет один из своих углов 26, выполненных наклонным относительно вращающегося цилиндрического сердечника 2 так, чтобы образовался желаемый угол А наклона. Таким образом, параллельные волокна 22 ткани 21 наматываются вокруг слоя 12 волоченной металлической нити 11 в требуемом втором направлении D2, пересекаемого с первым направлением D1 внутренней волокнистой структуры 7, параллельно оси Х цилиндрического сердечника 2. Размер ткани 2 таков, что он позволяет полностью закрыть слой 12 волоченной нити путем наматывания указанной ткани на один или несколько слоев 25.
Таким образом, в независимости от принятого решения, две волокнистые структуры 7 и 14 имеют пересекающиеся направления D1 и D2, отделенные друг от друга, по меньшей мере, одним слоем 12 смежных витков 13 от металлической нити 11, играющей роль интерфейса, в соответствии с настоящим изобретением. В отношении последовательных слоев, образующих две волокнистые структуры 7 и 14, их волокна всегда параллельны от одного слоя к другому с ориентацией D1 и D2.
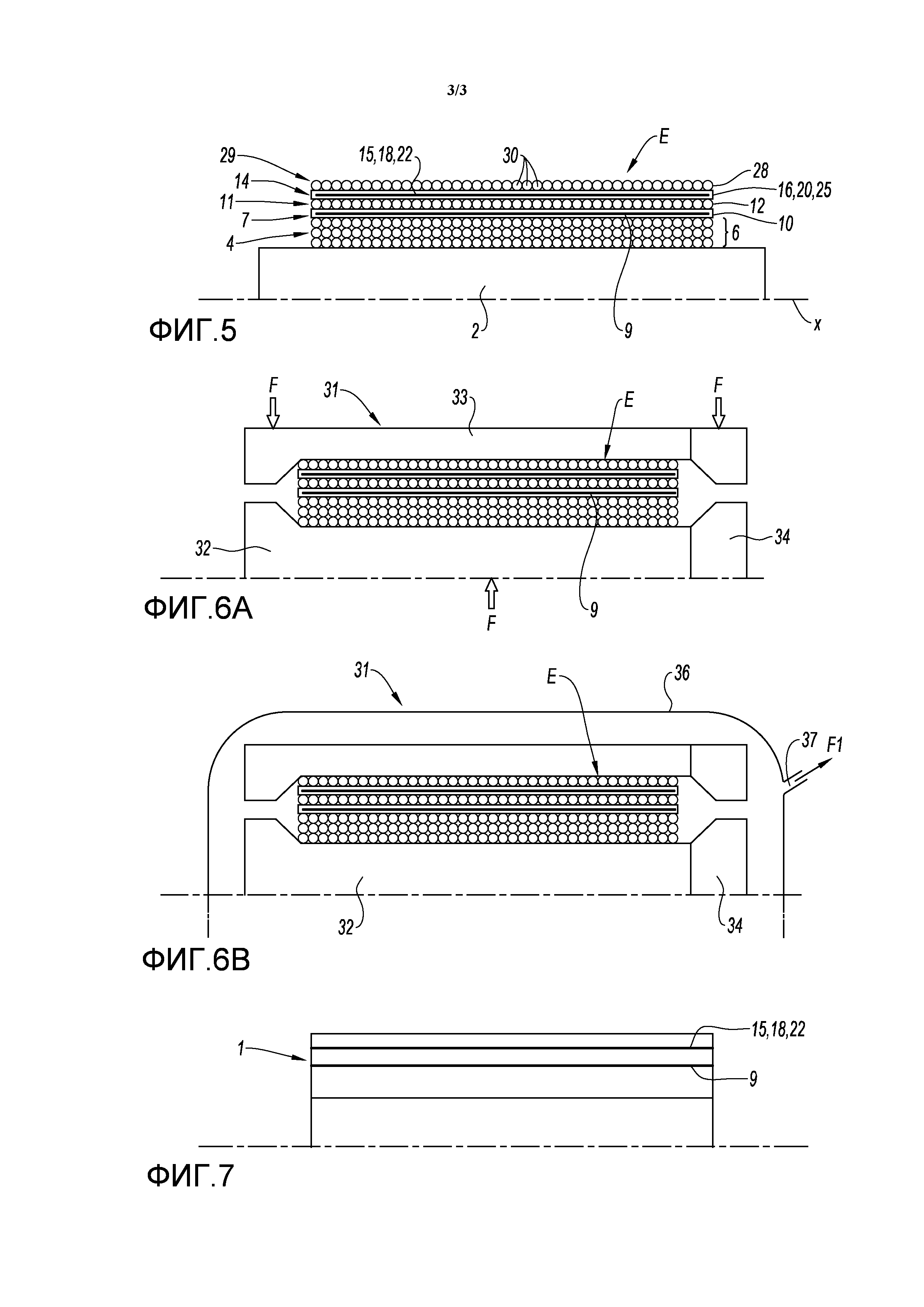
На этой стадии, как показано на фиг.5, последующий этап способа заключается в том, что на внешнюю волокнистую структуру 14 наматывают, по меньшей мере, один слой 28 металлической волоченной нити 29, которая может исходить от той же подающей бобины, что и ранее. Таким образом, получают намотку в смежные витки нити 29, осуществляемой по существу параллельно оси Х цилиндрического сердечника 2 (следует напомнить, что нить и/или ткань из металлических нитей).
Совершенно очевидно, перед этим дальнейшим этапом, другие накладываемые волокнистые структуры могут быть расположены с чередованием между ними, в соответствии с настоящим изобретением промежуточных слоев металлических нитей.
