Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ЛИСТ И СТАЛЬНОЙ ЛИСТ, СНАБЖЕННЫЙ ТАКИМ ПОКРЫТИЕМ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу для нанесения металлического покрытия на стальной лист согласно ограничительной части пункта 1 формулы изобретения, а также к устройству для осуществления такого способа и к стальному листу, снабженному металлическим покрытием согласно ограничительной части пункта.
Уровень техники
Из уровня техники известен способ гальванического покрытия слоем металла стальных лент, при котором стальная лента движется с некоторой скоростью, последовательно проходя через несколько расположенных друг за другом ванн с электролитом, в которых на стальную ленту электролитически осаждается антикоррозийное металлическое покрытие. Так, например, известен способ производства белой жести, в котором стальную ленту пропускают для электролитического лужения через несколько расположенных друг за другом в направлении движения ленты ванн лужения, причем в каждой из них имеется оловянный анод, а катодом служит стальная лента, электролитически покрываемая словом олова. В типовом случае стальная лента проходит при этом от пяти до десяти таких ванн лужения, и в каждой из них, как правило, осаждается от примерно 0,1 до 0,7 г/м2 оловянного покрытия. Это позволяет при максимально возможной скорости ленты, достигающей 700 м/мин, установить в отдельной ванне плотность тока менее 25 А/дм2. При более высоких плотностях тока возникает опасность слишком сильного разогрева, который может привести к снижению качества лужения, если выделяющееся в ванне лужения тепло нельзя отвести.
После осаждения слоя олова такой толщины, какая требуется для обеспечения достаточной коррозионной стойкости, обычно от 0,5 до 12 г/м2, нагревом покрытой стальной ленты гальванически осажденный слой олова оплавляют, для того чтобы создать, во-первых, тонкий слой сплава на переходе от поверхности стальной ленты к слою олова, а во-вторых, блестящую оловянную поверхность. Это оплавление слоя олова обычно производится в нагревательной печи с использованием теплопроводности или индуктивно с использованием электромагнитной индукции в индукционной печи. Из документа DE 102011000984 А1 известно также оплавление оловянного покрытия на стальной ленте под действием электромагнитного излучения высокой удельной мощности для создания тонкого слоя сплава на границе раздела оловянного покрытия и стальной ленты.
Далее, из документа DE 1496835-А известен способ гальванического лужения стального листа в кислотной гальванической ванне, в котором на стальной лист вначале осаждается тонкий, состоящий из олова слой предварительного покрытия (flash coating), и затем этот оловянный слой предварительного покрытия переводится в жидкое состояние нагревом стального листа. После перевода слоя предварительного покрытия в жидкое состояние в следующей кислотной гальванической ванне производится дальнейшее лужение для осаждения на слой предварительного покрытия следующего слоя олова. Этот следующий слой олова, в свою очередь, переводится в жидкое состояние нагревом стального листа. При этом вес слоя предварительного лужения (предварительно осажденного слоя олова) составляет, по меньшей мере, 22,7 г на стандартный ящик белой жести («base box»), что соответствует нанесению слоя предварительного лужения, по меньшей мере, 1,14 г/м2. Для перевода слоя предварительного лужения в жидкое состояние стальной лист нагревают до температуры от 288 до 454°С.
Из документа US 3062726 известен еще один способ лужения стального листа; в этом способе вначале на стальной лист осаждают первый тонкий слой олова, а затем оплавляют его нагревом стального листа до температур, превышающих температуру плавления олова. После этого стальной лист, покрытый первым тонким слоем олова, охлаждают, протравливают и, в заключение, на первый тонкий слой олова наносят второй слой олова. При этом толщина первого тонкого слоя олова предпочтительно соответствует осаждению 18-27 г на стандартную площадь («base box»), что соответствует толщине слоя 0,9-1,35 г/м2.
