РЕЖУЩАЯ ПЛАСТИНА
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине.
2. Описание предшествующего уровня техники
Обычно режущая пластина присоединена к режущему инструменту, установленному на обрабатывающий инструмент, который должен быть использован при резании обрабатываемого изделия, подлежащего резанию, которое состоит из железа, цветных металлов, неметаллических материалов и т.д.
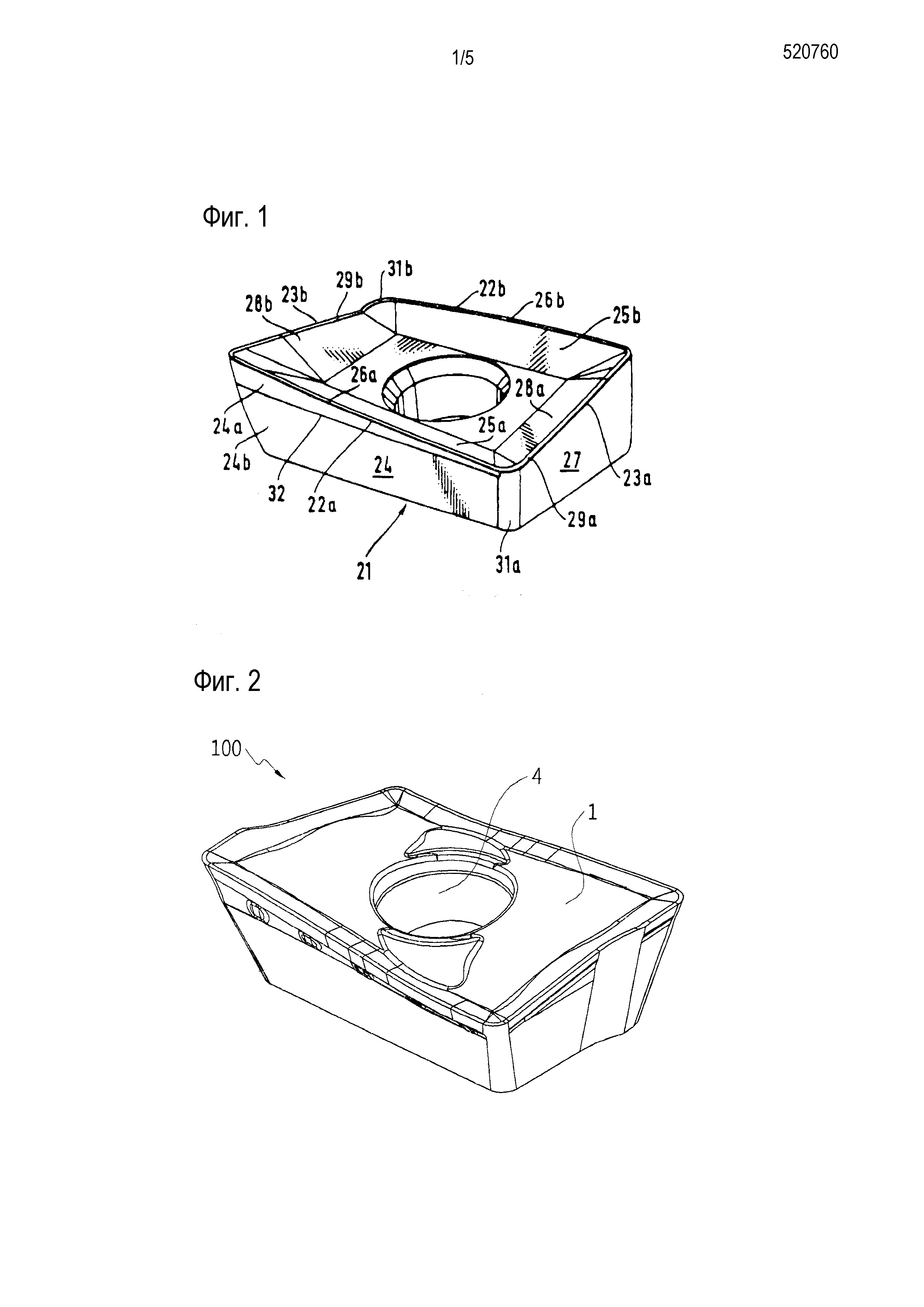
В патенте США № 5052863 раскрыт пример режущей пластины, который раскрывает режущую пластину (здесь и далее в этом документе «обычная режущая пластина») в виде режущей пластины, показанной на фиг. 1. Для ссылки, фиг. 1 соответствует фиг. 6 в патенте США № 5052863, без каких-либо изменений в отношении ссылочных позиций для удобства объяснения.