Получают заготовку Е изготовляемой детали вращения, которая образована только на основе металлических волоченных нитей 4, 11, 29 и внутренней и внешней структур 7 и 14 с композитными волокнами, представленными по отдельности, в виде полотна, ткани и в другом виде.
Затем, как показано на фиг.6, заготовку Е переносят к уплотняющему инструменту 31, представленному схематично, в котором осуществляют этап горячего изостатического прессования (CIC) в изотермическом прессе или в автоклаве (выбор зависит, в частности, от количества изготавливаемых деталей).
Тем не менее перед ее переносом, можно осуществить этап соединения или придания устойчивости намотке металлической нити для обеспечения сцепления узла наложенных слоев витков при переносе на пост прессования. Для этого можно осуществить этап сварки, например электрическую точечную сварку, на открытых обмотках внутренних и внешних витков. Вместо сварки можно разместить шайбы или штрипсы (не представлены), удерживающие на месте обмотки заготовки Е, сваренные или нет. Если они выполнены из подходящего материала, то могут участвовать при изготовлении детали.
После переноса и размещения на месте заготовки Е в инструменте 31 с вакуумным прессом, фиг.6А, а более конкретно - в открытом цилиндрическом приемнике 32 пресса, принимающий объем которого, ограниченный стенками 33, соответствует объему изготавливаемой детали, приемник закрывают крышкой 34 с формой, соответствующей отверстию приемника и расположенной напротив поперечной стороны заготовки Е.
Под действием сжатия, осуществляемого платформами пресса, обозначенного стрелками F, на оборудовании и под действием соответствующих высоких температур, металл, идентичный волоченными нитям 4, 11, 29 и покрытию композитных волокон структур 7, 14, становится тестообразным, заполняя все свободное пространство между сжатыми витками и увеличивая в конечном счете плотность получаемой детали путем перемещения крышки относительно приемника без воздействия на волокнистые матрицы из карбида кремния.