Известные из уровня техники многошаговые способы нанесения покрытий, в которых вначале, на первом шаге, на стальной лист наносят тонкий первый слой металлического покрытия (flash coating), затем это тонкое металлическое покрытие оплавляют и после этого на первый металлический слой наносят, по меньшей мере, еще один, более толстый металлический слой. Эти способы отличаются высокой коррозионной стойкостью покрытого стального листа. Однако вследствие наличия шага оплавления первого тонкого металлического слоя такие способы производства дороги и энергозатраты, так как для оплавления первого тонкого металлического слоя приходится нагревать весь стальной лист до температуры, превышающей температуру плавления материала покрывающего металлического слоя. Далее, для достижения высокой коррозионной стойкости покрытого стального листа требуется сравнительно большая общая толщина нанесенного металлического слоя.
Раскрытие изобретения
Исходя из сказанного в основе настоящего изобретения лежит задача повысить коррозионную стойкость покрытого металлическим слоем стального листа, а также эффективность способа нанесения покрытия в отношении использования энергии и ресурсов. Еще одна задача заключается в том, чтобы обеспечить покрытый металлическим слоем стальной лист, обладающий высокой коррозионной стойкостью и в то же время хорошей свариваемостью и хорошим поведением при вытяжке, а также пригодный для изготовления контейнеров, в частности банок.
Решение этих задач достигается предложением способа с признаками по п. 1 и устройства с признаками по п. 14, а также стального листа с признаками по п. 15 формулы настоящего изобретения. Предпочтительные варианты осуществления способа согласно настоящему изобретению определены в зависимых пунктах формулы изобретения.
В способе согласно настоящему изобретению вначале на стальной лист наносят в качестве слоя предварительного покрытия первый тонкий металлический слой, предпочтительно путем гальванического осаждения тонкого металлического слоя в электролизере. Затем этот тонкий металлический слой предварительного покрытия оплавляют нагревом предварительно покрытого стального листа до температур, превышающих температуру плавления металлического слоя. После этого на слой предварительного покрытия наносят еще, по меньшей мере, один дополнительный металлический слой того же материала, из которого состоял металлический слой предварительного покрытия. Это предпочтительно производится также путем гальванического осаждения дополнительного металлического слоя на металлический слой предварительного покрытия. Согласно настоящему изобретению толщина металлического слоя предварительного покрытия составляет не более 200 мг/м2, т.е. существенно меньше толщин слоев предварительного покрытия, известных из упомянутых в начале публикаций, отражающих уровень техники. При этом дополнительный металлический слой, который в способе согласно настоящему изобретению наносят на оплавленный металлический слой предварительного покрытия, как правило, толще, чем тонкий металлический слой предварительного покрытия, например, приблизительно в 2-120 раз, предпочтительно в 4-60 раз.
Оплавление тонкого металлического слоя предварительного покрытия происходит - в отличие от способов, известных из уровня техники, - посредством облучения тонкого металлического слоя излучением высокой удельной мощности, а именно электромагнитным излучением, в частности лучом лазера или электронным лучом. Причем облучение металлического слоя целесообразно производить направленным на поверхность металлического слоя пучком лучей, при этом речь может идти об электромагнитном, и в частности лазерном, излучении или об электронном луче. Целесообразно использовать для оплавления тонкого металлического слоя предварительного покрытия источник излучения, например лазер или электронную пушку, передающий тонкому металлическому слою предварительного покрытия такую высокую энергию, чтобы произошло полное оплавление слоя предварительного покрытия на всю его толщину, не превышающую 200 мг/м2, до слоя, граничащего со стальным листом. Благодаря этому тонкий металлический слой предварительного покрытия, по меньшей мере существенная его часть, полностью превратится в слой сплава, состоящего из атомов железа стального листа и атомов металла упомянутого металлического слоя.
Благодаря такому полному оплавлению тонкого металлического слоя предварительного покрытия на границе между тонким металлическим слоем предварительного покрытия и стальным листом образуется слой сплава, состоящего из атомов металла упомянутого металлического слоя и атомов железа стального листа. Причем тонкий металлический слой предварительного покрытия благодаря полному оплавлению под действием облучения электромагнитным излучением, по меньшей мере, в значительной своей части полностью превратится в тонкий слой сплава, т.е. после оплавления тонкого металлического слоя предварительного покрытия последний, по меньшей мере, в существенной своей части состоит из сплава, содержащего атомы металла упомянутого металлического слоя и атомы железа стального листа.