Более конкретно, обычная режущая пластина используется в качестве периферийного ротационного фрезерного резца, который включает в себя цилиндрическую державку и множество сменных режущих пластин, размещенных в периферийном направлении, в котором предусмотрена, по меньшей мере, одна режущая кромка между передней поверхностью и задней поверхностью пластины.
Кроме того, обычная режущая пластина выполнена таким образом, чтобы узкий участок 24а боковой поверхности постепенно уменьшался в размере в направлении от выступающего участка режущей угловой кромки к углубленному участку режущей угловой кромки, и задний угол, по существу, не изменялся в продольном направлении режущей кромки.
При этом резание с высокой скоростью и большой подачей подвержено высокой вероятности чрезмерной нагрузки при резании на определенном участке режущих кромок в зависимости от условий обработки, и если это имеет место, режущие кромки определенного участка обычной режущей пластины, возможно, могут быть повреждены. Следовательно, необходимо создать режущую пластину, которая имеет улучшенные рабочие характеристики, а также повышенную жесткость на конкретном участке, который может подвергаться избыточным нагрузкам при механической обработке.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Техническая задача
Настоящее изобретение предназначено для преодоления проблем предшествующего уровня техники, рассмотренных выше, и, таким образом, задачей настоящего изобретения является создание режущей пластины с повышенной жесткостью, но без опасных рабочих характеристик режущей пластины.
Кроме того, задачей настоящего изобретения является создание режущей пластины с повышенной точностью механической обработки обрабатываемого изделия посредством особого применения процесса шлифовки на определенном участке режущей пластины.
В дополнение к вышеупомянутым задачам, могут достигаться другие задачи с помощью устройства по настоящему изобретению, которое будет объяснено ниже.
Средства решения задачи
Для решения вышеупомянутых задач в настоящем изобретении предлагается режущая пластина, которая может включать в себя верхнюю поверхность, нижнюю поверхность, боковые поверхности, которые соединяют верхнюю поверхность и нижнюю поверхность друг с другом, отверстие, которое проходит через верхнюю поверхность и нижнюю поверхность, и режущие кромки, которые образованы верхней поверхностью и боковыми поверхностями, при этом боковая поверхность главной режущей кромки из боковых поверхностей снабжена первой задней поверхностью, переходной поверхностью, продолжающейся от первой задней поверхности, и второй задней поверхностью, продолжающейся от переходной поверхности, первая задняя поверхность выполнена так, что задний угол или ширина задней поверхности изменяется вдоль режущей кромки, и переходная поверхность снабжена множеством ребер для усиления жесткости режущей кромки.
Кроме того, первая задняя поверхность может включать в себя множество областей, выполненных с относительно большим задним углом по сравнению с остальными областями первой задней поверхности.
Кроме того, множество ребер могут быть выполнены в местоположениях на переходной поверхности, которые соответствуют местоположениям множества областей первой задней поверхности.
Кроме того, одно из множества ребер может быть выполнено в местоположении, соответствующем оси отверстия.
Кроме того, первая задняя поверхность боковой поверхности главной режущей кромки и первая задняя поверхность боковой поверхности вспомогательной режущей кромки боковых поверхностей могут подвергаться процессу шлифовки.
Кроме того, ширина задней поверхности может уменьшаться при увеличении заднего угла.
Преимущества изобретения
Согласно настоящему изобретению, режущая пластина имеет улучшенные рабочие характеристики резания за счет увеличенного заднего угла и может также обеспечивать жесткость за счет конструкции ребер.
Кроме того, увеличена точность обработки обрабатываемого изделия и снижена нагрузка при механической обработке, прикладываемая к режущей пластине за счет применения процесса шлифовки к первым задним поверхностям боковой поверхности главной режущей кромки и боковой поверхности вспомогательной режущей кромки.