В варианте, представленном на фиг.6В, инструмент 31 с автоклавом, приемник 32 и крышка 34 с заготовкой Е внутри размещены в деформируемый карман 36 из мягкой стали, которая затем вводится в автоклав инструмента 31. В рамках примера, в этом автоклаве обеспечивают изостатическое давление 1000 бар и температуру 940°С (для TA6V) так, что карман 36 полностью деформируется, стрелка F1, сокращаясь посредством вывода воздуха, выбрасываемого через отверстие 37, и прилегает к приемнику 32 и крышке 34, которая, в свою очередь, сжимает под единообразным давлением намотку нитей и волокон до пластической деформации металлов, из которых они состоят (диффузионная сварка), как ранее.
Таким образом, после прекращения обработки CIC, охлаждения и извлечения из приемника получают моноблочную композитную деталь 1 вращения, представленную на фиг.7, которая изготавливается из титанового сплава типа TA6V или 6242, в сердце которого расположена керамическая матрица (карбид кремния, например) из волокон 9-15 или 18, или 22, образующая усиленные вставки, пересекающиеся, но разделенные металлическим слоем, который образован промежуточной нитью с такой толщиной, что исключается появление напряжения между пересекающимися керамическими волокнами, наложенными друг на друга. Само собой разумеется, что деталь 1 может быть подвержена последующим механическим обработкам CIC.
Очевидно, что направление ориентации волокон внутренней структуры может быть отлично от раскрытого выше (параллельно оси сердечника), так же, как и выбор ткани, в смысле внутренней волокнистой структуры, совершенно не является обязательным, любой другой выбор может рассматриваться. То же касается и внешней волокнистой структуры. Также следует уточнить, что этапы наматывания нитей и волокнистых структур осуществляются при температуре окружающей среды без использования сложных комплексов.
В качестве примера, покрытые композитные волокна могут быть, кроме Sic/Ti раскрытого выше, из SiC/Al, SiC/SiC, SiC/B и т.д.
Относительно размера, минимальный радиус сердечника зависит от диаметра металлической нити и должен ее превышать. Относительно длины детали, она, в случае необходимости, может достигать несколько метров.
Механическая деталь, содержащая вставку из композитного материала
Способ формирования рельефных элементов, представляющих собой завихрители пограничного слоя
Способ восстановления формы подвижной лопатки газотурбинного двигателя, лопатка газотурбинного двигателя и газотурбинный двигатель, содержащий такую лопатку
Устройство для аксиального удержания лопаток, установленных на роторном диске газотурбинного двигателя
Модуль турбомашины, снабженный устройством для улучшения радиальных зазоров
Контроль зазора у вершины лопаток в турбине высокого давления турбомашины
Устройство производства электрической энергии в двухвальном газотурбинном двигателе
Выхлопной кожух газотурбинного двигателя, газотурбинный двигатель, дренаж выхлопного кожуха газотурбинного двигателя
Устройство подвески газотурбинного двигателя и газотурбинный двигатель, содержащий такое устройство подвески
Структурная или неструктурная соединительная стойка картера компрессора турбореактивного двигателя, промежуточный картер турбореактивного двигателя и турбореактивный двигатель
Механическая деталь, содержащая вставку из композитного материала
Способ формирования рельефных элементов, представляющих собой завихрители пограничного слоя
Способ восстановления формы подвижной лопатки газотурбинного двигателя, лопатка газотурбинного двигателя и газотурбинный двигатель, содержащий такую лопатку
Устройство для аксиального удержания лопаток, установленных на роторном диске газотурбинного двигателя
Модуль турбомашины, снабженный устройством для улучшения радиальных зазоров
Контроль зазора у вершины лопаток в турбине высокого давления турбомашины
Устройство производства электрической энергии в двухвальном газотурбинном двигателе
Выхлопной кожух газотурбинного двигателя, газотурбинный двигатель, дренаж выхлопного кожуха газотурбинного двигателя
Устройство подвески газотурбинного двигателя и газотурбинный двигатель, содержащий такое устройство подвески
Структурная или неструктурная соединительная стойка картера компрессора турбореактивного двигателя, промежуточный картер турбореактивного двигателя и турбореактивный двигатель