При этом удельную мощность облучения тонкого металлического слоя предварительного покрытия, а также время облучения целесообразно выбирать так, чтобы тонкий металлический слой предварительного покрытия как раз полностью оплавлялся на всю свою толщину до границы со стальным листом, но без существенной передачи энергии излучения в нижележащий стальной лист. Таким образом, локализация удельной мощности вводимого излучения в существенной своей части ограничивается толщиной тонкого металлического слоя предварительного покрытия. Это позволяет добиться значительной экономии энергии, так как благодаря ограниченной локализации ввода энергии не происходит сколько-нибудь заметного нагрева поверхностных слоев стального листа. При этом время облучения зависит от скорости движения стальной ленты через ванны осаждения, в которых стальная лента покрывается слоем металла. При скорости ленты в пределах нескольких сотен метров в минуту времена облучения оказываются короткими - в пределах нескольких мкс. Для установки целесообразного времени облучения могут применяться также импульсные источники излучения, например импульсный лазер, причем длительность импульса предпочтительно составляет менее 10 мкс.
Благодаря существенно более тонкому металлическому слою предварительного покрытия способ согласно настоящему изобретению отличается от способов, известных из уровня техники, тем, что может быть сэкономлено значительное количество материала покрытия. Удивительным образом, оказалось, что несмотря на очень малую толщину металлического слоя предварительного покрытия, не превышавшую 200 мг/м2, и благодаря тому, что локализация оплавления тонкого металлического слоя предварительного покрытия ограниченна, на границе между тонким металлическим слоем предварительного покрытия и стальным листом в результате облучения образуется очень тонкий и очень плотный слой сплава. И этот очень тонкий и в то же время плотный слой сплава несмотря на свою малую толщину дает значительное повышение коррозионной стойкости стального листа с покрытием согласно настоящему изобретению. Этот очень тонкий слой сплава толщиной не более 200 мг/м2 обеспечивает, в частности благодаря своей высокой плотности, исключительную коррозионную стойкость. Предполагается, что такая высокая коррозионная стойкость может быть получена и при меньших толщинах слоя сплава, например уже при толщинах всего лишь 20-100 мг/м2. Однако технологически затруднительно отрегулировать толщину слоя предварительного покрытия на значения ниже примерно 50 мг/м2, так как, например, при гальваническом осаждении металлического слоя предварительного покрытия в электролизерах, для поддержания стабильного процесса гальванического осаждения требуется устанавливать некоторую минимальную плотность тока.
Было установлено, что для оплавления тонкого металлического слоя предварительного покрытия удельная мощность излучения, поднимающего температуру тонкого металлического слоя до значений, превышающих температуру плавления, составляет 0,03-3 Дж/см2, предпочтительно 0,1-2 Дж/см2.
Для случая, когда способом согласно настоящему изобретению должен быть изготовлен стальной лист с поверхностью высокой степени блеска, в одном из целесообразных вариантов осуществления способа согласно настоящему изобретению после осаждения на тонкий металлический слой предварительного покрытия дополнительного металлического слоя может последовать еще одно оплавление всего металлического покрытия посредством нагрева до температуры, превышающей температуру плавления металлического слоя. Это оплавление всего металлического покрытия предпочтительно производится индуктивно в индукционной печи и дает блестящую поверхность, желательную, например, для применения стального листа с металлическим покрытием при изготовлении жестяной тары. Но оплавление поверхности (дополнительного или последнего) слоя металлического покрытия может производиться и высокоэнергетическим облучением, т.е. как и оплавление слоя предварительного покрытия электромагнитным излучением или электронным лучом.
С помощью способа согласно настоящему изобретению можно изготовить снабженный металлическим покрытием стальной лист, в котором на границе между поверхностью стального листа и металлическим покрытием образуется тонкий слой сплава, состоящего из атомов железа стального листа и атомов металла материала покрытия, причем толщина этого слоя сплава не превышает 200 мг/м2, а содержание свободного нелегированного металла в металлическом покрытии составляет не менее 50%, предпочтительно от 80% до 99%. При этом тонкий слой сплава возникает в результате оплавления тонкого металлического слоя предварительного покрытия. Последующее осаждение на тонкий металлический слой предварительного покрытия дополнительного (более толстого) металлического слоя дает сравнительно более высокое содержание свободного (т.е. нелегированного) металла в покрытии. В частности, если совсем отказаться от заключительного оплавления дополнительного (более толстого) металлического слоя или проводить это оплавление лишь кратковременно при температуре, ненамного превышающей температуру плавления материала покрытия, то вся масса дополнительного металлического покрытия может присутствовать в нелегированной форме (т.е., например, в случае лужения - в виде свободного олова). Это дает преимущество, например, в отношении свариваемости покрытого стального листа и обеспечивает хорошее поведение при вытяжке вследствие эффекта смазки, создаваемого содержащимся в покрытии свободным (нелегированным) металлом.