При этом преимущества настоящего изобретения не ограничены теми, которые упомянуты выше, и другие преимущества, которые могут быть получены благодаря конструкции настоящего изобретения, будут включены в качестве преимуществ настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеизложенные и/или другие аспекты и преимущества настоящего изобретения станут очевидными и более понятыми из следующего подробного описания, рассматриваемого в сочетании с сопроводительными чертежами, на которых:
Фиг. 1 иллюстрирует боковую поверхность главной режущей кромки обычной режущей пластины;
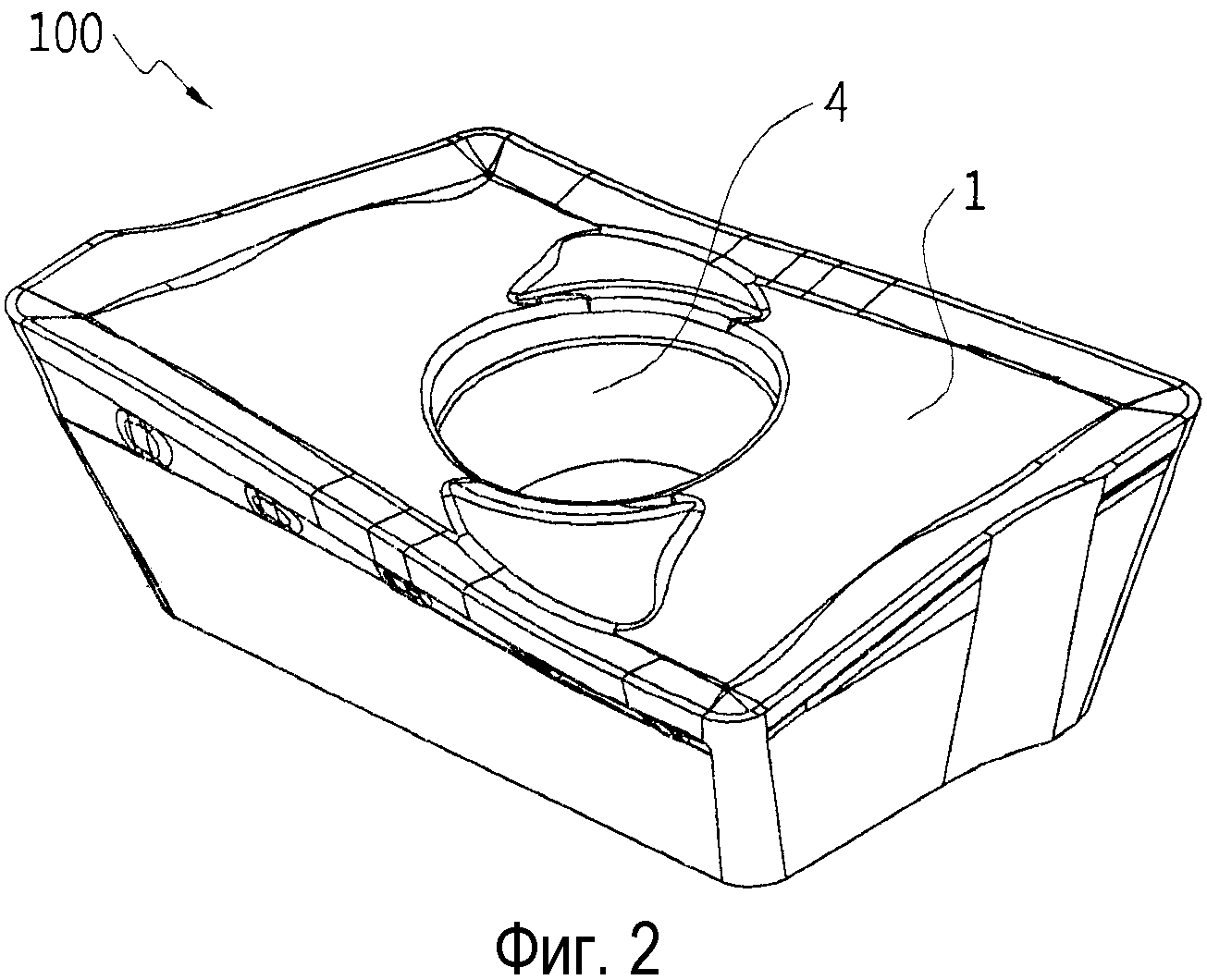
Фиг. 2 представляет собой вид в перспективе режущей пластины согласно настоящему изобретению;
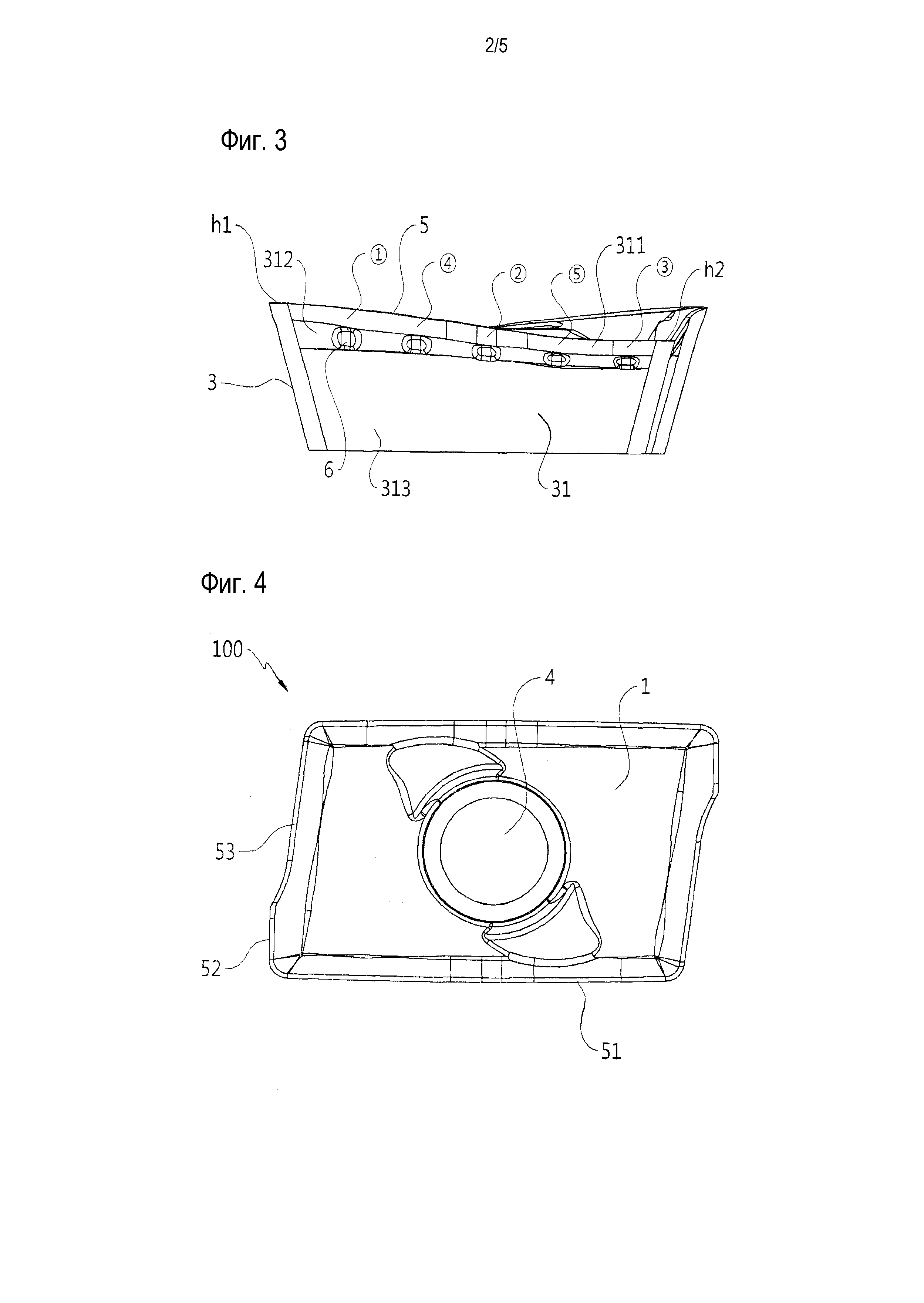
Фиг. 3 представляет собой вид спереди режущей пластины согласно фиг. 2;