Краткое описание чертежа
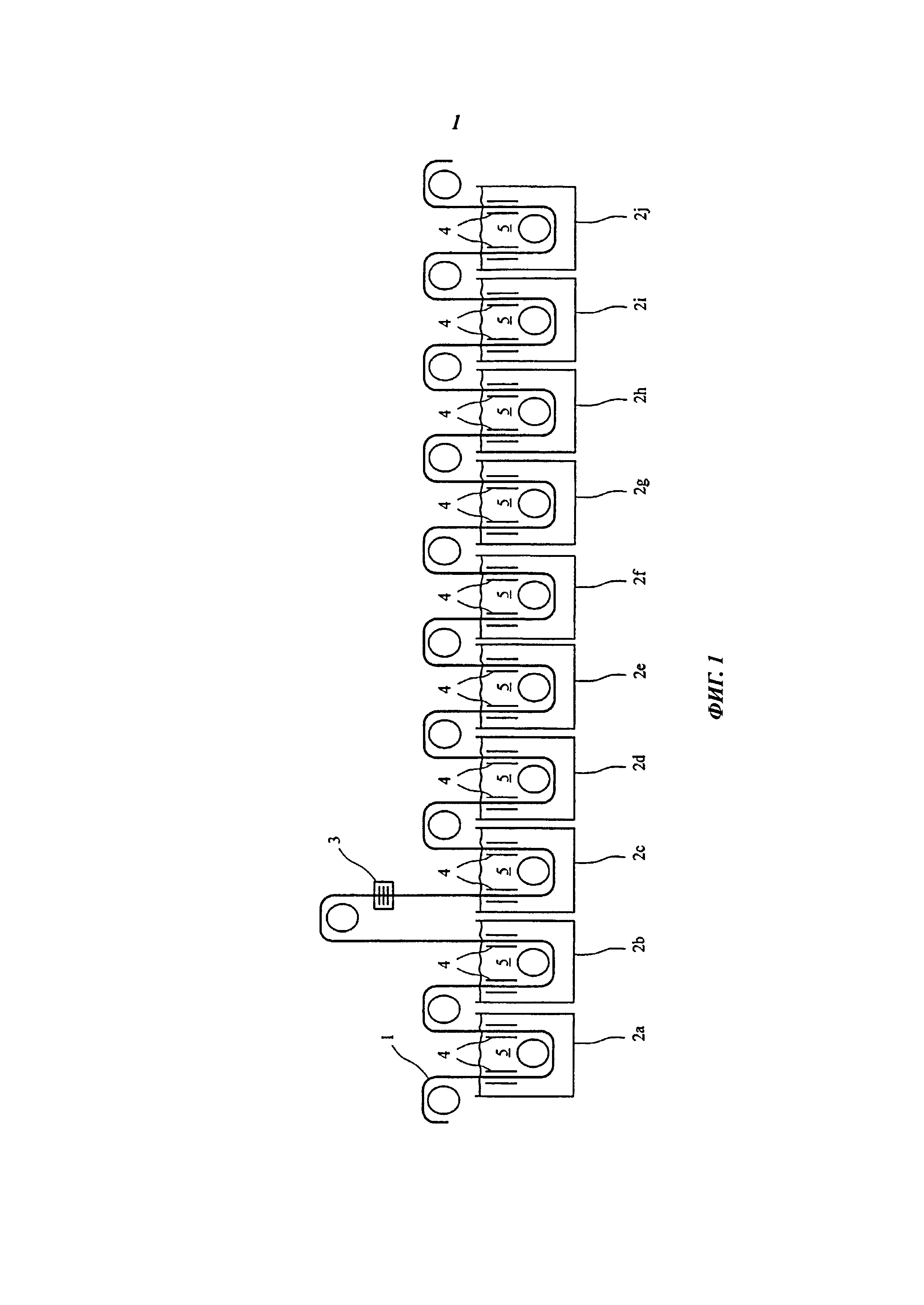
Эти и другие преимущества способа согласно настоящему изобретению вытекают из нижеследующего описания примеров осуществления изобретения со ссылкой на ФИГ. 1, на которой схематически изображено устройство для нанесения покрытия.
Осуществление изобретения
Описанный ниже пример осуществления способа согласно настоящему изобретению относится к лужению стального листа для получения белой жести, которая может быть использована, например, для изготовления контейнеров, в частности банок для пищевых продуктов. Однако настоящее изобретение не ограничивается лужением стальных лент и может соответствующим образом применяться также при покрытии стального листа слоями других металлов, например цинка или никеля. В качестве подложки (стального листа) в описанном примере осуществления используется стальная лента, которую последовательно проводят через несколько расположенных друг за другом в направлении движения ленты ванн лужения. Однако настоящее изобретение не ограничивается покрытием стальной ленты в такой установке для нанесения покрытия на ленту и может применяться также в других установках для нанесения покрытий, в которых, например, отдельные листы стали снабжают металлическим покрытием путем последовательного погружения в ванны для нанесения покрытий.
Для получения луженого стального листа (белой жести) стальной лист в виде стальной ленты 1 последовательно проводят со скоростью ленты в диапазоне 100-700 м/мин через несколько расположенных друг за другом ванн 2а, 2b, 2с... для нанесения покрытий, как это схематически изображено на ФИГ. 1. В показанном примере осуществления ванны 2 для нанесения покрытий выполнены в виде ванн лужения, каждая из которых содержит оловянный анод 4 и заполнена электролитом 5 (например, метансульфокислотой). Движущаяся через ванны лужения стальная лента 1 включена как катод, чтобы на обе стороны стальной ленты гальванически осаждался тонкий слой олова. В схематически изображенном на ФИГ. 1 устройстве для нанесения покрытий предусмотрено в общей сложности десять расположенных друг за другом ванн (2а, 2b, ... 2j) лужения. Но может использоваться больше или меньше ванн лужения в зависимости от требуемой общей толщины наносимого на стальную ленту металлического слоя. В каждой из ванн лужения на поверхности стального листа гальванически осаждается тонкий слой олова, причем целесообразная толщина осажденного в одной ванне лужения слоя олова лежит в диапазоне 50-500 мг/м2. Устанавливаемая в гальванических ваннах лужения плотность тока предпочтительно лежит в диапазоне 10-25 А/дм2, а температуры электролита в ванне, как правило, лежат в диапазоне 30-50°С.
Вначале в первых ваннах 2а, 2b для нанесения покрытий (ваннах лужения) (на обе стороны стальной ленты 1) электролитически осаждается тонкий оловянный слой предварительного покрытия (flash coating). Целесообразная толщина этого оловянного слоя предварительного покрытия лежит в диапазоне от 50 до, максимум, 200 мг/м2. Предпочтительно толщина тонкого слоя предварительного покрытия лежит в диапазоне от 80 до 150 мг/м2 и особенно предпочтительно составляет около 120 мг/м2. После прохождения первых ванн 2а, 2b для нанесения покрытий осажденный в них тонкий оловянный слой предварительного покрытия на одной стороне стального листа оплавляют. Для этого поверхность тонкого оловянного слоя предварительного покрытия на одной стороне стального листа 1 подвергается воздействию электромагнитного излучения, созданного, например, лазером 3. Для чего между второй ванной 2b для нанесения покрытий и третьей ванной 2с помещают источник 3 излучения, например лазер или электронную пушку. При этом удельную мощность пучка, испускаемого источником 3 излучения, и время облучения выбирают так, чтобы тонкий оловянный слой предварительного покрытия (flash coating), нанесенный в первых ваннах лужения, оплавлялся полностью на всю свою толщину до границы со стальной лентой. Было установлено, что для этого удельная мощность излучения должна быть в диапазоне 0,03-3,0 Дж/см2 и предпочтительно в диапазоне 0,1-2,0 Дж/см2. Целесообразно проводить кратковременный нагрев облучением тонкого оловянного слоя предварительного покрытия до температур в диапазоне от точки плавления олова (250°С) до 500°С, предпочтительно до температур в диапазоне от примерно 300°С до 400°С. После оплавления тонкого оловянного слоя предварительного покрытия (flash coating) слой охлаждают до температур ниже температуры плавления олова. Целесообразно и энергетически экономно проводить это охлаждение за счет теплопроводности путем естественной передачи тепла еще холодной стальной ленте 1.