Фиг. 4 представляет собой вид в плане режущей пластины согласно фиг. 2;
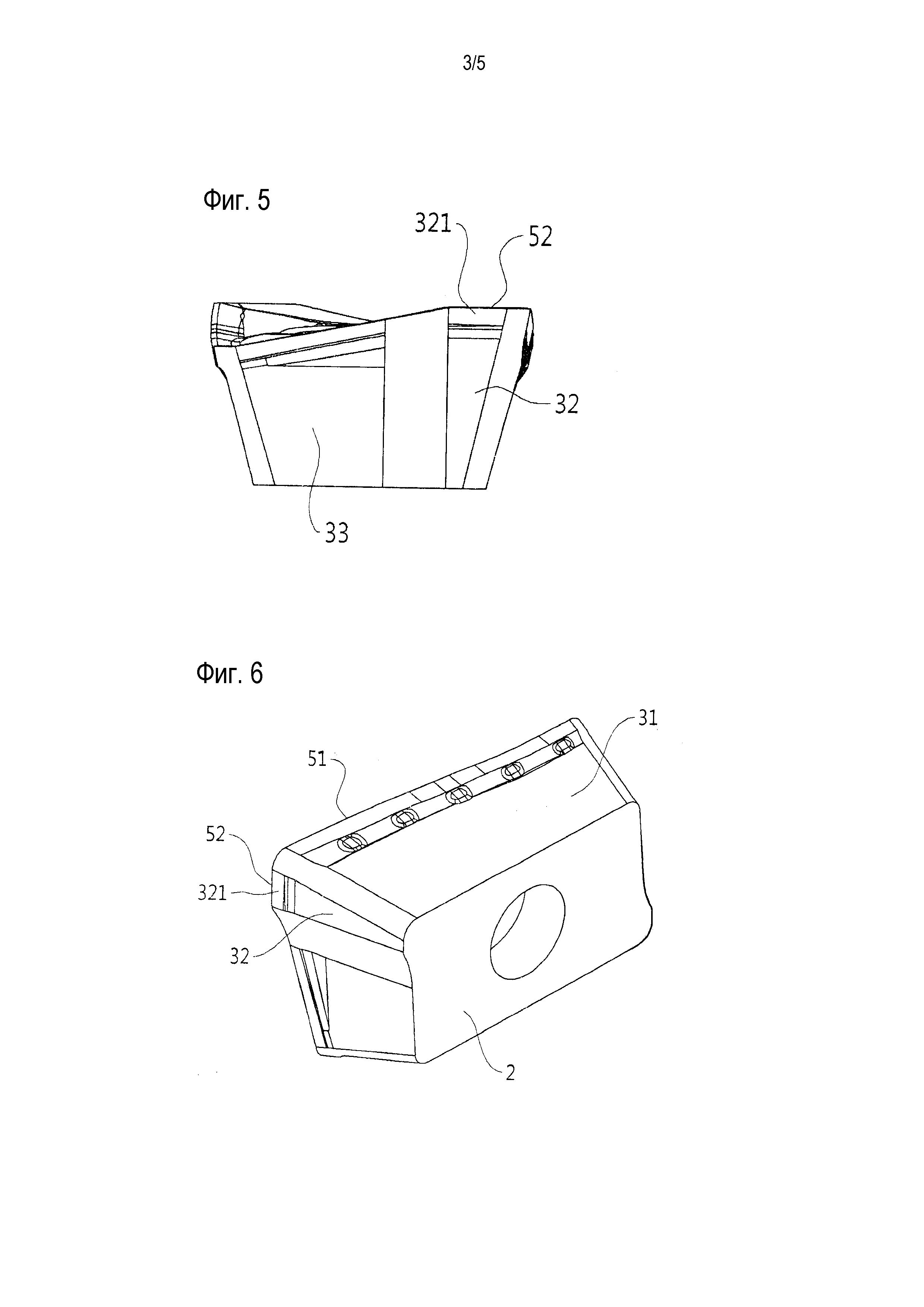
Фиг. 5 представляет собой вид сбоку справа режущей пластины согласно фиг. 2;
Фиг. 6 представляет собой перспективный вид снизу режущей пластины согласно фиг. 2;
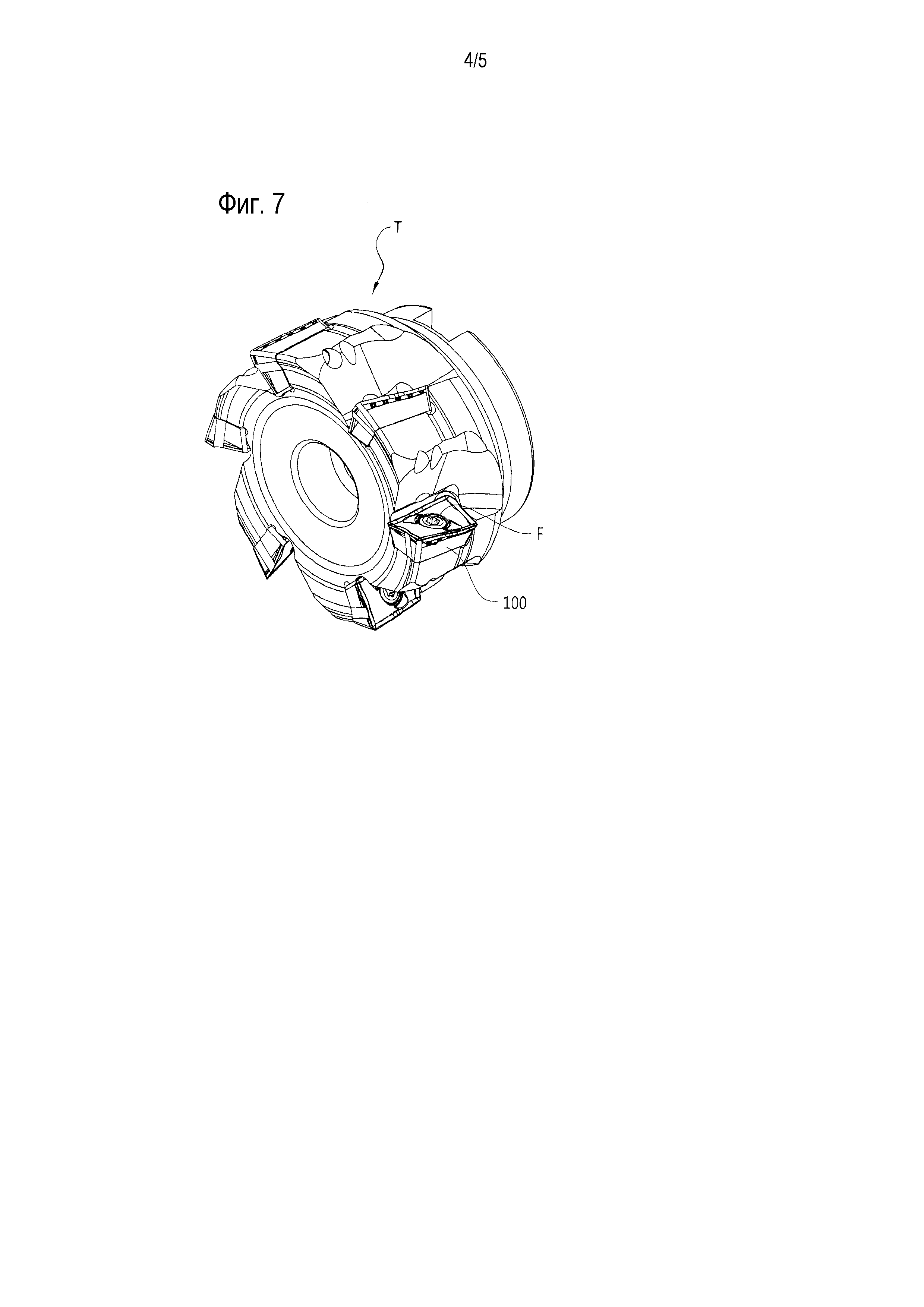
Фиг. 7 изображает режущую пластину согласно фиг. 2, присоединенную к режущему инструменту; и