После оплавления тонкого оловянного слоя предварительного покрытия и его охлаждения стальную ленту 1 последовательно проводят через расположенные друг за другом дальние ванны 2с, 2d, ... 2j. В них на обе стороны стальной ленты гальванически осаждаются следующие слои олова. И на оплавленные тонкие оловянные слои предварительного покрытия, нанесенные в первых ваннах 2а, 2b лужения, дальнейшие слои олова осаждаются до тех пор, пока на обеих сторонах стальной ленты 1 не будут получены толстые слои олова требуемой толщины. Целесообразная общая толщина слоя олова, состоящего из тонкого оловянного слоя предварительного покрытия и дальнейших слоев олова, осажденных в дальних ваннах 2с, ... 2j, составляет от 0,5 г/м2 до 12 г/м2.
После осаждения дополнительного слоя олова стальной лист вновь может быть кратковременно нагрет до температур выше температуры плавления олова, чтобы оплавить, по меньшей мере, поверхностную зону слоя олова. Посредством такого оплавления поверхностной зоны слоя олова с последующей закалкой в водяной бане создается блестящая поверхность оловянного покрытия. Но в отличие от способов, известных из уровня техники, для создания блестящей поверхности и одновременно тонкого слоя сплава на границе между оловянным покрытием и стальным листом уже не требуется полного оплавления слоя олова на всю его толщину. Вместо этого для создания блестящей поверхности достаточно оплавить лишь приповерхностную зону оловянного покрытия, так как благодаря оплавлению тонкого оловянного слоя предварительного покрытия (flash coating), нанесенного в первых ваннах 2а, 2b лужения, уже создан тонкий слой сплава, обеспечивающий высокую коррозионную стойкость белой жести. Для создания блестящей поверхности оловянного покрытия достаточно нагреть покрытый стальной лист лишь до температур в диапазоне от 232°С (температура плавления олова) до примерно 300°С, а предпочтительно от 240°С до 260°С. Благодаря этому можно добиться значительной экономии энергии в сравнении со способами оплавления, известными из уровня техники, так как в известных способах оплавления оловянное покрытие для создания блестящей поверхности и одновременно тонкого слоя сплава на границе со стальным листом должно быть нагрето до существенно более высоких температур.
Изготовленная таким образом белая жесть отличается очень высокой коррозионной стойкостью, обеспечиваемой тонким и очень плотным слоем сплава на границе между тонким оловянным слоем предварительного покрытия и стальной лентой. На изготовленной согласно настоящему изобретению белой жести можно было получить в контактном тесте (АТС) замеры значений плотности тока коррозии менее 0,1 и даже ниже 0,05 мкА/см2, что указывает на очень высокую коррозионную стойкость.
Изготовленная в описанном примере осуществления способа согласно настоящему изобретению белая жесть особенно хорошо подходит для производства контейнеров, в частности банок для пищевых продуктов. При этом целесообразно, чтобы сторона стального листа, на которой оплавлялся тонкий оловянный слой предварительного покрытия, использовалась как внутренняя сторона банки, так как эта сторона стального листа благодаря образованию слоя сплава на границе между тонким слоем олова и стальным листом обладает высокой коррозионной стойкостью. На другой стороне стального листа целесообразно сохранить все гальванически осажденное олово в виде свободного олова. Это дает хорошее поведение луженого стального листа при вытяжке с утонением вследствие того, что свободное олово работает как смазка.
Настоящее изобретение не ограничивается раскрытым примером осуществления. Так, например, тонкий оловянный слой предварительного покрытия не обязательно должен наноситься в двух первых ваннах 2а, 2b лужения, но может быть осажден уже в первой ванне 2а лужения или в трех первых ваннах 2а-2с. Соответственно, источник 3 излучения для оплавления оловянного слоя предварительного покрытия будет располагаться, например, между первой ванной 2а лужения и второй ванной 2b или между третьей ванной 2с лужения и четвертой ванной 2d и т.д. При этом толщина осажденного в первых ваннах лужения оловянного слоя регулируется соответствующим выбором плотности тока так, чтобы общая толщина тонкого оловянного слоя предварительного покрытия не превышала согласно настоящему изобретению верхней границы 200 мг/м2. Возможно также проводить оплавление тонкого оловянного слоя предварительного покрытия не на одной только стороне, а на обеих сторонах стального листа, перед осаждением дальнейших слоев олова в дальних ваннах лужения. От дополнительного оплавления осажденного в дальних ваннах лужения (толстого) слоя олова можно отказаться, если не требуется получать блестящую поверхность оловянного покрытия (например, при изготовлении банок по способу вытяжки с утонением (DWI)).
При использовании облучения электронным лучом для оплавления тонкого металлического слоя предварительного покрытия целесообразно, по меньшей мере, шаг способа, на котором осуществляется оплавление слоя предварительного покрытия, выполнять в вакууме (целесообразно разрежение, по меньшей мере, 10-2 мбар). Таким образом можно избежать потерь энергии при облучении электронным лучом.
Стальной лист, изготовленный согласно настоящему изобретению, отличается очень высокой коррозионной стойкостью, обеспечиваемой коррозионноустойчивым слоем сплава между поверхностью стального листа и металлическим покрытием. Причем этот тонкий слой сплава возникает в результате оплавления тонкого металлического слоя предварительного покрытия. При осуществлении способа согласно настоящему изобретению толщину этого слоя сплава можно регулировать соответствующим выбором толщины слоя предварительного покрытия. Последующее осаждение в дальних ваннах для нанесения покрытий толстого слоя металла на тонкий металлический слой предварительного покрытия дает (при заданной толщине слоя металлического покрытия) сравнительно более высокое содержание свободного (т.е. нелегированного) металла в покрытии. Это дает преимущества, например, в отношении свариваемости покрытого стального листа (например, при изготовлении банок из трех деталей) и обеспечивает хорошее поведение при вытяжке вследствие эффекта смазки, создаваемого содержащимся в покрытии (нелегированным) металлом. Целесообразное содержание (нелегированного) металла в покрытии составляет, по меньшей мере, 50%, предпочтительно, по меньшей мере, 70% и особенно предпочтительно лежит в диапазоне от 80% до 99%.
Удивительным образом оказалось, что очень тонкое металлическое покрытие предварительного покрытия после оплавления посредством облучения направленным пучком электромагнитного излучения или электронным лучом приобретает хорошую, упорядоченную структуру поверхности, способствующую дальнейшему осаждению металлического покрытия на оплавленный и легированный металлический слой предварительного покрытия. Оплавление создает в поверхностной зоне металлического покрытия предварительного покрытия волокнообразные зародыши роста, на которые при последующем покрытии могут садиться атомы металлического материала покрытия, обеспечивая тем самым хорошее сцепление последующего металлического покрытия с (легированным) металлическим покрытием предварительного покрытия.
Способ производства отрывной крышки и применение листовой стали с защитным слоем для производства отрывной крышки
Способ получения упаковочной стали
Листовая сталь для применения в качестве упаковочной стали и способ получения упаковочной стали
Способ пассивирования белой жести
Способ улучшения металлического покрытия на стальной ленте
Способ изготовления упаковочной алюминированной стали и применение листа алюминированной стали
Способ производства отрывной крышки и применение листовой стали с защитным слоем для производства отрывной крышки
Способ получения упаковочной стали
Листовая сталь для применения в качестве упаковочной стали и способ получения упаковочной стали
Способ пассивирования белой жести
Способ улучшения металлического покрытия на стальной ленте
Способ изготовления упаковочной алюминированной стали и применение листа алюминированной стали
Способ пассивации полосовой черной жести