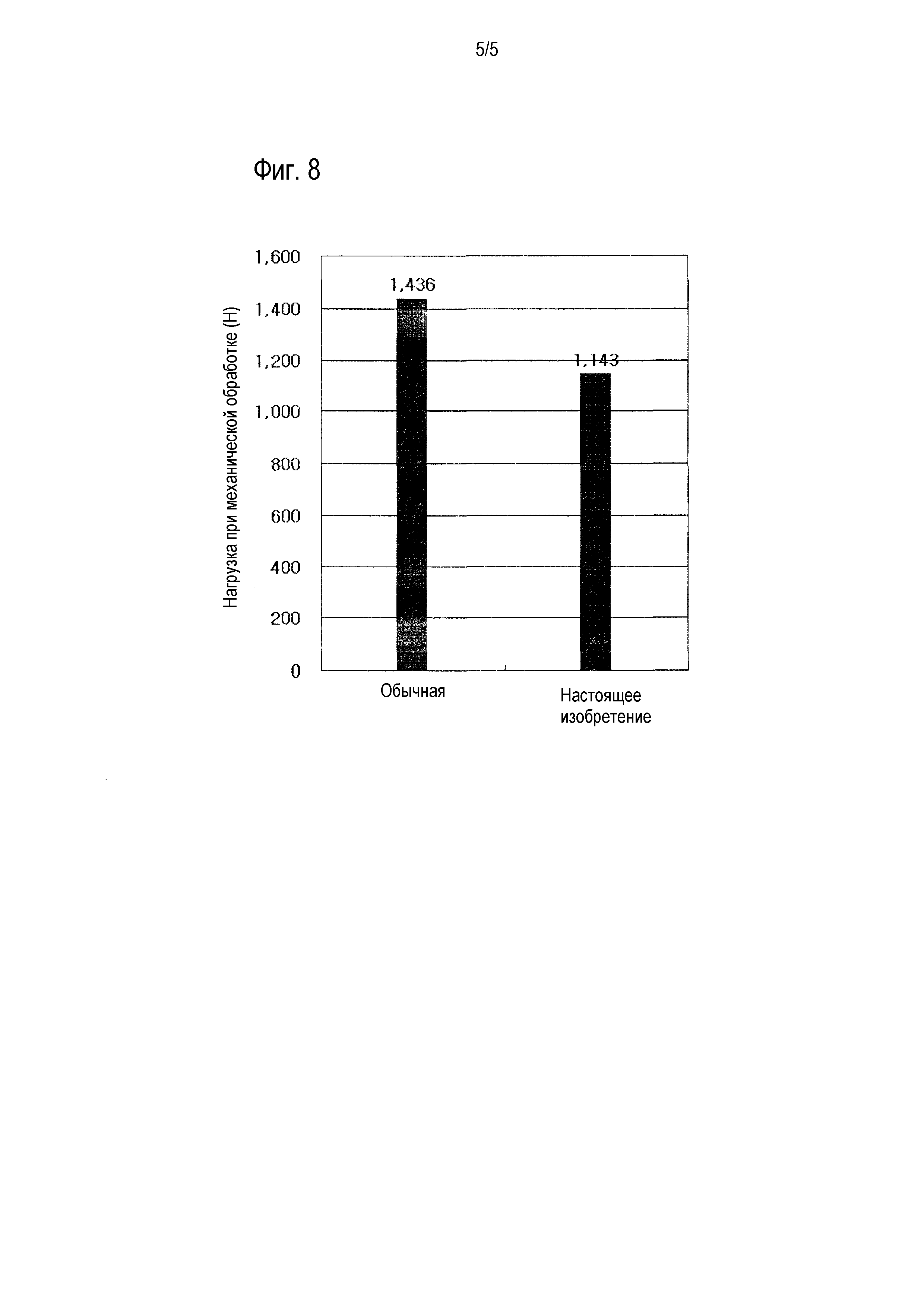
Фиг. 8 изображает нагрузку при механической обработке на режущую пластину согласно фиг. 2, по сравнению с обычной режущей пластиной.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже в данном документе режущая пластина 100 (далее - заявленная режущая пластина) согласно одному варианту осуществления настоящего изобретения будет описана со ссылкой на сопроводительные чертежи.
Фиг. 2 представляет собой вид в перспективе режущей пластины согласно настоящему изобретению, фиг. 3 представляет собой вид спереди режущей пластины согласно фиг. 2, фиг. 4 представляет собой вид в плане режущей пластины согласно фиг. 2, фиг. 5 представляет собой вид сбоку справа режущей пластины согласно фиг. 2, фиг. 6 представляет собой перспективный вид снизу режущей пластины согласно фиг. 2.
Со ссылкой на фиг. 2-6, заявленная режущая пластина может состоять из верхней поверхности 1, нижней поверхности 2 и множества боковых поверхностей 3, соединяющих верхнюю и нижнюю поверхности 1 и 2. В одном варианте осуществления режущая пластина может включать в себя четыре боковые поверхности, включающие в себя две более длинные боковые поверхности относительно друг друга, и две более короткие боковые поверхности, которые симметричны друг другу.
Заявленная режущая пластина также может включать в себя отверстие 4, проходящее через верхнюю и нижнюю поверхности 1, 2. Крепежное средство (F), такое как болт и т.п., размещено в режущем отверстии (T) (см. фиг. 7).
Кроме того, заявленная режущая пластина включает в себя режущую кромку 5, образованную верхней и боковой поверхностями 1, 3. Режущая кромка 5 состоит из главной режущей кромки 51, образованной верхней поверхностью 1, и боковой поверхности 31 главной режущей кромки, вспомогательной режущей кромки 52, образованной верхней поверхностью 1 и боковой поверхностью 32 вспомогательной режущей кромки, и третьей режущей кромки 53, образованной верхней поверхностью 1 и боковой поверхностью 33 третьей режущей кромки.
При этом среди боковых поверхностей боковая поверхность 31 главной режущей кромки включает в себя первую заднюю поверхность 311, переходную поверхность 312, продолжающуюся от первой задней поверхности 311, и вторую заднюю поверхность 313, продолжающуюся от переходной поверхности 312.
Со ссылкой на фиг. 3, первая задняя поверхность 311 состоит из заднего угла и ширины задней поверхности, которые изменяются вдоль главной режущей кромки 51. То есть первая задняя поверхность 311 выполнена таким образом, чтобы задняя поверхность изменялась от выступающего участка h1 режущей кромки к углубленному участку h2 режущей кромки.
Переходная поверхность 312 выполнена таким образом, чтобы ее высота уменьшалась от выступающего участка h1 режущей кромки к углубленному участку h2 режущей кромки. Переходная поверхность 312 обеспечивает применение отдельной концепции исполнения к основной задней поверхности 311 и второй задней поверхности 313, учитывая условия механической обработки путем отделения первой задней поверхности 311 от второй задней поверхности 313.
При этом, когда задний угол и ширина задней поверхности основной задней поверхности 311 «изменяются» в некоторой области, это означает, что ширина задней поверхности или задний угол прекращает возрастать и начинает уменьшаться, или наоборот, таким образом, позволяя ширине задней поверхности в некоторой области быть относительно больше в размере, чем ширина задней поверхности остальных областей (т.е. позволяя заднему углу в некоторой области быть относительно меньше, чем в остальных областях), вместо того, чтобы предусматривать случай, когда ширина задней поверхности или задний угол сохраняет увеличение от выступающего участка h1 режущей кромки к углубленному участку h2 режущей кромки вдоль главной режущей кромки 51.
Для ссылки, в зависимости от процесса механической обработки, процесс резки с высокой скоростью и большой подачей может иметь меняющуюся нагрузку при механической обработке, приложенную к главной режущей кромке режущей пластины, а также необходимо улучшить рабочие характеристики резки определенного участка главной режущей кромки. Однако обычная режущая пластина, подобная режущей пластине, описанной выше, не может эффективно рассматриваться с такими требованиями.
Согласно настоящему изобретению, заявленная режущая пластина имеет множество определенных областей, которые относительно увеличены в отношении заднего угла (т.е. уменьшены по ширине задней поверхности) по сравнению с остальными областями. Фиг. 3 изображает пример, в котором пять областей (1-5) имеют относительно больший задний угол, чем остальные области. Конечно, расположения и количество областей может изменяться соответствующим образом в зависимости от условий механической обработки для резания.
При этом жесткость соответствующих областей может уменьшаться, когда эти области увеличиваются в отношении заднего угла (или уменьшаются по ширине задней поверхности) для улучшения характеристик резки. Для предотвращения такого случая заявленная режущая пластина включает в себя множество ребер 6 на переходной поверхности 312 для усиления жесткости главной режущей кромки 51. Ребра 6 размещены в местоположениях, которые соответствуют местоположениям определенных областей на основной задней поверхности 311, которые имеют относительно увеличенный задний угол (или относительно уменьшенную ширину задней поверхности).
Со ссылкой на фиг. 3, ребра 6 имеют приблизительно круглую форму и немного выступают от переходной поверхности 312 в направлении от земли. С помощью такой конструкции ребра 6 могут предотвратить ухудшение жесткости, обусловленное увеличением заднего угла в определенных областях главной режущей кромки 51. Наличие выступающих ребер 6 может также обеспечить эффект увеличения площади поверхности и, по существу, повышенного выделения теплоты, которое возникает во время процесса резки.
Для ссылки, заявленная режущая пластина имеет пять ребер 6 в качестве примера. Конечно, местоположения и количество этих областей может варьироваться соответствующим образом в сочетании с местоположениями и количеством определенных областей на основной задней поверхности 311, которая имеет относительно увеличенный задний угол. Однако предпочтительно, чтобы ребро (2) было размещено в центре переходной поверхности 312 для предотвращения ухудшения жесткости главной режущей кромки, вызванного наличием отверстия 4.
При этом во время механической обработки обрабатываемого изделия первая задняя поверхность 311 на стороне главной режущей кромки 51 приходит в контакт с боковой поверхностью, образованной на обрабатываемом изделии, хотя первая задняя поверхность 321 вспомогательной режущей кромки 52 приходит в контакт с нижней поверхностью, образованной на обрабатываемом изделии. Соответственно, для улучшения степени обработки и уменьшения нагрузки при механической обработке, приложенной к режущей пластине, предпочтительно, чтобы эти области были изготовлены точно. Для этого шероховатость поверхности и точность изготовления повышаются за счет применения процесса шлифовки к первой задней поверхности 311 на стороне главной режущей кромки 52, и к первой задней поверхности 321 на стороне вспомогательной режущей кромки 52.
Для ссылки, поскольку процесс шлифовки может занимать значительное количество времени и требует повышенной стоимости изготовления, нежелательно применять этот процесс ко всей площади режущей пластины. Таким образом, учитывая, что во время механической обработки обрабатываемого изделия первая задняя поверхность 311 на стороне основной режущей кромки 51 приводится в контакт с боковой поверхностью, образованной на обрабатываемом изделии, и что первая задняя поверхность 321 на стороне вспомогательной режущей кромки 52 подводится к нижней поверхности, образованной на обрабатываемом изделии, настоящее изобретение не только улучшает точность обработки обрабатываемого изделия, но и снижает нагрузку при механической обработке, прикладываемую к режущей пластине, путем сведения к минимуму применения процесса шлифовки только к вышеупомянутым областям. Следовательно, настоящее изобретение также обеспечивает эффект сведения к минимуму повышения стоимости изготовления режущей пластины.
Фиг. 8 представляет собой графическую диаграмму в отношении нагрузки при механической обработке режущей пластины по сравнению с обычной режущей пластиной. При измерении в одинаковых условиях механической обработки нагрузка при механической обработке обычной режущей пластины была приблизительно 1,436 Н, хотя нагрузка при механической обработке заявленной режущей пластины была примерно 1,143 Н, что было меньше примерно на 20%.
Таким образом, режущая пластина может иметь улучшенную характеристику резания, при этом сохраняя жесткость посредством переменного образования заднего угла или ширины задней поверхности в отношении первой задней поверхности, а также за счет размещенных ребер.
Вышеприведенные примерные варианты осуществления и преимущества являются лишь примерными и не могут толковаться как ограничивающие примерные варианты осуществления. Данная идея может быть легко применима к другим типам устройств. Также, описание примерных вариантов осуществления концепции настоящего изобретения является иллюстративным и не предназначено для ограничения объема изобретения.
Промышленная применимость
Настоящее изобретение является применимым к режущей пластине для обработки частей машин промышленного назначения.
Режущая пластина, корпус режущего инструмента и узел из них
Режущая пластина, корпус инструмента и их узел
Режущая пластина и корпус инструмента для ее установки

